焊接生产跟踪记录表
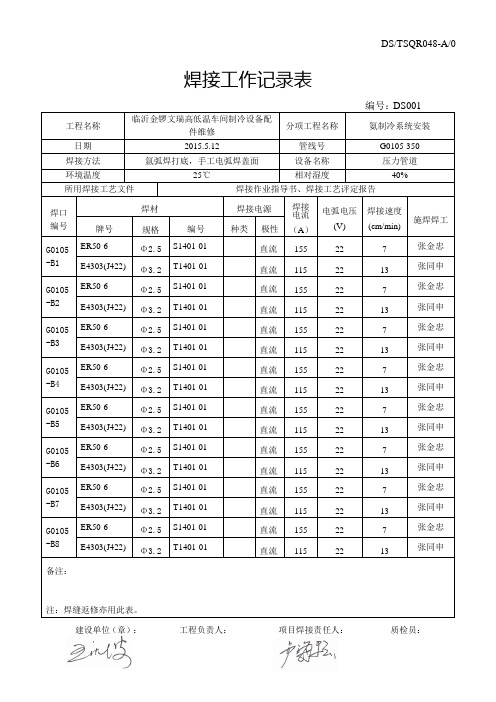
焊接工作记录表

工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
焊接过程记录与检查表

. . .. . .
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。
焊接记录表格范本

焊接记录表格范本
焊接记录表格范本
项目名称:XXXXX工程
焊接记录表
焊接件名称:
焊接材料规格:
焊接方式:
焊接电流/电压:
焊接日期:
次数
焊缝号
焊接位置
焊接工艺
焊接材料
焊接电流/电压
电极型号及直径
焊接后尺寸(检测前)
焊接后尺寸(检测后)
焊工编号及签名
说明:
1. 每条焊缝都需要填写焊接记录表,冠以相同的焊接件名称。
2. 焊接位置要详细的表明,不允许有遗漏。
3. 焊接工艺应当按照设计要求来选择,并注明工艺名称。
(例如:手工电弧焊、埋弧焊、气保焊等)
4. 焊接电流/电压需严格按照工艺数据来设置,不得超过工艺文书规定的范围。
5. 电极型号及直径应根据工艺文书中规定的内容来选用,一旦选择即不能随意更改。
6. 检测前和检测后的焊接后尺寸需要详细记录,并用尺子进行测量。
7. 焊接后,需让焊工在规定的栏位中签字,以便于追溯。
采购商签署:_____________________ 日期:
_______________________
质检员签署:_____________________ 日期:
_______________________
焊工签署:_____________________ 日期:
_______________________。
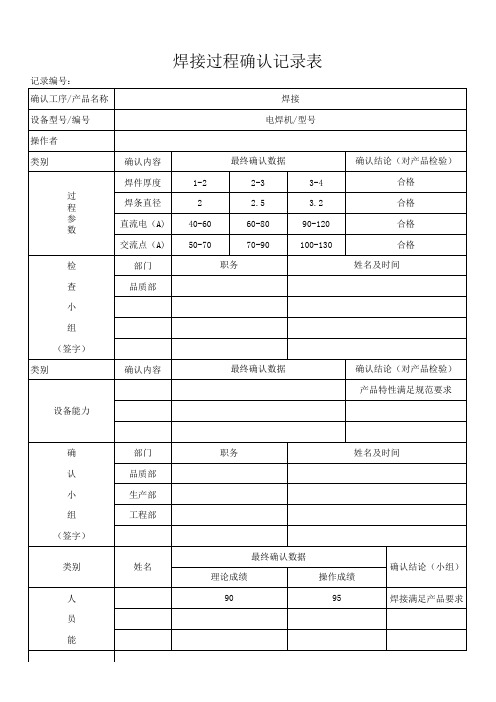
焊接过程确认记录表
最终确认数据
设备能力
确认结论(对产品检验) 合格 合格 合格 合格
姓名及时间
确认结论(对产品检验) 产品特性满足规范要求
确 认 小 组 (签字)
类别
人 员 能
部门 品质部 生产部 工程部
姓名
职务
姓名及时间最终确认数据 Nhomakorabea理论成绩
操作成绩
90
95
确认结论(小组) 焊接满足产品要求
记录编号: 确认工序/产品名称
焊接过程确认记录表
焊接
设备型号/编号
电焊机/型号
操作者
类别
确认内容
最终确认数据
焊件厚度
1-2
2-3
3-4
过
程
焊条直径
2
2.5
3.2
参 数
直流电(A) 40-60
60-80
90-120
交流点(A) 50-70
70-90
100-130
检
部门
职务
查
品质部
小
组
(签字)
类别
确认内容
焊接过程跟踪卡Microsoft Excel 工作表

分段位置部件
名称
产品编号产品型号母材钢号及规格Q345E 焊接方法牌号
规格气体流量L/min EG50-G Φ1.2施焊日期前舱外观自检无损检测结果焊缝返修次/0焊接工艺记录卡
焊缝
编号焊层焊接电流A 焊接电压V 焊接速度cm/min 焊工代号 编号:2014-12-002/001
施
焊
要
求作业实际时间
多层道T形焊接填表人:检验员:监督实施:最终结果预热温度1.在实施焊接前必须将待焊焊缝清理干净:无油污、无锈迹、无任何杂质报检后然后按图示顺序进行焊接;2.焊接顺序焊件的内侧,焊完后碳弧气刨,碳弧气刨后打磨至露出金属光泽.报检后再焊接;焊完后待缓冷(18至20小时)在进行探伤检验;
施
焊
顺
序
示
意
图
