丝锥基础知识优秀课件
丝锥基础知识培训概述.39页PPT
1、不要轻言放弃,否则对不起自己。
2、要冒一次险!整个生命就是一场冒险。走得最远的人,常是愿意 去做,并愿意去冒险的人。“稳妥”之船,从未能从岸边走远。-戴尔.卡耐基。
梦 境
3、人生就像一杯没有加糖的咖啡,喝起来是苦涩的,回味起来却有 久久不会退去的余香。
丝锥基础知识培训概述. 4、守业的最好办法就是不断的发展。 5、当爱不能完美,我宁愿选择无悔,不管来生多么美丽,我不愿失 去今生对你的记忆,我不求天长地久的美景,我只要生生世世的轮 回里有你。
Байду номын сангаас
1、最灵繁的人也看不见自己的背脊。——非洲 2、最困难的事情就是认识自己。——希腊 3、有勇气承担命运这才是英雄好汉。——黑塞 4、与肝胆人共事,无字句处读书。——周恩来 5、阅读使人充实,会谈使人敏捷,写作使人精确。——培根
丝锥基础知识培训

工作原理简述
01
丝锥通过旋转和轴向进 给运动,将切削刃逐渐 切入工件材料。
02
03
04
随着丝锥的旋转,切削 刃不断切削材料并形成 螺纹。
校准部分随后进入工件, 对螺纹进行校准和修整。
切削过程中产生的切屑 通过排屑槽排出。
使用注意事项
01
02
03
04
选择合适的丝锥类型和规格, 根据工件材料和螺纹要求选择 合适的切削速度和进给量。
根据螺纹规格选择
在满足加工要求的前提下,应尽 可能选择加工效率高、精度高的 丝锥类型和相应的加工方法。
考虑加工效率和精度
优质的丝锥具有更好的耐用性和加 工性能,选择知名品牌和质量可靠 的丝锥有助于提高加工质量和效率。
02 丝锥结构与工作原理
整体结构剖析
01
02
03
柄部
丝锥的夹持部分,用于传 递扭矩。
后续学习建议
深入学习丝锥相关理论知识,了 解丝锥的最新发展动态和技术趋
势。
多进行实际操作练习,熟练掌握 各种丝锥的使用方法和技巧。
参加更高级别的培训课程或研讨 会,与同行交流学习,不断提升
自己的专业水平。
THANKS FOR WATCHING
感谢您的观看
03
02
润滑防锈
定期对丝锥进行润滑,使用防锈油 或润滑脂涂抹在丝锥表面。
妥善保管
将丝锥放置在干燥、通风的地方, 避免与硬物相互碰撞。
04
故障排除方法
断丝锥 螺纹乱牙 丝锥崩齿 切削力过大
若丝锥断裂在工件中,可采用取出器或钻孔法等方法取出断丝 锥。
调整切削参数、确保丝锥与工件垂直、使用导向套等方法防止 螺纹乱牙。
采用精密的机械加工设备,对 丝锥进行车削、铣削、磨削等
丝锥培训PPT课件

方伟2011年8月
金万众杭州办事处
攻丝条件
攻丝条件
丝攻 被削材 机器设备
切削条件 切削液
方伟2011年8月
材质 种类 精度・形状 材质 形状・硬度 设备 刀把 被削材支撑物 切削速度 低空径・螺纹长度 攻丝方式 切削个数 种类 给油方式
金万众杭州办事处
丝攻的条件表
被削材
低碳素钢 C0.2%以下
中碳素钢 C0.25~0.40%
方伟2011年8月
金万众杭州办事处
需求 高速化 長寿命化 切削油 被削材
攻丝加工动向
动向
车床 (10m/min)
M/C (40m/min)
同步进给机床 (100m/min)
材 質 SKH58 SKH53 CPM 超硬
表面处理
氧化处理 氮化处理
TiN
TiCN
不水溶性 水溶性 噴霧 干式 (防止火灾、降低成本、环境問題)
丝锥的种类及特点
分類
直槽丝锥
特長
・排屑槽為直槽 ・刃先強度大 ・切削部長度容易選定 ・容易複磨
用途
