精益生产--山积表学习资料
精益生产--山积表

标
标准作业是企业认可的,能够
准
安全、保证质量、很少浪费、
作
合理成本、以人的动作为中心,
业
应该严格遵守的作业方法。
的
定
义
它由节拍时间、作业顺
与 作
序和标准手持三要素组 成。
用
1、明确安全地、低成本 地生产优良产品的制造
方法;
2、目视化管理的工具;
3、用作改善的工具
二
标准作业及三要素
标准作业与作业标准的区别
450*60S*80%
生产节拍(T.T) = 600件
= 36S/件
二
标准作业及三要素
练习题:
某工厂生产发动机,2月份的市场需求量为11000台,此工厂总装车 间工人一个月出勤22天,每天24小时分三班交替上班,每班休息时 间及就餐时间共35分钟。假设此总装车间可动率为90%,请问总装 车间2月份生产节拍(T.T)是多少秒?
➢不能影响操作者的正常作业 ➢必须以“作业”为开始,不可以从“等待”或“步行”开始; ➢操作者为同一人; ➢设备为相同设备; ➢机型不变; ➢需要拍摄整个场景,包括与本工序有关的零件的盛放盒,工位器具的布 置等等。
➢长时间手工作业时,需近景拍摄,保证能够看清楚操作者的手脚移动。
三
山积表编制的具体方法
第一步:工序作业要求
所选工序满足的条件:所选工序的作业人员完成的是循环往复的标准作业,使用 标准的工作方法,符合作业标准。
第二步:作业时间调查(通过现场观察及视频拍摄)
用摄像的方式拍摄3个循环的作业视频以准确测算时间
具体要求:
➢选取技能水平中等熟练的操作者; ➢3个循环的作业顺序必须一致; ➢尽量排除操作者身体异常、及拍摄过程中故意延缓或加快作业速度的情 况
精益生产--山积表

标
标准作业是企业认可的,能够
准
安全、保证质量、很少浪费、
作
合理成本、以人的动作为中心,
业
应该严格遵守的作业方法。
的
定
义
它由节拍时间、作业顺
与 作
序和标准手持三要素组 成。
用
1、明确安全地、低成本 地生产优良产品的制造
方法;
2、目视化管理的工具;
3、用作改善的工具
二
标准作业及三要素
标准作业与作业标准的区别
时间/台
质量检查 首检
正常检查 终检
频次 合计
检查时间
时间/台
类型Ⅲ涉及 的工作类型比 较多,在调查 过程中需要应 用三种调查表 格。各项数据 按实际情况填 写。每项时间 测量三遍,取 平均值。
三
山积表编制的具体方法
类型Ⅲ调查作业时间实例
每种类型分别测 算3次
作业时间调查表
车间
班组
作业 类型
工序
調査日期
调查员
步骤 1
发动机种类
第1回
第2回 第3回 平均值
时间总计
作 业 内 容 作业 歩行 作业 歩行 作业 歩行 作业 歩行
2
3
4
5
6
7
作业时间
三
山积表编制的具体方法
条件: T.T=37秒
在组装生产线上组装A・B・C、3种车型、在某工序操作者张某装配零部件 时间为:
CT=
=30.8S
100
三
山积表编制的具体方法
类型Ⅲ作业时间
类型Ⅲ的作业时间采用统计汇总与工作抽样相结合的 方法进行调查。
首先由操作人员与班组长统计汇总该员工的作业内容 及作业时间,再使用工作抽样的方法进行确认。
TPS培训资料-山积表

7 5
有输送带线
L/O 部 品
3 5 2 7 1 1 6 5 6
4 3 定位线 定位线 L/O
标 准 作 业
10
2 7 1 1
8
4
9
3
3 4 5 3 6 6 7 1 2 12 7 1 1 5 4 3 2
2
4
7
8 11
12
2
1 5