前舱3号板与1号板焊接方式以及运行数据焊接形式气刨清根结果MY1.5Se 焊接顺序焊材焊接高或余高。
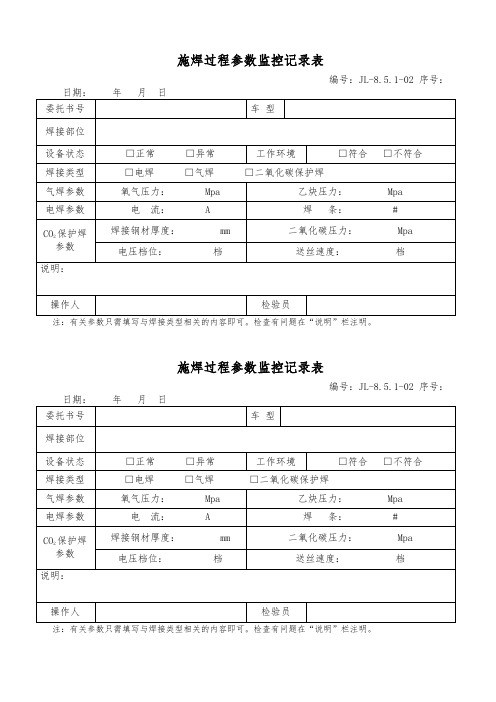
施焊过程参数监控记录表
送丝速度: 档
说明:
操作人
检验员
注:有关参数只需填写与焊接类型相关的内容即可。检查有问题在“说明”栏注明。
施焊过程参数监控记录表
编号:JL-8.5.1-02 序号:
日期:年 月 日
委托书号
车 型
焊接部位
设备状态
□正常 □异常
工作环境
□符合 □不符合
焊接类型
□电焊 □气焊 □二氧化碳保护焊
施焊过程参数监控记录表
编号:JL-8.5.1-02 序号:
日期:年 月 日
委托书号
车 型
焊接部位
设备状态
□正常 □异常
工作环境
□符合 □不符合
焊接类型
□电焊 □气焊 □二氧化碳保护焊
气焊参数
氧气压力: Mpa
乙炔压力: Mpa
电焊参数
电 流: A
焊 条: #
CO2保护焊参数
焊接钢材厚度: mm
二氧化碳压力: Mpa
气焊参数
氧气压力: Mpa
乙炔压力: Mpa
电焊参数
电 流: A
焊 条: #
CO2保护焊参数
焊接钢材厚度: mm
二氧化碳压力: Mpa
电压档位: 档
送丝速度: 档
说明:
操作人
检员
注:有关参数只需填写与焊接类型相关的内容即可。检查有问题在“说明”栏注明。
焊接工作记录表
焊接工作记录表工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
焊接检验记录表
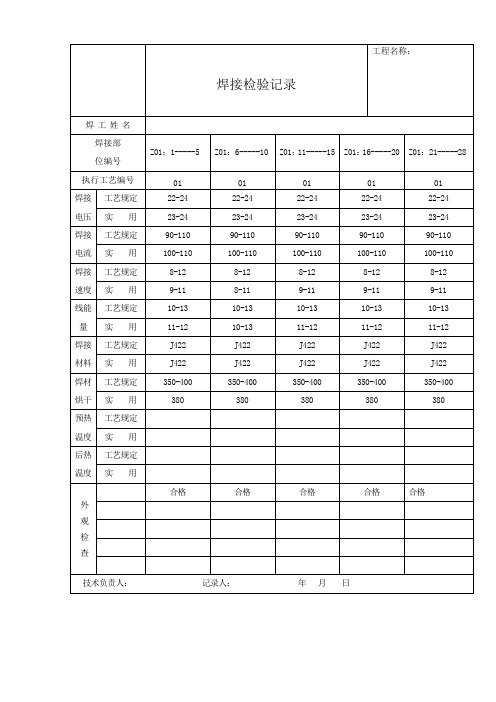
电压
工艺规定
22-24
实 用
23-24
焊接
电流
工艺规定
90-110
实 用
100-110
焊接
速度
工艺规定
8-12
实 用
9-11
线能
量
工艺规定
10-13
实 用
11-12
焊接
材料
工艺规定
J422
实 用
J422
焊材烘干
工艺规定
350-400
实 用
380
预热
温度
工艺规定
实 用
后热
温度
工艺规定
实 用
外 观 检 查
焊接检验记录
工程名称:
焊 工 姓 名
焊接部
位编号
Z02:1-----9
Z02:10-----18
执行工艺编号
01
01
焊接
电压
工艺规定
22-24
22-24
实 用
23-24
23-24
焊接
电流
工艺规定
90-110
90-110
实 用
100-110
100-110
焊接
速度
工艺规定
8-12
8-12
实 用
9-11
8-11
焊 工 姓 名
焊接部
位编号
Z01-8:1-----8
执行工艺编号
01
焊接
电压
工艺规定
22-24
实 用
23-24
焊接
电流
工艺规定
90-110
实 用
100-110
焊接
速度
工艺规定
焊接记录表格
焊接工程一览表焊3-1-1审核:年月日制表:年月日焊接工艺评定项目应用范围一览表焊3-1-2持证焊工登记一览表焊3-1-3制表:年月日焊材烘干与恒温存放记录表焊3-2-1焊材发放/回收记录表焊3-2-2焊接记录焊3-2-3质检员:年月日记录:年月日焊缝外观质量检查记录单位:(mm)焊3-2-4质检员:年月日承压部件(管道)焊口系统图焊3-2-5焊接接头返修工艺卡焊3-2-6下面是三个励志小故事,不需要的朋友可以下载后编辑删除谢谢!!!你可以哭泣,但不要忘了奔跑2012年,我背着大包小包踏上了去往北京的火车,开启了北漂生涯。
彼时,天气阴沉,不知何时会掉下雨滴,就像我未知的前方一样,让人担忧。
去北京的决定是突然而果决的,我在宿舍纠结了一天,然后在太阳逃离窗口的时候打电话告诉父母,我要到首都闯一闯。
