高温氧探头使用说明
PE氧探头说明书
PE CS/CCS系列氧探头使用说明书使用前务必仔细越多!1.准备:1.1 要确保氧探头顶部锆头部分运输安全,因此有一个塑胶部件用来代替原有的锆件,通过旋开外管,可以拿下塑料元件已安装原来的锆件。
锆件将放入一个小的塑料容器内运输,他将被装进测量单元的终端连接盒。
如果氧探头交付,准备安装,你会发现一个随附的包装,即以上说明的这一点。
注意:陶瓷外管和锆件上的安装孔是不对称的,可以通过轻微的旋转调整,使它们安装到一起。
在除去塑胶部分安装好锆件后,外管必须逆着弹簧压力旋回。
注意:1.1是探头出口包装的首选的方法。
CCS 2000型准备交货安装时锆件已不能移动。
1.2 氧探头使用必须提供参比气,氧探头有连接参比气的接口。
参比气可以从ESS-ELECTRONIC单元提供,但事先要用硅胶管将其与接氧探头连接起来。
我们建议硅胶管型4 × 1,5或3 × 1,5 。
如果需要烧炭功能(几乎所有渗碳气氛都是必要的),供气单元可以提供一定量的必要的烧炭气体。
更多信息查询5.22,5.23。
2. 氧探头的插入和安装氧探头可以直接插入热炉内,需要的步骤描述在(1)内一定要小心太热和易燃的炉内气氛外泄。
这些气体有毒或具有潜在的危险。
2.1使用软管连接参比气到氧探头,通过调节参比气流量,使参比气值流量大约为5-10l/h。
2.2连接控制器的两个插头(圆柱形,银色的接头,一个热电偶,一个为测量电压)。
一般配置如下:探头电压:2极插头,1为正,2为负;温度:4极插头,4为正,3为负;电机:5极插头,1,2和PE。
2.3连接运行电压适用于机械装置旋转,使用红色直角连接器(电机缓慢旋转—每小时2圈-几乎看不到)。
2.4从控制器的显示中观察升温及电压上升。
2.5当炉温达到要求,氧探头准备工作,有可能测量电压读数显示值过低或者过高。
这是一些残留污物蒸发的结果(油污等),正常情况通常在2-3小时后停止。
2.6必须控制正确的参比气流量。
氧探头的使用及维护
氧探头的使用及维护氧探头是一种关键的仪器,它可以监测氧气浓度,是很多实验和工作中必不可少的工具。
在本文中,我们将讨论氧探头的使用方式和维护方法,以确保其始终保持准确和可靠。
氧探头的使用方式使用氧探头之前,需要先了解其分类和使用方法。
根据氧探头的传感器类型和使用场景的不同,可以将氧探头分为以下两种类型:原位式氧探头原位式氧探头可以直接浸泡在待测液体或气体中,实时测量氧气浓度。
下面介绍使用原位式氧探头的步骤:1.准备氧探头:确认氧探头和测量器是否能够匹配,接好氧探头和测量器的连接线。
2.清洗待测液体或气体:先将待测液体或气体用纯水洗涤去除杂质,然后再放入测量器中,让其保持稳定状态。
3.安装氧探头:将氧探头插入测量器中,确保氧探头和待测液体或气体充分接触。
4.开始测量:测量器会自动读取氧气的浓度值,显示在屏幕上。
非原位式氧探头非原位式氧探头可以通过管道或者采样管测量氧气浓度,通常用于不适合用原位式氧探头的场合。
使用非原位式氧探头的步骤如下:1.准备氧探头:确认氧探头和测量器是否能够匹配,接好氧探头和测量器的连接线。
2.安装氧探头:将氧探头安装在想要测试的位置上,确保连接管道的接口可靠。
3.开始测量:测量器会自动读取氧气的浓度值,并显示在屏幕上。
氧探头的维护方法维护氧探头是很重要的,不仅有助于保持准确和可靠的测量结果,而且能延长其使用寿命。
以下是一些氧探头的维护方法:1.清洗:为保持氧探头的敏感度和准确度,需要定期清洗探头表面。
把氧探头取下,用干净的纱布轻轻擦拭,避免使用化学物质。
2.校准:为了保证氧探头的测量准确性,需要进行定期校准,可以使用纯的氧气或者空气进行校准。
3.避免过度使用:过度使用在一定程度上对氧探头的测量结果和外观造成危害,因此,需要合理使用氧探头,同时注意氧探头的保存方法。
4.存放:当未使用氧探头时,需要将其存放在专为储存氧探头的盒中,并在其表面抹上薄层的矽胶保护。
结论氧探头作为一种具有重要应用价值的工具,其准确性和可靠性对于实验和工作的成功至关重要。
高温探针测温仪使用方法

高温探针测温仪使用方法
1.探针要与被测物接触紧密,确保测量精度。
2. 探针在测量过程中要保持稳定,避免晃动或震动导致误差。
3. 测量过程中要注意防护措施,避免被高温烫伤。
使用步骤如下:
1. 将探针插入主机上的插头。
2. 打开仪器电源,等待数秒钟直到显示屏上出现温度值。
3. 将探针放入被测物表面,确保探针与被测物接触稳定。
4. 等待数秒钟,直到显示屏上的温度值稳定。
5. 取出探针,关闭仪器电源。
使用高温探针测温仪时,要保持仪器干燥清洁,避免水分或灰尘影响测量精度。
同时,在高温环境下使用时,要注意避开高温物体或火源,确保人身安全。
- 1 -。
氧分仪说明书
1001
9
1010
10
25.0%≤X≤49.9% 50.0%≤X≤100.0% 1 2 3 4 5 固 定 量 程 1% 固 定 量 程 10% 固 定 量 程 25% 固 定 量 程 50% 固 定 量 程 100% 0001 0010 0011 0100
0101
XX.X XXX.X X.XX X.XX XX.X XX.X XXX.X
