摄像机成品检验规范V1.01
摄像头的成品检验标准
摄像头的成品检验标准摄像头作为一种重要的图像采集设备,在现代社会中广泛应用于安防监控、视频会议、智能家居等领域。
为了保证摄像头的质量和性能稳定,以及满足用户的需求,制定和实施摄像头的成品检验标准是非常重要的。
首先,摄像头的成品检验标准应包括外观检查。
这包括摄像头外壳的检查,要求无划痕、变形或裂缝等缺陷;镜头表面的检查,要求无划痕、灰尘或气泡等影响成像质量的问题;以及连接线和接口的检查,要求连接牢固、接触良好,没有损坏或脱落的情况。
其次,摄像头的成品检验标准还应包括成像质量的检查。
这包括分辨率的检测,要求摄像头能够以高清晰度采集图像;对比度和亮度的检测,要求图像清晰明亮,不模糊或过曝;以及颜色还原度的检测,要求摄像头能够准确还原被摄物体的真实颜色。
此外,摄像头的成品检验标准还应包括动态性能的检查。
这包括帧速率的检测,要求摄像头能够以一定的帧速率连续采集图像,以满足实时视频监控的需求;自动对焦和自动曝光功能的检测,要求摄像头能够根据环境条件自动调整焦距和曝光时间;以及低照度性能的检测,要求摄像头在光线较暗的环境下仍能正常工作并保持图像质量。
最后,摄像头的成品检验标准还应包括稳定性和可靠性的检查。
这包括工作温度和湿度的检测,要求摄像头能够在一定的温湿度范围内正常工作;耐用性的检测,要求摄像头能够经受日常使用和运输过程中的冲击和振动;以及信号传输的可靠性检测,要求摄像头能够稳定地传输图像信号,并能与其他设备正常交互。
综上所述,摄像头的成品检验标准应包括外观检查、成像质量的检查、动态性能的检查以及稳定性和可靠性的检查。
这些标准的制定和实施,能够有效地保障摄像头产品的质量和性能,提高用户的满意度,同时也推动和促进摄像头行业的发展。
摄像头品质检测规范

摄像头品质检测规范
一、总则
1.1、本规范适用于摄像头的品质检测。
1.2、产品质量检测中,测量参数有:
(1)曝光度
(2)色彩分辨率
(3)噪声
(4)聚焦
(5)线路
(6)图像失真
(7)图像变形
1.3、摄像头品质检测规范的执行对象是检测摄像头产品质量的工程师们、测试机构们等。
二、摄像头曝光度测试
2.1、曝光度测试的目的是测量摄像头的曝光度,以便了解摄像头的表现能力。
2.2、曝光度测试的工具:色彩校正仪,测试灯等;
2.3、曝光度测试的具体操作:
(1)将摄像头挂在测试灯下;
(2)调节测试灯的亮度;
(3)将色彩校正仪放置在摄像头的后方,然后调节色彩校正仪的亮度;
(4)摄像头拍摄实物图像,实物图像由色彩校正仪显示;
(5)记录测试灯的亮度和色彩校正仪的亮度;
(6)重复2-5步,完成曝光度测试。
三、摄像头色彩分辨率测试
3.1、色彩分辨率测试的目的是测量摄像头的色彩分辨率,以便了解摄像头实现的色彩表现力。
3.2、色彩分辨率测试的工具:标准模板,色彩校正仪;
3.3、色彩分辨率测试的具体操作:
(1)将摄像头挂在支撑结构上;。
数码相机数码摄像机成品通用检验标准1
C面
电池盖背面、电池腔体所有面
允许有一条(W≤0.1mm@L≦3mm)
允许有3条,(W≤0.05mm@L≦4mm)
允许有2点(S≤0.5mm2,间距大于3CM,小于3CM允许一点)
允许有3点(面积小于0.5MM2)
允许有3点(面积小于0.5MM2)
深圳市智恒生科技有限公司
修订记录摘要
修订页次
版次
01
原稿发行
A/0
02
03
04
05
分发單位
□总经理□副总经理□管理代表□PMC部
□工程部□品管部□行政部□生产部
制订日期
2011.11.15
生效日期
2011.12.01
制订单位
品质部
游戏掌机成品检验通用标准
文件编号:ZHS-QF-014-A
版次:A/1页次:2/6页
ⅴ
12.本机录像(20CM距离咪头,说话停顿)回放顺畅,无卡机、死机,声音无杂音,电流声等不良
ⅴ
13.缩小放大功能正常,无卡死、自动缩放、缩放图标或数字提示正确
