金针菇工厂化生产
瓶栽金针菇工厂化生产

接种
将液体菌种接种到灭过菌的瓶子中,要求接种量适当, 分布均匀。
发菌管理
将接种后的瓶子放入洁净、恒温的培养室内进行发菌管 理,控制温度、湿度、光照等环境条件,促进金针菇菌 丝的生长。
生殖生长管理
当瓶栽金针菇的菌丝长满瓶口时,进行开瓶或搔菌处理 ,促进生殖生长。控制温度、湿度和光照等环境条件, 促进金针菇子实体的生长。
湿度对瓶栽金针菇生长的影响
湿度影响菌丝体和子实体的水分平衡
湿度是影响瓶栽金针菇生长的另一个重要因素。适宜的湿度能够保持菌丝体和子 实体的水分平衡,有利于生长发育。
不同湿度条件下菌丝体和子实体的生长表现
瓶栽金针菇在不同湿度条件下生长表现不同。在湿度较低时,菌丝体和子实体较 为干燥,品质较差;在湿度较高时,菌丝体和子实体较为湿润,容易发生病害。
营养菌丝体的生长发育
营养元素是影响瓶栽金针菇生长的重要因素之一。适宜的营养元素能够促进菌丝 体的生长发育,提高产量和质量。
不同营养条件下菌丝体和子实体的生长表现
瓶栽金针菇在不同营养条件下生长表现不同。在营养不足时,菌丝体和子实体生 长缓慢,产量较低;在营养过剩时,菌丝体和子实体生长较快,但品质较差。
在菌种选育、培养基配方和生产工艺等方面,与国际先进水平相比仍
有较大差距。
03
质量控制难度大
瓶栽金针菇生产过程中,容易受到杂菌污染,导致产品质量不稳定,
加大了质量控制的难度。
未来发展趋势和前景
1 2 3
产量和效率提升
随着技术的不断进步,瓶栽金针菇工厂化生产 的产量和效率将得到大幅提升。
多样化产品开发
瓶栽金针菇的栽培技术起源于20世纪70年代,现已成为国内 外食用菌生产的重要栽培方式之一。
金针菇再生法工厂化栽培技术

金针菇再生法工厂化栽培技术摘要介绍了金针菇再生法工厂化栽培技术的优点,总结了其具体的栽培技术,包括制袋、灭菌接种、菌丝培养及催蕾、适时开袋、再生菇培养、采收与销售等内容,为实现金针菇高产和优质提供参考。
关键词金针菇;再生法;工厂化;栽培技术金针菇是常见的食用菌产品之一,具有菌柄脆嫩、菌盖黏滑、味道鲜美等特点,而且营养丰富,含有18种氨基酸,尤以赖氨酸、精氨酸含量最高,是一种营养价值很高的食用菌。
近年来,随着栽培技术的提升和人们消费需求的不断改变,金针菇工厂化栽培在各地迅速发展,极大地满足了人们的消费需求,丰富了人们的菜篮子。
制约金针菇工厂化栽培成败的主要因素除了原料、气候、环境及销售渠道等因素外,产量高低起着决定性的因素,而决定产量的关键环节是栽培过程中采用了再生法栽培技术。
笔者根据多年生产实践经验,现将金针菇再生法工厂化栽培技术总结如下。
1金针菇再生法工厂化栽培技术优点再生法与直生法(常规栽培模式)对比试验结果表明,在生产制袋及发菌管理方法全部一致的条件下,再生法出菇具有明显的高产、优质的特点,产品的商品性大大提高,产量较直生法提高约26.5%,商品价值提高约35%,不足之处是生产周期增加了8 d时间,生产用工、用电成本略微增加(每袋约增加成本0.1元)。
金针菇再生法工厂化栽培技术相比普通栽培方法具有高产、优质的特点,产品色泽一致,菌柄粗细均匀,长度基本一致,商品价值高。
金针菇再生法工厂化栽培技术是金针菇栽培技术的一项创新,其主要特点是利用金针菇在菌柄基部上能产生二次分枝的再生特性,利用工厂化栽培温度、湿度、光照和通风等灵活可控的特性,设法抑制头茬菇蕾的生长,促进菌柄基部的二次分化,产生大量的再生菇蕾,从而提高金针菇产量和质量。
2金针菇再生法工厂化栽培技术2.1制袋配方①:棉籽壳70%,麸皮28%,碳酸氢钙1%,石灰1%;配方②:棉籽壳35%,玉米芯35%,麸皮28%,碳酸氢钙1%,石灰1%。
6.金针菇工厂化周年生产技术

金针菇工厂化周年生产技术食用菌工厂化生产是指利用工业技术控制温、湿、光、气等环境要素,使食用菌菌丝体和子实体生长于人工环境,从而实现食用菌生产周年化的食用菌生产模式。