主电源输入在 TB1 接线盒(在后面的上面)。 报警和量程 ID 是在接线盒 TB2 可以使用的 (在 后面的中间) 。电池后备和量程输出在 TB3 可以使用的(在后面的底部) 。
12
13
2.2 开始 2.2.1 通电前检查 分析仪和传感器的安装地方是否已没有可燃物质 分析仪和传感器的安装地方是否远离常出现下雨、滴水的地方。 所有的线路是否正确 确保气体的稳定性 样气排气孔的安装是否连结 样气气压是否适合 操作手册是否完全读完
1
图表 1 传感器 测量量程 显示
MODEL 5100 说明 内置加热器的微型氧化锆氧传感器 0-1%/0-10%/0-25%/0-50%/0-100%,O2 自动量程或固定量程 0.75''LED 数字显示 显示精度 :1%量程:.xx, 10%量程: x.xx,25%/50%/100% 量程: xx.x 系统状态 LED 指示灯:故障时为黄灯,正常和在线测量为绿灯。 Alarms 1 和 2 报警指示灯。 RS-232 通迅接口 模拟输出 4-20MA,0-10VDC(或 0-1VDC,0-5VDC) ;最大回
9
便于阅读数据和显示 LED 状态 容易进入到显示板按钮界面。 在底板里有充足的地方安装电气连线 分析仪不要置于水面,不利的温度或震动。确保分析仪在空气流通的区域里安装以防 止底板超过操作温度规格,不要在高温的地方安装分析仪或者传感器,不要阻塞分析 仪底板的通风窗。
HT999 型氧探头 说明书
HT999型氧探头(中外合作生产)使用说明书北京市培特永昌机电技术有限责任公司特别提示一轻拿轻放氧探头的核心部件是陶瓷件,磕碰和坠落很容易造成断裂,使氧探头失效。
二防止结碳氧探头端部积碳是造成失效的重要原因,严重结碳会造成氧探头永久性损坏。
1 在日常生产过程中,正确控制富化介质(煤油、丙酮、丙/丁烷等)通入量和不设定过高的碳势,对防止氧探头积碳具有重要的意义。
2 在炉罐(马弗炉)或炉砖(无马弗炉)渗碳初期,常常是积碳已经很严重了而氧探头输出电势并不高,此时一定要控制富化介质(煤油、丙酮、丙/丁烷等)通入量,不可过多。
否则氧探头会产生严重结碳。
3 如无把握,建议无马弗炉在新的或旧炉大修后的第一次炉砖渗碳时先不装氧探头,待炉子先吃饱碳后再装上氧探头。
4 对井式炉:长时间不用,每次重新开炉, 第一炉前, 炉罐必须先补碳,炉气碳势达到 1.0% 时炉罐补碳结束, 方可以装入工件。
补碳期间,氧电势上升的很慢, 该过程需要一定的时间才能完成, 这种情况一般在 930-1000 mV 期间比较明显。
此时应小心控制富化剂(如煤油)或丙、丁烷的流量, 不要因氧电势上升得慢而过分加流量, 避免碳黑和甲烷的过分增加引起碳势失控和使氧探头上产生严重结碳。
5 在工艺过程中采用定时烧碳黑措施,有助减少氧探头端部碳黑积聚。
6 若发现氧探头端部有碳黑积聚,也可以在炉子冷却情况下取出氧探头,用铁丝小心清除。
三本公司对以下几种情况不实行保修、保换:1 明显的人为损坏(如机械碰撞);2 碳势调节不当,致使氧探头前部严重积碳而使氧探头失效;3 未经许可,自行拆卸过的氧探头目录一概述------------------------------------------------------------ 1 二工作原理-------------------------------------------------------- 11 氧探头电势与炉气中氧分压之间的关系---------------------------- 12 氧探头电势与炉气碳势之间的关系(炉气碳势数学模型) -------------- 2三主要技术参数--------------------------------------------------- 4 四安装------------------------------------------------------------- 41 安装注意事项---------------------------------------------------- 42 安装接口-------------------------------------------------------- 53 接通参比气及自动除碳空气气路----------------------------------- 54 接线------------------------------------------------------------ 5五参比气的供应--------------------------------------------------- 6 六氧探头除碳黑的周期和空气的供应----------------------------- 6 七使用注意事项--------------------------------------------------- 7 八氧探头型号--------------------------------------------------- 8 九质量保证期----------------------------------------------------- 8一概述HT999系列氧探头由本公司与国外合作生产。
氧探头使现场用及注意事项
热处理氧探头现场检测维护1、探头机械性损坏的检测:现象:探头输出波动大,不稳定。