・較高硬度的材料 ・易引起工具磨損的材料 ・切屑成粉状的材料 ・攻絲深度較短的通孔、盲孔
刃倾角丝锥
・排屑槽前端為刃傾角 ・切屑向前方排出 ・切屑不会堵塞 ・抗折損強度大 ・鋒利性好
・切屑連続呈巻曲状的材料 ・通孔
高碳素钢 C0.45%以下
合金钢
SCM
切削速度(m/min)
直槽丝攻 螺旋槽丝攻 先端丝攻
8~13 8~13 15~25 7~12 7~12 10~15 8~ 9 8~ 9 8~13 7~12 7~12 10~15
参考综合型录
方伟2011年8月
金万众杭州办事处
攻丝与套丝ppt课件
ppt课件
9
2.攻螺纹的操作方法
• 先将螺纹钻孔端面孔口倒角,以利于丝锥切入。 • 先旋入一两圈,检查丝锥是否与孔端面垂直(可
用目测或直角尺在互相垂直的两个方向检查) • 然后继续使铰杠轻压旋入。 • 当丝锥的切削部分已经切入工件后,可只转动而
不加压,每转一圈应反转1/4圈,以便切屑断 落,如图所示。
• 起攻、起套操作正确,两手用力均匀及掌握好最大用力限 度是攻螺纹、套螺纹的基本功之一,必须用心掌握。
ppt课件
16
【实训操作与思考】
• 根据要求计算底孔直径并在钢件、铸件上钻底孔、 攻螺纹。
• 按图所示双头螺纹柱计算圆杆直径,并在圆杆上 套螺纹。
ppt课件
17
ppt课件
10
ppt课件
11
• 攻完头锥再继续攻二锥、三锥。
• 每更换一锥,先要旋入一两圈,扶正定位,再用 铰杠,以防乱扣。
• 攻钢料工件时,加机油润滑可使螺纹光洁,并能 延长丝锥使用寿命;对铸铁件,可加煤油润滑。
ppt课件
12
3.套螺纹前圆杆直径的确定
• 圆杆外径太大,板牙难以套入;太小,套出的螺 纹牙形不完整。因此,圆杆直径应稍小于螺纹公 称尺寸。计算圆杆直径的经验公式为
4.板牙架
• 板牙是装在板牙架上使用的,如图所示。 • 板牙架是用来夹持板牙、传递扭矩的工具。工具厂按板牙
外径规格制造了各种配套的板牙架,供选用。
ppt课件
6
攻螺纹与套螺纹的方法
1.攻螺纹前要是切削金属,但也有挤压金属的作
用。因此攻螺纹前的底孔直径(即钻孔直径)必
须大于螺纹标准中规定的螺纹内径。
ppt课件
丝锥基础介绍ppt课件

挤压丝锥的优点 •不产生切屑,故不存在排屑问题 • 螺纹表面质量提高 • 切削速度提高 (约可翻倍) • 丝锥寿命提高 • 加工盲孔通孔没有区别
挤压丝锥使用的局限性在于受工件材料限制
•脆性材料 (i.e. 灰铸铁) 都不合适 • 工件材料延伸率至少要达 10%
5
外形比较
机加丝锥
Gewindebohrer
Gewindefurcher
挤压丝锥
6
螺纹比较
挤压成型
切削形成
材料晶相纤维没有被破坏
材料晶相纤维被破坏
7
挤压成型示意图
8
挤压成型实例图
9
2.本身特征: 1)柄径:粗柄丝锥和细柄丝锥 2)螺距:粗牙丝锥和细牙丝锥
3)槽型:直槽丝锥、螺旋槽丝锥、螺尖丝锥
等影响使用性能的缺陷。
8. 序检:工艺规程 总检:产品图
16
五、打字打标 厂标 材质 规格 螺距 中径等级 TDC HSS M6 × 1 — H2
解释:一个外径为6毫米的公制丝锥,螺距是1毫米, 中径等级为H2。
17
谢 谢!
18
12
2.柄部: 传递扭矩
3.颈部(退刀槽):方便砂轮的进出(粗柄有,细 柄没有)
4.方尾:配合机床起定位作用
5.沟槽: 作用:切削、容屑、排屑
槽型: 直槽丝锥 螺旋槽丝锥 螺尖丝锥
13
内螺纹的形式:通孔和盲孔
丝锥的形式及丝锥导向部分的长度的选择 要依据工件的材料和螺孔的形式来确定.