工厂化、集约化、规模化周年生产是食用菌发展的必由之路。
工厂化周年生产通过人工控制环境条件,可以实现周年生产,特别是在季节性栽培不能进行时获获取高额利润。
同时工厂化生产具有优越的生产条件,可以为市场提供外观品质、内在品质和安全卫生品质等方面具有突出优势的产品。
工厂化栽培还具有资金密集化、技术密集化和人才密集化得特点。
在发达国家工厂化食用菌生产比例已高达90%。
而相对于传统生产模式,我国食用菌工厂化生产则刚刚起步,近年来,工厂化食用菌产业在我国年均增速在12%-15%左右。
我国食用菌工厂化生产企业已从2006年的47家增加到2009年的246家。
全国工厂化生产总量40多万吨,占全国年总产量1827万吨的2.2%,产值40多亿元。
据推测,我国工厂化生产企业如每年按30%递增,在2013年将达到1000家,日生产能力将达5000吨,年总产量将达182万吨,产值可达200亿元。
金针菇是目前工厂化生产开发最为成功的木腐型食用菌,这一技术最早由日本在上世纪60年代开发成功,利用各种自动化控制设备形成一整套周年工厂化生产金针菇的体系。
后来逐渐扩展到我国台湾省、韩国及我国内地。
目前国内金针菇工厂化生产主要有外资企业、台资企业和内地企业三种经营类型,工厂化金针菇生产量占我国工厂化生产食用菌的60%以上。
工厂化周年生产金针菇主要有塑料袋栽培和塑料瓶栽培两种生产模式,两种模式并存。
塑料袋栽培自动化程度相对较低,产品质量也较塑料瓶栽培稍差,前期投资较小,但产品具有价格优势,目前有存在的市场空间;塑料瓶栽培自动化程度高,产品质量优,但前期投资巨大。
各企业可以根据自身条件进行选择。
(一)工厂化生产的设施与设备与传统生产金针菇相比,金针菇工厂化生产需要投入较大的资金进行生产设施建设和生产设备购置。
瓶栽金针菇工厂化生产
金针菇在世界各地均有分布,但 主要生长在温带和亚热带地区。
金针菇的生长习性
温度
金针菇适宜在较低的温度下生长,菌 丝生长的温度范围为5-30℃,出菇温 度范围为5-15℃。
光照
金针菇在菌丝生长阶段不需要光照, 出菇阶段则需要一定的散射光,以促 进子实体的发育。
湿度
金针菇需要保持适宜的湿度,菌丝生 长时培养基的湿度应控制在60-70% ,出菇时空气相对湿度应控制在8090%。
智能化监控
利用物联网和大数据技术,实时监测和调控金针 菇生长环境,确保生长条件的最佳化。
生物技术应用
利用基因编辑技术改良金针菇品种,提高产量和 品质,满足市场需求。
市场前景与发展方向
多样化产品开发
开发不同品种、规格和用途的金 针菇产品,满足不同消费需求。
拓展国际市场
加强国际合作与交流,开拓国际市 场,提高瓶栽金针菇的国际竞争力 。
益。
随着人们对健康饮食的关注增加 ,金针菇作为一种营养丰富、口 感独特的食用菌,市场需求不断
增长。
传统金针菇栽培方式存在产量低 、品质不稳定等问题,难以满足 市场需求,因此需要发展工厂化
生产。
工厂化生产简介
工厂化生产是一种高度规模化、自动化的农业生产方式,通过控制环境因素(如温 度、湿度、光照、二氧化碳浓度等),实现高效、快速、稳定的生产。
可持续性
经济效益
瓶栽金针菇生产过程中产生的废弃物可以 循环利用,减少了对环境的负担,符合可 持续发展的要求。
工厂化生产能够实现规模效应,降低生产 成本,提高经济效益。
挑战与问题
技术难度
瓶栽金针菇工厂化生产需要先 进的设施和技术的支持,技术 难度较大,需要专业人员进行
金针菇工厂化栽培技术
金针菇工厂化栽培技术金针菇工厂化栽培是采用现代工业设施和人工模拟金针菇生态环境条件,实施生产操作机械化、生产环境控制智能化、鲜菇生产周年化、产品质量标准化。
其实质是以现代工业成果装备农业,以现代科学技术改造农业,以现代管理方式组织农业,以现代市场理念经营农业。