检查方法:1、拔下参比气管,观测此时氧探头氧毫伏输出值,如其在不到5秒时间内氧毫伏值下降超过500毫伏以上在,可判断探头氧化锆已出现裂纹或破损。
2、调节参比气流量计到10毫升/分钟,然后调节到超过600毫升/分钟,观察探头氧毫伏输出,如果其变化超过200毫伏,可判断探头氧化锆已出现裂纹或破损。
处理方法:探头报废,更换探头。
2、烧碳黑电磁阀关闭不严的检测:现象:1、探头输出值偏低。
2、当烧碳操作结束后,探头恢复时间较长。
检查方法:1、将烧碳黑气管拔下,将管口置于耳朵眼内,如还能听带轻微的气流声说明阀密封不严。
2、当烧碳操作结束后,探头恢复时间较长,拔下烧碳黑气管,让烧碳气孔敞开30秒,然后用一团石棉将气孔堵住,如果在敞开过程中或堵住后氧探头输出毫伏值立即明显上升,说明电磁阀关闭不严。
处理方法:处理电磁阀密封或更换电磁阀。
3、探头烧碳黑时间过短或不充分现象:1、探头在较高的输出值范围内波动。
2、经过定碳校准后,在较短时间内又出现较大偏差。
3、探头反应迟缓。
检查方法:1、启动烧碳黑,观察探头输出毫伏值,此时毫伏值应该下降低于500毫伏,理想状态应低于200毫伏。
如未能达到此标准,说明烧碳黑气量不足或较小。
处理方法:加大气量,检查管路是否泄露或折弯导致气量不足。
2、启动烧碳黑,观察探头输出毫伏值,使毫伏值处于最低值,并保持此值超过30秒,如烧碳结束,毫伏值仍然处于下降趋势,说明烧碳时间不够。
处理方法:延长烧碳时间。
3、启动烧碳黑,观察探头输出温度值,探头温度出现上升,但上升值不应超过50度,否则说明探头积碳严重。
处理方法:增加烧碳频率,延长烧碳时间。
4、炉膛含水或杂质对探头显示的影响:现象:当新炉升温或长假后从室温升炉时,预渗时间很长,显示值很高,但定碳显示碳势较低。
检查方法:1、首先观察氧毫伏值,如果其数值超过1000毫伏,观察排气燃烧火苗,当火呈现较多兰色并比较明亮时,说明炉内含水量较大,。
氧气检测仪的操作介绍

氧气检测仪的操作介绍概述氧气检测仪是一种用来检测空气中氧气浓度的仪器。
它广泛应用于各种领域,如医疗、制药、航空、地铁、煤矿等。
在使用过程中,操作人员需要掌握一定的基本知识和技能,以确保仪器的准确性和安全性。
操作步骤步骤一:准备工作在使用之前,需要进行一些准备工作:1.确认氧气检测仪的电量充足;2.检查氧气检测仪的传感器是否正常,如检查传感器的电极是否干净;3.将氧气检测仪校准到相应的氧气浓度标准。
步骤二:开机和设置1.按下仪器的电源按钮,等待仪器自检完成;2.进入设置界面,选择相应的检测模式和检测单位;3.设置报警阈值,可根据需要修改高于和低于阈值;4.完成设置后,返回主界面。
步骤三:测量检测1.手持氧气检测仪,将传感器端朝向检测的空气;2.按下检测按钮进行检测;3.在检测过程中,如仪器报警,则需要采取相应的措施,如调整工作环境或停止相关作业。
步骤四:结束和关闭1.检测完成后,关闭仪器;2.将氧气检测仪存放在干燥通风处,避免受潮和震动。
注意事项1.操作人员需要具备一定的安全意识和操作技能,如遵守操作规程、规范佩戴仪器等;2.操作人员需要定期进行维护和校准,如更换传感器等;3.在使用过程中,如遇到异常情况或仪器故障,应及时停止使用并交由相关人员处理;4.在操作过程中,应注意避免强烈的电磁干扰和高温环境等。
结语氧气检测仪的正确操作是保证其准确性和安全性的前提。
在操作过程中,操作人员需要按照步骤进行使用,并且要特别注意安全。
如有任何问题,应及时咨询相关专业人员。
SSI氧探头培训教材100107
3、氧探头破损检查: 参比空气停止后1.5~2分钟,读出氧探头电势。接上参比空气后读数增加 不超过20mv为正常。氧探头破损会导致氧探头升不上去,富化气流量异常。
安装位置:水平安装时,氧探头伸出墙壁距离约50~100mm,不得超出100mm,防止弯曲损坏。 垂直安装的,距离有效加热区上约50mm,推荐用间隔支撑套固定间距,防止落下损坏。
插入速度:刚开始一次性插入约100mm,后续插入速度1~2英寸每分钟。如果高温时取出疑疑似有问题的 氧探头,同样不要超过2英寸每分钟,取出后用绝热材料保护防止急冷损坏。
4、富碳气体的控制:富化气的流量进行控制,防止短时间通入大量富化气。
氧探头的寿命会因气氛碳势的状况而产生大的变化。超过基础气体的10%(MAX 15%以内) 渗碳气体通入时,没有分解的CH4就会产生,探头的白金电极起催化剂作用,生成CO附着 在ZrO2周围,导致测量CP值增大,处理品变浅;而且同时由于氧探头的白金电极的消耗
3、炉体处于有炭黑析出及积碳情况下,会促进电极的劣化,导致氧探头寿命缩短。在新炉烘炉 后先期预渗时,气氛碳势一般设定很高,会形成积碳状态。因此在原则上预渗时不得插入氧 探头,先期预渗后要炉子烧炭后或用载体气保持一段时间后才插入氧探头。生产总工艺上要 设置合理,防止炭黑析出,形成积碳。在氧探头保护管内积碳时,会导致氧探头损坏。
NPT 是 National (American) Pipe Thread 的缩写,属于美国标准的 60 度锥管螺纹,用于北美地区.国家标 准可查阅国家标准GB/T12716-1991。
氧探头使用及注意事项
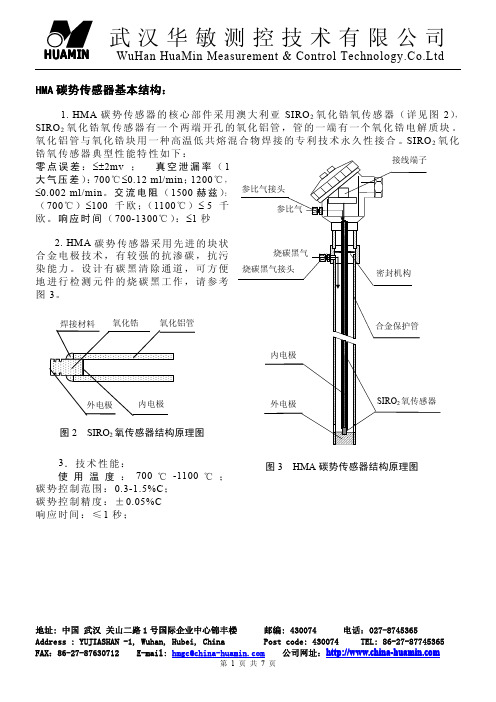