排方向屑: 直槽丝锥 螺旋槽丝锥 螺尖丝锥 挤压丝锥
下
上
下
无
排
攻丝基础知识PPT课件

2)当丝锥切削部分进入工件后,应停止施加压力,而靠 丝锥螺纹自然进给攻丝。
3)机攻通孔螺纹时,丝锥的校准部分不能全部攻出头, 否则在反转退出丝锥时,会使螺纹产生烂牙。
3.攻丝结束后,要检查螺纹是否符合要求。
四、攻丝时常见问题及防止方法(见表7-7)
攻丝基础知识
一、螺纹的基本知识 1.螺纹的形成和类型
2.螺纹的主要参数
二、常用的攻丝工具(见表7-3)
三、攻丝的步骤和方法 1.攻丝前的准备工作(见表7-4)
2.攻丝工作 (1)手工攻丝工作(见表7-5)
(2)机动攻丝工作机动攻丝工 Nhomakorabea与手工攻丝的过程相似,在机动攻丝时,要 注意以下几点:
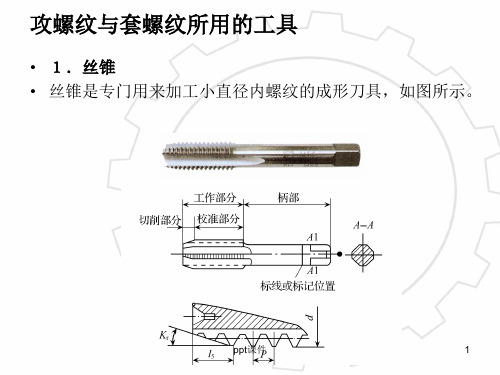
丝锥

新型结构
新型结构
为了提高丝锥的切削效率、改善容屑和排屑状况,减少崩齿和折断,现代丝锥有多种新型结构。 丝锥①螺尖丝锥:切削部分磨有斜槽,形成负的刃倾角(见刀具),切削时切屑向前排出,适于加工通孔。 ②螺旋槽丝锥:容屑槽为螺旋形,在加工盲孔右旋螺纹时,丝锥要制出右螺旋容屑槽,使切屑向前排出,不 刮伤螺纹。 ③无槽挤压丝锥:靠挤压孔壁时金属的塑性变形形成螺纹,主要用于加工铝合金、铜等塑性材料,也可加工 低碳钢和不锈钢。丝锥前端的挤压锥部是锥形螺纹。为了减少摩擦、降低挤压力,丝锥断面做成多边形。挤压丝锥 强度高,特别适于加工直径在6毫米以下的小规格螺孔。 ④跳牙丝锥:沿刀齿螺旋线方向相间磨去一齿,因而增大了切屑厚度,有利于断屑和排屑,用于加工不锈钢 等工件。 ⑤内容屑丝锥:切屑从丝锥的内孔中排出,用于加工大规格螺孔。 ⑥自动收缩丝锥:攻丝完毕后丝锥刀齿能自动向内收缩,以便快速退出。 ⑦拉削丝锥:是一把刀齿分布在螺旋线上的拉刀,常用于加工梯形和方牙螺纹。
组成部分
组成部分
螺母丝锥机用和手用丝锥是切制普通螺纹的标准丝锥。中国习惯上把制造精度较高的高速钢磨牙丝锥称为机 用丝锥,把碳素工具钢或合金工具钢的滚牙(或切牙)丝锥称为手用丝锥,实际上两者的结构和工作原理基本相 同。通常,丝锥由工作部分和柄部构成。工作部分又分切削部分和校准部分,前者磨有切削锥,担负切削工作, 后者用以校准螺纹的尺寸和形状。
功能特点
功能特点
丝锥丝锥通常分单支或成组的。中小规格的通孔螺纹可用单支丝锥一次攻成。当加工盲孔或大尺寸螺孔时常 用成组丝锥,即用 2支以上的丝锥依次完成一个螺孔的加工。成组丝锥有等径和不等径两种设计。等径设计的丝 锥,各支仅切削锥长度不同;不等径设计的丝锥,各支螺纹尺寸均不相同,只有最后一支才具有完整的齿形。
丝锥基础知识ppt课件

*
丝锥的容屑槽 容屑槽
难于充分确保容屑槽 ・切屑的排出不良引起崩刃、折损 ・切削油的浸透不畅引起 熔着、磨耗
丝锥外径
底孔
*
熔着的原因
被切削材、切削油
摩擦热过大
熔着
调整丝锥型号、表面处理、切削油
*
啃削、咬削的原因
丝锥型号不适当 切削部位长度等 熔着 (例 S15C,SUS304 ,铝) 表面处理,丝锥诸角度不适当 切削油、注油方法 切屑堵塞(加工深度)
W系
Mo系
分类
*
丝锥材质及寿命
*
高 硬 度⇒耐磨耗⇒长寿命化
低摩擦系数⇒发热小⇒防止熔着 ⇒高速切削
丝锥的表面処理
水性化、干式加工化对策
*
目的是提高工具性能 ☆耐磨耗性 →提高表面硬度防止磨耗 ☆抗熔着性 →防止被削材的熔着、烧伤 ☆降低摩擦系数 →降低被削材的摩擦热
攻丝深度
15mm附近急激增大
切削扭力
*
攻丝长度及耐久性
丝锥 :TIN-NRT 尺寸 :M3X0.5 被切削材 :SPCC
切削油 :无 底孔直径 :φ2.75 切削速度 :10m/min 机床 :立型M/C
1
1.6
2
3
攻丝长度 (mm)
80,000
60,000
40,000
*
内螺纹的【啃削】
什么状況下?
