注塑部成型条件记录表样板
注塑成型工艺表格

注塑成型工艺表格注塑成型是一种常用的塑料加工方法,广泛应用于制造各种塑料制品。
本文将介绍注塑成型工艺的基本步骤,并提供一个注塑成型工艺表格,以帮助读者更好地了解和掌握该工艺。
注塑成型工艺表格步骤描述1. 设计模具根据产品要求,设计注塑模具。
2. 制作模具制作注塑模具,一般使用金属材料如钢来确保模具的耐用性。
3. 准备原料根据产品材料要求,准备相应的塑料原料。
4. 预热预热注塑机,将塑料原料加热至熔融状态。
5. 进料将熔融的塑料原料注入注塑机的进料口。
6. 射出注塑机将熔融的塑料原料射入模具腔中。
7. 冷却在模具中冷却一段时间,使塑料原料凝固。
8. 开模打开模具,取出已凝固的塑料制品。
9. 清理清理塑料制品,去除可能存在的毛刺和其他杂质。
10. 检验对塑料制品进行检验,确保其质量符合要求。
11. 包装对通过检验的塑料制品进行包装。
12. 存储/出货存储或将塑料制品出货给客户。
以上是注塑成型的基本工艺步骤,每个步骤都发挥着重要的作用,以确保最终产品的质量和性能。
值得注意的是,在设计模具和制作模具的过程中,需要考虑产品的形状、尺寸、结构等因素。
模具的设计和制作需要精确度高,以保证最终产品的精度和一致性。
在准备原料过程中,需要选择符合产品要求的塑料原料,并根据需要将其加热至熔融状态,以便于后续的注塑过程。
注塑机起到了射出塑料原料的作用,它通过将熔融的塑料原料注入模具腔中,形成了最终产品的形状。
冷却是一个至关重要的步骤,它决定了塑料在模具中的凝固速度和质量。
适当的冷却时间可以确保塑料制品的质量和性能。
开模后,需要对塑料制品进行清理,去除可能存在的毛刺和其他杂质,以提高产品的外观和质量。
最后,通过对塑料制品进行检验和包装,确保产品的质量符合要求,并可以安全运输给客户。
总结注塑成型是一种常用的塑料加工方法,在制造塑料制品时起到了重要的作用。
掌握注塑成型工艺的基本步骤和原理,对于塑料制品的设计和生产具有重要意义。
注塑工艺参数记录表

58
32
射胶五段
45
50
20
保压一段
12
50
3S
溶胶
40
16
140mm
松退
30
30
143
射胶时间
7S
保压时间
3S
冷却时间
45S
锁模压力
110Mpa
编制:审核:批准:日期:
注塑工艺参数表
产品名称
前门杂物盒
适用车型
设备型号
JM650
材料名称
PP
材料收缩率
1.4%
颜色代号
料桶温度(℃)
一段
230
二段
225
PP
材料收缩率
1.1%
颜色代号
料桶温度(℃)
一段
220
二段
215
三段
200
四段
195
速度(%)
压力(Bar)
位置(mm)
快速锁模
30
80
230
低压锁模
30
25
220
高压锁模
99
175
5
慢速开模
18
40
260
快速开模
30
50
800
减速开模
30
45
850
射胶一段
90
150
80
射胶二段
88
150
46
射胶三段
26
80
260
快速开模
30
40
800
减速开模
30
45
920
射胶一段
98
125
116
射胶二段
注塑成型工艺质量表(1)

注塑作业指导书
产品名称6-DZM-12AH底壳所属单位江苏天能机型申达2800 模号