地址:中国武汉关山二路1号国际企业中心锦丰楼邮编:430074电话:027-*******HMA 碳势传感器基本结构:1.HMA 碳势传感器的核心部件采用澳大利亚SIRO 2氧化锆氧传感器(详见图2),SIRO 2氧化锆氧传感器有一个两端开孔的氧化铝管,管的一端有一个氧化锆电解质块。
氧化铝管与氧化锆块用一种高温低共熔混合物焊接的专利技术永久性接合。
SIRO 2氧化锆氧传感器典型性能特性如下:零点误差:≤±2mv ;真空泄漏率(1大气压差):700℃≤0.12ml/min ;1200℃,≤0.002ml/min 。
交流电阻(1500赫兹):(700℃)≤100千欧;(1100℃)≤5千欧。
响应时间(700-1300℃):≤1秒2.HMA 碳势传感器采用先进的块状合金电极技术,有较强的抗渗碳,抗污染能力。
设计有碳黑清除通道,可方便地进行检测元件的烧碳黑工作,请参考图3。
3.技术性能:使用温度:700℃-1100℃;碳势控制范围:0.3-1.5%C ;碳势控制精度:±0.05%C响应时间:≤1秒;氧化铝管氧化锆焊接材料外电极内电极图2SIRO 2氧传感器结构原理图图3HMA 碳势传感器结构原理图地址:中国武汉关山二路1号国际企业中心锦丰楼邮编:430074电话:027-*******碳势传感器的安装合理的安装是保证碳势传感器可靠运行的关键,许多使用问题均由于碳势传感器安装不当造成的,希望用户一定要特别注意这一点,安装碳势传感器请尽量考虑碳势传感器的安装要求:一、测量点:确定测量点是首要的工作。
应遵循如下几项原则:(1)选择测量点要求能正确反映炉内的气氛和温度,以保证碳势传感器输出信号的真实性,尽量避开回风死角。
(2)测量点不可靠近渗剂入口,特别是采用滴注式气氛时。
否则会造成碳势传感器检测值失真且波动,且很容易在碳势传感器表面形成碳黑,影响传感器使用寿命!不要过于靠近搅拌风扇,以免风扇的震动和气流的冲刷影响传感器的使用寿命。
GOLD PROBE 氧探头安装手册说明书

Copyright 2005Release A07/01/2005 GOLD PROBE氧探头安装手册INSTRUCTION MANUALM4501SSi SUPER SYSTEMS INC.(china)上海市长宁区仙霞路335号1#308室GOLD PROBE MANUAL目录介绍 (1)规格 (1)特性 (2)基本工作原理 (3)安装 (4)维护 (5)故障排除 (7)控制系统 (8)质保 (10)GOLD PROBE MANUAL1介绍感谢您在控制系统中选择SSi 的Gold Probe™。
Gold Probe™代表着碳传感器技术的最新水平,适合于在碳控系统中的碳势控制以及气体发生器的露点控制。
Gold Probe™有着独特的电气学测量结构,是一群有着将近20年气氛控制经验的应用工程师设计制造的经验和技术的结晶。
SSi 的工程师团队长期以来一直认识到传感器是气氛控制系统中最关键的部分,但是同时在传统意义上讲,也是控制系统中最薄弱的环节。
现在Gold Probe™将给你的整个控制系统带来了可靠,高度可重复性以及准确性的保障。
规格♦ 有效l%C 范围- .01 to 1.6%♦ 工作温度- 1200°F ~ 2000°F (649°C ~1093°C)♦ 稳定性- +/- 1 mVDC 以内♦ 电阻-小于 10 kohms @ 1700°F (927°C)♦ 有效输出- 0 to 1250 mVDC♦ 长度- 21 1/2", 25 3/4", 35" (546mm, 654mm, 889mm)♦ 重量- 3.7, 4.0, 5.8 lbs♦ 插入- 14.3", 18.6”, 20”or 27.8" (363mm, 472mm, 508mm,or 706mm)♦ 安装 1" (25.4mm) NPT♦ 套管直径.- 0.84" (1/2" pipe) (21mm, 13mm pipe)GOLD PROBE MANUAL2特性典型的氧化锆探头是由一个头部带有传感器的一端密闭的管型结构构成,可以整根管子都是氧化锆材质,也可以只是顶部为氧化锆,Fig.1 显示的G old Probe™的结构示意图,为了直观起见,省略了一些细节。
马拉松(北京)监控系统 氧探头 说明书

Systems Corp. (Beijing), Ltd.目录1 前言 12 拆箱 22.1按装箱单核对货物 23 安装 63.1安装位置的要求 63.2端口连接 64 使用 74.1插拔氧探头的要求74.2插拔氧探头的方法74.3参比气流量的确定75 氧探头的维护 85.1氧探头烧炭85.2烧炭气相关参数的确定115.3炉膛烧炭126 电极阻抗测试 137 氧探头的常见故障分析 148 解决故障的常见方法 159 售后服务 1910 质量保障 2011 常用碳势对照表 2112 保修卡 30地址:北京市西二旗城铁站广场西侧,马拉松公司(100085)网址:地址:北京市西二旗城铁站广场西侧,马拉松公司(100085)网址:1.前言感谢您选用马拉松公司的氧探头!作为氧探头专业制造商,马拉松公司已经向全球热处理用户提供了近5万支各种用途的氧探头,包括Carbonseer,Ultraprobe,Carbonking和由马拉松(北京)公司推出的“碳王”产品都经过热处理设备用户的严格考核。