消息发出去之后,并没有预料之中的强烈反对,父亲只给我回了一个字:好。
就这样看似毫无忧虑的我,欣喜地踏上了北上的路。
有些事情只有真正迈出第一步的时候,才会迎来恐惧。
当我踏上北上的列车时,才惊觉对于北京,除了天安门、央视大楼这些着名建筑,我知之甚少。
俗话说无知者无畏,可于我而言,这句话并不适用,因为在坐上火车那一刻,我就开始对未来胆战心惊,毫无底气。
火车开动之后,我的心情变得更加复杂而紧张,甚至一度心生退意。
人类果然是一个无解的方程式,看似无畏的勇气背后不知藏下了多少怯懦和犹豫。
旁座的姐姐见我一人,开始和我有一搭没一搭地聊起了天。
几分钟后,我们竟如同许久未见的好友一般,开始聊起了各自的生活。
我说出了自己的恐惧与未见,期冀从她那里得到些许安慰和鼓励。
出乎意料地,她并没有说一些心灵鸡汤般的哲理语句,反而给我讲了一个故事,一个让我在很长一段时间都印象深刻,每次想起便会荷尔蒙再度升高的故事,一个她自己的故事。
那是一段并不愉快的经历,整段经历是蜿蜒前行的。
高考中,她因为做错了三道大题,成为家里的罪人。
朋友极尽嘲笑,亲戚们也开始暴露自己毒舌的属性,父母当时并没有过多指责,因为他们正在跟自己的兄弟姐妹们为了祖母的遗产争得死去活来。
焊接记录表格

工 程 名 称
单位工程名称
施工单位
山东省盛安建设有限公司第一项目部
序
号
部件名称
材质
规格
焊口数量(个)
焊接方法
焊材牌号
预热温度(℃)
热处理
规范(℃/t)
无损检测
方法及比例
部件
简图号
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
焊3-1-1
审核: 年 月 日 制表: 年 月 日
焊接工艺评定项目应用范围一览表
Φ2.5
GTAW
水平固定
Ⅳ类δ=1.5~10mm
高温过热器
HP-21
12Cr1MoVG
Φ219×22.2
R31+E5015-B2-V
Φ2.5
Φ3.2
Φ4.0
GTAW
+SMAW
水平固定
Ⅳ类
δ=16.65~33.3mm
主蒸汽
焊3-1-2
制表: 年 月 日
持证焊工登记一览表
焊3-1-3
序号
姓名
性别
焊工证号
焊工钢印号
合格项目
有效期
1
2
3
4
5
6
7
8
9
10
11
12
制表:年月日
焊材烘干与恒温存放记录表
焊3-2-1
工程名称
单位工程名称
施工单位
内容
日期
环境温度(℃)
焊材类别
烘干控制
恒温存放
操作
人员
名称
焊接检验强制性条文执行记录表

合金总含量3%~10%时布氏硬度值≤300HBW
合金总含量>10%时布氏硬度值≤350HBW
符合要求
热处理及硬度检测报告
7.3.3耐热合金钢焊缝硬度不低于母材硬度。
符合要求
硬度检查报告
7.4.1焊缝金相组织合格标准是:
a)没有裂纹;
b)没有过烧组织;
c)没有淬硬的马氏体组织。
青海盐湖镁业有限公司金属镁一体化供热中心项目监理处
焊接检验强制性条文执行跟踪检查记录表
编号:HJ-
单位工程名称
青海盐湖镁业有限公司金属镁一体化供热中心项目
分部工程名称
1#锅炉
检查项目
焊口检测
施工单位名称
青海火电工程公司
强制性条文内容
执行情况
相关资料
《火力发电厂焊接技术规程》DL/T869-2004
4.1.6管孔应尽量避免开在焊缝上,并避免管孔接管焊缝与相邻焊缝的热影响区重合。必须在焊缝上或焊缝附近开孔时,应满足以下条件:
焊接检验强制性条文执行跟踪检查记录表
编号:HJ-
强制性条文内容
执行情况
相关资料
《火力发电厂焊接技术规程》DL/T869-2004
6.3.4对同一焊接接头同时采用射线和超声波两种方法进行检验时,均应合格。