从二十世纪六十年代日本利用空调设备及自动化装置用塑料瓶栽培金针菇,构成了一套完整的体系,实现了金针菇工厂化栽培;国内始于八十年代,九四年开始已经摸索出一套符合中国国传的工厂化生产栽培工艺。
一、根据场地合理布局,科学设计:生产厂房采用封闭式厂房,目前使用最多的是带保温的彩钢板厂房。
周围要求无工业三废、禽畜养殖场、垃圾置放场及其它污染源;生产用水符合城市居民饮用水标准。
根据生产布局一般分为五个区域,一区为无菌区,包括冷却室和接种室,是厂区洁净度最高的区域;二区为培养区,对洁净度有着严格的要求;三区为搔菌、出菇、包装区,对环境整体要求较高;四区为操作(装料、灭菌)区域,对环境无特别要求;五区为原料堆放场、下脚料处理区域,是灰尘和杂菌较多的区域。
根据日生产量和不同品种,合理布局各区域面积,对各区域制订不同的管理要求和人员流动要求。
最主要是出菇房的调控,要求具有良好的通风换气设置,保温降温设备,保湿降湿设备,光线的调节设备等,菇房的屋顶及四周墙壁要光洁坚实,地面采用隔热处理,除了通风以外,不留任何缝隙,以方便清扫消毒。
菇房要求相对独立,各冷库排列于中间过道为宜,房门开于过道,这样过道便形成缓冲间,减少空气交换时外界与菇房的温度。
中间通道一般为 2 米以上,以便通行。
根据生产规模、管理技术合理安排。
出菇房一般在60 平方米以内。
二、金针菇特性及其生产条件:白色金针菇属低温喜湿性菌类,菌丝生长适温18-22 C,菇蕾形成时适温10C左右,子实体生长适温5-8 C,其发菌期比黄色金针菇长,出菇温度亦比黄色金针菇低,发菌不充分则不易出菇,要求多通风,抗病能力比较弱。
我国金针菇工厂化生产的现状、存在问题及对策
Edible and medicinal mushrooms 2021,29(2):96~100我国金针菇工厂化生产的现状、存在问题及对策李勇1厉芳2*樊继德1史新敏1张俊保2(1. 江苏徐淮地区徐州农业科学研究所,江苏徐州221121;2. 江苏康盛农业发展有限公司,江苏铜山221116)摘要分析我国金针菇工厂化产业现状:投资和营收趋稳,产业配套能力明显增强,产业区域分布趋于合理,企业规模化、集团化和合作发展趋势明显。
指出目前产业发展中存在的主要问题有技术普及率偏低,生产中还存在一定技术瓶颈问题;专业技术人才紧缺,人才流动频繁;生产过程存在较大资源浪费;产品类型较单一,产品附加值低等。
提出打造国际化营商环境,强化科技驱动,加大高层次实战型人才培养,优化产业布局,深挖产业潜能,以及产品品质提升和多元化开发等发展对策。
关键词金针菇;工厂化生产;现状;问题;对策中图分类号:S646 文献标识码:B 文章编码:2095-0934(2021)02-096-05Status, main problems and countermeasures of Flammulina filiformisindustrial production in ChinaLi Yong1Li Fang2Fan Jide1Shi Xinmin1Zhang Junbao2(1. Xuzhou Institute of Agricultural Sciences, Xuzhou, Jiangsu 221121, China;2. Jiangsu Kangsheng Agricultural Development Co., Ltd., Tongshan, Jiangsu 221116, China)Abstract This paper analyzes the current situation of Flammulina velutipes industrialization in China and the main problems existing in the current industrial development, and puts forward some