无论在美国还是在中国,马拉松各个系列氧探头都是严格按照ISO9001体系管理规范的要求制造的。
马拉松(北京)公司具有从制造到服务所需要的所有技术和设备资源。
我们将为您及您的设备提供真正高质量的产品和及时有效的服务。
如果您对我们的产品和服务有任何意见或建议,请及时联络我们,我们将非常感谢并会立即作出反应。
在您收到马拉松氧探头后,请仔细阅读本手册,以便于更好的使用和维护。
2.拆箱这是一支可以在高温、恶劣情况下使用的氧探头。
在金属外管里面的陶瓷管及氧化锆头都是易碎的。
因此在取出氧探头时,您必须非常仔细,以免不必要的损坏。
为了将氧探头运输到使用现场,马拉松公司在包装上作了特殊的设计,以确保氧探头的安全运输。
包装箱由外部坚硬的纸盒及两块支撑氧探头的海绵垫组成,请务必保管好。
如果您要寄回氧探头检修,必须使用原包装。
请按如下程序取出氧探头:1. 将包装箱放置在平坦的面上2. 从上部打开包装箱外部的包装带或包装钉3. 移开上部的海绵垫4. 小心谨慎的取出氧探头5. 收拾好包装箱作为备用2.1 按装箱单核对货物每一个包装箱中应该包含以下的内容:z氧探头一支z检测报告一份z4芯插座一个z说明书(中英文,根据需要)一本z固定氧探头专用的管接头(选件)z根据用户需要专门定做的连接线(选件)在氧探头的头部,有一个标签,列出了该氧探头的型号、零件号和序列号。
SSI氧探头培训教材100107
3、氧探头破损检查: 参比空气停止后1.5~2分钟,读出氧探头电势。接上参比空气后读数增加 不超过20mv为正常。氧探头破损会导致氧探头升不上去,富化气流量异常。
2
Open the Quench Vestibule Door . The Vestibule Pilots must be lit when opening the Quench Vestibule Door.When the Quench Vestibule has burned out all it’s atmosphere, and the gases around the Furnace Door are burning, close
4、氧探头的精确度确认:定期进行温度系统效验并修正温度偏差。
定期用 CO2等红外气体分析仪测定或定碳片定碳进行确认。
5、氧探头的取出检查:约3个月一次, 在停炉时取出氧探头
进行ZrO2的扫除,点检;
Slide 9
检查氧探头是否弯曲,重新安装转动180度。
innovation on tradition
6、防渗碳剂使用时,防渗碳剂会附着在ZrO2上,导致不能接触炉气,从而不能测定气氛。 因此防渗碳剂的使用量应进行控制,可以参考防渗碳剂的使用说明以控制装料量。对于 长期做防渗涂料的情况,建议改用CO2方式控制碳势较好,氧探头适当通入N2保护。
7、连续炉有3个区间的,气氛控制测定放在后2个区间。 前面1区间气氛测定差值太大(温度、气氛很不稳定)。
防渗碳剂使用导致氧探头寿命变短。
马拉松氧探头操作手册
MS1操作手册一、介绍:氧化锆传感元件提供了一种唯一的测量热元件体O2的方法。
安装在一个探头上可以测量很低的O2浓度或是很大范围的氧浓度。
这个探头允许一种就地测量,测量的方式用以热环境。
二、技术说明碳测量是一种氧化锆的特别产品,设计用于在严酷的环境下操作,这种环境非常容易导致传感器过早的失效。
氮化锆传感物质是一个插头,它和一些低熔点物质一起被密封在一个铝管内。
传感面的电接触是通过维持外壳空腔底部的压力来实现的。
所以外壳是负极,而且是不能改变的。
任何改变外鞘的行为都会使外鞘探头破坏掉并导致保质期无效。
同时还提供周期性的燃碳装置,这是为了预防残碳的累计。
请看第5部分第6页。
三、操作原则外部电极暴露的气体内,如果探头温度在推荐的范围内,那么两极间会产生势差,依照两极间氧分压不同,根据公式:E=2.303(RT/4F)log10(P1/P2)(V)R—气体常数 1.987 cal/ C moll P1,P2—氧的分压(两极上)T—绝对温度F—法拉第常数(23.060 al/V equiv.)如果在一端的氧的分压已知那么通过势差就可以测出另外一端的氧的分压。
如果假设在炉内气氛中平衡状态占优势,那么有关碳传感的反应可以表现为:CO<<C+1/2O2同时响应的反应表现为:K=P O2*(Ac)/P co K—平衡温度常数P O2,P co分压,Ac为碳的活度——与温度、势能相关联的热动力的数值。
如果用碳传感器O2的输出来替换,我们可以建立关于传感输出和碳活度的关系:E=0.0992T R[log10(0.4577Ac/K/Pco)]MV最终的等于:E=0.0551T R[A-logPco+log10f(C%,T R)]+BA、B—常数TR—绝对温度()华氏度数表示的绝对温标)f—碳活度,作为碳势和温度常数四、操作范围电池内阻即电极间的电解质阻抗会随温度上升而呈指数下降,所以我们推荐电导率的降低,会使电势测量值使用温在1300 F以上。
氧探头的使用与保养

氧探头的使用与保养一、用途:渗碳炉,无氧化炉的炉内,氧分压的测定二、氧探头使用期限新探头使用期限原则一般为12个月,维修探头使用期限原则一般为6个月,期间,操作人员要定期检测,超过此期限使用,需加大检测频度,并详细记录三、安装位置及使用要求1、竖装时,氧探头必须保持垂直状态。