原料名称台化ABS(G15A1)原料色号青灰- 产品单重180g 出模数一出二主项目射胶1 射胶2 保压1 保压2 熔胶1熔胶2抽胶背压备注要压力85±5 90±5 70±5 70±5 90±5 90±5 30±5 25±5
工速度58±5 54±5 30±2 30±2 65±2 75±2 30±2 /
艺行程92±2 25±2 / / 10 130 134 /
条射胶时间保压1时间保压 2时间熔胶1时间熔胶2时间冷却时间成型周期班产定额
件 4 1.5 2 18 35
主要质量控制点烘料温度80 ±5℃烘料时间2-3小时1:产品尺寸:见首件检验项目喷嘴温度: 180±5℃
2:产品飞边削干净.一段温度: 220±5℃
3、银丝等美观度见样图二段温度: 225±5℃
4、颜色对样品.三段温度: 210±5 ℃
四段温度: /
油温: 43±2 ℃
备注:其他见《注塑成型工艺单》
操作要领:
1. 取料柄时注意必须用料柄钳;
2. 削边时注意不要划伤产品;
3. 产品冷却8件后再放入包装箱,并作标识;
4.如遇红灯报警或异常情况时,应立即关闭电脑板
上的紧急停止开关;
5.应认真完整填写《注塑工序质量记录》;
6.交班时要做好5S交接;
编制:年月日
审核:年月日
编号:年月日。
精心整理注塑部全套表单

部门:
机 台 制令单号 下单数 号
产品名称
生产统计日报表
A班生产 B班生产 累计数
良品数 良品数
生 生产起/ 损失 产
止时间 项目 时 数
障碍起 障碍 涉及 障碍 总时
止时间 时间 人数 间
年
A班作业员
月
B班作业员
日
备注
制表:
审核:
注塑部生产统计报表
机号
# 制令单号 ZS -
机械手夹取状况 良好 产品落下状态 良好 料梗落下状态 良好
有顶痕发生
有
有弹伤发生
有
扣位批峰
有
转轴批峰
有
水口位可加工性 良好
有拉伤发生
有
有缺料发生
有
图示:
日
否 不顺
不好 不好 不好
否 否 否 否 不好 否 否
生产验收结果:
接受
不接受
模具名称 保养类别 事项描述:
模具接收人 模具保养人 审核
模具保养通知单
无
有刮伤发生
有
无
模具问题点及产品问题
1
2
3
4
5
6
7
8
9
10
11
试模员:
项目工程师:
审核:
备注:此表在完成后交项目工程师参考
注塑部生产机器工时状况表
填表人:
实际
异常时间(分钟)
生产日期
生产任务单号 机台编号
模穴数
周期
调机 烤料、上下模 送首件
修模 设备保养 设备故障 待料
水口板运水 有
生产状况评定
产品脱模 顺
全自动生产 可以
注塑条件表样板2
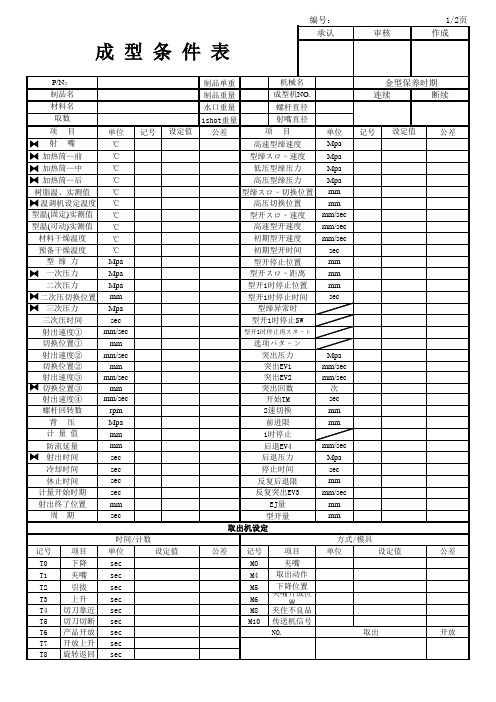
周期
℃ Mpa Mpa Mpa mm Mpa sec mm/sec mm mm/sec mm mm/sec mm mm/sec rpm Mpa mm mm sec sec sec sec mm sec
记号
设定值
记号 T0 T1 T2 T3 T4 T5 T6 T7 T8
项目 下降 夹嘴 引拔 上升 切刀靠近 切刀切断 产品开放 开放上升 旋转返回
型开1时停止位置
型开1时停止时间
型缔异常时
型开1时停止SW
型开1时停止再スタ–ト
