钣金折弯参数一览表
钣金折弯系数表和计算公式

钣金折弯系数表和计算公
式
Prepared on 22 November 2020
钣金折弯系数表
钣金折弯系数
折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料及加工的状况及折弯的角度。
PROE在进行钣金的折弯和展平时,会自动计算材料被拉伸或压缩的长度。
计算公式如下:
L=π×(R+K系数×T)×(θ/90)
L: 钣金展开长度(Developed length)
R: 折弯处的内侧半径(Inner radius)
T: 材料厚度
θ: 折弯角度
Y系数: 由折弯中线(Neurtal bend line)的位置决定的一个,其默认值为(所谓的“折弯中线”)。
可在config中设定其默认值initial_bend_factor
在钣金设计实际中,常用的钣金展平计算公式是以K系数为主要依据的,范围是0~1,表示材料在折弯时被拉伸的抵抗程度。
与Y系数的关系如下
Y系数=(π/2)×k系数。
solidworks钣金折弯k因子系数表

solidworks钣金折弯k因子系数表
SW钣金折弯K因子系数表:
1、标准折弯:采用K因子法计算折弯半径,K因子系数依据材料的体积重量和屈服力的特性而定
a) K=0.275,在0.1-0.14屈服力杆材
b) K=0.30,在0.15-0.246屈服力杆材
c) K=0.33,在0.25-0.50屈服力杆材
d) K=0.40,在0.50-4.00屈服力杆材
2、热折弯:热折弯K因子系数稍比标准折弯高,适用于杆材屈服力在
0.50~3.00,使用热拉曲实用性非常好
a) K=0.38,在0.50-1.00屈服力杆材
b) K=0.42,在1.00-1.73屈服力杆材
c) K=0.45,在1.73-2.00屈服力杆材
d) K=0.50,在2.00-3.00屈服力杆材
3、冷拔小圆弧:对于支撑距比优于四倍半径的杆材,可以采用冷拔与正弦小圆弧折弯,K因子系数由折弯弯曲半径比决定
a) K=0.20,<3 半径
b) K=0.30,3-10 半径
c) K=0.42,>10 半径
4、化学折弯:采用K因子法计算折弯半径,K因子系数将会依据材料的体积重量和屈服力的特性而定
a) K=0.96,在0.1-0.6屈服力杆材
b) K=1.14,在0.6-4.00屈服力杆材
5、激光折弯:
a) K=0.06,在0.1-0.14屈服力杆材
b) K=0.1,在0.15-0.246屈服力杆材
c) K=0.13,在0.25-0.5屈服力杆材
d) K=0.19,在0.5-4.00屈服力杆材。
钣金折弯系数表
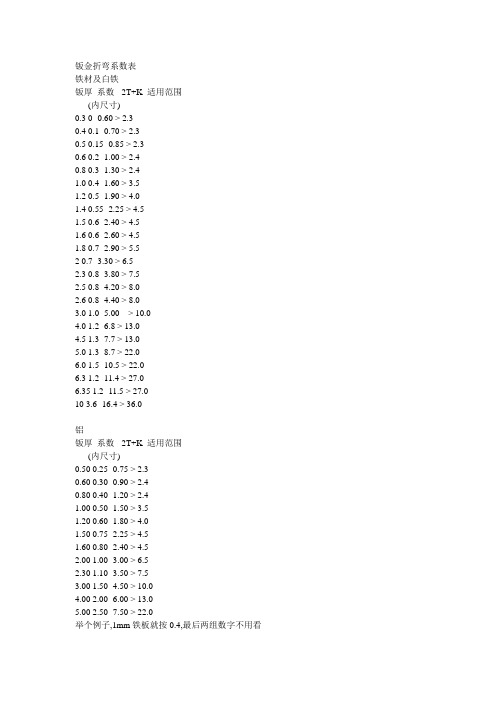