改善・对策は?
○提高切削性能 ○降低摩擦系数・热 ○表面処理的活用 ○提高切屑排出性能 etc
○重选切削油 ○修正切削油的注油方法 ○修正底孔直径 ○修正进给机能 etc
*
孔扩大的原因
切屑堵塞 丝锥、底孔直径大、底孔深度大、切削油 熔着 表面处理、反熔着性高的切削油、前角 切削条件・使用方法的不适当 跳动、进给速度、马力 丝锥的选定不合适 恰当的精度 丝锥的再研磨不恰当
丝锥基础知识

第一部分基础知识第一章度量当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch), 相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。
1公制计量:(10进制)1m =100 cm=1000 mm1 cm0 1 23 4 5 67 89 10 mm2、英制计量:(8进制)1英寸=8英分 1 英寸=25.4 mm3/8X 25.4 =9.521/16 3/16 Illi5/161 17/16 9/161 1 1 1 111/16 13/16IIII15/16i i0 1/8 1/4 3/8 1/2 5/8 3/4 7/8 1 inch3、1/4 以下的产品用番号来表示其称呼径,如:4#,5#,6#,7#,8#,10#,12#第二章螺纹、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。
根据其结构特点和用途可分为三大类:(一)、普通螺纹:牙形为三角形,用于连接或紧固零件。
普通螺纹按螺距分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。
(二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。
(三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。
、螺纹配合等级:螺纹配合是旋合螺纹之间松或紧的大小,配合的等级是作用在内外螺纹上偏差和公差的规定组合。
(一)、对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三种等级:1B、2B和3B级,全部都是间隙配合。
等级数字越高,配合越紧。
在英制螺纹中,偏差仅规定1A和2A级,3A级的偏差为零,而且1A和2A级的等级偏差是相等的。
等级数目越大公差越小,如图所示:7H 。
(日标螺纹精度等级分为I 、II 、山三级,通常状况下为II 级)在公制螺纹中,H 和 h 的基本偏差为零。
G 的基本偏差为正值,e 、f 和g 的基本偏差为负值。
螺纹底孔及攻丝深度与钻头丝锥知识—PPT

3
4
一 、简介
实际在设计过程中,特别是有几年工作经验的设计人 员,一般情况下基本不会去查阅手册来确定,如M10的螺 钉,我要打多大的底孔,深度是多少,公差标注多少,攻 丝深度等等,完全根据经验值来给出。当然,在现今制图 软件中一般给出螺纹深度,底孔会自动给出,已经集成了 标准图库。但作为机械工程中的基础知识,我们需要明白 其设计依据,真正系统掌握在记忆中,并能灵活运用。
11
二、螺纹深度经验总结
2、拧入深度,底孔深度及螺纹深度总结经验公式(盲孔)
通孔螺纹的拧入深度比盲孔要深一点,设计中可
认为基本等同于盲孔的攻螺纹深度。
以钢体工件为例(列举三种规格种来总结公式)
螺距p(粗牙)
1 1.25 1.5
公称直径d
6 8 10
盲孔拧入深 度L
6 8 10
攻螺纹深度 L1
8 10 13
17
三、钻孔及攻丝工具
攻丝所用的工具为丝锥,按形状可分为: 普通直槽丝锥 螺旋槽丝锥 挤压丝锥
18
三、钻孔及攻丝工具
普通直槽丝锥 ➢ 向下排屑 ➢ 适用于硬度较高、粉末状
或短短切屑材料 ➢ 用于加工通孔或深度较小
的盲孔
19
三、钻孔及攻丝工具
螺旋槽丝锥 ➢ 沿螺旋槽向上排屑 ➢ 加工盲孔的最佳选择 ➢ 寿命长,耐用度高
14
三、钻孔及攻丝工具
钻底孔一般使用麻花钻,根据实际情况也可用中心钻, 扩孔钻或者铣刀等。
15
三、钻孔及攻丝工具
• 钻孔直径一般小于80mm,钻较大孔时,根据孔的尺寸 精度要求,可分多次钻成,或用扩孔钻或铣刀完成加工。
钻头、铣刀、丝锥知识讲座82页PPT
•
26、我们像鹰一样,生来就是自由的 ,但是 为了生 存,我 们不得 不为自 己编织 一个笼 子,然 后把自 己关在 里面。 ——博 莱索
