射线检测操作指导书--容器
射线检测作业指导书
目录1 目的------------------------------------------------------------------------------------------------------------------- 12 适用范围------------------------------------------------------------------------------------------------------------- 13 检测人员的要求------------------------------------------------------------------------------------------------------ 14 编制依据的标准------------------------------------------------------------------------------------------------------ 15 检测准备------------------------------------------------------------------------------------------------------------- 2 5.1 工艺准备------------------------------------------------------------------------------------------------------------- 25.2 作业条件------------------------------------------------------------------------------------------------------------- 26 检测实施------------------------------------------------------------------------------------------------------------------ 3 6.1 检测控制流程图------------------------------------------------------------------------------------------------------ 3 6.2 焊接对接接头射线透照--------------------------------------------------------------------------------------------- 3 6.3 检测操作--------------------------------------------------------------------------------------------------------------6 6.4 锅炉容器类焊缝标识、结构类焊缝标识-----------------------------------------------------------------------7 6.5 试管、试板类焊缝标识---------------------------------------------------------------------------------------------7 6.6 透照相关要求及方法------------------------------------------------------------------------------------------------ 7 6.7 纵缝透照---------------------------------------------------------------------------------------------------------------8 6.8 射线检测大管径焊缝------------------------------------------------------------------------------------------------9 6.9 小径管对接接头射线透照----------------------------------------------------------------------------------------- 11 6.10 球罐对接焊缝γ射线全景曝光透照---------------------------------------------------------------------------- 13 6.11 暗室处理--------------------------------------------------------------------------------------------------------------14 6.12 底片评定--------------------------------------------------------------------------------------------------------------14 6.11 评片条件------------------------------------------------------------------------------------------------------------- 14 6.12 验收标准--------------------------------------------------------------------------------------------------------------15 6.13 级别评定--------------------------------------------------------------------------------------------------------------15 6.14返修规定---------------------------------------------------------------------------------------------------------------156.15 要求------------------------------------------------------------------------------------------------------------------- 167 质量检查---------------------------------------------------------------------------------------------------------------- 16 7.1 质量检查要求和方法---------------------------------------------------------------------------------------------- 16 7.2 质量检验标准------------------------------------------------------------------------------------------------------- 16 7.3 质量控制点---------------------------------------------------------------------------------------------------------- 167.4 质量记录------------------------------------------------------------------------------------------------------------- 178 职业健康安全和环境管理------------------------------------------------------------------------------------------- 17 8.1 职业健康安全主要控制措施------------------------------------------------------------------------------------- 17 8.2 环境管理主要控制措施------------------------------------------------------------------------------------------- 178.3 射线检测工作程序流程见图--------------------------------------------------------------------------------------- 189 射线检测工艺卡(样表)------------------------------------------------------------------------------------------ 1910 射线检测原始记录(样表)-------------------------------------------------------------------------------------- 20 111 射线检测报告(样表)-------------------------------------------------------------------------------------------- 22射线检测作业指导书1 目的为了规范射线检测工作,保证射线检测的工作质量,特制定本作业指导书。
NBT射线检测操作指导书完整版

N B T射线检测操作指导书HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】湖北江源化工机械有限公司无损检测操作指导书编号:编制:审核:日期:射线检测操作指导书一、引用标准和编制依据下列标准和规程包含的条文,通过在本操作指导书中引用而构成操作指导书的条文。
NB/~《承压设备无损检测》JY/JY31-2007《无损检测通用规程》二、检测对象:三、检测技术要求:四、检测设备及材料准备:1、射线源:3、像质计:材料Fe线型(10-16)和线型(8-12)两种。
4、滤光板:无5、背散射铅板:各种规格尺寸铅板。
6、标记:数字铅制标记、拼音字母铅制标记符号、铅制标记。
(1) 定位标记包括中心标记()和搭接标记()。
当抽查时搭接标记称为有效区段标记。
检测范围标记( - ),当焊缝余高为零或平板状零件时使用。
(2)识别标记:包括产品编号、检测编号、透照日期。
其中检测编号由以下标记组成:7 、暗室处理设备:(1)自制洗片箱一台。
(2)安全灯一台。
8、观察设备:观片灯五、检测程序:六、检测技术和工艺:产品编号:产品名称:七、检测示意图:见附录(一)八、暗室处理方法和条件要求:胶片处理一般按胶片使用说明说规定进行。
本公司采用手工冲洗胶片。
手工冲洗胶片宜在8h之内完成,最长不超过24h。
1 、标准显影温度20±2℃标准显影时间5分钟,不得用短时显影,以免产生花纹,也不得用高温显影,以免药膜皱折、脱落、影纹粗糙。
2、显影过程中,洗片架应是上、下或前后经常移动,以保证显影作用均匀,特别是开始显影的一分钟内更需频繁移动。
3、在红灯下观察显影程度的次数应尽量减少(至多二次)距离不能过近,以免增加灰雾。
4、胶片显影完毕,应先作短时间的中间水洗(10秒),再放入停影液中20∽30秒,然后进入定影液。
5、胶片在定影液中亦需经常晃动,定影时间为通透时间的2倍,未到通透时间不得开白灯。
NBT射线检测操作指导书