一批焊接接头中按不合格焊口数加倍检验,加倍检验中仍有不合格时,则该批焊接接头评为不合格;
b)容器的纵、环焊缝局部检验不合格时,应在缺陷两端的延伸部位增加检验长度,增加的检验长度应该为该焊缝长度的10%且不小于250mm;若仍不合格,则该焊缝应100%检验。
c)厚度不小于70mm的管子在焊到20mm左右时做100%的射线检验,焊接完成后做100%超声波检验;
焊装过程巡检记录表

焊装过程巡检记录表序检查工序检查要点检查检查评分种类标准检查记实号分值焊点直径为5mm,焊点间间距均匀,无缺件、漏件现象,焊接处的焊点、焊段,组焊应严格按工艺要求执行,漏焊一个焊点或焊段扣0.5分,一序中连续出现漏焊2 0.5分10 个以上焊点或焊段(包括2个)加倍处罚包边折边胶涂抹不均匀,量不够,折边胶采用的型号与工艺不符每项次扣0.5分。
包0.5分10 边剪角不全,漏剪一次扣0.5分,碰母保证螺母型号、数量、电流参数正确吻合工艺要求。
碰母碰焊孔径0.5分101焊装修整修整地址与修整内容吻合工艺要求0.5分10包装包装资料、包装数量、摆放方式吻合工艺要求0.5分10工艺参数工序质量控制点的操作者应熟知本工序的工艺参数、工艺要求,同时认真准时做0.5分10 好原始记录。
一项不合格扣0.5分夹具点检做好夹具点检(气动三联件油杯状态、夹具的定位销直径、压头、支撑型面可否0.5分10 松动等),完满填写点检记录工装夹夹具工作状不得用铁锤敲击夹具,不得随意打磨或调整夹具的定位销、定位块、压紧块等0.5分10 2态具夹具的保护气缸的各个接头优异,无漏气现象0.5分103 4 5 6 7夹具的保养保证工装干净无杂物,锈蚀,焊瘤等0.5分10 周转架的管生产用周转架保持圆满状态(不得有波折、缺腿等现象),周转架使用完后,放0.5分10理置到指定地域,码放整齐,不得随地、随意摆放周转架周转架的维发现周转架有波折、缺腿现象应及时送往生产部工程科维修,保证周转架的圆满0.5分10 护保养操作工按设备操作规程正确操作,做好设备自检(包括气压、油压、水循环等)0.5分10操作工生产过程中要检查确认设备无漏油、漏水、漏气、管线无破坏等情况0.5分10 设备使设备干净生产达成后及时清理设备,做好设备的保养。
0.5分10 用及维电极的保护依据工艺要求对电极进行修磨或更换0.5分10 护焊枪清理及时清理焊枪飞溅,按要求更换气体、焊丝等0.5分10 主缆、辅缆以在点焊接过程中,要保证焊接主缆、辅缆以及循环水管无过热现象0.5分10 及循环水主、辅材使用工艺规定的主、辅材0.5分10主、辅料主、辅材的发不得使用不合格的主、辅材(如生锈、变形等)0.5分10 放与使用工艺文件管工艺文件摆放到定置规定的地址,不得随意涂改撕毁、污染等0.5分10 理工艺文件执依据工艺文件进行生产,保证总成的质量0.5分10 行工艺执行情况按规定及时对工艺参数的连续监控记录,每班生产前工艺参数需经过班长的检查工艺考据0.5分10 考据,首件质量需经检验员确认后才可开始后续生产检查依据工艺要求认真填写自检卡,做好自检、互检0.5分10生产场工位部署部署整齐有序、物流畅达0.5分10 地零件码放零件总成要放到相应的工位器具,并码放整齐在焊接和搬运过程中轻拿轻放,保10 证零件在工位器具中整齐摆放,不得超高以防工件磕碰、划伤。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
2016/3/16 17:32
第 8 页,共 12 页
编制:袁永根
总成开发计划跟踪统计表