countermeasures, such as creating an international business environment, strengthening the drive of science and technology, increasing the training of high-level practical talents, optimizing the industrial layout, deeply tapping the industrial potential, improving the product quality and diversified development.Key words Flammulina filiformis; industrial production; status; problems; countermeasures金针菇(Flammulina filiformis)富含蛋白质、多糖、矿质元素、维生素和粗纤维等[1],且脂肪含量低、不含胆固醇[2],具有很高的食药用价值和保健功效。
金针菇与杏鲍菇工厂化栽培技术
金针菇与杏鲍菇工厂化栽培技术1、金针工厂化生产技术路线金针菇工厂化栽培主要是反季节栽培,其实际意义就提高栽培者的经济效益。
⑴栽培设施:金针菇栽培要建立好接种室、培养室、催蕾室、抑制室、出菇室,并安装相匹配的空调温控设备。
温室上下四周都需要安装7-10cm泡沫彩钢板保温和便于消毒清洗,培养室、催蕾室、抑制室用木材或不锈钢制成5-7层培养架:宽0.8m,长视温室而定,层距0.4m,架距0.5m;出菇室制成4层培养架,宽0.8m,层距0.5-0.6m,架距0.5m,这样能充分利用制冷设备,温室上方中间各安一台轴流式风机,内连接分风桶,下方平地面前后或左右每隔一米开一个直经0.2米的孔。
⑵培养料配方:木屑40%、芦苇未30%、米糠或麦皮27%、蔗糖1%、石膏粉15%、碳酸钙0.5%、含水量65%。
⑶拌料装袋:将原料搅拌均匀后及时装袋,套上大颈圈中间打孔插入直经2cmPVC管双层报纸橡筋封口,灭菌温度达100℃保持12小时,闷锅6-8小时及时搬入接种室冷却。
⑷接种:料温降至30℃内,先将接种室连同菌袋喷洒克霉灵消毒,30分钟后接种,去掉封口报纸,拔出PVC管,将菌种拔入孔中并盖满料面,再双层报纸橡筋封口,接种完成后及时搬入培养室。
⑸菌丝培养:培养室温度16-18℃,每天换气2次,每次30-60分钟,此期间尽量不翻动菌袋,但应尽早选出病虫袋,定期向菌袋表面空间地面喷洒克霉灵消毒,15-20天可长满菌袋。
90%左右满袋即可进行催蕾。
⑹搔菌催蕾:将已长满菌丝的袋子去掉封口纸手动或电动搔去颈圈中2-4cm老菌皮,搬入催蕾室,表面喷洒克霉灵消毒,控制温度10-12℃,湿度90%,光照200LX8小时,每天换气2次,每次30-60分钟,7-10天现蕾,菌柄1-2cm时转入抑制室管理。
⑺抑制:抑制室温度3-5℃,湿度80%,每天换气4次,每次30-40分钟,经7-10天抑制,菌柄长至3-5cm长时转入出菇室管理。
⑻出菇室管理:出菇室温度5-7℃,湿度85%,光照300LX8小时,每天换气2次,每次60分钟。
金针菇工厂标准化生产
综上所述:现状最大问题是:标准化生产技术、政府关系节点。
但从市场所得到信息及加强技术标准化管理是可以有信心投入到重庆市场的,其它方面虽然有风险,但可以想方法避免的。
金针菇
工厂标准Hale Waihona Puke 生产绿色农产品标准化生产技术
标准生产操作,轻松管理工厂
2014-3-22
前言
金针菇营养丰富,质地脆嫩,可烹调、凉拌、煲汤,更是吃火锅不可缺的一道菜。同时金针菇富含金针菇多糖等生物活性成分,以及赖氨酸、精氨酸和亮氨酸等儿童发育必需的氨工酸,能促进儿童生长及健康发育;而且金针菇具有抗癌的功效,因其含有搞肿瘤活性多糖;在日本长野县种植金针菇地区,连续栽培金针菇10年以上农户,癌症发病率是其它地区的1/6。
