精益生产--山积表
精益生产--山积表

标
标准作业是企业认可的,能够
准
安全、保证质量、很少浪费、
作
合理成本、以人的动作为中心,
业
应该严格遵守的作业方法。
的
定
义
它由节拍时间、作业顺
与 作
序和标准手持三要素组 成。
用
1、明确安全地、低成本 地生产优良产品的制造
方法;
2、目视化管理的工具;
3、用作改善的工具
二
标准作业及三要素
标准作业与作业标准的区别
450*60S*80%
生产节拍(T.T) = 600件
= 36S/件
二
标准作业及三要素
练习题:
某工厂生产发动机,2月份的市场需求量为11000台,此工厂总装车 间工人一个月出勤22天,每天24小时分三班交替上班,每班休息时 间及就餐时间共35分钟。假设此总装车间可动率为90%,请问总装 车间2月份生产节拍(T.T)是多少秒?
➢不能影响操作者的正常作业 ➢必须以“作业”为开始,不可以从“等待”或“步行”开始; ➢操作者为同一人; ➢设备为相同设备; ➢机型不变; ➢需要拍摄整个场景,包括与本工序有关的零件的盛放盒,工位器具的布 置等等。
➢长时间手工作业时,需近景拍摄,保证能够看清楚操作者的手脚移动。
三
山积表编制的具体方法
第一步:工序作业要求
所选工序满足的条件:所选工序的作业人员完成的是循环往复的标准作业,使用 标准的工作方法,符合作业标准。
第二步:作业时间调查(通过现场观察及视频拍摄)
用摄像的方式拍摄3个循环的作业视频以准确测算时间
具体要求:
➢选取技能水平中等熟练的操作者; ➢3个循环的作业顺序必须一致; ➢尽量排除操作者身体异常、及拍摄过程中故意延缓或加快作业速度的情 况
生产线山积表画法演示

打Hale Waihona Puke 螺栓 两侧打弹性销 吊装齿轮室 装正时齿轮并打紧 松装双头栓 放机油泵齿轮 打紧双头栓 装加油管 装螺塞 把力矩
装中间齿轮松装盖板并打紧 拧紧机拧紧 装前油封
2
2 把紧连杆螺 栓 80 6
3
3 装飞轮壳 17 3 20 10 15
4
4 装飞轮部件 25 25 20 26
5
5 装机油泵 15 5
6
6
7
7
8
8
9
9 装空压机 90
10
10 装挺柱、缸 盖副螺栓 10 5 8 6 19 11 3
11
11 装油泵 92
装活塞连杆 部件 20 33
装齿轮室部 装前油封及 齿轮室部件 件 正时齿轮盖 3 7 20 10 15 2 39 38 2 20 8 26 10 8 15 5
山积表
120 100 80 60 40
20
节拍 TT=1
112S
0 1
操作人员编号 工序名称 1 2 3 4 5 6 7 8 9 10 工序名称 装活塞连杆 把紧连杆 装飞轮壳 装飞轮部件 部件 螺栓 1 装前准备 拧紧机拧紧连杆螺栓 飞轮壳备件 飞轮备件 2 装活塞连杆 3 4 5 6 7 8 9 10 转机体90° 涂胶 装飞轮壳 拧紧螺栓 把力矩 吊装飞轮 拧紧飞轮 把力矩 装齿轮室部 装前油封及 件 正时齿轮盖 松装机油泵 吊齿轮室部件 打磨机身、除油、涂胶 备盖板 装机油泵 齿轮室部件 装空压机 类型二 装挺柱、缸 装油泵 盖副螺栓(2) 备挺柱 类型二 涂油 下挺柱 副螺栓涂胶 松装副螺栓 打紧副螺栓 擦胶 1
精益生产--山积表

标
标准作业是企业认可的,能够
准
安全、保证质量、很少浪费、
作
合理成本、以人的动作为中心,
业
应该严格遵守的作业方法。
的
定
义
它由节拍时间、作业顺
与 作
序和标准手持三要素组 成。
用
1、明确安全地、低成本 地生产优良产品的制造
方法;
2、目视化管理的工具;
3、用作改善的工具
二
标准作业及三要素
标准作业与作业标准的区别
时间/台
质量检查 首检
正常检查 终检
频次 合计
检查时间
时间/台
类型Ⅲ涉及 的工作类型比 较多,在调查 过程中需要应 用三种调查表 格。各项数据 按实际情况填 写。每项时间 测量三遍,取 平均值。
三
山积表编制的具体方法
类型Ⅲ调查作业时间实例
每种类型分别测 算3次
作业时间调查表
车间
班组
作业 类型
工序
調査日期
调查员
步骤 1
发动机种类
第1回
第2回 第3回 平均值
时间总计
作 业 内 容 作业 歩行 作业 歩行 作业 歩行 作业 歩行
2
3
4
5
6
7
作业时间
三
山积表编制的具体方法
条件: T.T=37秒
在组装生产线上组装A・B・C、3种车型、在某工序操作者张某装配零部件 时间为:
CT=
=30.8S
100
三
山积表编制的具体方法
类型Ⅲ作业时间
类型Ⅲ的作业时间采用统计汇总与工作抽样相结合的 方法进行调查。
首先由操作人员与班组长统计汇总该员工的作业内容 及作业时间,再使用工作抽样的方法进行确认。
山积表分析改善实例

0.76
1.83
1.89
8.00
0.28 0.81 0.05 2.41