6
9 10
部品
置 场
11
1
现玚改善(三类山积表的使用)
第一类 (适用同Line一个流生产)
秒 C/T
T/T
A
B
C
D
E
F
G
作业员或工程别
生产线平衡的改善
1.先满足C/T=T/T 2.多人→少人
í ¬
好
T/T
(1)若OP4之动作,暂无法消除不公平之状况时 则人员轮流,以求公平。
OP
1
2
3
4
可再改善之点 消除不公平
(2)针对OP4之动作解析、改善,OP1~3之C/T再 求低减,由4人→3人。
MC/T改善
可以分辨瓶颈设备
山积表运用
瓶颈设备
T/T
秒 C/T
A
B
C
D
E
工程/设备
工程的削除(C/T的短缩)
60" 50" 40" 30" 20" 10" 0
80" 70" 60" 50" 40" 30" 20" 10" 0 MIN 3 2 1 C 2 1 MAX 3 T/T
1.不均衡
MAX
山积表改善手法教学课件
成功案例分享
通过优化制程和加强员工培训, 公司A成功减少了质量问题,并 提高了客户满意度。
数据驱动决策
公司B使用山积表分析销售数据, 找到了销售下滑的关键因素,并 采取相应措施。
实操演示
现在我们将进行实际操作来创建一个山积表,并通过实例演示如何运用改善 手法解决问题。
总结和反思
通过本次课程,我们学习了山积表的定义和作用,了解了常用的改善手法,并通过案例分析和实操演示深入理 解其应用。
常用山积表改善手法
1
优化目标设。
3
问题识别
利用山积表快速识别问题的关键原因, 并将其按重要性进行排序。
持续改进
定期更新山积表,跟踪优化成果,并持 续改进业务流程。
案例分析
公司A的质量问题
通过山积表分析,公司A发现质 量问题的主要原因是制程不稳定 和员工培训不足。
山积表改善手法教学课件 PPT
欢迎来到本次课程,我们将一起深入探讨山积表(Pareto Chart)改善手法的 应用。学习如何利用山积表优化业务流程,提高效率和质量。
山积表的定义和作用
山积表是一种统计图表,用于可视化问题中的主要原因和根源。它可以帮助 我们识别关键问题,并优先处理最具影响力的因素。
问题回答和讨论
现在是回答问题和讨论的时间。请大家积极参与,分享你对山积表改善手法 的想法和经验。
山积表(工序平衡分析)

类型Ⅱ山积表
生产节拍T.T=37s
B型车
C型车
加权平均 作业时间 33.52秒
加权
13
2、山积表的编制
标准作业类型Ⅲ山积表
表示可用工作时间
堆积柱状图:用以表示对应人员的作业内容、作业时间 。
14
2、山积表的编制
标准作业类型Ⅲ
作业时间调查表1—调查总表
定义:生产线外的作业,算不出生产节 拍,不是反复作业的工序;其目的就是根据 全厂的效率核算,将生产线外的人的作业标 准化、量化到每个人每班。
步行 安放缸盖 螺栓与缸盖结合面涂油 螺栓涂油安装
步行 放车扫描
合计
时间/秒 14 22 8 12 8 20 14 4 24 14 64 4 24 232
232 148
32
谢谢大家!
33
换刀频率
换刀时间(分钟) 时间(分钟)/台
1
铰刀DX246-C1-60701
1000
2
丝锥M12-H2
300
3
丝锥M12-H2进口
1000
4
丝锥M16-H2侧面国产
300
5
丝锥M16-H2上平面全用进口
1000
6
丝锥M18×1.5-H2
300
7
丝锥M30×1.5
200
8
螺旋丝锥M8-H2国产
300
9
20
3、山积表的运用及改善案例
什么是生产线平衡?