•
27、法律如果不讲道理,即使延续时 间再长 ,也还 是没有 制约力 的。— —爱·科 克
•
28、好法律是由坏风俗创造出来的。 ——马 克罗维 乌斯
51、 天 下 之 事 常成 于困约 ,而败 于奢靡 。——陆 游 52、 生 命 不 等 于是呼 吸,生 命是活 动。——卢 梭
53、 伟 大 的 事 业,需 要决心 ,能力 ,组织 和责任 感。 ——易 卜 生 54、 唯 书 籍 不 朽。——乔 特
55、 为 中 华 之 崛起而 读书。 ——周 恩来
•
29、在一切能够接受法律支配的人类 的状态 中,哪 里没有 法律, 那里就 没有自 由。— —洛克
•
30、风俗可以造就法律,也可以废除 法律。 ——塞·约翰逊
谢谢!
丝锥基础知识

专业知识篇第一部分基础知识第一章度量当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米( cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸( inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。
1、公制计量:(10 进制)1m =100 cm=1000 mm1 cm0 1 2 3 4 5 6 7 8 9 10 mm2、英制计量:(8 进制)1 英寸 =8 英分 1 英寸 =25.4 mm 3/8 × 25.4 =9.521/16 3/16 5/167/16 9/16 11/16 13/16 15/1601/8 1/4 3/8 1/2 5/8 3/4 7/8 1 inch3、 1/4 以下的产品用番号来表示其称呼径,如:4#,5#,6#,7#,8#,10#,12#第二章螺纹一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。
根据其结构特点和用途可分为三大类:(一)、普通螺纹:牙形为三角形,用于连接或紧固零件。
普通螺纹按螺距分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。
(二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。
(三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。
二、螺纹配合等级:螺纹配合是旋合螺纹之间松或紧的大小,配合的等级是作用在内外螺纹上偏差和公差的规定组合。
(一)、对统一英制螺纹,外螺纹有三种螺纹等级:1A 、2A 和 3A 级,内螺纹有三种等级:1B、2B 和 3B 级,全部都是间隙配合。
等级数字越高,配合越紧。
在英制螺纹中,偏差仅规定 1A和 2A 级, 3A 级的偏差为零,而且 1A 和 2A 级的等级偏差是相等的。
第 1 页共 36 页等级数目越大公差越小,如图所示:1B 2B 3B 内螺纹基本中径3A 外螺纹2A1A1、1A 和 1B 级,非常松的公差等级,其适用于内外螺纹的允差配合。
打孔攻丝板牙技巧-推荐优秀PPT

脆性材料(铸铁、青铜等):钻孔直径 d0=d(螺纹外径)-1.1p(螺距)
塑性材料(钢、紫铜等):钻孔直径 d0=d(螺纹外径)-p(螺距)
钢材上钻螺纹底孔的钻头直径(mm)
螺纹直径(d) 螺 距(z)
2
3
4
5
6
8 10 12 14 16 20 24
O.4 O.5 O.7 O.8 1 1.25 1.5 1.75 2
打孔攻丝板牙技巧
目录
攻丝
ห้องสมุดไป่ตู้
套螺纹
钻孔
攻丝
制作内螺纹叫攻丝。 它的工具叫丝攻(丝锥)
丝锥
丝锥是用来加工较小直径内螺纹的成形刀具, 一般选用合金工具钢9SiGr制成,并经热处理制成。 通常M6~M24的丝锥一套为两支,称头锥、二锥; M6以下及M24以上一套有三支、即头锥、二锥和 三锥。
丝锥分类 1.按驱动不同分:手用丝锥和机用 丝锥 2. 按加工方式分:切削丝锥和挤 压丝锥 3. 按被加工螺纹分: 公制粗牙丝 锥,公制细牙丝锥,管螺纹丝锥等 4.根据其形状分为直槽丝锥,螺 旋槽丝锥和螺尖丝锥。 5.按使用时丝锥攻丝方向又可分 为顺扣丝锥和倒扣丝锥。
攻螺纹的操作要点及注意事项