选项パタ–ン
突出压力 突出EV1 突出EV2
突出回数 开始TM
2速切换
前进限
1时停止
后退EV4
后退压力
停止时间
反复后退限
反复突出EV3
EJ量
型开量
取出机设定
公差
记号 M0 M4 M5 M6 M8 M10
项目 夹嘴 取出动作 下降位置 夹嘴开放位
方式/模具
单位
设定值
公差
取出
开放
更改履历 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
变更履历
更改内容
更改日期
2/2页
担当
成型条件表
编号: 承认
审核
1/2页 作成
P/N: 制品名
材料名
取数
项目 射嘴
单位 ℃
加热筒—前
℃
加热筒—中
℃
加热筒—后
℃
树脂温、实测值
℃
温调机设定温度 ℃
型温(固定)实测值 ℃
型温(可动)实测值 ℃
成型条件表

2
se c
se
c
12
se c
7
se c
/
se c
28
se c
《开模
4段---3段---2段---1段
OP 30 45 40 EN
%
锁模》 3段---2段---1段
65 35 10
保护
15
MP %
CL
10 OS
E%
250 230 15 mm
120 35
1 mm
1
se c
锁模力设定
100
to n
开模完成位置 250 mm
注塑室成型条件基准表
文件编号 发行日期:
制作 检讨
张科业
1月14日
/
承认 /
注塑机型:
胶
注塑机号: 1号
料 名
称
胶
PC 透明
机种: GTX-75
名称: 数字/功能键(2#) 编 号
1225L
料
筒 温
NH
度
设 定
310
实 际
310
H3 H2 H1
315 310 275 ℃ 315 310 275 ℃
《射胶 6段---5段---4段---3段---2段---1段
60
95
80
IP %
烤料温度 120 ℃
烤料时间 4 H
保压 4段---3段---2段---1段
HP %
36Biblioteka 7055IV %se c
10 36 40 mm
计量完成位置 40 mm
保压切换位置 10 mm
射胶剩余位置 8 mm
回胶速度
20 %
倒索量
标准成型参数记录表
关模低压
关模高压
开模快速
开模高压
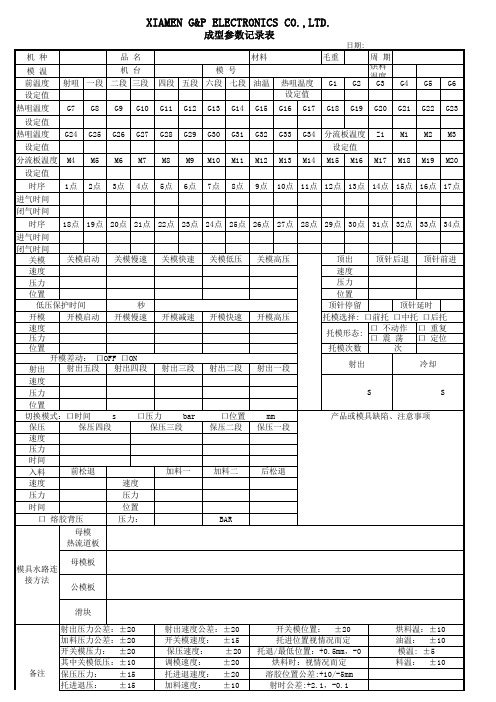
顶出 顶针后退 顶针前进 速度 压力 位置 顶针停留 顶针延时 托模选择: 口前托 口中托 口后托 口 不动作 口 重复 托模形态: 口 震 荡 口 定位 托模次数 次 射出 S 冷却 S
射出二段
射出一段
口位置 保压二段
mm 保压一段
产品或模具缺陷、注意事项
加料二
后松退
材料 四段 五段 六段 七段 油温 G11 G28 M8 5点 G12 G29 M9 6点 G13 G30 M10 7点 G14 G31 M11 8点 G15 G32 M12 9点 热咀温度 设定值 G16 G33 M13 G17 G34 M14
毛重 G1 G18 G2 G19
周 期 烘料温度 G3 G20 Z1 M17 G4 G21 M1 M18 G5 G22 M2 M19 G6 G23 M3 M20
XIAMEN G&P ELECTRONICS CO.,LTD.