准备物质:配方内材料,做种的金针菇一束或已制备的一级母种10管;
工艺过程如下:(注意需要无菌化操作)
序
工艺
名称
工艺流程
方法说明
设备
ST
1
消毒
工作
对所有使用的器皿进行消毒处理,1、人体;2、台面;3、环境;(无菌作业)
,菌丝管状,具间隔和分支,粗细不均,菌丝间隔处有锁状联合。菌丝生长速度较快,在25℃环境下8-10天可以长满试管斜面。菌丝生长后期菌丝断裂形成粉孢子,菌落具粉质感。有研究表明,金针菇菌丝阶段的粉孢子多少与金针菇的质量有关,粉孢子多的菌株质量都差,菌柄基部颜色较深。在斜面基上极易形成子实体。
2、子实体
a)母种:采用纯种分离或转管获得,在含有琼脂的培养基上生长的,具有结实能力的纯菌丝体。培养用的容器一般为玻璃试管。金针菇纯种分离采用组织分离,分离部位以菌柄顶端的菌肉最好,一般第个菇分离一管。也可采用孢子分离或基内菌线分离获得母种。可以通过转管扩大繁殖母种,但转代次数不宜过多。母种一般用于原种的接种及用于保藏菌种。
金针菇工厂化种植关键技术

无性繁殖
金针菇的无性繁殖是通过孢子萌发实现的。孢子在适宜的条件下萌发成菌丝,然后相互交织形成菌丝束,最后形成子实体。
有性繁殖
金针菇的有性繁殖是通过担子和担孢子结合实现的。担子产生四个担孢子,担孢子在适宜的条件下萌发成菌丝,然后相互交织形成菌丝束,最后形成子实体。
金针菇繁殖方式
03
工厂化种植技术
金针菇生长适宜的温度范围为10-25℃,因此需要保持恒定的温度,以避免温度波动对金针菇生长的影响。
通过调节气体组成,如降低氧气浓度、增加二氧化碳浓度,可有效抑制金针菇呼吸作用,延长保鲜期。
利用放射性元素或紫外线照射金针菇,可杀灭其表面微生物,延长保鲜期。
使用化学物质如漂白剂、防腐剂等处理金针菇表面,可抑制微生物繁殖,延长保鲜期。
VS
金针菇贮藏过程中要保持适宜的温度和湿度,以避免变质和影响保鲜效果。
病虫害治疗
如果金针菇出现病虫害,需要及时采取治疗措施。一般采用生物防治和化学防治相结合的方法,使用无公害的农药进行病虫害的治疗和控制。同时,也需要加强环境控制,提高金针菇的抗病能力。
病虫害防治技术
04
采收与保鲜技术
利用机械设备将金针菇从培养基中分离出来,具有效率高、节省人力等优点,但易造成机械损伤,影响产品质量。
规模化经营
专业化分工
绿色环保要求
06
结论与建议
研究结论
金针菇工厂化种植技术已经成熟,可以满足金针菇的全年生产。
金针菇工厂化种植可以有效地提高土地利用率和劳动生产率,减少环境污染。
通过优化培养基配方和发酵工艺,可以提高金针菇的产量和质量。
然而,金针菇工厂化种植需要进一步研究和改进,特别是在培养基配方、发酵工艺和自动化生产方面。
金针菇工厂化生产环境控制模拟模型
侧壁热贯流量(’- % "+ ・ ・ & 0) 栽培床热贯流量(’- % "+ ・ ・ & 0) 加湿效率 换气系数
在上述模型中,金针菇的 23+ 发生量和发热量 对其生长是非常重要的参数,本模型所用数据是根 据实际测定金针菇工厂中 23+ 量所得的,图 4 所示 为金针菇在出菇阶段 23+ 的发生量动态。由此可求 [+, #] : 出栽培室 23+ 总排出量(以体积计) :’ D !( E F :’4 G E F : ’+ G … G E F :’H) ; :’4 … :’H:各 式中 E:一日的栽培瓶数(—) 生长阶段 23+ 的排出量("I % &) 根据 23+ 总排出量及金针菇的呼吸反应式(如 下)可求出产生的总热量。
改进后的模糊控制规则表 58 9, 56 57 58 9, !8 !7 !6 9, !8 !7 !7 !6 !8 57 !7 !6
57
不同天气和封闭状态下温度控制消耗电力 :; 晴天 雨天 夜间 开放状态 封闭状态
— !"#
图!