6.48
6.00
4.00
8.53
9.09
8.21
7.52
9.06
9.51
9.13
9.01
9.14
9.56
6.83
9.24
8.17
8.11
9.72 9.20 9.95 7.59
2.00
3.52
0.00
1
2
3
4
5
6
7
8
9
10
11
12
13
4
8贴 0背 P胶 I+ N压
1 9.06 9.06 0.94
5
点 胶
1 9.51 9.51 0.49
6
盖扫 2主 p板 c条 条形 形码 码+
贴 后
1 9.13 9.13 0.87
7
组扫 合主 前板 后后 盖盖 组条 件形
码 +
1 9.01 9.01 0.99
8
锁 整 机 4 颗 螺 丝
1 9.14 9.14 0.86
1 7.59 7.59 2.41 19
扫 描 装 箱
山积表(改善前)
12.00
瓶颈时间(S)
直接人力(人) 平衡率
产能(UPH)
10.24
24 55.5%
352
10.00
8.00 4.43
2.41
5.05
4.57
2.26
2.18
6.00
1.79
5.97
3.46
0.58
5.32
1.86 4.00
山积表的制作方法

目錄一.工作分析的各種技術二.時間研究三.山積表的作法四.人機圖的作法五.作業改善六.工作的標準化工作分析的意義:工作的基本資料,如製造數量、操作時間、設備能力、工作方法、使用工具等,往往都是解決問題的關鍵所在,這些基本資料必須以表報的方式,加以順次記錄,使解決問題能清楚地把握所有事態,進而分析,徹底解決。
程序分析與作業分析的區分程序分析:藉由分析有否重覆的作業、程序是否合理、搬運是否太多、遲延、等待是否太長等問題,從而改善工作程序、工作方法,達到最高效率是為程序分析。
作業分析:在工作程序中,選取某工程站,分析作業者的操作方法或作業者與機器間之各種關係,從而改善操作方法,降低工時損耗、提高機器利用等,是為作業分析。
作業的意義作業:就是人及輔助的機械,加諸於物品(製品)的工作過程。
正味作業:真正具有附加價值的作業,即增加原料或半成品價值的加工作業或轉換作業例如:零件裝配.原料的鍛造……等。
附隨作業:沒有附加價值的作業,亦屬必要的作業之範圍內,此類本屬浪費的作業,但在目前的作業條件下,又非做不可的作業例如:走路去拿零件、按鈕的操作....等。
浪費作業:在整個作業而言,此屬不必要的作業例如:等待、無意義的搬運…..等。
時間研究的定義時間研究:係在決定一位合格適當而有良好訓練之操作者,在標準狀態下,對一特定之工作,以正常速度操作所需之時間。
以上定義,隱含幾個重要的條件:1.合格適當之操作人:操作者必需是個合格的工人,而且該項作業必須適合於他。
2.良好訓練:操作者對該特定工作的操作方法,必須受過完全的訓練。
3.正常速度:操作者必須在正常速度下工作,不能勉強自己過度努力,亦不能故意怠慢,而且工作時之生理狀態不能受心理上之影響。
4.標準狀態:指標準之工作方法、標準之工作環境、標準設備、標準程序、標準動作、標準工具....等等。
碼錶時間研究法的實施步驟:1.明確目的 2.選定觀測作業 3.選定觀測對象 4.與有關人員(幹部與作業者)取得理解與協力 5.檢討作業方法之正確性 6.將作業內容分割為操作單元 7.決定觀測次數. 8.實施碼錶測時 9.觀測工時之整理與檢討 10.整理所得之工時標準工時的構成 :正常工時=觀測工時*評比因素 標準工時=正常工時+寬放時間標準工時的用途 1.生產量的計算 2.生產目標之設定 3.生產進度安排及人力配置安排 4.生產線平衡 5.治、工具設計改善 6.工廠佈置應用 7.機械設備之稼動率 8.成本預估與售價決定 9.標準成本與實際成本管理 10.工作方法改善 11.工作評價 12.績效獎金之計算13.衡量生產力 14.計算責任之效率山積表的作法山積表作成的目的1.對象整體工程而言:其內容可以清楚知道工程順序、作業順序及要素情況,同時亦可了解整個作業 2.改善功能性的預測:根據山積表,可以決定未來的方向、目標,同時亦可將不好的狀況,予以定量化,及根據LINE TACT 與實際的現況,作一判斷Line 編成(山積表)的步驟塗油10.8沖凹作業13.8內外槽組裝28.8裝膠套13.8裝扭轉彈簧10.8完檢5.1裝箱4.524.628.834.2LINE TACT生產TACT生產TACT:28800÷700=41.1稼動率:34.2÷41.1 100%=83.21%編成率:24.6+28.8+34.2÷(34.2 3) 100%=85.38%計劃稼動時間:34.2 700=23940123剪刀機構&底板組裝剪刀機構鎖固上支持板組裝決定投入人數:86.7÷41.1÷0.85(效率)=2.5→323940秒34.2秒85.38%83.21%•月產量:依顧客需求量而定•日產量:月產量÷一個月工作天•計劃勞動時間:公司一天所給標準工作時間(8H 