2、氧探头应该靠近控温热电偶放置。
3、安装位置应该尽量避免靠近或接触热源和风扇,避免装在激烈振动的地方。
4、应该尽量避免靠近富化剂的滴管或气管,最好置于这些进入管的上风口5、应该插入炉膛并距离炉墙热面50到150毫米,搅拌叶片下部约50毫米6、探头的检测孔不能和搅拌机的旋转方向一致,需朝向搅拌机的中心方向7、炉内气氛中不应有低熔点金属蒸气及S、P、CL等气体8、新炉在进行烘炉时,绝对不能安装氧探头9、炉内气氛在过度渗碳及积碳状态下会加速探头电极的劣化,因此,在时效处理过程中原则上也不能安装氧探头。
四、插入/拔出氧探头的要求在炉子处于热态的情况下,将氧探头插入炉内时,插入速度应该不超过100mm/8min,插入速度过快可能会引起热冲击,有可能损坏氧探头。
在氧探头的外壳上从进入端往下每隔20mm做一个永久性的标记,将氧探头插入炉内到第一个刻度线,并且将氧探头固定在该位置,然后每两分钟插入一次,每次一格,直到全部插入,然后旋转氧探头,将其固定在炉体上,确保气密性。
移出探头时,按20mm/2min的速度平稳移出五、推荐的参比气流量为240-470毫升/分(25-50升/小时)参比气的流量过大,会缩短氧探头的使用寿命,流量过小,则检测到的碳势低于炉内实际值,只要能够满足需求,流量越小越好。
六、氧探头工作在非常恶劣的气氛环境中,这些气氛会在氧探头的端部产生堆积物(炭黑或油烟)。
如果氧探头的探测端被堆积物覆盖所带来的结果将会提高碳势测量值的读数,控制器因而减少富化剂的通入量,降低了炉内的实际碳势,这通常会导致碳势控制设定值的提高,从而增加了渗碳过程。
ABB 燃烧氧气分析仪 Endura AZ20 系列探头 用户说明书

Rev1燃烧氧气分析仪Endura AZ20系列探头Azipod® CZࡼᔞழࠆૺᔞழຳგ።᎖ሚࡔၺᔞழࠆ)ຳგ*ࣖᄂࡼࢭݳါᅎᇹᄻ公司简介本公司是一家世界著名的仪器设计与制造公司,产品用于工业过程控制、流量测量、气体及液体分析以及环保应用。
作为过程自动化技术全球领袖ABB 的一员,我们为世界各地的客户提供专业的应用知识、服务及支持。
我们的宗旨是团队精神、高质量的生产、先进的技术以及无可比拟的服务与支持。
公司产品的质量、精度及性能来自于一百多年的经验,以及对于最新技术的创新设计与持久开发。
公司经营的10家流量校准厂中包括 UKAS 校准实验室0255号,代表着我们对于质量与精度的追求。
本手册中的信息仅用于帮助我们的用户高效地使用本公司生产的设备。
严禁将本手册用于任何其它目的,未经技术发行部事先许可,不得全部或部分复制本手册的内容。
健康与安全为了确保我们的产品安全而不影响健康,务必注意以下各点:1. 使用前必须仔细阅读本说明书的有关章节。
2. 必须遵守容器或包装上的警告标签。
3.必须由经过适当培训的人员按照所列信息进行安装、操作、维护及保养。
4. 务必遵守一般安全注意事项,以避免在高压与/或高温下运行时发生事故。
5. 保管化学品时必须远离热源,避免极高/极低的温度并保持粉尘干燥。
务必采用一般安全使用程序。
6. 在废弃化学品时,切勿混合两种不同的化学物质。
有关本手册所述设备使用的安全事项或任何相关的危害数据表(适用时)可以从本公司取得,地址如封底所示,同时提供保养及备件信息。
݀ৌㅔҟᴀ݀ৌᰃϔᆊϪ⬠㨫ৡⱘҾ఼䆒䅵Ϣࠊ䗴݀ৌˈѻક⫼ѢᎹϮ䖛ࠊǃ⌕䞣⌟䞣ǃ⇨ԧঞ⎆ԧߚᵤҹঞ⦃ֱᑨ⫼DŽ Ў䖛㞾ࡼ࣪ᡔᴃܼ⧗乚㹪ABB ⱘϔਬˈ៥ӀЎϪ⬠ഄⱘᅶ᠋ᦤկϧϮⱘᑨ⫼ⶹ䆚ǃ᳡ࡵঞᬃᣕDŽ ៥Ӏⱘᅫᮼᰃಶ䯳㊒⼲ǃ催䋼䞣ⱘ⫳ѻǃܜ䖯ⱘᡔᴃҹঞ᮴ৃ↨ᢳⱘ᳡ࡵϢᬃᣕDŽ݀ৌѻકⱘ䋼䞣ǃ㊒ᑺঞᗻ㛑ᴹ㞾Ѣϔⱒᑈⱘ㒣偠ˈҹঞᇍѢ᳔ᮄᡔᴃⱘ߯ᮄ䆒䅵ϢᣕЙᓔথDŽ݀ৌ㒣㧹ⱘ10ᆊ⌕䞣᷵ޚॖЁࣙᣀ UKAS ᷵ޚᅲ偠ᅸ0255োˈҷ㸼ⴔ៥ӀᇍѢ䋼䞣Ϣ㊒ᑺⱘ䗑∖DŽEN ISO 9001:2000䆕к㓪োQ 05907EN 29001˄ISO 9001˅ᛣ߽Lenno – 䆕к㓪ো9/90A㣅Stonehouse⇨ᅝܼ ᴀҾ఼ヺড়CEI/IEC 61010-1:2001-2Āᇍ⫼Ѣ⌟䞣ǃࠊঞᅲ偠ᅸՓ⫼ⱘ⬉⇨䆒ⱘᅝܼ㽕∖āЁⱘ㽕∖DŽབҾ఼ⱘՓ⫼ᮍᓣϢᴀ݀ৌ᠔䇈ᯢⱘϡৠˈ߭䆒ᦤկⱘֱᡸৃ㛑㹿⸈ണDŽヺোϟ߫ヺোৃ㛑ߎ⦄Ҿ఼ᷛㅒϞ˖电气安全本仪器符合CEI/IEC 61010-1:2001-2“对用于测量、控制及实验室使用的电气设备的安全要求”中的要求。
氧探头说明书
目录 (1)前言 (2)产品型号简介 (2)技术指标 (2)结构特点............................2 (3)基本工作原理 (3)氧探头的安装........................3 (4)氧探头的维护 (5)氧探头故障分析及维修................5 (6)新装氧探头的调校 (6)氧探头的质量保证 (7)碳势毫伏值与温度对照表一 (8)碳势毫伏值与温度对照表二 (9)碳势露点与温度对照表....................10氧探头使用目录1-10页1感谢您在热处理渗碳工艺自动控制产品中选择SMEIM 氧探头。
SMEIM 氧探头在国内具有领先的制造技术和优良的品质管理保证,因此能适合各种渗碳气氛、工艺以及应用环境。