成型参数记录表
日期:
机 种 模 温 前温度 设定值 热咀温度 设定值 热咀温度 设定值 分流板温度 设定值 时序 进气时间 闭气时间 时序 1点 2点 M4 M5 G24 G25
品 名 机 台 射咀 一段 二段 三段 G7 G8 G9 G26 M6 3点 G10 G27 M7 4点 模 号
BAR
备注
射出速度公差:±20 开关模速度: ±15 保压速度: ±20 调模速度: ±20 托进退速度: ±20 加料速度: ±10
开关模位置: ±20 托进位置视情况而定 托退/最低位置:+0.5mm,-0 烘料时:视情况而定 溶胶位置公差:+10/-5mm 射时公差: 料温: ±10
注塑成型条件表
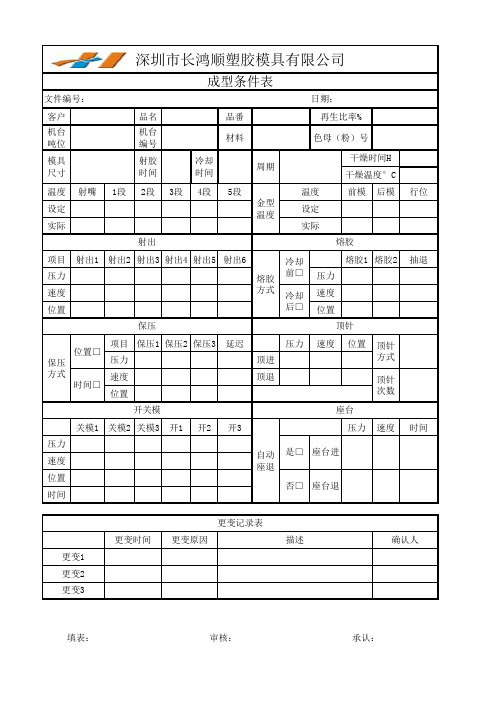
客户品名品番机台吨位机台编号材料
温度射嘴
1段
2段
3段
4段
5段
前模
后模
行位
设定实际
项目射出1射出2射出3射出4射出5射出6
熔胶1熔胶2
抽退
压力压力速度速度位置
位置
项目保压1保压2保压3延迟
压力
速度
位置
压力顶进速度顶退
位置
关模1关模2关模3
开1
开2
开3
压力
速度
时间
压力速度位置时间
模具尺寸射胶时间深圳市长鸿顺塑胶模具有限公司
再生比率%成型条件表
色母(粉)号
冷却时间周期
干燥时间H 干燥温度°C 熔胶方式
冷却前□冷却后□
保压
金型温度
温度设定实际
射出
熔胶
顶针更变记录表
顶针次数
开关模
座台保压方式
位置□时间□
顶针方式 填表: 审核: 承认:
文件编号: 日期:更变3
更变时间
更变原因
描述
更变2座台进
确认人
更变1座台退
自动座退
否□是□。
注塑工艺记录表