ⅴ
14.插入正品卡,游戏机均能读取该卡并显示拍照张数或录像时间
ⅴ
15.外接音频设备、各插孔作用良好(连拔插10次以上)、声音正常、无异音。
ⅴ
ⅴ
10.彩盒无褶皱、开裂、脏污、印刷不良
ⅴ
11.外箱与机器包装配合恰当,无过松或过紧
ⅴ
12.外箱印刷字体清晰,填写内容字体清楚,内容准确
ⅴ
13.外箱封箱胶纸封口整齐,无开胶(具体规范符合客户要求)
ⅴ
14、数据线、AV线、音视频线的金属接口无生锈现象
视频监控摄像头产品检验标准

15.摄像机不防水。(防水试验见附页)
A
16.图像中心有死点,死点数≥1个,死点≤0.3mm2
A
17.图像有四周有死点,死点数≥1个,死点≥1mm2
A
18.图像有四周有死点,死点数≥1个,0.3m㎡≧死点≤1mm2
B
四
工
艺
装
配
1.少装固定螺钉两只,结构件有严重锈蚀或变形.
A
2.少装固定螺钉一只,结构件有一般锈蚀或变形(但不影响使用).
外面4圈每圈24个孔、间距15°
本试验安装带平衡重物的挡板。
试验前从喷头上除去平衡重物的挡板,使外壳在各个可能的方向都受到溅水
调节水压,使达到规定出水量。所需压力在50-150k Pa的范围.试验期间压力应维持恒定。
试验时间外壳每面最少5m in
编号
QA001
版本
A1
生效日期
页次
共9页,第6页
序号
检查项目
不合格内容
缺陷
二
外
观
15.凹痕、脱漆、污点、色点:正面或顶面,直径在10CM内,
A≥2m㎡N≥2
2m㎡≥A≥0.5m㎡N≥2
B
C
16.凹痕、脱漆、污点、色点:侧面,直径在10CM内,
A≥3m㎡N≥2
3m㎡≥A≥2m㎡N≥2
B
C
17.凹痕、脱漆、污点、色点:底面,直径在10CM内,
b摄像机对准灯光观察灯光边缘是否有托尾、此时观察强光下是否有玻璃花现象。
c用手捂住镜头观察9个红外灯是否点亮,亮度是否正常、一致、再把摄像机对准光亮区域看红外灯是否关闭,要求是红外灯开启与关闭的照度界点为50LUX±10%.然后把摄像机对准暗房内10米远物体,看是否能看清物体,此时观察波型示波器看亮度幅度是否达到要求,标准值要求≧400mV;电流表电流是否在要求内,标准值75-90mA(红外灯未开启);150mA-200mA(红外灯完全开启)。
摄像头的成品检验标准

摄像头的成品检验标准
一、外观检查
1、检查摄像头外观,确认外观尺寸、材料质量、表面处理质量等是
否符合规格要求;
2、检查摄像头外观各种按键、插口以及散件是否安装牢固,元件名称、参数是否正确;
3、检查摄像头各部分的放色、匹配;
4、检查摄像头产品的包装,要求外观无污渍、色差、起皱以及变形、多余胶带等;
6、检查摄像头产品的盒子及包装是否符合要求;
7、其它需要检查的外观问题,制定特殊标准或者检查要求。
二、性能检查
1、检查摄像头性能项目是否符合规格要求,包括但不限于:影像清
晰度、最小聚焦距离、可调焦功能、抗强光性能;
2、检查摄像头的亮度和对比度参数是否符合规定,包括静态和动态
参数的检查;
3、检查摄像头的颜色复原性、白平衡、饱和度,并用专业软件测量
出摄像头的像素数量;
4、检查摄像头的声音量是否符合规定,检查声音的清晰度是否达到
要求;
5、针对摄像头的特殊功能(如视频分析功能、智能跟踪功能等),制定相应的检查标准;。
摄像头检验规范1

摄像头检验规范1摄像头检验规范1一、前言随着科技的不断发展和应用的广泛推广,摄像头已经成为了很多领域中必不可少的设备之一、无论是在安防领域、交通管理、医疗设备,还是在个人生活中,摄像头都扮演着重要的角色。
为了保证摄像头的正常运行和可靠性,摄像头的检验成为了必不可少的环节。
本文主要介绍摄像头检验的规范。
二、摄像头检验的目的和意义1.确保摄像头的画面质量合格。
摄像头作为捕捉和传输图像的设备,其图像质量是其最基本的验收标准之一、通过检验,可以验证摄像头的图像质量是否达到规定的要求。
2.确保摄像头的稳定性和可靠性。