时间( )) * * $%&&’ —改进 $%&&’
+,- 浓度控制模拟结果比较
"
金针菇工厂化生产环境控制模拟模型
!
食用菌工厂栽培环境
本实验于 "&&& 年 * 月和 !" 月在日本三重大学 附属农场的完全控制型植物工厂内进行,* 月的外
收稿日期: 万方数据 "&&# ) &+ ) #!
"#! 模拟概要及模拟条件 模拟是在建立金针菇 生长环境模型和环境控制模型的基础上,实现对金 针菇生长环境优化控制的有效方法和手段。使用环 境模型和环境控制模型可以精确计算出栽培室的环 境变化,从而确定最佳环境控制参数。 本研究对金针菇出菇生长阶段的环境控制进行 模拟。使用的控制执行元件为:换气扇、空调机、 加湿器、电磁阀等。控制器采用的控制算法为 ./0 (比例积分微分)控制和 12334(模糊)控制。 "#" 栽培环境模型 在此模型中,假定栽培室的 规模不大,使用空调和换气扇可以使空气均匀混 合。通过实际调查和实验得到各环境因子的计算公 式如下, ,-" 浓度:?@AB = @C D EF 8 G(A& ) AB) 温 度: ,H ?@IB = @C D AJ ( I& ) IB ) 9J 8 KF 8 " ( ) L,H I& ) IB ) KM 湿 度: (N& ) NB) ?@NB = @C D OH ) OM " #8 OF 8 L
瓶栽金针菇工厂化生产

瓶栽金针菇工厂化
05
生产的效益分析
提高产量与品质
稳定产量
通过工厂化生产,可以提供恒定的环 境条件,如温度、湿度和光照等,从 而保证金针菇的稳定产量。
提高品质
在工厂化生产中,可以严格控制环境 条件,从而生产出高品质的金针菇, 其口感、营养价值和新鲜度等方面都 优于传统栽培方式。
降低成本与风险
降低成本
,促进可持续发展。
研究结论与展望
07
研究结论
瓶栽金针菇的工厂化生产在技术 上是可行的,且具有较高的生产
效率和经济效益。
通过合理的栽培管理技术,可以 实现对瓶栽金针菇的稳定、高效
生产。
瓶栽金针菇的工厂化生产能够有 效地解决季节性供应问题,满足
市场需求。
研究不足与展望
目前的研究仅限于实验室和初步的产业化试验,对于大规模生产和大范 围应用还需要进一步的研究和探索。
无菌操作
在接种过程中采用无菌操 作技术,如使用无菌室、 无菌器材等,以防止杂菌 污染,保证接种成功率。
自动化接种
采用自动化接种设备,实 现快速、准确的接种,提 高生产效率。
精准环境控制
温度控制 湿度控制 光照控制 气体控制
根据金针菇生长的不同阶段,精准控制温度,以满足其生长需 求。
通过调节培养基的水分含量和空气湿度,控制金针菇生长环境 的湿度,以提高产量和品质。
瓶栽金针菇工厂化生产采用了高效的生产技术和现代化的设备,从而降低了生 产成本,提高了生产效率。
降低风险
通过工厂化生产,可以避免传统栽培方式中存在的病虫害风险,从而保证金针 菇的品质和产量。此外,工厂化生产还可以降低天气等自然条件对生产的影响 ,进一步降低了风险。
增加就业与收入