产品名称 产品图号 第一段 第二段 使用塑料 模具编号 温度(℃) 第三段 第四段 时间 冷却时间(S) 关模 起始位置 关模一段 关模二段 关模低压 关模高压 射出 起始位置 射出一段 射出二段 射出三段 射出四段 射出终止 转保压 保压 压力 保压一段 保压二段 保压三段 保压四段 设备运行情况: 速度 时间 压力 速度 时间 压力 速度 开模一慢 开模快一 开模快二 开模二慢 开模终止 起始位置 成型周期(S) 射出时间(S) 再循环时间(S) 开模 压力 速度 第五段 第六段 操作人 复核人 回料比例 阻燃剂比例
注塑标准成型条件表范例

140
0
六段
锁模力
280顿
低压警报:50秒
保压切换:压力
速度
时间
开模1(慢速)
20
50
30
保压一
140
10
10秒
开模2(快速)
35
70
100
保压二
秒
开模3(减速)
25
45
200
保压三
秒
开模4
保压四
秒
开模5
★
★
熔
胶
设
定
一段熔胶
100
55
30 mm
开模6
二段熔胶
mm
★
顶
出
设
定
液压顶出:组
顶针停顿:秒
核准:作成:
注塑
机台号:9#机型:HT280日期:2022年5月25日
客户
蝶和
品名
导光柱
料号
ELS010000002
原料
PC
色号
Bayer 2807
穴数
1*4
模架编号
2-S-19
模具尺寸
模具型式
两板式
开模者
蔡建华
★★温度设定
射嘴%
T1
T2
T3
T4
T5
T6
T7
T8
热浇道★★
模温机★★
烘料温度★
烘料时间
285
300275255源自230120°120°
4h
★
★
射
胶
设
定
射胶时间:8秒
熔胶终点:30 mm
射终始点:mm
速度
压力
位置
速度
成型条件记录表
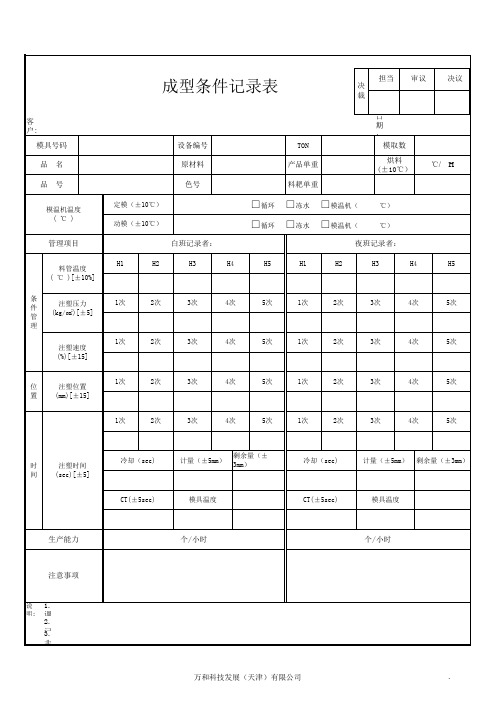
万和科技发展(天津)有限公司
.
万和科技发展(天津)有限公司
.