摄像头在长时间工作过程中,需要保持其稳定性和可靠性,以保证正常的图像采集和传输。
通过检验,可以发现摄像头可能存在的问题,及时进行修复或更换,保证摄像头的稳定运行。
3.确保摄像头的功能完善。
不同类型的摄像头具备不同的功能,如夜视功能、防抖功能等。
通过检验,可以验证摄像头的功能是否正常,并确保用户能够正常使用这些功能。
三、检验内容摄像头的检验主要包括以下几个方面:1.画面清晰度检验。
通过观察和分析摄像头的输出图像,评估其清晰度是否满足要求。
可以通过拍摄静态图像、移动图像等方式进行检验。
2.色彩还原检验。
通过对比摄像头录制的图像与实际场景进行对比,评估摄像头的色彩还原效果,判断其是否真实准确。
3.动态模糊检验。
通过移动物体的影像来测试摄像头对动态物体的采集效果。
评估摄像头在运动物体下是否存在模糊和延迟等问题。
4.低光环境检验。
在低光环境下对摄像头进行测试,评估其在弱光条件下的图像采集效果和图像噪声水平。
5.反光检验。
通过照射光源,评估摄像头的反光情况,判断其对光线的适应能力。
6.视角检验。
测量摄像头的视角范围,评估其是否满足用户的使用需求。
7.防尘防水检验。
对摄像头的防尘和防水性能进行检验,确保摄像头能够在特定的环境中正常工作。
四、检验方法摄像头的检验可以通过人工检验和仪器检验相结合的方式进行。
其中,人工检验主要通过观察和主观评估摄像头的性能和质量,仪器检验主要通过使用相应的检测设备和软件进行测量和分析。
摄像头检验规范1

1. 目 的
产 品出货
2. 范 围
此 检验标
3. 外 观检验
3.1. 将产品
3.2. 检查人
4.定 义
4.1. 严重缺
4.2. 主要缺
4.3. 次要缺
5. 检 验依据
依 据MIL-
6. 检 验设备
洁 净室,
7. 检 验內容
下 页起
深圳市XXXX有限公司
摄像头检验规范
文件编号/NO.:
深圳市XXXX有限公司
Ma
目视
Mi
卡尺
深圳市XXXX有限公司
摄像头检验规范
1、以样品贴附位置及工
程图纸标示确认;
2、以ERP图纸或工程变
更规定的辅材类型及数
量粘贴。 双面胶、泡
3
辅材
棉、导电布 等及所贴附
位置
文件编号/NO.:
Ma
目视
漏贴双面胶
外观 External
visual
4.1 连接筋
切削平整,不能造成宽度 偏宽超出公差范围,以
摄像头检验规范
文件编号/NO.:
NO.
检验項目 Inspection
Items
检查內容 Inspection
Content
判定标准 Determinant Standard
不合格特征 Reject Characters
1. 不可破损﹔ 內/外箱以 2. 标示和实物一致; 及静电袋包 3. 包装袋内需有干燥
溢胶
W
Mi
目视
A区:2/3W
B区:1/3W
lens表面沾胶NG
1.入光孔处镜片不可存
Lens入光 孔镜片
在影响画面解析度之异 物或粘性脏污; 2.异物或脏污不可造成
数码相机通用成品检验标准
严重缺陷﹝MAJ﹞:大致上可能会阻碍产 品的功能或是明显的降低产品的价值且可 能导致产品可靠性的降低。 一般缺陷﹝MIN﹞:大致上可能影响产品的 功能但将导致客户的不满意。
四、检验项目及标准
一、外观检验
1、壳料
C 区
B 区
• 检查A、B、C三个区 域壳料有无划伤/刮伤 L>2mm,W>0.15mm 压伤、磨花、污垢、 毛边 S>0.3mm2 。 (A区限收一个,B、 C区限收两个) • 壳料有无变形、披锋、 喷油颜色及尺寸与工 单要求不符
C区为相机底部
C 区
一、分区及检验方法
光源
眼睛 30°
30°100cm
40~60cm
被检测物
• 檢驗者應位于檢測 物的正前方,并保持 45~60cm的距 離.(如左圖) • 燈光最好是熒光燈 和白熾燈的結合,亮 度應和“通常使用” 的亮度一致(約 70~80燭光). • 眼睛與被測物中央 水平成30°夾角. • 物品與光距離為 100cm.