年工厂化栽培7000吨绿色食品金针菇项目-精品
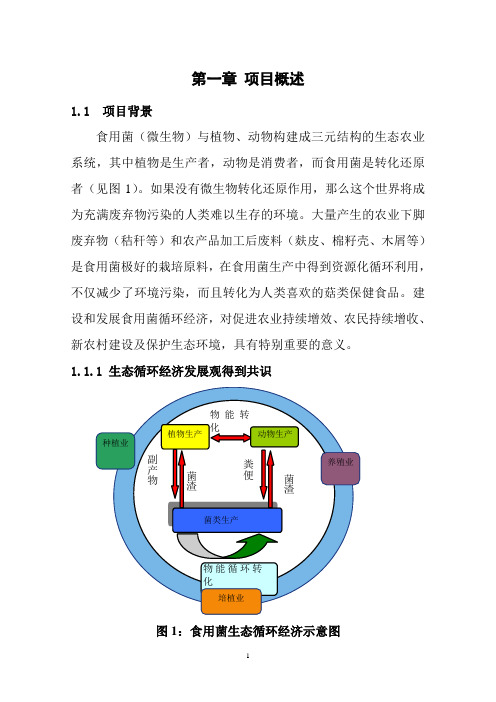
第一章项目概述1.1 项目背景食用菌(微生物)与植物、动物构建成三元结构的生态农业系统,其中植物是生产者,动物是消费者,而食用菌是转化还原者(见图1)。
如果没有微生物转化还原作用,那么这个世界将成为充满废弃物污染的人类难以生存的环境。
大量产生的农业下脚废弃物(秸秆等)和农产品加工后废料(麸皮、棉籽壳、木屑等)是食用菌极好的栽培原料,在食用菌生产中得到资源化循环利用,不仅减少了环境污染,而且转化为人类喜欢的菇类保健食品。
建设和发展食用菌循环经济,对促进农业持续增效、农民持续增收、新农村建设及保护生态环境,具有特别重要的意义。
1.1.1 生态循环经济发展观得到共识图1:食用菌生态循环经济示意图1.1.2 食用菌在农业生态链中的作用我国每年生产秸秆皮壳、树枝、树皮、木屑、畜禽粪便等农林牧废弃物30亿吨左右,如果利用5%,即1.5亿吨,可生产至少1000万吨干食用菌,相当于1600万吨牛肉,按照我国饲养水平,生产1600万吨牛肉的生产需要饲料粮1.22~1.28亿吨,需要饲料粮耕地0.162~0.171亿hm2。
就是说生产1000万吨干食用菌,等于增加耕地0.162~0.171亿hm2。
如果每t干食用菌含有30%~40%的蛋白质计算,相当于增加300万吨~400万吨蛋白质,在国家食物安全体系中承担重任。
图2:食用菌生态农业产业链示意图1.1.3 发展食用菌产业的优势食用菌的生产具有不与人争粮、不与粮争地、不与地争肥、不与农争时、不与其他行业争资源的特点,可点草成金、变废为宝,实行着循环经济,创造着十倍、百倍的效益(见表1)。
国内曾做过一次调查显示,食用菌每亩净产值约2.85万元,是大棚西红柿每亩净产值7500元的3.8倍,是棉花净产值970元的29.4倍,是玉米纯收益530元的53.8倍,是优质小麦425元的67.1倍。
表1:主要栽培食用菌生产的经济效益比较(单位:万元/亩)1.1.4 食用菌在农业中占重要地位生态循环经济理论表明,食用菌产业在农业发展中的地位越发明显,已成为继粮、棉、油、菜、果之后的第六大产业。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金针菇工厂化生产
金针菇,纯低温型菇类,是我国最早栽培的食用菌之一,目前的栽培生产已普及到全国各地,业已成为食用菌栽培的主要品种之一。
反季节应市的白色金针菇,在北京、天津、上海、广州、深圳以及东北等市场的售价很高,较之常规季节,生产效益和经营效益大约高出1~3倍。
随着近年金针菇消费热潮的一再高涨,南北各地不少投资者纷纷做起金针菇的“工厂化生产”,对于促进食用菌产业的发展和满足市场供应发挥了极大的作用。
工厂化生产的基本含义应该是:运用工业化生产理念,按照工业化流水作业要求,配套设施设备,设计并输入程序,全部由电脑控制、机械自动生产。