生产线平衡是指构成生产线各道工序所需的时间处于平衡状态,作业人员的作业时间尽可能 的保持一致,从而消除各道工序间的各种等待的浪费,进而取得生产线平衡,达到生产效率的最 大化。
生产线平衡的计算
山积表ppt课件

文件名称
使用目的
使用方法
标准作业类 型一、二山
积表
①确保每名操作者在节拍内 完成作业。 ②确保人员作业时间均衡。
③提高装配线生产能力。
①确认本班组作业时间最长的人员,对其作业实施改 善,逐步降低其作业时间;在保证工艺平衡的前提下 ,可以采取作业再分配及工序削减的办法,对每名操 作者的作业内容进行调整,促使其作业时间接近或一 致,为下一步压低生产节拍做准备。
知识点汇总
柱型图
序 文件名 对应作业 作业循环 柱形特 号 称 类型 的特点 点
柱形含义
上方的 控制线
含义
1
山积表 (类型 一)
标准作业 类型一
单一循环
堆积柱 形
每一堆积单元反映单个作业步 骤的内容及时间,整个堆积柱 生产节 形图反应操作者作业内容、作 拍 业顺序及作业时间
2
山积表 (类型 二)
标准作业 类型二
解答:
各个人净时间总计
公式:生产线平衡率=
*100%
时间最长人员时间*人员数
代入数据::生产线平衡率= (60+50+40+55+62+94)S *100% 94S*6
=64%
答:本装配线的生产线平衡率为64%。
四
编制步骤
1、编制准备: 数据准备: 类型一:汇总作业人员的作业数据,包含作业内容及作业时间。(此数据来 源于对应生产线或班组作业人员的标准作业两票) 类型二:运用类型一中统计汇总的作业数据,根据各种机型计划数量所占权 重,计算每位操作者完成作业的加权平均时间。 类型三:统计作业人员每班次的作业内容及作业时间。
二
认识山积表
山积表的编制与运用教案课堂用
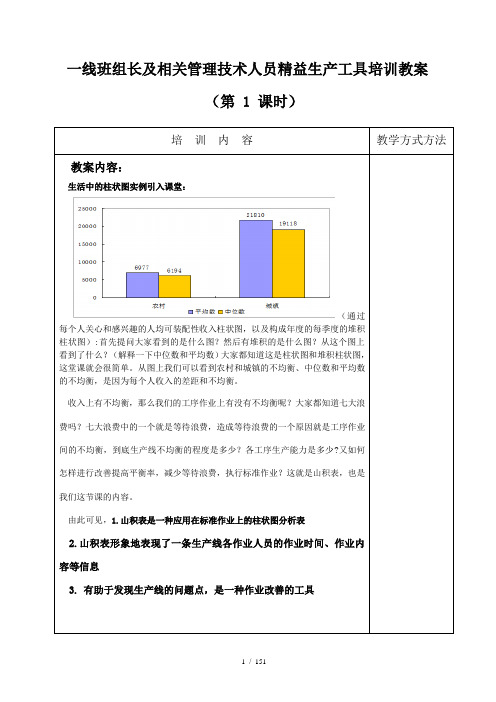
一线班组长及相关管理技术人员精益生产工具培训教案(第 1 课时)培训内容教学方式方法教案内容:生活中的柱状图实例引入课堂:(通过每个人关心和感兴趣的人均可装配性收入柱状图,以及构成年度的每季度的堆积柱状图):首先提问大家看到的是什么图?然后有堆积的是什么图?从这个图上看到了什么?(解释一下中位数和平均数)大家都知道这是柱状图和堆积柱状图,这堂课就会很简单。
从图上我们可以看到农村和城镇的不均衡、中位数和平均数的不均衡,是因为每个人收入的差距和不均衡。
收入上有不均衡,那么我们的工序作业上有没有不均衡呢?大家都知道七大浪费吗?七大浪费中的一个就是等待浪费,造成等待浪费的一个原因就是工序作业间的不均衡,到底生产线不均衡的程度是多少?各工序生产能力是多少?又如何怎样进行改善提高平衡率,减少等待浪费,执行标准作业?这就是山积表,也是我们这节课的内容。
由此可见,1.山积表是一种应用在标准作业上的柱状图分析表2.山积表形象地表现了一条生产线各作业人员的作业时间、作业内容等信息3.有助于发现生产线的问题点,是一种作业改善的工具一线班组长及相关管理技术人员精益生产工具培训教案(第 1 课时)培训内容教学方式方法一、由节拍时间和各工序作业内容及时间组成。
用于把人的作业内容与作业时间累加起来,是维持、管理工序作业内容和时间的目视化管理工具,也是均衡整条生产线生产流程,实现作业量平准化的主要目视管理工具。