料管温度 ( ℃ )[±10%] 条 件 管 理 H1 H2
夜班记录者:
H4 H5 H1 H2 H3 H4 H5
H3
注塑压力 (kg/㎠)[±5]
1次
2次
3次
4次
5次
1次
2次
3次
4次
5次
注塑速度 (%)[±15]
1次
2次
3次
4次
5次
1次
2次
3次
4次
5次
位 置
注塑位置 (mm)[±15]
1次
2次
3次
4次
成型条件记录表
客户: 模具号码 品 品 名 号
定模(±10℃) 动模(±10℃)
决 裁
担当
审议
决议
日期: 设备编号 原材料 色号 TON 产品单重 料耙单重 模取数 烘料 (±10℃)
年
月
日
℃/ H
模温机温度 ( ℃ )
□循环 □循环
白班记录者:
□冻水 □冻水
□模温机( □模温机(
℃) ℃)
管理项目
5次
1次
2次
3次
4次
5次
1次
2次
3次
4次
5次
1次
2次
3次
4次
5次
时 间
注塑时间 (secmm)
剩余量(±3mm)
冷却(sec)
计量(±5mm)
剩余量(±3mm)
CT(±5sec)
模具温度
CT(±5sec)
模具温度
生产能力
个/小时
个/小时
注塑工艺记录表

模具出水温度
电压 V
模具状况
产品质量状况
注:在线巡检员根据安排进行注射工艺、模具状况(正常、保养、部件维修)、产品质量(正常、飞边、缩壁、拉
有限公司塑胶部 注塑工艺参数记录表 模具编号
注塑机编号
年月
产品质量(正常、飞边、缩壁、拉毛、变形等)
天目电子深圳有限公司塑胶部注塑工艺参数记录表产品名称产品型号使用材料模具编号机器编号机型水口重量产品净量毛重标准周期实际周期颜色是否用水口水口加入比列是否用脱模剂冻水机温度射出压力保压转换位置螺杆类型速度储料一位置射退距离位置储料二位置料量压力射出时间冷却时间慢速位置速度保压时间慢速位置慢速位置储料压力射退压力射退速度低压位置二慢速位置储料速度螺杆背压高压位置开模终止位置快速压力顶出一压力温度机器油温一慢速度快速速度顶出一速度喷嘴温度快速压力低压压力顶出一位置烤料温度水温快速速度低压速度顶出二压力烤料时间油温机温度二慢压力高压压力顶出二速度主流道类型顶出行程二慢速度高压速度顶出二位置余料量进浇口类型顶出次数模具状况产品质量状况作业方式记录者标准化批准日期注
天目电子深圳有限公司塑胶部 注塑工艺参数记
产品名称பைடு நூலகம்
产品型号
使用材料
时间
压力
射出 速度
时间
压力
保压 速度
时间
储料压力
储料速度
储料 射退压力
身退速度
冷却时间
一慢压力
一慢速度
开模
快速压力 快速速度
二慢压力
二慢速度
快速压力
快速速度
关模
低压压力 低压速度
高压压力
高压速度
1#
2#
3#
温度
4# 油温
喷嘴温度
模具进水温度
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
量产成型条件记录表
品名规格
模具编号
日 机台
次数
烘料 烘料温度 ℃
条件 烘料时间 HR
一段
℃
二段
℃
料管
温度 三段
℃
成
四段
℃
报警温度上下限
螺杆尺寸
喷嘴孔径
锁模力
型
公母模温
射料型态
射出终点
一压力(bar)
条
二压力(bar)
件 模具保养
射出一段时间 射出二段时间 一保压力(bar)
保压时间
冷却时间
背压压力
松退距离
周 总周期期(含放入原 物料时间)
成型条件担当 上机前/日期 生产后/日期
组长 IPQC
备
注
射出生 产单位
成品原料别
射出机容量 模具材质
射出编 号
冷却方式 脱料方式
√√冷自却动水 □ 模 温□机半自动
模穴数 页次
1/1
期
保养内容
设定值
100-130℃
上二
润、
二
三
四
五
六
七八Leabharlann 九十 十一 十二 滑 模 一
需
RD0980F 2
东莞宝湖有限公司
核准:
油具、
4-6H 230-265℃
, 生模 模产具
230-265℃
具完生
230-265℃
上毕产
230-265℃
喷将前
±10℃
涂模需
(mm)
防具使
(mm) (bar) ℃
锈吊用 油下润 , ,滑 合经油
(mm)
模细喷
完部唋
毕分顶
一流量%
入解出 库使板
二流量% (sec) (sec)
保用上 存去之 . 渍顶
油出
流量% (sec) (sec)
清机 洗构 去后 除组
(kg/cm)
瓦立
(mm)
斯模
(sec)
气合
,模
各.
作
动
机
构
80T射出机料管用二段控制,100T、125T、160T射出机料管用三段控制。各段料管位置填写,依射出机机型不同设定。*
上
射出条件参数值依首次成型条件公差20%内作为设定规范;注意::料管温度上/下限警报值设置为±10℃。