V/4
B
A
V/2
V/4
(3)按键及拨动键
• 卡键(按按键的3/4)、漏装、错装、反 装、批锋/利边、刮手、回弹 B • 掉电镀、油污﹥0.3m㎡、缩水;C • 拨动键拉力:F<0.4kgf或者F>0.6kgf;C • 拔不到位(不影响功能)、歪、按键低、 缩水; C
(4)电池门(箱)、垫片、门扣、弹簧扣及 电池弹簧 手抚刮手、批锋/利边; B 松脱、拨电池门易将电池门拨出 ,防电池倒 装垫片掉或松动; B 电池倒不出来,电池门拉力F>1.5kgf;C 高出平面0.5mm,门扣扣不紧,未装到位卡, 异响,低,歪;C 盖电池门后段差/按后有异响;C 机身平放时电池门打开后电池门与接触面(电 池仓与电池门)的倾斜度<90º ;C 无论是否装有电池,电池盖盖上后轻摇数码 摄像机,电池仓盖都不应自行打开
摄像头品质检测规范
摄像头检测标准摄像头检测标准版本号修改号页码A/1、0 0 2/7检验内容判定标准检验方式缺点级别主要次要尺寸符合样品承认书(产品规格书)图面尺寸及公差(图中重点尺寸,其她寸参考相关文件)游标卡尺高度V摄像头检测标准版本号修改号页码A/1、0 0 3/7摄像头检测标准版本号 修改号 页 码A/1、05/7摄像头检测标准 版本号 修改号 页 码A/1、04/76、2功能测试 检验 内容判 定 标 准检验 方式缺点级别 主要 次要 功能 功能杂讯,颜色异常 不允许存在 测试板V黑印不允许存在 VC 区A 区B 区(图示 1)色点 不允许存在V色点A zone ≦2个B zone ≦8个C zone ≦10个(OD<0、2mm,且点与点之间得距离要>10mm 。
VC 区 A 区 B 区 B 区 漏光漏光严重不允许存在(图示3)测试板V功能漏光轻微,且在屏幕C 区,可接受。
(图示4)测试板VC zone 为整 画面周边50% B zone 为整画面周边30%A zone 为整画面周边20%A zone 为整 画面中心 20%B zone 为整画面周边30%PC 画面640*480 (图示2)检验内容判定标准检验方式缺点级别主要次要功能暗角Corner得亮度信号值≧50% Center得亮度信号值。
(图示5)测试板V功能解析度近焦:依工程规格。
(图示6)测试板V功能远焦300cm:依工程规格。
(图示7)功能视角依工程规格。
测试板V 扭曲度依工程规格。
测试板V 色彩特性在不同色温下测试色板,其RGB颜色正常。
测试板V摄像头检测标准版本号修改号页码A/1、0 0 6/7。
监控DVR录像机成品检验规范 (1)
g
DVR接入RS485设备时,观察是否对DVR操作反应有影响,比如反应迟钝或其它异常影响等
√
k
测试用DVR控制不同品牌的云台解码器,云台解码器能否正常工作
√
h
具有PTZ预置点功能的DVR测试:在PTZ协议选好相应的通讯协议,波特率,地址后,按PTZ功能键控制快球,当快球转动到需要的点后,保存此时的快球信息,以及停留时间,然后再转动到下一点,然后保存,以此类推,确定系统能保存多少个地点信息,然后分别测试按一下每一个地址点,快球能否快速转到预定的地点?按AUTOSCAN自动扫描,能否按设定的地址顺序转动
√
f
在系统报警参数设置中,设定报警录像时间分别为10秒,30秒,1分钟……10分钟等,然后用报警触发,观察报警录像时长是否和设定的录像时间一致
√
g
.测试报警触发类型,报警状态是脉冲信号还是方波电平维持触发,也就是说当传感器的报警输出中断后,DVR的报警状态参数也就中断
√
2.7
定时录像
定时排序录像测试
应能够查询到相应时
间的录像,不准确应
该低1%.查询次数不
能低于100次
√
h
使用不同品牌硬盘和容量组合录像,检查DVR对硬盘的兼容性
√
2.5
音频功能
音频和视频测试
a
用不同的音频源测试(专业监听器,麦克风,DVD分别测试),聆听声音的差异性,测试不同阻抗的音源的配备情况,声音灵敏度情况(在不同距离讲话,分别测试人和监听器的距离的影响.