二、山积表编制和使用的流程1、山积表的编制流程通过判断工序的作业类型,引入标准作业三类型和三要素的讲解一线班组长及相关管理技术人员精益生产工具培训教案(第 1 课时)一线班组长及相关管理技术人员精益生产工具培训教案(第 1 课时)培 训 内 容教学方式方法 2、 三要素讲解12有标准手持时循环时间:21秒没有标准手持时循环时间:82秒没有标准手持的机械设备在生产运行中,发生作业等待的浪费!其差异达61秒之多!为什么要有标准手持?完成品完成品粗材①④⑤⑦⑭⑬⑩⑪⑨⑫⑮⑧⑥③②⑤⑥⑦⑧⑨⑩②①③④作业顺序的重要性好的作业顺序不好的作业顺序一线班组长及相关管理技术人员精益生产工具培训教案(第 1 课时)培训内容教学方式方法3、三种作业类型思考:结合生产现场,引导学员对三种作业类型分别举例。
精益生产-山积表
Ê @ ° §
H ¤
A
B
C
現瑒改善(三類山積表的使用)
第二類 (適用同Line一個流生產)
‧山積票(不同品番)
(T/T)
目的:
◎瓶頸工程的調查...瓶頸在C員。 ◎加班原因的調查...整條Line的 Lead Time受制於C員。 ◎工程間在庫的調查...整條Line 的工程間在庫也因C員而產生。
?
?
水準評價表
ô Ç ¤· @ ~ º ¬ A §·ª ª º STEP UPª ê I Æ µ º ¹ ¬ ¨¶
w Á I Ë ©D é º O þ §Ò © ´  À ¬ ¥ Å ª « ¥ ¤¨
未作個人的山積票
21 19 17 15 12 10 8 1 2 3 10
1.以值班站為起點,總結各直 的作業內容。 2.個人分擔的作業,分配到時 間軸上,作成1直的山積票。
TPS教育訓練
山積表
現瑒改善(三類山積表的使用)
第一類 (適用同Line一個流生產)
‧標準作業票(同品番)
(T/T)
目的:
◎瓶頸工程的調查...瓶頸在C員。 ◎加班原因的調查...整條Line的 Lead Time受制於C員。 ◎工程間在庫的調查...整條Line 的工程間在庫也因C員而產生。
改善想法:
改善想法:
Ê @ ° § ab c ab c ab c
H ¤
A
B
C
‧◎作業項目重新配分 ‧◎作業動作工時改善
現瑒改善(三類山積表的使用)
第三類 (適用批量生產)
‧山積票(含段取時間)
480'
q ¨ ¬ ú 20' ¾¤ l O 60'
山积表

1毛藤子20170729山 积表APOLLO TPS 训练营Agenda一、生产节拍的概念二、工时测定步骤三、山积表的制作四、山积表制作案例分析23是指卖向顾客的速度 对生产部门 部品1个或1台份应该用多少时间生产的时间值 ※ 将工作量正确赋予的尺度一天生产必要数 客户节拍 =一天的作息时间(定时)(※)作息时间以就业的规定时间、可动率以100%计算 客户节拍的计算式1、客户节拍(T.T)42、生产节拍(C.T)3、必要人工数完成生产必要数所需的人工数。
指作业者1人按所规定的工序作业顺序1循环所要的时间,生产线节拍指瓶颈工序节拍。
∑C.T 指所有工序生产节拍之和,即指产品从粗材到成品1循环所要时间。
客户节拍T.T 必要人工数=∑C.T1、时间测定标准作业需要每一个要素作业时间、要求有正确的测定技能。
2、观测点所谓观测点是将各要素作业1個1個区別开,在测定时间节点时,以其要素作业结束瞬间作为观测点。
561.仔细观察作业顺序暗记下来.2.记入要素作业 3.测定1循环周期的时间 6.测定没测定的要素作业 5.1循环周期的时间和各要素作业时间对合4.测定各要素作业的时间 7.测定线外作业 27・8・91・2134567891 2 3 4・・・・・・ 3・4561・23・4567・8・9……247893、工时测定要领原则:遵照事实的原样,没有遗漏,正确的测定。
4、时间观测表71、山积表的概念:山积表是指将各分解动作时间,以叠加式直方图表现的一种研究作业时间结构的手法。