钣金折弯系数表铁材及白铁钣厚系数-2T+K 适用范围(内尺寸)0.3 0 -0.60 > 2.30.4 0.1 -0.70 > 2.30.5 0.15 -0.85 > 2.30.6 0.2 -1.00 > 2.40.8 0.3 -1.30 > 2.41.0 0.4 -1.60 > 3.51.2 0.5 -1.90 > 4.01.4 0.55 -2.25 > 4.51.5 0.6 -2.40 > 4.51.6 0.6 -2.60 > 4.51.8 0.7 -2.90 > 5.52 0.7 -3.30 > 6.52.3 0.8 -3.80 > 7.52.5 0.8 -4.20 > 8.02.6 0.8 -4.40 > 8.03.0 1.0 -5.00 > 10.04.0 1.2 -6.8 > 13.04.5 1.3 -7.7 > 13.05.0 1.3 -8.7 > 22.06.0 1.5 -10.5 > 22.06.3 1.2 -11.4 > 27.06.35 1.2 -11.5 > 27.010 3.6 -16.4 > 36.0铝钣厚系数-2T+K 适用范围(内尺寸)0.50 0.25 -0.75 > 2.30.60 0.30 -0.90 > 2.40.80 0.40 -1.20 > 2.41.00 0.50 -1.50 > 3.51.20 0.60 -1.80 > 4.01.50 0.75 -2.25 > 4.51.60 0.80 -2.40 > 4.52.00 1.00 -3.00 > 6.52.30 1.10 -3.50 > 7.53.00 1.50 -4.50 > 10.04.00 2.00 -6.00 > 13.05.00 2.50 -7.50 > 22.0举个例子,1mm铁板就按0.4,最后两组数字不用看钣金工艺参数90°钣金扣除非90°钣金扣除序号厚度钣金扣除材料用K因子1 1.0mm 1.75mm 铁板0.22 1.2mm 2.15mm 不锈钢0.53 1.5mm 2.65mm4 2.0mm 3.5mm5 2.5mm 4.3mm6 3.0mm 5.3mm拔眼底孔序号规格底孔序号规格底孔1 M3 Φ1.75 3 M5 Φ2.52 M4 Φ2.0 4 M6 Φ2.5压铆螺柱序号规格底孔序号规格底孔1 M3*高Φ4.23 M5*高Φ7.22 M4*高Φ7.2 4 M6*高Φ8.75压铆螺母序号规格底孔序号规格底孔1 M3 Φ4.25 3 M5 Φ6.42 M4 Φ5.4 4 M6 Φ8.75攻丝牙底孔序号规格底孔序号规格底孔1 M2 Φ1.75 4 M5 Φ4.22 M3 Φ2.5 5 M6 Φ5.23 M4 Φ3.3 6 M8 Φ6.8L=R/TX(0.4`0.5)T。
钣金折弯系数表和计算公式
钣金折弯系数表
钣金折弯系数
钣金折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料热处理及加工的状况及折弯的角度。
PROE 在进行钣金的折弯和展平时,会自动计算材料被拉伸或压缩的长度。
计算公式如下:
L=0.5π×(R+K系数×T)×(θ/90)
L: 钣金展开长度(Developed length)
R: 折弯处的内侧半径(Inner radius)
T: 材料厚度
θ: 折弯角度