(4)攻钢件上的内螺纹,要加机油润滑,可使螺 纹光洁、省力和延长丝锥使用寿命;攻铸铁上的内 螺纹可不加润滑剂,或者加煤油;攻铝及铝合金、 紫铜上的内螺纹,可加乳化液。 (5)不要用嘴直接吹切屑,以防切屑飞入眼内。
套螺纹
用板牙或螺纹切头加工工件的螺纹 它的工具叫板牙
板牙
板牙架
板牙架是用来夹持板牙、传递扭矩的工具。不 同外径的板牙应选用不同的板牙架。
圆杆直径的确定
《拧螺丝钉的学问》ppt课件

选用合适工具重要性
提高工作效率
使用合适的工具可以更快 地完成拧紧或松开螺丝钉 的任务,提高工作效率。
保护螺丝钉和工具
使用不合适的工具可能会 导致螺丝钉损坏或工具磨 损,而选择合适的工具可 以避免这种情况的发生。
保障操作安全
使用不合适的工具可能会 增加操作难度和危险性, 而选择合适的工具可以保 障操作安全。
学员心得体会分享
1 2
掌握了拧螺丝钉的基本技能
通过本次课程的学习,学员们纷纷表示掌握了正 确的拧螺丝钉方法和技巧,能够独立完成相关操 作。
提高了动手能力和实践能力
通过实践操作,学员们不仅加深了对理论知识的 理解,还提高了自己的动手能力和实践能力。
3
增强了安全意识
在学习过程中,学员们意识到正确使用工具和规 范操作的重要性,增强了自身的安全意识。
05
02
解答
使用螺丝刀或扳手重新拧紧;在螺丝钉上涂 抹螺纹锁固剂;更换更大尺寸的螺丝钉。
04
解答
使用除锈剂喷洒在生锈处,然后用钢 丝刷清理;涂抹防锈油或润滑脂;更 换不锈钢等不易生锈的材质。
06
解答
根据螺丝钉的尺寸和类型选择合适的螺丝刀头 或扳手;确保工具干净、无油污;使用扭矩适 中的工具,避免过度用力。
螺丝钉分类
根据螺丝钉头的形状不同,可分为平 头螺丝钉、圆头螺丝钉、沉头螺丝钉 等;根据螺丝钉牙型的不同,可分为 普通螺纹、管螺纹、梯形螺纹等。
螺丝钉结构与功能
螺丝钉结构
螺丝钉主要由螺杆和螺帽两部分 组成,螺杆上刻有螺旋槽,螺帽 则用来连接和固定物体。
螺丝钉功能
螺丝钉的主要功能是连接和固定 两个或多个物体,通过旋转产生 的摩擦力将物体紧密地连接在一 起。
丝锥基础介绍

ρby Xu-Hanguang
The Tool Company
通孔 和 盲孔的不同形式
丝锥的形式及丝锥导向部分的长度的选择 要依据工件的材料和螺孔的形式来确定. 要依据工件的材料和螺孔的形式来确定
ρby Xu-Hanguang
The Tool Company
应用举例1 应用举例1
ρby Xu-Hanguang
The Tool Company
丝锥有切削刃径向后角的情形
残留切削在丝锥反转时对刀背的挤压最容易使刃口崩刃
ρby Xu-Hanguang
The Tool Company
丝锥崩刃的情形
后角越大芯厚越小, 后角越大芯厚越小 丝锥退刀时越容易崩刃. 丝锥退刀时越容易崩刃
ρby Xu-Hanguang
The Tool Company
ρby Xu-Hanguang
The Tool Company
不同倒角长度的切削分配
D型 – 倒角长度 个螺纹 型 倒角长度4 C型 – 倒角长度 个螺纹 型 倒角长度2个
ρby Xu-Hanguang
The Tool Company
攻丝过程的不同阶段 通孔) (通孔)
• 首先倒角部份切 入工件
The Tool Company
应用举例2 应用举例
ρby Xu-Hanguang
The Tool Company
丝锥头部倒角的几种形式
ρby Xu-Hanguang
The Tool Company
丝锥头部倒角的几种形式
ρby Xu-Hanguang
The Tool Company
丝锥头部倒角的几种形式
加工盲孔时丝锥的反转退出过程 三槽) (三槽)
丝锥 基础知识

第一部分基础知识第一章度量当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。
1、公制计量:(10进制)1m =100 cm=1000 mm0 1 2 3 4 5 6 7 8 9 10 mm2、英制计量:(8进制)1英寸=8英分1英寸=25.4 mm 3/8''×25。
4 =9.520 1/8 1/4 3/8 1/2 5/8 3/4 7/8 1 inch3、1/4''以下的产品用番号来表示其称呼径,如:4#, 5#,6#,7#,8#,10#,12#第二章螺纹一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。