2、样式:T.T目标:C.T=T.T83、生产线平衡改善的方法1人→2人分担转移作业改善少人化拆解去除重新分配改善合并9四、山积表制作案例分析1.时间测定2.改善前山积表(工时节拍分析)3. 改善后山积表10四、山积表制作案例分析4.山积表实例张贴11A-TPS 训练营•全員改善•一點一滴改善•持續改善END12。
精益生产工具--山积表简介

山积表的生产线平衡改善——缩短C/T
4.缩短C/T
不均衡
最大差异 →要改善
不均衡的改善
减人
查找真因
谢
谢!
动作/人
1 2 3 1 2 3 1 2 3
A
B
C
改善想法:
作业项目重新分配
作业动作工时改善
2个及2个以上品种,每个种类作 业内容和时间不同的工序
山积表的三种类型
第三类 (适用于生产线或某工序批量生产) 目的:
480’
抽样 时间 20’
配合PQ图的调查,求出合理的
批量 物流运搬的工时调查
T/T
动作/人
A
B
C
改பைடு நூலகம்想法:
作业内容重新分配
作业动作工时改善
每次作业内容和时间相同的工序
山积表的三种类型
第二类 (适用于同一生产线多品种产品一个流生产) 目的:
T/T
瓶颈工序——瓶颈在操作员 加班原因——整条线的瓶颈受 制于操作员C
生产过程在制品——整条线的
在制品也因操作员C而产生
空闲 60’
设备维修保养的工时调查
生产 400’
改善想法:
A’ A”
动作/人
A
作业项目重组优化
作业频次/内容改善
统计汇总与工作抽样相结合
山积表的构成及用法
前提——标准作业
生产节拍(T/T) 作业顺序 标准在制
作业员或工序
构成——三要素
生产节拍(T/T) 作业顺序/人员 作业周期时间
用途——生产线平衡的改善
人员优化:减少作业人员
分辨瓶颈:确认瓶颈工序及瓶颈设备 缩短C/T:提升生产效率
WOS精益生产工具之山积表(PPT 91页)
30秒/1台 38秒/1台 34秒/1台
16台 4台 1H 80台
共 100台/1H
30秒×16%= 38秒× 4%= 34秒×80%=
4.8秒 1.52秒 27.2秒
33.52秒 33.52秒
三
山积表编制的具体方法
标准作业类型Ⅱ :可以算出生产节拍,但是组合种类多,表示 出一个人在一道工序作业量很困难的作业类型(多种循环作业)
每种类型分别测 算3次
三
山积表编制的具体方法
条件: T.T=37秒
在组装生产线上组装A・B・C、3种车型、在某工序操作者张某装配零部件 时间为:
A型车:30秒 B型车:38秒
C型车:34秒
假设在1个小时测定的数据
零部件种类 作业时间 每小时生产台数 每台作业时间/生产比率 = 加权平均作业时间
A型车 B型车 C型车Leabharlann 二标准作业三要素及三种类型
相关概念:C.T(循环时间)
C.T 也称循环时间,指作业者一个人进行标准作业时,正常的一 个循环的实际作业时间(包括步行时间,但不包括完成作业并返 回原位置后的空手等待时间)
C.T是指按照操作顺序进行一个循环作业的正常(实际)时间。
二
标准作业三要素及三种类型
C.T与T.T的关系
例如:每天平均作业时间 8小时,480分,其中休息30分,实际作业时间 450分 每天所需数量: 600件 设备可动率80%
450*60S*80%
生产节拍(T.T) = 600件
= 36S/件
二
标准作业及三要素
练习题:
某工厂生产发动机,2月份的市场需求量为11000台,此工厂总装车 间工人一个月出勤22天,每天24小时分三班交替上班,每班休息时 间及就餐时间共35分钟。假设此总装车间可动率为90%,请问总装 车间2月份生产节拍(T.T)是多少秒?