但是,据笔者了解,如山东等地近年发展起来的所谓金针菇“工厂化生产”,仅仅是设施化栽培,甚至最多只是半机械化生产而已,唯一不可或缺的低温出菇房也是人工控制温度的,其它的还要人工装袋、人工接种、人工采收等,这是不了解“工厂化生产”的真正含义和标准,也是被个别人“忽悠”及盲目投资的例证之一。
工厂化生产金针菇,一般投资约在千万元以上。
基本要求及程序如下:
1、设施要求:工厂化生产金针菇,应使用瓶栽,因此,除必要的原材料存放、办公等设施外,必须建造拌料装瓶室、灭菌室、冷却室、接种室、发菌室、搔菌室、催蕾室、控制室、生长室等,以及生产后期的分级包装室、废培养基清除室等。
全室内自动操作,不得有露天作业。
2、配套设施:水、电、汽等;均需有自备设备,以防万一。
3、设备要求:
3.1冷却室、接种室:设置冷却器,可将培养室温度控制在15~18℃。
装瓶室、挖瓶室可不用控温。
3.2发菌室、搔菌室:将室内温度保持在18~20℃,同时必须安装带定时的换气阀或全热交换器,2~3小时强制通风15分钟,排出二氧化碳。
3.3催蕾室:要求室温保持在10~14℃,空气相对湿度85%~90%,黑暗。
室内要设置冷却器、加湿器和吸、排气装置。
3.4控制室:使菇蕾培养成整齐、圆整而结实的金针菇的菇房,室温要求4℃左右,空气湿度80%~85%。
为使子实体的水分蒸发,要安装由上往下吹风的冷风机组。
3.5生长室为使金针菇菌柄伸长,子实体干燥发白,必须套上纸筒,同时室温要求6~7℃,室内要安装可控上下左右吹风的冷风机。
4、栽培瓶:容量750~1000毫升、口径7厘米的聚丙烯塑料瓶。
5、基质材料:采用硬质阔叶木屑和麦麸或米糠。
木屑需在室外一边洒水,一边堆积,任其日晒雨淋,使之自然腐熟,一般堆积4~6个月。
6、培养基制作:含水率60~65%。
机械自动装瓶,基料上紧下松。
装瓶结束后高压灭菌。
料瓶冷却到18℃左右接种。
7、菌丝培养:发菌室温度在18~20℃,空气相对湿度在60%,自动通风换气。
经20~22天,菌丝长满。
8、栽培管理
8.1 后熟搔菌:菌丝发满后,10℃条件下后熟培养10天,即行搔菌处理,搔菌后随即移入催蕾室。
8.2催蕾:搔菌后的菌瓶覆盖棉质布喷水保湿,保持10~14℃的温度、80%~90%的湿度条件,8~10天就可现蕾。
8.3控蕾:把已形成子实体、菌盖直径为1毫米、菌柄长3~5毫米的瓶子移入控制室,在室温4℃、空气湿度80%~85%的室内约放置10天左右。
初期3天吹0.8~1米/秒的强风。
其它时间要注意适量通风换气。
8.4生产管理:当子实体长到瓶口时移至生长室,过2~3天后,子实体就高出瓶口约2~3厘米,这时即将纸筒套在瓶口上。
套纸筒5~6天,子实体长到10厘米时,这时由上往下对菌盖吹风。
生长室的室温要求在6~7℃,空气相对湿度80%左右。
8.5采收:当金针菇长到15~18厘米长、菌盖内卷呈半球状、直径1~1.5厘米时,即可及时采收。
将基部切除所带基质,整齐码放或计量包装,即为商品。
9、采收后,菌瓶即被移入挖瓶室,机械自动挖瓶,然后清洗并进入装瓶室;废料移至处理室。