F
在升级过程突然断电重新上电后,机器是否还能启动?,此时是否提供了应急的解决方法
G
设好USB备模式为still后,在MODE下按USB按钮,分别设录像为1,2,12,20,50,画质为low ,normal,high,very,分辩率为720,在16画面模式下按USB,应有提示不能在16CH状态下备份,在单画面下对每一通道备份,都能正常备份图像(单幅图像)
网络摄像机型式试验标准【V1.0】
文件编号:版本:V1.0网络摄像机型式试验标准编制:审核:批准:修订记录本程序文件根据实际需要作如下修改,并经相关部门会签且呈报审批,签核意见及具体变更内容如下:目录1.范围 (4)2.引用性文件 (4)3.试验时机 (4)4.试验条件 (5)5.样品要求 (5)6.试验流程 (5)7.外观结构相关试验 (5)8.接口要求相关试验 (6)9.电源适应性相关试验 (6)10.功能要求相关试验 (6)10.1图像功能 (6)10.2附加功能 (11)10.3云台功能 (14)11.性能要求相关试验 (16)11.1图像视频要求 (16)11.2云台指标要求 (19)11.3其他性能要求 (20)12.环境适应性相关试验 (20)13.安全性相关试验 (22)14.电磁兼容相关试验 (22)15.稳定性相关试验 (23)16.耐久性相关试验 (23)17.包装运输制相关试验 (24)附录:测试用例列表 (26)1 范围根据产品开发的实际情况规范并明确产品开发的试验项目,确保产品开发试验的针对性、合理性和完整性,节省试验资源,保证产品测试工作的质量及测试结果的完整可靠,指导质量人员准确地判断新产品应进行的试验项目。
适用于产品中心根据产品开发的特点编制型式试验标准,明确产品开发过程中应进行的安全和性能、包装等方面的测试、验证项目,为产品的开发提供有效的支持。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 2423.5 电工电子产品环境试验第2部分:试验方法试验Ea和导则:冲击GB/T 2423.10 电工电子产品环境试验第2部分:试验方法试验Fc:振动(正弦)GB/T 2423.56 电工电子产品环境试验第2部分:试验方法试验Fh:宽带随机振动(数字控制)和导则GB 4208 外壳防护等级GB 4943.1 信息技术设备安全第1部分:通用要求GB 9254 信息技术设备的无线电骚扰限值和测量方法GB/T 15211 安全防范报警设备环境适应性要求和试验方法GB/T 17626.2 电磁兼容试验和测量技术静电放电抗扰度试验GB/T 17626.3 电磁兼容试验和测量技术射频电磁场辐射抗扰度试验GB/T 17626.4 电磁兼容试验和测量技术电快速瞬变脉冲群抗扰度试验GB/T 17626.5 