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工艺图纸 安全规则
作业顺序
环境要求
标准手持
二
标准作业及三要素
要素之一:生产节拍(T.T)
所谓T.T,是指应该用多长时间、即几分几秒生产一个或一件 产品的目标时间值(基准时间)
它是由市场销售情况、设备运转状况及工作时间决定的。 计算公式如下:
每天的生产量= 一个月的需要量 / 实际运转天数
最佳的理想状态为C.T等于T.T, 这是我们追求的目标。
二
标准作业三要素及三种类型
要素之二:作业顺序
作业顺序:指作业者能够最为安全且又效率最好地生 产合格品的作业顺序。它是实现高效率的重要保证。
作业顺序有好坏之分,好的作业顺序是没有多余的 无用动作的作业顺序,因此是效率最高的作业顺序。只有 深入生产现场进行仔细观察,认真分析作业者的每一个动 作,把手、足、眼的活动分解,使其做到动作最少、路线 最短才能制定出好的作业顺序。
二
标准作业三要素及三种类型
相关概念:C.T(循环时间)
C.T 也称循环时间,指作业者一个人进行标准作业时,正常的一 个循环的实际作业时间(包括步行时间,但不包括完成作业并返 回原位置后的空手等待时间)
C.T是指按照操作顺序进行一个循环作业的正常(实际)时间。
二
标准作业三要素及三种类型
C.T与T.T的关系
WOS精益生产工具系列培训
山 积表
主要内容
一
山积表的定义与作用
二
标准作业及三要素
三
山积表编制具体方法
四
山积表的运用及改善
五
利用山积表进行改善的案1、什么是山积表?
形象地表现了一条生产线各作业人员的作业时间、作业 内容等信息的一种柱状分析图表。
一
山积表的定义与作用
标准作业及三要素
二
标准作业及三要素
标准作业与作业标准的区别
标准作业强调的是作业,作业标准突出 的是标准。
作业标准:作业者的作业要求, 强调的是作业的过程和结果。
标准作业:企业认可的,能够安全、 保证质量、很少浪费、合理成本、以人的 动作为中心,应该严格遵守的作业方法。
节拍时间
标准 作业 作业 标准
T.T= 每班生产运转时间X设备可动率 每班所生产必要数量
例如:每天平均作业时间 8小时,480分,其中休息30分,实际作业时间 450分 每天所需数量: 600件 设备可动率80%
450*60S*80%
生产节拍(T.T) = 600件
= 36S/件
二
标准作业及三要素
练习题:
某工厂生产发动机,2月份的市场需求量为11000台,此工厂总装车 间工人一个月出勤22天,每天24小时分三班交替上班,每班休息时 间及就餐时间共35分钟。假设此总装车间可动率为90%,请问总装 车间2月份生产节拍(T.T)是多少秒?