60分/H 60秒/分)•生產TACT:計劃勞動時間/必要生產數(日產量)•計劃稼動時間:LINE TACT 必要生產數•LINE TACT:瓶頸工程站加工時間•編成率:各工程站工時合計值/瓶頸工程站加工時間 作業人數 100%•稼動率:LINE TACT/生產TACT 100%稼動率之計算:計劃稼動率=LINE TACT/生產TACT *100% (投入总工时=投入工时*人员数)稼動率=LINE TACT *良品數/投入工時*100% 實際稼動率=標準工時*良品數/投入總工時*100% 1.TACT-TIME(T/T) 4.生產TACT 2.CYCLE-TIME(C/T) 5.產距時間 3.LINE TACT 6.瓶頸時間(標準作業週期時間)總和設備效率(OEE)改善山積表的著眼點1.瓶頸站(NECK)的改善:(刪除、合併、重組、簡化)將前、後工程間的要素移入、出,相互替換,想法子使CYCLE-TIME 低於LINE TACT 。
山积表(工序平衡分析)

类型Ⅱ山积表
生产节拍T.T=37s
B型车
C型车
加权平均 作业时间 33.52秒
加权
13
2、山积表的编制
标准作业类型Ⅲ山积表
表示可用工作时间
堆积柱状图:用以表示对应人员的作业内容、作业时间 。
14
2、山积表的编制
标准作业类型Ⅲ
作业时间调查表1—调查总表
定义:生产线外的作业,算不出生产节 拍,不是反复作业的工序;其目的就是根据 全厂的效率核算,将生产线外的人的作业标 准化、量化到每个人每班。
步行 安放缸盖 螺栓与缸盖结合面涂油 螺栓涂油安装
步行 放车扫描
合计
时间/秒 14 22 8 12 8 20 14 4 24 14 64 4 24 232
232 148
32
谢谢大家!
33
换刀频率
换刀时间(分钟) 时间(分钟)/台
1
铰刀DX246-C1-60701
1000
2
丝锥M12-H2
300
3
丝锥M12-H2进口
1000
4
丝锥M16-H2侧面国产
300
5
丝锥M16-H2上平面全用进口
1000
6
丝锥M18×1.5-H2
300
7
丝锥M30×1.5
200
8
螺旋丝锥M8-H2国产
300
9
20
3、山积表的运用及改善案例
什么是生产线平衡?
生产线平衡是指构成生产线各道工序所需的时间处于平衡状态,作业人员的作业时间尽可能 的保持一致,从而消除各道工序间的各种等待的浪费,进而取得生产线平衡,达到生产效率的最 大化。
生产线平衡的计算
山积表
四.作成方法说明
⑨作业者;作业内 记入各作业者姓名和作业内容 容 ⑩编成人员数 记入时间观测时线体直接组立人员数 ⑾正味合计∑CT
⑿正味必要人工
记入各作业者的测定时间的最小值的 和 正味合计∑CT/节拍时间 (正味合计∑CT+∑附带作业时间) 节拍时间
⒀含附带作业人 工
五.作成时的注意事项
山积表作成前应进行详细的时间观测并记 录观测的时间结果. 人与机器的作业时间要彻底分开,人的作业 时间仅指人手动作的时间. 正味时间指全体作业者测定时间最小值的 和. 计算出的必要人工和含附带作业的人工应 至少保留一位小数.
最小值
218.27 192.29 158.84
217.03
50
0 第1工程 第2工程 第3工程 第4工程 第5工程 第6工程 第7工程
工程 作业者 作业 内容
1 ①者 主基板加工手插件 打螺钉 基板切割
2 ②者 ,外观检查 基板检测
3 ③者 面板加工 面基板动作检查
4 ④者 贴排线 ,框架组付 上盖加工
⑤测定时间 的最大值和 最小值 ⑥平均值
⑦ 附带作业 时间 ⑧ 段替时间
将各作业者的测定时间中的最小值用实线,最 大值用虚线记入该栏中 将平均值以圆点形式记入最小值右侧上方
将附带作业时间值以网格线形式记入最小值作 业时间的上方左半侧 一日内机种切换总时间/加工总数将段替时间, 以四方格形式记入最小值作业时间的上方左半 侧(如存在附带作业记在附带作业上方)
四.作成方法说明
项目 ①品名.工程 说明 记入品名.品番.生产线名
②作成年月日. 记入新规作成及改订时的时间;作成者 所属部门 姓名 ③必要数 ④节拍时间 计算出每班相当的必要数,并记入该栏 中 用工作时间除以必要数得出的结果记 入对应栏中 用红线表示时间,在作业时间栏从右画 到左
精益生产-山积表
Ê @ ° §
H ¤
A
B
C
現瑒改善(三類山積表的使用)
第二類 (適用同Line一個流生產)
‧山積票(不同品番)
(T/T)
目的:
◎瓶頸工程的調查...瓶頸在C員。 ◎加班原因的調查...整條Line的 Lead Time受制於C員。 ◎工程間在庫的調查...整條Line 的工程間在庫也因C員而產生。
?