根据其结构特点和用途可分为三大类:(一)、普通螺纹:牙形为三角形,用于连接或紧固零件。
普通螺纹按螺距分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。
(二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。
(三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。
二、螺纹配合等级:螺纹配合是旋合螺纹之间松或紧的大小,配合的等级是作用在内外螺纹上偏差和公差的规定组合。
(一)、对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三种等级:1B、2B和3B级,全部都是间隙配合。
等级数字越高,配合越紧。
在英制螺纹中,偏差仅规定1A和2A级,3A级的偏差为零,而且1A和2A级的等级偏差是相等的.等级数目越大公差越小,如图所示:1A1、1A和1B级,非常松的公差等级,其适用于内外螺纹的允差配合。
2、2A和2B级,是英制系列机械紧固件规定最通用的螺纹公差等级。
3、3A和3B级,旋合形成最紧的配合,适用于公差紧的紧固件,用于安全性的关键设计.4、对外螺纹来说,1A和2A级有一个配合公差,3A级没有.1A级公差比2A级公差大50%,比3A级大75%,对内螺纹来说,2B级公差比2A公差大30%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刃倾角丝锥(POT)
• 特征 • 刃倾斜槽 • 切屑向前方排出 • 切屑堵塞少 • 抗折损强度大 • 切削状态良
• 用途 • 切屑为圈状的被切削材 • 通孔
→途中反转将崩刃
螺旋槽丝锥(SFT)
• 特征 • 螺旋槽 • 可加工到盲孔孔底 • 不留切屑 • 易切入底孔 • 切削状态良
• 用途 • 切屑为圈状的被切削材 • 盲孔
丝锥基础知识优秀课件
什么是丝锥
与丝锥的导程相匹配的进给下,在底孔上形成
螺纹的工具
(JIS B 0176)
丝锥加工的几个问题
• 因为是孔的加工,所以容屑槽 空间受到限制,切屑容易堵塞
• 不能调整尺寸 • 需要回转和进给的同步性
• 需要正转和逆转 • 底孔会影响丝锥寿命
丝锥各部的名称
切削部分
组合
柄径
刃尖刚性 良
软材→前角 大
硬材→前角 小
无减少
螺纹后刀面形状
同心部(刃带) 减少
刃尖开始减少
同心后刀面
•M10以内的小径丝锥 •自己导向性优
同心偏心复合后刀面
偏心后刀面
•M10以上的丝锥 •与内螺纹的接触少 •自己导向性优
•与内螺纹的接触最少 •适合于不锈钢・高硬材料 •适合于同步进给 •自己导向性差
SKH58 M7 1.0 4.0 8.8 1.8 2.0
M41 1.1 4.3 3.8 6.8 2.0 5.0
SKH59 M42 1.1 3.8 9.5 1.5 1.2 8.0
CPM SKH10 T15 1.5 4.0
12.0 5.0 5.0
切削油 加工孔数 SKH58(V2%)
SKH53(V3%)
H/2 H/4
内め螺ね纹じ
外お螺纹ね
P(节ピ距ッチ)
H=0.866025P H1=0.541266P
d2=d-0.649519P d1=d-1.082532P
螺纹术語
丝锥牙型角
内径 中径 牙底径 外径 中径 小径
P
ab
丝锥牙型宽(a)与螺纹槽宽幅(b)相等的假想圆筒的直径
内螺纹精度和丝锥精度
+180
+15
+20
ISO 1
ISO
+70
+60
2
+42
+40 OH3
+20 OH2
+14
OH1
OH4
1a級
-6
基准中径 9.026
耐久性
• 工具材质 • 表面处理 • 切削油 • 底孔直径 • 攻丝长度 • 切削部位长度
丝锥用高速度工具鋼
记号 分类 JIS AISI C
化学成分(%) Cr Mo W V Co
螺纹部的长度
四角部的长度
全长
HT M7以上为凹中心孔 柄部直径統一
TDT-P15
丝锥的切削机构(切削部位)
• 用于切削的仅仅是切削部位 • 有后刀面 • 加工后形成不完全螺纹部
长→刃多⇒每刃的负荷小 →不完全螺纹部長
短→刃少⇒每刃的负荷大 →不完全螺纹部短
切削部位
完全螺纹部
第1刃 第5刃 第9刃
4槽
切削部位最終刃的切削面积
第3刃的切削面积
第2刃的切削面积 第1刃的切削面积
完全螺纹部
• 完全螺纹部起导向作用 • 后刀面加工 • 无切削刃?