电磁兼容试验和测量技术浪涌(冲击)抗扰度试验GB/T 17626.6 电磁兼容试验和测量技术射频场感应的传导骚扰抗扰度GB/T 17626.11 电磁兼容试验和测量技术电压暂降、短时中断和电压变化的抗扰度试验GB/T 28181 安全防范视频监控联网系统信息传输、交换、控制技术要求GB/T 30147 安防监控视频实时智能分析设备技术要求GA/T 1127 安全防范视频监控摄像机通用技术要求SJ/T 10658 通用型应用电视设备环境要求及试验方法GB 16796-2009 安全防范报警设备安全要求和试验方法3 试验时机3.1 新开发的产品在批量生产前送样进行的产品评价试验。
摄像机成品检验规范V1.01

2.检查不合格的批次,填写成品检验单,不准予入库。对于检验中不合格项目,应及时查明原因。交技术、品管部汇同车间改进措施,并由车间实施,然后重新进行该项目及相关项目检验。
3.合格样本重新包装后放入合格批次,不合格样本放入不合格批次。
√
目测
3.机能检验
a.检测条件:
工具:测试尾板,监视器,电源,电流表,HDMI线,FPC线。
软件:尾板测试程序。
b.检测内容:
项目
检测内容
不良内容
不良分类
检验方法
A
B
C
机能检测
通电检测
1、无图像
√
目测
2、通电自检测不完成
√
①
3、机器不能正常启动
√
①
图像质量
1、花屏,偏色,图像失真,有脏污
√
目测
2、图像模糊
1、目的
规范机芯检验出货标准,防止不合格产品流出。
2、使用范围
适用于本公司摄像机成品出货前的检验工作。
3、职责
品管部检验人员必须严格按照此规范要求进行全检及抽样检验及判定。
4、定义
1.严重缺陷:对人身安全会造成伤害或存在安全隐患项,简记为A。
2.主要缺陷:导致成品机功能无法实现或虽然可以实现但不能被接受,与清单、工艺文件不符或整机包装、装箱不符、错料、露料,严重的外观不良项,简记为B。
摄像头检验规范
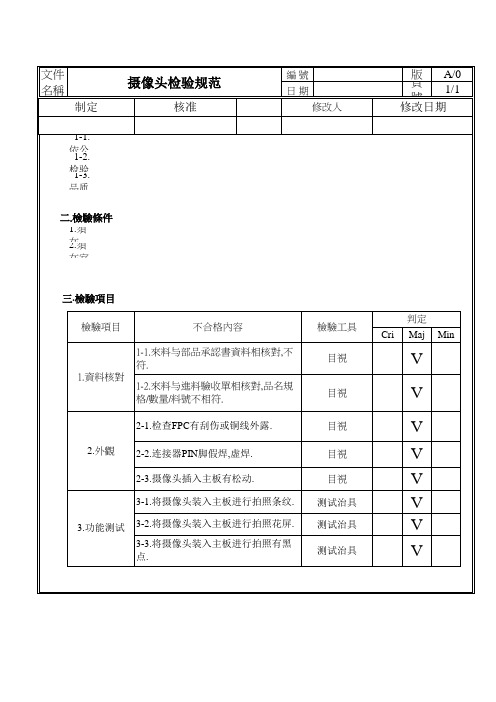
2-1.检查FPC有刮伤或铜线外露.
2.外觀 2-2.连接器PIN脚假焊,虚焊.
2-3.摄像头插入主板有松动.
3-1.将摄像头装入主板进行拍照条纹.
3.功能测试
3-2.将摄像头装入主板进行拍照花屏.
3-3.将摄像头装入主板进行拍照有黑 点.
檢驗工具 目視
目視
目視 目視 目視 测试治具 测试治具 测试治具
判定 Cri Maj Min
V
V
V V V V V V
文件 名稱
制定
摄像头检验规范
核准
1-1. 依公 1-2. 检1验-3. 品质
二.檢驗條件 1.須 在2.須 在室編號 日期修改人
版 頁 號
A/0 1/1
修改日期
三.檢驗項目
檢驗項目
不合格內容
1.資料核對
1-1.來料与部品承認書資料相核對,不 符.