?
水準評價表
ô Ç ¤· @ ~ º ¬ A §·ª ª º STEP UPª ê I Æ µ º ¹ ¬ ¨¶
w Á I Ë ©D é º O þ §Ò © ´  À ¬ ¥ Å ª « ¥ ¤¨
未作個人的山積票
21 19 17 15 12 10 8 1 2 3 10
1.以值班站為起點,總結各直 的作業內容。 2.個人分擔的作業,分配到時 間軸上,作成1直的山積票。
TPS教育訓練
山積表
現瑒改善(三類山積表的使用)
第一類 (適用同Line一個流生產)
‧標準作業票(同品番)
(T/T)
目的:
◎瓶頸工程的調查...瓶頸在C員。 ◎加班原因的調查...整條Line的 Lead Time受制於C員。 ◎工程間在庫的調查...整條Line 的工程間在庫也因C員而產生。
改善想法:
改善想法:
Ê @ ° § ab c ab c ab c
H ¤
A
B
C
‧◎作業項目重新配分 ‧◎作業動作工時改善
現瑒改善(三類山積表的使用)
第三類 (適用批量生產)
‧山積票(含段取時間)
480'
q ¨ ¬ ú 20' ¾¤ l O 60'
山积表

① ②
③
④
⑤
发现问题
全体生产线的问题(交叉、超出节拍)
作业方法(两人同用一气搬机、等待)多次取件 浪费的排除(动作、库存、等待)
作业组合(另一旁)
步行距离来回次数的减少 手作业时间的缩短 安全作业
工位 作业者
部门 工段
编制 节拍时间
B线 王双全 05.9.12 442
50
时间 440 循环时间
0 1
改善的推进
T.T
T.T
A B
减少工时数
C
D
A B C D
步骤 1 把握现状 ・测定全部作业的作业时间 ・停顿多的生产线 (加班等较多的生产线) ・停顿少的生产线 (问题隐藏起来的,最糟糕的生产线)
少的是?min,多的是?min)
5)、要素作业向前、后转移可能性的确认。 6)、T.T变更及新产品导入时的基础资料。
山積表的制作图例及说明
附加价值时间 付随作业时间 (取件) 等待 步行 检查
山积表的制作
500 450
NO
手 24 3 270
歩 4 3 3
安装顶棚线束
填写流程卡 拿线束 安装主线束
要素作业分析
作业 单位作业 要素作业
将B和C组
将B和C组装 生产 A产品 将D和E 组装在一起
单位动作
要素动作
装在一起
固定 取出固 定工具 装上螺钉 将螺钉 拧紧固定
伸出手 抓住 从放置工具 的地方拿出 工具 搬运
在一起
时间观测补充说明
[正常作业、异常作业(出现异常情况进行重新拆装配、有质 量问题换件)、不定期作业(如每三台车取一次小件或每 十多台取一次标准件)、间歇作业(每五台取一次中小 件)] 自动传送时间的观测,测定从按下开关,各个目的作业完成, 直到返回原位置的时间。(可以随时进入下一个作业的状 态)观测次数,以2~3次为宜
山积表的编制与运用教案课堂用
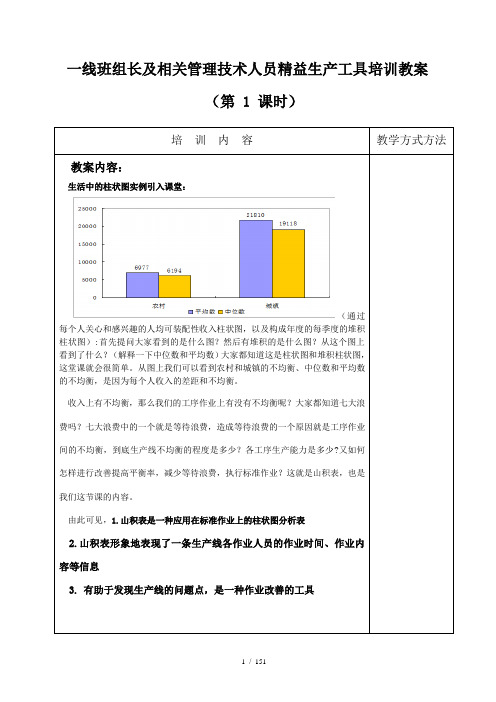
一线班组长及相关管理技术人员精益生产工具培训教案(第 1 课时)培训内容教学方式方法教案内容:生活中的柱状图实例引入课堂:(通过每个人关心和感兴趣的人均可装配性收入柱状图,以及构成年度的每季度的堆积柱状图):首先提问大家看到的是什么图?然后有堆积的是什么图?从这个图上看到了什么?(解释一下中位数和平均数)大家都知道这是柱状图和堆积柱状图,这堂课就会很简单。
从图上我们可以看到农村和城镇的不均衡、中位数和平均数的不均衡,是因为每个人收入的差距和不均衡。
收入上有不均衡,那么我们的工序作业上有没有不均衡呢?大家都知道七大浪费吗?七大浪费中的一个就是等待浪费,造成等待浪费的一个原因就是工序作业间的不均衡,到底生产线不均衡的程度是多少?各工序生产能力是多少?又如何怎样进行改善提高平衡率,减少等待浪费,执行标准作业?这就是山积表,也是我们这节课的内容。
由此可见,1.山积表是一种应用在标准作业上的柱状图分析表2.山积表形象地表现了一条生产线各作业人员的作业时间、作业内容等信息3.有助于发现生产线的问题点,是一种作业改善的工具一线班组长及相关管理技术人员精益生产工具培训教案(第 1 课时)培训内容教学方式方法一、由节拍时间和各工序作业内容及时间组成。
用于把人的作业内容与作业时间累加起来,是维持、管理工序作业内容和时间的目视化管理工具,也是均衡整条生产线生产流程,实现作业量平准化的主要目视管理工具。