要素之三:标准手持
指按照作业顺序为执行重复的作业,在工序内需要 的最少的在制品数量。
二
标准作业三要素及三种类型
为什么要有标准手持?
物流
CT:16″
1工序
2工序 CT:19″
1
忽略运送时间
2
3
循环时间19秒
5
4 生产周期61秒
4工序
CT:15″
3工序 CT:11″
二
标准作业三要素及三种类型
物流
CT:16″
节拍 = (每班实际运转时间 * 可动率)/ 每班的生产量
每班的生产量= 一个月的需要量 / 实际运转天数/ 3个班 = 11000台 / 22天 / 3 =167台
每班的实际运转时间= (24/3*60-35)*60S =26700S
节拍=26700S* 90% / 167台 =144.18s = 144s
节拍时间
④
③
⑤
作业顺序
②
⑥
指①作业者能够最为安全且又
效率最好地生产合格品的作
业顺序。它是实现高效率的
重要保证。
主要内容
三
山积表编制的具体方法
编制 山积 表的 流程
类型Ⅰ 调查作业时间 编制山积表
开始编制山积表
判断该工序的作业类型
类型Ⅱ 调查作业时间 编制山积表
发现问题 分析问题 实施改善
类型Ⅲ 调查作业时间 编制山积表
2、为什么编制山积表?
通过编制山积表,相关管理人员可以清楚了解该生产 线的生产能力、生产平衡率等信息,并针对瓶颈工序实施 作业改善,以达到消除浪费,提升生产效率的目的。
3、什么情况下可以编制山积表?
操作者能够按照标准作业的规定 执行(现阶段)
主要内容
二
标准作业及其三要素
二
标 准 作 业 的 定 义 与 作 用
不能影响操作者的正常作业 必须以“作业”为开始,不可以从“等待”或“步行”开始; 操作者为同一人; 设备为相同设备; 机型不变; 需要拍摄整个场景,包括与本工序有关的零件的盛放盒,工位器具的布 置等等。
长时间手工作业时,需近景拍摄,保证能够看清楚操作者的手脚移动。
1工序
2工序 CT:19″
2
1 5
3
循环时间 61秒 生产周期61秒
4
4工序
CT:15″
3工序
CT:11″
15
二
标准作业三要素及三种类型
物流
CT:16″
1工序
2工序 CT:19″
1
16+3*19+11+15=99
2
3
循环时间19秒
5
4 生产周期99秒
4工序
CT:15″
3工序 CT:11″
二
标准作业及三要素
二
标准作业三要素及三种类型
三种标准作业类型
三
山积表编制的具体方法
使用作业时间调查表
作业时间调查表
车间
班组
作业
类型
一个循环完成后 的等待时间不计
算在内
适用于作业类型 一、类型二
工序
調査日期
调查员
步骤 1
发动机种类
第1回
第2回 第3回 平均值
时间总计
作 业 内 容 作业 歩行 作业 歩行 作业 歩行 作业 歩行
C.T是一个循环实际作业时间;T.T是根据一日的需求量、生产时间 及设备的可动率计算出来的 单件时间。
C.T与作业人员的技能水平、身体状况、设备生产能力及生产线的 布局等有关;T.T与市场销售情况,设备的故障情况等有关。
C.T小于T.T时,作业者有空手等待的现象;C.T大于T.T时,就会发 生作业延迟、无法满足客户需求的情况。
2
3
4
5
6
7
作业时间
三
山积表编制的具体方法
第一步:工序作业要求
所选工序满足的条件:所选工序的作业人员完成的是循环往复的标准作业,使用 标准的工作方法,符合作业标准。
第二步:作业时间调查(通过现场观察及视频拍摄)
用摄像的方式拍摄3个循环的作业视频以准确测算时间
具体要求:
选取技能水平中等熟练的操作者; 3个循环的作业顺序必须一致; 尽量排除操作者身体异常、及拍摄过程中故意延缓或加快作业速度的情 况