Y系数: 由折弯中线(Neurtal bend line)的位置决定的一个常数,其默认值为0.5(所谓的“折弯中线”)。
可在config中设定其默认值initial_bend_factor 在钣金设计实际中,常用的钣金展平计算公式是以K系数为主要依据的,范围是0~1,表示材料在折弯时被拉伸的抵抗程度。
与Y系数的关系如下
Y系数=(π/2)×k系数。
钣金折弯系数表和计算公式
钣金折弯系数表和计算公式
(总1页)
-CAL-FENGHAI.-(YICAI)-Company One1
-CAL-本页仅作为文档封面,使用请直接删除
钣金折弯系数表
钣金折弯系数
钣金折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料热处理及加工的状况及折弯的角度。
PROE在进行钣金的折弯和展平时,会自动计算材料被拉伸或压缩的长度。
计算公式如下:
L=0.5π×(R+K系数×T)×(θ/90)
L: 钣金展开长度(Developed length)
R: 折弯处的内侧半径(Inner radius)
T: 材料厚度
θ: 折弯角度
Y系数: 由折弯中线(Neurtal bend line)的位置决定的一个常数,其默认值为0.5(所谓的“折弯中线”)。
可在config中设定其默认值initial_bend_factor
在钣金设计实际中,常用的钣金展平计算公式是以K系数为主要依据的,范围是0~1,表示材料在折弯时被拉伸的抵抗程度。
与Y系数的关系如下
Y系数=(π/2)×k系数。
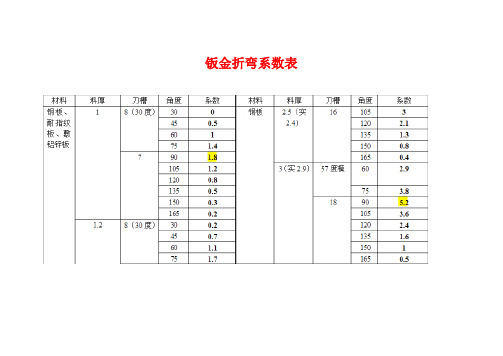
最全钣金折弯系数表
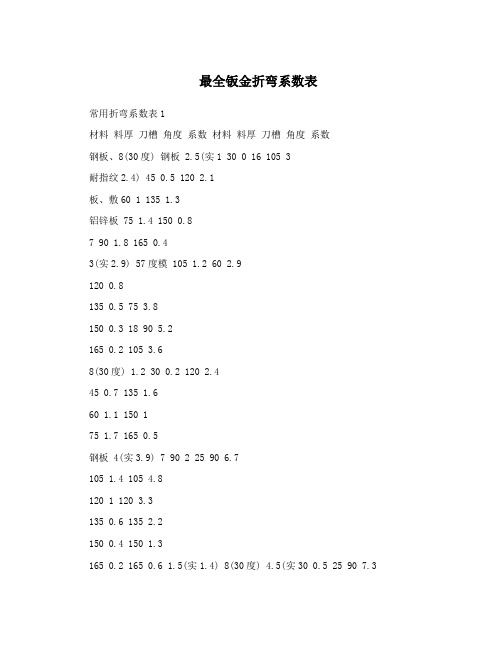
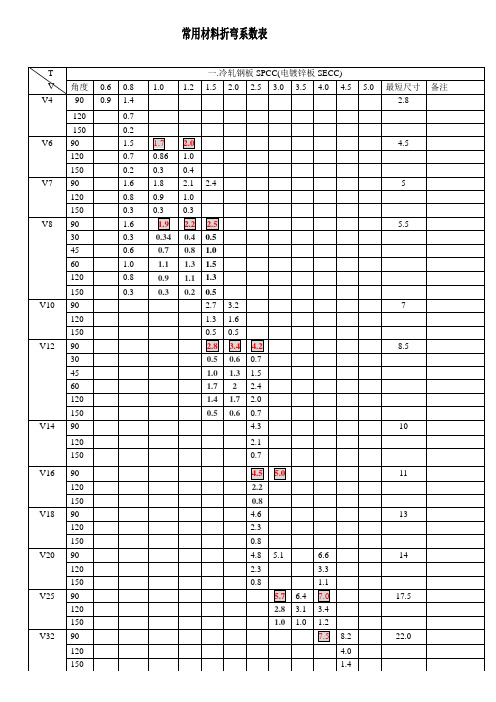
最全钣金折弯系数表常用折弯系数表1材料料厚刀槽角度系数材料料厚刀槽角度系数钢板、8(30度) 钢板 2.5(实1 30 0 16 105 3耐指纹2.4) 45 0.5 120 2.1板、敷60 1 135 1.3铝锌板 75 1.4 150 0.87 90 1.8 165 0.43(实2.9) 57度模 105 1.2 60 2.9120 0.8135 0.5 75 3.8150 0.3 18 90 5.2165 0.2 105 3.68(30度) 1.2 30 0.2 120 2.445 0.7 135 1.660 1.1 150 175 1.7 165 0.5钢板 4(实3.9) 7 90 2 25 90 6.7105 1.4 105 4.8120 1 120 3.3135 0.6 135 2.2150 0.4 150 1.3165 0.2 165 0.6 1.5(实1.4) 8(30度) 4.5(实30 0.5 25 90 7.34.3) 45 0.9 1055.260 1.4 120 3.575 1.9 135 2.410 90 2.6 150 1.4105 1.8 165 0.75(实4.8) 120 