→为了减轻接触阻抗 →过大则自己导向性降低
• 根据用途的不同来选择后刀面形状
同心后刀面 复合后刀面 偏心后刀面
前角
视被切削材而不同 前角 大
切削状态 良 前角 小
→氧化物
• 目的
反熔着性
• 用途 易熔着的被削材 不锈钢 钛合金 SS、低炭钢
×1000
氮化处理
-- 无色・浅灰色 --
• 特征
• 目的
处理层 30~50μm
耐磨性
表面硬度1000~1300Hv
×400
提高耐磨性 浸透到基体内部
• 用途 被磨耗性大的被削材
铸铁・铸件
热硬化性树脂
TiN涂层处理
-- 金黄色 --
• 特征 处理层 1~3μm 表面硬度 2000Hv 提高耐磨耗性 减小摩擦系数 防止熔着 提高耐热性
• 目的
反溶着性・耐磨耗性
• 用途 易熔着及易磨耗的被切削材
软钢・碳素钢 合金钢・工具钢・调质钢
TiCN涂层处理
高 硬 度⇒耐磨耗⇒长寿命化
水性化、干式加工化对策
表面处理的种类及特征
• 目的是提高工具性能
☆耐磨耗性 →提高表面硬度防止磨耗
☆抗熔着性 →防止被削材的熔着、烧伤
☆降低摩擦系数 →降低被削材的摩擦热
氧化处理(高压蒸气法)
-- 蓝黑色 --
• 特征 处理层 1~3μm Fe3 O 4 氧化膜 减少摩擦系数 防止熔着 不适合非金属
→通孔也可使用
无槽丝锥(NRT)
• 特征 • 塑性挤压加工 • 不产生切屑 • 螺纹精度稳定 • 抗折损强度大 • 内螺纹牙顶啃刀 • 底孔要求严
• 用途 • 塑性良好的材料
(A・SS・SUS・S) 铸件・调质钢不可 • 盲孔・通孔兼用
螺纹标准牙形
H/8
CPM T15(V5%)
丝锥材质及寿命
不水溶性油
水溶性油
200 400 600 800
172
平
227
均2 2 4
272
200 400 600
60 114
145
(个 )平
1均0 9
488
480 464 424
330
222
251
202
590
330
563 598 641
353
385
472
丝锥的表面処理
低摩擦系数⇒发热小⇒防止熔着 ⇒高速切削
+160
+140
中 径
+120
+100
(μm)
+80
+60
+40
+20
内螺纹精度
+210
+224
NP
M10X1.5的情况
IP WP
3 級 2 級
1 級
GP
JIS丝锥精度
OH丝锥精度
7 6H H 5 H
GP
+120
+98
+100 OH6
ISO 3
+80 OH5
+55
+40 3級
+22 +7
1b級
2級
+7
SKH2 T1 W系 SKH3 T4
0.8 4.0 0.8 4.0
18.0 1.0 18.0 1.0 5.0
SKH51 M2 0.8 4.0 5.0 6.0 2.0
SKH52 M3-1 1.05 4.0 5.0 6.0 2.4
SKH53 M3-2 1.2 4.0 5.0 6.0 3.0
Mo系 SKH55 M35 0.8 4.0 5.0 6.0 2.0 5.0
丝锥排屑槽的作用
• 排屑槽的3大要素 1 形成切刃 2 给切削点提供切削油 3 收纳・排出切屑
• 丝锥按排屑槽的形状分类
普通丝锥
・ 刃倾角丝锥
螺旋槽丝锥 ・ 挤压丝锥(无排屑槽)
普通丝锥(HT)
• 特征 • 直槽
• 刃尖强度高 • 切削部位长度容易选
择→1.5・5・9P • 再研削容易
• 用途 • 切屑为粉状的被切削材 • 短的通孔、盲孔 • 高硬度被削材 • 工具易磨耗的被切削材