SMEIM 氧探头具有多项专利技术,独特的测量电极结构、整体基座和漂亮的外观造型,由表及里的体现出其优秀的品质。
SMEIM 氧探头可以确保气氛控制的可靠性、重现性和控制精度。
SMEIM 氧探头的品种和规格的完备,因此更能适应各种气氛和各种炉型控制设备的要求。
FRQ 型,球型锆头结构。
举例:FRQ5256 外电极外径Φ25mm ,长度600mm ,无热电偶;FRH 型,进口焊接锆管。
举例:FRH7258K 外电极外径Φ25mm ,长度800mm ,装K 型偶;产品型号简介碳势测量范围:0.01%~1.60%Cp ; 使用温度范围:700~1100o C 氧势输出精度:±1mv ; 输出范围:0~1250mv ;外电极直径:Φ25mm 、Φ22mm ; 安装方式:1"和3/4"管螺纹;技术指标前言FRQ 型氧探头的关键元件是一个精度高达0.01µ的氧化锆球。
电极环行的刃口保证了与锆球接触的良好,锆球与磁管经过精密研磨实现相对高强度密封。
密封强度决定氧探头的质量。
结构特点2氧化锆球清洗气路参比气路外电极内电极磁管3FRH 型的传感器部分的关键元件是将一个柱状的氧化锆镶嵌在一根瓷管的头部并用特殊焊接剂将其焊接在一起,以实现完全密封。
测温、定氧、定氢各系统操作规程(贺利氏)版
测温系统操作规程1.正确操作:Digitemp 测温仪表DTK01-A-Ⅱ(以下简称:测温仪表)、外补偿导线〔R/S、B〕、测温枪三者之间连接。
测温仪表外接电源:220V。
2.将测温仪表后视的电源开关翻开到“ON”一挡。
3.检查使用的探头偶丝分度号〔Type: R、S、B〕与测温仪表内标准配置的设定(Type: R、S、B)是否同号;假设觉察不同号,请用专用钥匙翻开测温仪表盖,取出T2202 电源放大板依据“ON”或“OFF”进展设置调整到同号;然后,将该板插进去并关上仪表盖就完成。
特别一提:“B 型探头”肯定要配“B 型的内外补偿导线及B 型接插件”。
4.将探头轻轻地插入测温枪后并略微旋转;此时,信号指示灯消灭:红灯“灭”、绿灯“亮”;测温仪表上指示灯也显示:红灯“灭”、绿灯“亮”状态。
这时,该系统已进入预备测量状态。
〔望使用方:每次测量之前必需观看信号指示灯中“绿灯”是否“亮”〕。
5.测量之前,应停顿在钢包中加料,或必需等加料熔清并搅拌均匀1~2 分钟;同时,关闭氩气管道或开到最小流量;确保钢包中钢水安静,才开头进入测量。
6.将测温枪以插入角大于70°插入钢水中进展测量〔如遇渣壳硬,应先破渣〕,探头应插入深度为300~500mm 。
此时,测温仪表上指示灯和信号指示灯均消灭:绿灯“灭”、黄灯“亮”。
说明该系统正对钢水进展测量状态。
7.操作工应用力稳住测温枪约3~6 秒钟;此时,测温仪表上指示灯与信号指示灯同时消灭:黄灯“灭”、红灯“亮”;这时,听到安装在现象的蜂鸣器的“嘟”的响声,提示“测量完毕”,应马上提起测温枪取下探头,以防探头余热过高影响测枪的接插件使用寿命。
8.测量时应避开将探头遇到钢包的炉壁等,否则影响探头测量成功率及显示的数据不具代表性与有效性。
9.探头寻常堆放在通风干潮的仓库内,使用时放在炉子的旁边以防吸潮而影响测量精度。
10.同一支测温枪可以连续测量5 次以上,以检验探头的复现性〔重现性〕推断探头的质量好坏。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
请用户仔细阅读说明书后再使用高温氧探头
一、概述
高温氧探头是指使用温度在1000℃——1700℃范围内的测氧传感器。
主要是使用在玻璃炉窑,特种陶瓷炉窑,特种钢轧钢炉,真空炉测氧以及其他高温测氧场合。
其他特点是:
⑴使用进口焊接式氧化锆传感器,具有良好的密性。
热震性和机械性能。
⑵由于使用温度高,外面的保护管使用刚玉管(一般氧探头使用高温合金管)
⑶内外电极采用比较粗的铂金丝来代替镍洛合金丝和管。
所以生产成本比较高。
所以高温氧探头的价格要比一般氧探头高得多。
⑷一般氧探头由于合金管的热胀冷缩,为了保证传感器的良好电气接触性,传感器在弹簧的推力下,可作数毫米的移动,移动间隙可用真空脂或硅橡胶圈密封。
在一般渗碳炉中完全可以实现密封。
而在真空炉中则会发生严重渗漏。
高温氧探头是完全气密的,又可以在1200℃以上的温度中使用,可以适用于真空炉。
(5)高温氧探头有A,B两种。
A:只有一个气路,也就是参比气路(空气含氧量20.9%)
B:有两个气路
(1)参比气路(空气-含氧量20.9%)
(2)标准气路(通入标准气对氧探头进行校对)
标准气路相当于一般氧探头的自动除碳气路,由于高温氧探头使用温度很高,如果通入空气燃后温度猛然升高会造成刚玉管和传感器的损坏。
如果通入1%氧含量的标准气,和1PPM 氧含量(百万分之一)的标准气,可以对测氧仪数据进行校正。
一般在工业现场用的高温氧探头都采用A型,因为现场采用标准气校正仪表十分困难。
因为现场很难提供合格的标准气。
现场操作常常采用一根标准氧探头来校队仪表,我们认为标准氧探头是基准,其他氧探头都采用标准氧探头来校队仪表。
过程是这样的,把要校正的氧探头卸下来,把标准氧探头装上去等信号稳定后就可以对仪表进行校正,
只有在特定条件下可以采用B型氧探头,如实验等。
二.工作原理