7日 0 8日 0 9日 0 10日 0 11日 0 12日 0 13日 0 14日 0 15日 0 16日 0 17日 0 18日 0 19日 0
备 注
0
0
0
0
0
0
0
0
0
0
第 1 页,共 12 页
28日
29日
30日
1日
2日
3日
4日
5日
6日
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
2016/3/16 17:32
编制:袁永根
XX项目冲焊零部件总成开发计划跟踪统计表
零件代号
产 品 名 称 截止1月 产品 用 加工人 10月生产 未完成 9日库存 量 员 计划量 计划量 动态 数 库存 1 0 入库 出库 库存 1 0 入库 出库 库存 1 0 入库 出库 库存 1 0 入库 出库 库存 1 0 入库 出库 库存 1 0 入库 28日 0 29日 0 30日 0 1日 0 2日 0 3日 0 4日 0 5日 0 6日 0
0
2016/3/16 17:32
XX项目冲焊零部件总成开发计划跟踪统计表
零件代号
产 品 名 称 截止1月 产品 用 加工人 10月生产 未完成 9日库存 量 员 计划量 计划量 动态 数 1 0 入库 出库 库存 1 0 入库 出库 库存 1 0 入库 出库 库存 1 0 入库 出库 库存 1 0 入库 出库 库存 1 0 入库 出库 库存 1 0 入库 出库 库存 1 0 入库 出库 库存 1 0 入库 出库 库存 1 0 入库 出库 库存 1 0 入库 出库 库存 1 0 入库
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
2016/3/16 17:32
第 11 页,共 12 页
第 3 页,共 12 页
28日 0
29日 0
30日 0
1日 0
2日 0
3日 0
4日 0
5日 0
6日 0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
编制:袁永根
第 5 页,共 12 页
28日
29日
30日
1日
2日
3日
4日
5日
6日
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
2016/3/16 17:32
编制:袁永根
0
0
0
0
0
0
0
0
0
0
2016/3/16 17:32
第 12 页,共 12 页
编制:袁永根
XX项目冲焊零部件总成开发计划跟踪统计表
零件代号
产 品 名 称 截止1月 产品 用 加工人 10月生产 未完成 9日库存 量 员 计划量 计划量 动态 数 1 0 入库 出库 库存 1 0 入库 出库 库存 1 0 入库 出库 库存 1 0 入库 出库 库存 1 0 入库 出库 库存 1 0 入库 出库 库存 1 0 入库 出库 库存 1 0 入库 出库 库存 1 0 入库 出库 库存 1 0 入库 出库 库存 1 0 入库 出库 库存 1 0 入库
编制:袁永根
总成开发计划跟踪统计表
7日 0 8日 0 9日 0 10日 0 11日 0 12日 0 13日 0 14日 0 15日 0 16日 0 17日 0 18日 0 19日 0
备 注
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
7日 8日 9日 10日 11日 12日 13日 14日 15日 16日 17日 18日 19日
备 注
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0