1-2.來料与進料驗收單相核對,品名規 格/數量/料號不相符.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
④只要机芯接上尾板能出图像则说明帧率正常,不出图像但可以正常变倍的话请给尾板重新断电上电一次。
⑤自检通过后会显示(VERSION:1.25 PAR:1.2 EN)则软件和参数版本正确。
10、处理结果
1.检查合格的批次,填写成品检验单,准予入库。
1
5
HDMI线
1
6
FPC连接线
3
7、检验项目
1.机能检验;2.外观检验;3.包装检验。
8、检验方法
1.检查顺序
包装检验外观检验机能检验
2.检验流程(如图)
9、判据
1.包装检验
a.检查面定义:
A面整机正面或正常使用时第一眼可看到的表面。
B面不在直视范围
C面正常使用时看不到的面。如整机内部、底部等。
b.检验条件:
不良分类
检验方法
A
B
C
外观
镜头
镜头盖没盖
√
目测
镜头表面有明显的脏污
√
目测
镜头有破损
√
目测
外壳
产品外壳上有油污、脏污、色差
√
目测
产品外壳有划痕、料花、划伤、刮花
√
目测
同一批产品混有其它颜色的同种产品
√
目测
外壳有明显变形
√
目测
紧固件
紧固件生锈
√
目测
螺丝滑丝,松动,未紧固到位
√
目测
螺丝漏拧
√
目测
异物
有异物
1、目的
规范机芯检验出货标准,防止不合格产品流出。
2、使用范围
适用于本公司摄像机成品出货前的检验工作。
3、职责
品管部检验人员必须严格按照此规范要求进行全检及抽样检验及判定。
4、定义
1.严重缺陷:对人身安全会造成伤害或存在安全隐患项,简记为A。
2.主要缺陷:导致成品机功能无法实现或虽然可以实现但不能被接受,与清单、工艺文件不符或整机包装、装箱不符、错料、露料,严重的外观不良项,简记为B。
3.样品应从成品检验批次中随机抽取,抽取样本的时间,可以在此次批形成过程中,也可以在批组成后。
4.允许水准:A类缺陷AQL=0
B类缺陷AQL=0.65
C类缺陷AQL=1
6、所需检测设备
序号
设备名称
设备规格
数量
备注
1
液晶监视器
1
需带HDMI接口
2
视频线
75-3
1
3
DC12V电源
1
4
测试尾板
专用测试尾板
包装箱脏及商标模糊不清
√
Hale Waihona Puke 目测倒装√目测
标签
产品漏贴
√
目测
型号错误
√
目测
数量
数量不对
√
目测
2.外观检验
a.检验条件:
环境条件:温度:室温湿度:20%---80%
照明度:400---800lux
视力:矫正视力在1.0以上,无色盲、色弱。
距离:人眼与被检物体表面距离约50cm
b.检测内容:
项目
检测内容
不良内容
3.次要缺陷:对功能实现无影响或包装、装箱正确情况下的其它一些轻微不良项,简记为C。
5、抽样方案
1.成品出货,1000台以前,品管部全检。1000台以后,成品合格率若达到98%以上,按抽样标准检测,若合格率未能达到98%,继续由品管部实行全检。
2.抽样标准:按照标准GB/T2828.1---2003,一般检验水平II,一次抽样方案进行。如图所示。
环境条件:温度:室温湿度:20%---80%
照明度:400---800lux
视力:矫正视力在1.0以上,无色盲、色弱。
距离:人眼与被检物体表面距离约50cm
c.检测内容:
项目
检验内容
不良内容
不良分类
检验方法
A
B
C
包装
包装状态
包装箱损坏,潮湿或脏
√
目测
整机或附件潮湿
√
目测
包装箱损坏,整机或附件外露
√
目测
√
目测
3.机能检验
a.检测条件:
工具:测试尾板,监视器,电源,电流表,HDMI线,FPC线。
软件:尾板测试程序。
b.检测内容:
项目
检测内容
不良内容
不良分类
检验方法
A
B
C
机能检测
通电检测
1、无图像
√
目测
2、通电自检测不完成
√
①
3、机器不能正常启动
√
①
图像质量
1、花屏,偏色,图像失真,有脏污
√
目测
2、图像模糊
2.检查不合格的批次,填写成品检验单,不准予入库。对于检验中不合格项目,应及时查明原因。交技术、品管部汇同车间改进措施,并由车间实施,然后重新进行该项目及相关项目检验。
3.合格样本重新包装后放入合格批次,不合格样本放入不合格批次。
√
②
功能检测
1、不聚焦
√
③
2、帧率不符合客户要求
√
④
软件
1、软件版本不正确
√
⑤
2、参数版本不正确
√
⑤
①上电后首先主板上绿色LED灯亮代表机芯供电正常,镜头会来回拉动一次自检,自检完成出图并显示软件和参数版本2秒之后消失,则启动完成。
②最小倍对着1.5m以外的物体是否可以聚焦清晰,最大倍对着所要求的最远距离看是否可以聚焦清晰,如不清晰可用手挡住镜头几秒松开可重新触发聚焦,再看看是否清晰。