焊接时的氧化锆传感器,氧化锆内外两侧分别处在两种不同的气氛中,管子内部通的是参比气(空气含氧量为20.9%)管子外部是放置在炉窑气氛中。
当温度低于750℃时氧化锆内阻为无限大,探头开路,仪表上显示的数据无意义。
当温度超过750℃时,氧化锆成为固体电解质电池,由于锆头内外侧氧分压不同,在内外电极上产生浓差电势E,E的大于符合Nernst 方程
E=0.215×T×Ln(P01/P02)=0.215×T×Ln(0.2095/P02)
其中:E为浓差电势(mV);T为氧化锆温度(K°),
P01为参比气(空气)中的氧分压。
(0.2095)
P02为炉内气氛中的氧分压;0.2015为热力学常数(mV)
测量浓差电势E(氧势)及温度T,可以通过公示(1)计算出炉内气氛中的氧分压(即氧的浓度)。
特别要说明的是用高温氧探头来测控炉气中的含氧量时一般是为了解决氧化问题。
再这样的情况下不建议用户直接控制含氧量方法,用仪表来测控氧势往往更加合理,控制精度也是更高。
只要知道氧探头的氧势及温度,就可以通过仪表及查附表(氧势,温度,氧分压对照表)知道炉内的含氧量。
三.主要技术参数
(1)使用温度范围1000℃-1700℃
(2)测氧范围21%-10-24
(3)响应时间小于1秒
(4)1000℃时新探头内阻小雨1K
(5)新探头之间毫伏数偏差小于3mV(1000℃以上)
(6)参比气流量50-300ml/min
(7)使用寿命大于12个月
四.安装
1.高温氧探头必须正确安装才能测量到真实的氧势(含氧量),一般要求探头插入炉膛内80-100mm,用户在选用氧探头时要根据实际情况来选择氧探头的长度及直径(粗细)。
炉子产生厂家在设计炉子时应考虑氧探头的安装位置及使用探头的长度。
2.高温氧探头的保护管是刚玉管,不同于一般氧探头的耐高温合金管。
其优点是不会弯曲形变,缺点是装卸时容易断裂。
所以安装氧探头的管道必须选用耐高温的陶瓷材料,遭高温情况下不会形变,而且尺寸应该宽松一些,这样在拆卸杨探头时刚玉管和传感器不容易断裂。
3.探头带有1英寸(或3/4)NPT管螺纹安装接头,可以与炉窖的安装实现良好的对接,调整探头插入长度后拧紧固定螺母,探头就固定了。
4.探头的电气连接采用带自锁功能的探头,一般插头输出两根线,一根是氧电势的正极(+),另一根是负极(—)。
插头连接线应采用屏蔽导线防干扰。
插头插入后一定要检查是否自锁,否则容易造成接触不良,信号跳动。
电器插头时间长了及时更换,旧插头插在新探头上常常会信号不正常,所以更换新探头时一定要更换新插头。
5.参比气一般由维护依提供,维护仪的安装位置与探头的距离一般是这样考虑的,如果用软管连接一般要求小于3米,如果采用铜管连接一般要求小于20米。
五.探头的型号
1.HT900 澳大利亚原装进口直径:16mm 长度:900mm
安装螺母:3/4”
2.HT800 澳大利亚原装进口直径:16mm 长度:800mm
安装螺母:3/4”
3.BBCC-HT900 澳大利亚直径:19mm 长度:900mm
安装螺母:1”
4.3.BBCC-HT800 澳大利亚直径:19mm 长度:800mm
安装螺母:1”
特殊尺寸可根据用户需要定制。
六.注意事项
1.高温氧探头的核心部件及保护套管都是陶瓷材料,使用时应该尽量避免骤冷骤热,防止激烈的震动及碰撞。
2.探头应在炉子冷却时装卸,如果必须在高温下装卸,必须慢慢插入或者慢慢拔出,一般要求15分钟至30分钟时间。
3.通入参比气的容量一般在150ml/min-200ml/min,不得超过300ml/min,否则容易造成瓷管爆裂,应尽可能采用微量气泵作为气源并用小流量计限流。
4.保持参比气路的通畅,参比气路发生泄漏或者堵塞时都会造成信号明显下降,短的气路对维修带来极大的方便。
5.保持探头电路连接良好,防止短路、短路及接触不良。
每次更换新探头时都要及时更换新插头,连接线要采用屏蔽导线防止干扰,还要注意高温烤焦导线引起漏电等。
6.结碳和粉尘堆积是造成信号失真的主要原因,当氧化锆传感器上结满碳和粉尘后,就相当于给眼睛蒙住了,信号当然要失真。
具体处理方法最好是给氧探头装一个防尘罩,过一段时间更换一下,其次是采取措施减少炉内的烟尘和粉尘,采用这两种方法都能极大的延长探头的使用寿命。
7.手工除碳,手工除尘,就是把氧探头从炉子上卸下来用手工方式把堆积在氧化锆上的粉尘除去,需要指出的是非常仔细和小心,不要损坏探头。
特别是要把氧化锆正面约直径为5mm 的圆形面上清除干净。
8.氧探头的安装孔必须留有做够的空间,保证氧探头能方便装卸,如果孔太小,装卸时往往会咬死。
一不当心探头就会损坏。
如果缝隙较大,中间可以垫一些隔热材料。
9.用户在任何情况下都不要自己拆卸氧探头,否则会造成无可挽救的损失。
10.炉子本身的故障如漏气、漏水、管道堵塞,风扇异常都会造成信号失真,只要排除这些故障就可以恢复正常。
七质量保证期
高温氧探头的质量保质期为一年,时间从出场日期算起,在质量保证期内对非人为因素造成的损坏实行保修。
警告:请用户注意本公司对以下几种情况不实行保修。
(1)参比气不用流量计限流或使用大流量气泵作为气源。
(2)炉子隔热不良且探头安装不当,探头外面的头部温度超过100摄氏度造成头部烧损。
(3)探头从炉子上卸下来时造成探头断裂。
(4)用户拆卸过的氧探头。
(5)其他明显的人为损坏。