1.2 40 90 9135 0.8 105 6.5150 0.5 120 4.3165 0.2 135 2.8钢板 12(30度) 2 30 0.6 150 1.745 1.3 165 0.860 1.9 6 40 90 1075 2.5 105 7.412 90 3.5 120 5105 2.4 135 3.3120 1.6 150 2135 1.1 165 0.9磨花铝板 150 0.7 1.2 7 90 1.5165 0.3 1.5 10 90 2 2.5(实2.4) 12(30度) 钢板、敷双层1.5 内2.6 外3.4 30 1.2 18 90铝锌板双层2 内3.2 外4.1 45 1.8 25 9015(30度) 60 2.4 PVC 3 90 575 3.216 90 4.41 折弯系数表适用相应的材质、料厚、角度,不符合表中的料厚、角度可用下表计算:相应角度的折弯系数=料厚*对应角度的倍数2.65-2.4角60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 度料1 1.1 1.3 1.5 1.6 1.7 1.8 1.6 1.4 1.2 1.1 1 0.8 0.7 0.6 0.55 0.5 0.3 0.33 0.3 0.2 0.15 0.1 0.1 厚的倍数例如:料厚3,材质普钢,弯曲角度95度,相应的折弯系数=3*1.6=4.82 此折弯系数表要求对非直角尺寸标注及测量方式如下:外圆弧切点外壁切线交点。
钣金展开材料折弯系数表
Z 折 1 (直邊段差) 1. 樣品方式製作展開方法﹕
(1) .當 H >5 T 時﹐分兩次成型﹐按 90˚折彎計算
(2) 當 H<5T 時﹐一次成型﹐L=A+B+K
H T 0.5
0.8
1.0
1.2
1.5
1.6
2.0
3.2
0.5
0.1
0.8
0.2
0.1
1.0
0.5
0.2
0.2
0.2
0.2
0.2
1.5
1.0
0.7
0.5
0.3
0.3
0.3
0.3
0.2
2.0
1.5
1.2
1.0
0.8
0.5
0.4
0.4
0.3
2.5
2.0
1.7
1.5
1.3
1.0
0.9
0.5
0.4
3.0
2.5
2.2
2.0
1.8
1.5
1.4
1.0
0.5
3.5
2.7
2.5
2.3
2.0
1.9
1.5
0.6
4.0
3.2
3.0
2.8
2.5
2.4
2.0
二.铝板 L2Y2 材料
0.6 0.8 1.0 1.2 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 最短尺寸 备注
1.4
2.8
1.6
4.5
1.6 1.8
5
1ቤተ መጻሕፍቲ ባይዱ8 2.4 3.1
5.5
2.4 3.2
7
2.4 3.2
钣金折弯系数表【免费下载】
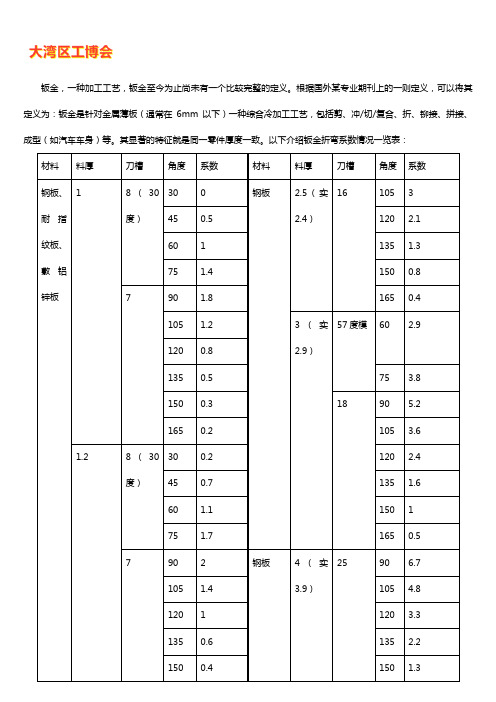
钣金,一种加工工艺,钣金至今为止尚未有一个比较完整的定义。