二、山积表编制和使用的流程1、山积表的编制流程通过判断工序的作业类型,引入标准作业三类型和三要素的讲解一线班组长及相关管理技术人员精益生产工具培训教案(第 1 课时)一线班组长及相关管理技术人员精益生产工具培训教案(第 1 课时)培 训 内 容教学方式方法 2、 三要素讲解12有标准手持时循环时间:21秒没有标准手持时循环时间:82秒没有标准手持的机械设备在生产运行中,发生作业等待的浪费!其差异达61秒之多!为什么要有标准手持?完成品完成品粗材①④⑤⑦⑭⑬⑩⑪⑨⑫⑮⑧⑥③②⑤⑥⑦⑧⑨⑩②①③④作业顺序的重要性好的作业顺序不好的作业顺序一线班组长及相关管理技术人员精益生产工具培训教案(第 1 课时)培训内容教学方式方法3、三种作业类型思考:结合生产现场,引导学员对三种作业类型分别举例。
山积表培训教材

标准作业及三要素
标准作业是企业认可的,能够 安全、保证质量、很少浪费、 合理成本、以人的动作为中心, 应该严格遵守的作业方法。
它由节拍时间、作业顺 序和标准手持三要素组 成。
1、明确安全地、低成本 地生产优良产品的制造 方法;
2、目视化管理的工具;
3、用作改善的工具
二
标准作业及三要素
标准作业与作业标准的区别
三
山积表编制的具体方法
类型Ⅰ调查作业时间举例
三
山积表编制的具体方法
类型Ⅰ调查作业时间举例
一
秒
山积表的编制
120
生产节拍T.T=102秒
100 80 60 40 20 0 1 2 3 4 38秒 44秒 30秒 28秒
三
山积表编制的具体方法
作业时间调查表
车间 班组 作业 类型
类型Ⅱ调查作业时间 举例
标准作业强调的是作业,作业标准突出 的是标准。
作业标准:作业者的作业要求, 强调的是作业的过程和结果。
标准作业:企业认可的,能够安全、 保证质量、很少浪费、合理成本、以人的 动作为中心,应该严格遵守的作业方法。
工艺图纸
节拍时间
标准 作业
作业 标准
安全规则
环境要求 作业顺序 标准手持
二
标准作业及三要素
CT=
(20 *10+24 *10+20 *30+20 *30+40 *36)S
=30.8S
100
三
山积表编制的具体方法
类型Ⅲ作业时间
类型Ⅲ的作业时间采用统计汇总与工作抽样相结合的 方法进行调查。 首先由操作人员与班组长统计汇总该员工的作业内容 及作业时间,再使用工作抽样的方法进行确认。 所谓工作抽样是指随机对一线员工的作业内容、作业
山积表

二
记住山积表
标准作业类型二山积表
控制线:表示生产节拍;绘制要求:线粗 1.5磅,若条件允许建议用红色,若条件不 允许可用黑色。
一名 操作 者对 应一 个柱 状图
空柱型:用以表示对应人员的作业时间(由多种机型的作业时间及 数量比例加权平均得来)。绘制要求:若条件允许,建议用彩色柱 状图;若条件不允许可用黑白色柱状图。
a三知识点源自3.2生产线平衡率的计算3.2.1对于装配车间(以山积表数据模板计算) 装配人员循环作业时间
各个人CT总计
生产线平衡率=
*100%
用时最长人员的CT*人员数
3.2.2对于加工车间(以各工序(线)生产能力表数据模板计算)
各工序作业时间总计
生产线平衡率=
*100%
用时最长工序的作业时间*工序数
①确保每名操作者在节拍内 完成作业。 ②确保人员作业时间均衡。 ③提高装配线生产能力。
①综合考量整个车间用时最长的人员的作业时间及生 产计划,调整生产节拍,在保证人员能够完成产量的 前提下,减少作业人员的等待时间。
标准作业类 型三山积表
①确保员工在不加班的情况 下完成工作。 ②提高加工线或本班组人员 的作业时间均衡程度。 ③减少人员等待浪费。
一名 操作 者对 应一 个柱 状图
堆积单元
堆积柱状图:用以表示对应人员的作业内容、作业顺序及作业时间。绘制 要求:建议用黑白色打印;为区分作业步骤,也可采用手绘的办法,用网 格线、不同方向的斜线或字母A、B、C等区分各个堆积单元。
内容为柱 状图对应 工序及人 员;具体 命名规则: ①简要描 述工序/ 过程名称 ②以-1、 -2等形式 表示同一 工序的不 同操作人 员。(类 型二、类 型三山积 表命名规 则相同)
山积表

1毛藤子20170729山 积表APOLLO TPS 训练营Agenda一、生产节拍的概念二、工时测定步骤三、山积表的制作四、山积表制作案例分析23是指卖向顾客的速度 对生产部门 部品1个或1台份应该用多少时间生产的时间值 ※ 将工作量正确赋予的尺度一天生产必要数 客户节拍 =一天的作息时间(定时)(※)作息时间以就业的规定时间、可动率以100%计算 客户节拍的计算式1、客户节拍(T.T)42、生产节拍(C.T)3、必要人工数完成生产必要数所需的人工数。
指作业者1人按所规定的工序作业顺序1循环所要的时间,生产线节拍指瓶颈工序节拍。