根据国外某专业期刊上的一则定义,可以将其定义为:钣金是针对金属薄板(通常在6mm以下)一种综合冷加工工艺,包括剪、冲/切/复合、折、铆接、拼接、成型(如汽车车身)等。
其显著的特征就是同一零件厚度一致。
以下介绍钣金折弯系数情况一览表:材料料厚刀槽角度系数材料料厚刀槽角度系数钢板、耐指纹板、敷铝锌板1 8(30度)30 0 钢板 2.5(实2.4)16 105 345 0.5 120 2.160 1 135 1.375 1.4 150 0.87 90 1.8 165 0.4105 1.2 3(实2.9)57度模60 2.9120 0.8135 0.5 75 3.8150 0.3 18 90 5.2165 0.2 105 3.6 1.2 8(30度)30 0.2 120 2.445 0.7 135 1.660 1.1 150 175 1.7 165 0.57 90 2 钢板4(实3.9)25 90 6.7105 1.4 105 4.8120 1 120 3.3135 0.6 135 2.2150 0.4 150 1.3165 0.2 165 0.61.5(实1.4)8(30度)30 0.5 4.5(实4.3)25 90 7.3450.9105 5.260 1.4 120 3.575 1.9 135 2.4 10 90 2.6 150 1.4105 1.8 165 0.7120 1.2 5(实4.8)40 90 9135 0.8 105 6.5150 0.5 120 4.3165 0.2 135 2.8钢板 2 12(30度)30 0.6 150 1.7 45 1.3 165 0.8 60 1.9 6 40 90 10 75 2.5 105 7.412 90 3.5 120 5105 2.4 135 3.3120 1.6 150 2135 1.1 165 0.9150 0.7 磨花铝板1.2 7 90 1.5165 0.3 1.5 10 90 22.5(实2.4)12(30度)30 1.2 钢板、敷铝锌板双层1.5 18 90 内2.6外3.445 1.8 双层2 25 90 内3.2外4.160 2.4 PVC 3 15(30度)90 575 3.216 90 4.41 折弯系数表适用相应的材质、料厚、角度,不符合表中的料厚、角度可用下表计算:相应角度的折弯系数=料厚*对应角度的倍数2.65-2.4角度665775885995101511115121251313514145151551616517175料厚的倍数1 1.11.31.51.61.71.81.61.41.21.11 0.80.70.60.550.50.30.330.30.20.150.10.1例如:料厚3,材质普钢,弯曲角度95度,相应的折弯系数=3*1.6=4.8 2 此折弯系数表要求对非直角尺寸标注及测量方式如下:外圆弧切点外壁切线交点钣金具有重量轻、强度高、导电(能够用于电磁屏蔽)、成本低、大规模量产性能好等特点,在电子电器、通信、汽车工业、医疗器械等领域得到了广泛应用,例如在电脑机箱、手机、MP3中,钣金是必不可少的组成部分。