∑C.T 指所有工序生产节拍之和,即指产品从粗材到成品1循环所要时间。
客户节拍T.T 必要人工数=∑C.T1、时间测定标准作业需要每一个要素作业时间、要求有正确的测定技能。
2、观测点所谓观测点是将各要素作业1個1個区別开,在测定时间节点时,以其要素作业结束瞬间作为观测点。
561.仔细观察作业顺序暗记下来.2.记入要素作业 3.测定1循环周期的时间 6.测定没测定的要素作业 5.1循环周期的时间和各要素作业时间对合4.测定各要素作业的时间 7.测定线外作业 27・8・91・2134567891 2 3 4・・・・・・ 3・4561・23・4567・8・9……247893、工时测定要领原则:遵照事实的原样,没有遗漏,正确的测定。
4、时间观测表71、山积表的概念:山积表是指将各分解动作时间,以叠加式直方图表现的一种研究作业时间结构的手法。
2、样式:T.T目标:C.T=T.T83、生产线平衡改善的方法1人→2人分担转移作业改善少人化拆解去除重新分配改善合并9四、山积表制作案例分析1.时间测定2.改善前山积表(工时节拍分析)3. 改善后山积表10四、山积表制作案例分析4.山积表实例张贴11A-TPS 训练营•全員改善•一點一滴改善•持續改善END12。
精益生产工具--山积表简介

山积表的生产线平衡改善——缩短C/T
4.缩短C/T
不均衡
最大差异 →要改善
不均衡的改善
减人
查找真因
谢
谢!
动作/人
1 2 3 1 2 3 1 2 3
A
B
C
改善想法:
作业项目重新分配
作业动作工时改善
2个及2个以上品种,每个种类作 业内容和时间不同的工序
山积表的三种类型
第三类 (适用于生产线或某工序批量生产) 目的:
480’
抽样 时间 20’
配合PQ图的调查,求出合理的
批量 物流运搬的工时调查
T/T
动作/人
A
B
C
改பைடு நூலகம்想法:
作业内容重新分配
作业动作工时改善
每次作业内容和时间相同的工序
山积表的三种类型
第二类 (适用于同一生产线多品种产品一个流生产) 目的:
T/T
瓶颈工序——瓶颈在操作员 加班原因——整条线的瓶颈受 制于操作员C
生产过程在制品——整条线的
在制品也因操作员C而产生
空闲 60’
设备维修保养的工时调查
生产 400’
改善想法:
A’ A”
动作/人
A
作业项目重组优化
作业频次/内容改善
统计汇总与工作抽样相结合
山积表的构成及用法
前提——标准作业
生产节拍(T/T) 作业顺序 标准在制
作业员或工序
构成——三要素
生产节拍(T/T) 作业顺序/人员 作业周期时间
用途——生产线平衡的改善
人员优化:减少作业人员
分辨瓶颈:确认瓶颈工序及瓶颈设备 缩短C/T:提升生产效率
WOS精益生产工具之山积表(PPT 91页)
30秒/1台 38秒/1台 34秒/1台
16台 4台 1H 80台
共 100台/1H
30秒×16%= 38秒× 4%= 34秒×80%=
4.8秒 1.52秒 27.2秒
33.52秒 33.52秒
三
山积表编制的具体方法
标准作业类型Ⅱ :可以算出生产节拍,但是组合种类多,表示 出一个人在一道工序作业量很困难的作业类型(多种循环作业)
每种类型分别测 算3次
三
山积表编制的具体方法
条件: T.T=37秒
在组装生产线上组装A・B・C、3种车型、在某工序操作者张某装配零部件 时间为:
A型车:30秒 B型车:38秒
C型车:34秒
假设在1个小时测定的数据
零部件种类 作业时间 每小时生产台数 每台作业时间/生产比率 = 加权平均作业时间
A型车 B型车 C型车Leabharlann 二标准作业三要素及三种类型
相关概念:C.T(循环时间)
C.T 也称循环时间,指作业者一个人进行标准作业时,正常的一 个循环的实际作业时间(包括步行时间,但不包括完成作业并返 回原位置后的空手等待时间)
C.T是指按照操作顺序进行一个循环作业的正常(实际)时间。
二
标准作业三要素及三种类型
C.T与T.T的关系
例如:每天平均作业时间 8小时,480分,其中休息30分,实际作业时间 450分 每天所需数量: 600件 设备可动率80%
450*60S*80%
生产节拍(T.T) = 600件
= 36S/件
二
标准作业及三要素
练习题:
某工厂生产发动机,2月份的市场需求量为11000台,此工厂总装车 间工人一个月出勤22天,每天24小时分三班交替上班,每班休息时 间及就餐时间共35分钟。假设此总装车间可动率为90%,请问总装 车间2月份生产节拍(T.T)是多少秒?
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
山积表编制的具体方法
开始编制山积表
编制 山积 表的 流程
判断该工序的作业类型
类型Ⅰ 调查作业时间 编制山积表
类型Ⅱ 调查作业时间 编制山积表 发现问题
类型Ⅲ 调查作业时间 编制山积表
分析问题
实施改善
二
标准作业三要素及三种类型
三种标准作业类型
类型一
每次作业 的内容和 时间相同 的工序
可以直接测量 每次人的作业 时间
要素之一:生产节拍(T.T)
ห้องสมุดไป่ตู้
所谓T.T,是指应该用多长时间、即几分几秒生产一个或一件 产品的目标时间值(基准时间) 它是由市场销售情况、设备运转状况及工作时间决定的。 计算公式如下: 每天的生产量= 一个月的需要量 / 实际运转天数
T.T=
每班生产运转时间X设备可动率
每班所生产必要数量
例如:每天平均作业时间 8小时,480分,其中休息30分,实际作业时间 450分 每天所需数量: 600件 设备可动率80%
原位置
作业原单位 2′40″
单位作业时间(A) = 2′40″×9= 24′
三
山积表编制的具体方法
类型Ⅲ调查作业时间实例
作业时间调查表1—调查总表 № 1 每天的工作 换刀 频次 別表 时间(分) 时间(分) 440分(定 /次 /台 时) 0.242 16.94 每人时 间 16.94
2
3
质量检查
生产节拍(T.T) =
450*60S*80%
600件
= 36S/件
二
练习题:
标准作业及三要素
某工厂生产发动机,2月份的市场需求量为11000台,此工厂总装车 间工人一个月出勤22天,每天24小时分三班交替上班,每班休息时 间及就餐时间共35分钟。假设此总装车间可动率为90%,请问总装 车间2月份生产节拍(T.T)是多少秒?
A = a x n(次数)
机械设备
作业原单位
更换刀具作业的原单位
更换刀具:(开始) (1)歩行 (原位置→机械 设备) 20″ (2)设备停止 5″ (3)更换刀具 45″ (4)试切削 35″ (5)品质检查 30″ (6)设备开始运转 5″ (7)歩行(机械设备→原位 置) 20″
更换刀具频次为1/100台、每班生产 900台,那么每班更换刀具9次/每班。
一
山积表的定义与作用
2、为什么编制山积表? 通过编制山积表,相关管理人员可以清楚了解该生产
线的生产能力、生产平衡率等信息,并针对瓶颈工序实施 作业改善,以达到消除浪费,提升生产效率的目的。
3、什么情况下可以编制山积表?
操作者能够按照标准作业的规定 执行(现阶段)
主要内容
二
标准作业及其三要素
二
标 准 作 业 的 定 义 与 作 用
A型车:30秒 B型车:38秒 C型车:34秒
假设在1个小时测定的数据
零部件种类 作业时间
每小时生产台数 每台作业时间/生产比率 = 加权平均作业时间
A型车 B型车 C型车
30秒/1台 38秒/1台 34秒/1台
16台 4台 80台 共 100台/1H 1H
30秒×16%= 38秒× 4%= 34秒×80%=
CT=
(20 *10+24 *10+20 *30+20 *30+40 *36)S
=30.8S
100
三
山积表编制的具体方法
类型Ⅲ作业时间
类型Ⅲ的作业时间采用统计汇总与工作抽样相结合的 方法进行调查。 首先由操作人员与班组长统计汇总该员工的作业内容 及作业时间,再使用工作抽样的方法进行确认。 所谓工作抽样是指随机对一线员工的作业内容、作业
1 5
4工序
CT:15″
4
3工序
CT:11″
15
二
标准作业三要素及三种类型
物流
CT:16″
1工序
2工序 CT:19″
2
毛坯 A
3
循环时间19秒
1 5
4工序
CT:15″
4
3工序
生产周期99秒
CT:11″
16+3*19+11+15=99
二
标准作业及三要素
节拍时间
生产单件产品或是一个部件所需要的几分 几秒这样一个时间基准。
三
山积表编制的具体方法
类型Ⅰ调查作业时间举例
三
山积表编制的具体方法
类型Ⅰ调查作业时间举例
一
秒
山积表的编制
120
生产节拍T.T=102秒
100 80 60 40 20 0 1 2 3 4 38秒 44秒 30秒 28秒
三
山积表编制的具体方法
作业时间调查表
车间 班组 作业 类型
类型Ⅱ调查作业时间 举例
使用时间调查表
一个周期完成后 的等待时间不计 算在内
工序 发动机种类
調査日期
调查员
第1回 步骤 1 2 3 4 5 6 7 作业时间 作 业 内 容
第2回
第3回
平均值
作业 歩行 作业 歩行 作业 歩行 作业 歩行
时间总计
每种类型分别测 算 3次
三
山积表编制的具体方法
条件: T.T=37秒
在组装生产线上组装A・B・C、3种车型、在某工序操作者张某装配零部件 时间为:
C.T与T.T的关系
C.T是一个循环实际作业时间;T.T是根据一日的需求量、生产时间 及设备的可动率计算出来的 单件时间。 C.T与作业人员的技能水平、身体状况、设备生产能力及生产线的 布局等有关;T.T与市场销售情况,设备的故障情况等有关。
C.T小于T.T时,作业者有空手等待的现象;C.T大于T.T时,就会发 生作业延迟、无法满足客户需求的情况。
日常保养点检
別表
1 /班 15
5.4 40
10 20 20
378
15.0
378
15.0
4
5 6 7
设备5S
加润滑油 加工不良整理 材料不良整理
1 /班
1 /班 1 /班 1 /班
40.0
10.0 20.0 20.0
40.0
10.0 20.0 20.0
加工车 间某工序 由A一人 操作,班 产量70台。
标准手持
是指按照作业顺序进行作业 时,为了能够反复以相同的 顺序、动作作业而在工序内 持有的最小限度的在制品数 量
每班生产运转时间X设备可动率
节拍时间= 每班所生产必要数量
④ ⑤ ⑥
③ ②
作业顺序
① 指作业者能够最为安全且又 效率最好地生产合格品的作 业顺序。它是实现高效率的 重要保证。
主要内容
三
4.8秒 1.52秒 27.2秒 33.52秒
33.52秒
三
山积表编制的具体方法
标准作业类型Ⅱ :可以算出生产节拍,但是组合种类多,表示 出一个人在一道工序作业量很困难的作业类型(多种循环作业)
类型Ⅱ山积表
40 35 30 25 20 15 10 5 0
生产节拍T.T=37s
加权平均作业时 间, 33.52
第二步:作业时间调查(通过现场观察及视频拍摄) 用摄像的方式拍摄3个循环的作业视频以准确测算时间 具体要求:
选取技能水平中等熟练的操作者; 3个循环的作业顺序必须一致; 尽量排除操作者身体异常、及拍摄过程中故意延缓或加快作业速度的情 况 不能影响操作者的正常作业 必须以“作业”为开始,不可以从“等待”或“步行”开始; 操作者为同一人; 设备为相同设备; 机型不变; 需要拍摄整个场景,包括与本工序有关的零件的盛放盒,工位器具的布 置等等。 长时间手工作业时,需近景拍摄,保证能够看清楚操作者的手脚移动。
最佳的理想状态为C.T等于T.T, 这是我们追求的目标。
二
标准作业三要素及三种类型
要素之二:作业顺序 作业顺序:指作业者能够最为安全且又效率最好地生 产合格品的作业顺序。它是实现高效率的重要保证。 作业顺序有好坏之分,好的作业顺序是没有多余的 无用动作的作业顺序,因此是效率最高的作业顺序。只有 深入生产现场进行仔细观察,认真分析作业者的每一个动 作,把手、足、眼的活动分解,使其做到动作最少、路线 最短才能制定出好的作业顺序。 要素之三:标准手持 指按照作业顺序为执行重复的作业,在工序内需要 的最少的在制品数量。
节拍 = (每班实际运转时间 * 可动率)/ 每班的生产量 每班的生产量= 一个月的需要量 / 实际运转天数/ 3个班 = 11000台 / 22天 / 3 =167台 每班的实际运转时间= (24/3*60-35)*60S =26700S
节拍=26700S* 90% / 167台 =144.18s = 144s
时间进行观测、统计。
三
类型Ⅲ
山积表编制的具体方法
主要作业内容
单位作业时间
换刀、换型时间
质量检查时间 日常保养点检 设备5S 加润滑油 加工不良整理 材料不良整理 异常处理 设备电源接入 设备电源切断
作业原单位
①作业的原单位:
对于一个作业内容所做工作的时间
【例】 更换刀具
每次的更换刀具时间
②单位作业时间:
A型车
B型车
C型车
加权
张某
三
山积表编制的具体方法
某装配线生产节拍为30S,操作者张某装配A、B 、C、D、E5种机型,单独装配这5种机型分别用 20S、24S、30S、30S、36S,明天的生产计划为 生产A10台、B10台、C20台、D20台、E40台, 请用加权平均法计算张某平均装配1台产品所需 时间?
车间 班组 作业 类型
使用作业时间调查表
一个循环完成后 的等待时间不计 算在内
工序 发动机种类