湖北江源化工机械有限公司无损检测操作指导书编号:编制:审核:日期:射线检测操作指导书一、引用标准和编制依据下列标准和规程包含的条文,通过在本操作指导书中引用而构成操作指导书的条文。
NB/T47013.1~47013.2-2015 《承压设备无损检测》JY/JY31-2007《无损检测通用规程》二、检测对象:三、检测技术要求:四、检测设备及材料准备:1、射线源:3、像质计:材料Fe线型(10-16)和线型(8-12)两种。
4、滤光板:无5、背散射铅板:各种规格尺寸铅板。
6、标记:数字铅制标记、拼音字母铅制标记符号、铅制标记。
(1) 定位标记包括中心标记()和搭接标记()。
当抽查时搭接标记称为有效区段标记。
检测范围标记( - ),当焊缝余高为零或平板状零件时使用。
(2)识别标记:包括产品编号、检测编号、透照日期。
其中检测编号由以下标记组成:7 、暗室处理设备:(1)自制洗片箱一台。
(2)安全灯一台。
8、观察设备:观片灯五、检测程序:六、检测技术和工艺:产品编号:产品名称:七、检测示意图:见附录(一)八、暗室处理方法和条件要求:胶片处理一般按胶片使用说明说规定进行。
本公司采用手工冲洗胶片。
手工冲洗胶片宜在8h之内完成,最长不超过24h。
1 、标准显影温度20±2℃标准显影时间5分钟,不得用短时显影,以免产生花纹,也不得用高温显影,以免药膜皱折、脱落、影纹粗糙。
2、显影过程中,洗片架应是上、下或前后经常移动,以保证显影作用均匀,特别是开始显影的一分钟内更需频繁移动。
3、在红灯下观察显影程度的次数应尽量减少(至多二次)距离不能过近,以免增加灰雾。
4、胶片显影完毕,应先作短时间的中间水洗(10秒),再放入停影液中20∽30秒,然后进入定影液。
5、胶片在定影液中亦需经常晃动,定影时间为通透时间的2倍,未到通透时间不得开白灯。
6、胶片在定影后应放入流动的清水(温度16-24℃)冲洗30分钟(水温较低时延长水洗时间,水温较高时减少水洗时间)。
射线指导书1

射线检验作业指导书目录1.范围 (2)2.引用标准 (2)3.检验人员 (2)4.检验设备 (2)5.检验工艺文件 (3)6.检验程序 (3)7.检验资料 (6)8.安全与环境保护措施 (6)9.射源事故处理应急预案(附件) (7)1.范围本程序规定了射线探伤的一般程序,及探伤过程中的技术要点,以规范射线探伤的检验工作。
本程序适用于使用χ射线装置与γ射线装置进行的无损探伤。
2.引用标准DL612-1996电力工业锅炉压力容器监察规程DL647-2004电站锅炉压力容器检验规程DL/T869-2004火力发电厂焊接技术规程DL/T821-2002钢制承压管道对接焊接接头射线检验技术规程JB/T4730-2005 承压设备无损检测《工程建设标准强制性条文》(电力工程)20063.检验人员从事射线探伤的人员必须经过培训考核,持有有关部门颁发的资格证书。
3.1具有初级射线检验资格的人员应能按作业知道书和工艺卡独立进行操作、记录检测数据,但不得出具检验报告。
初级检验人员应了解有关条例、规程、标准、技术规范的要求;熟悉射线检测的原理和操作技术;正确调整和使用仪器;熟悉安全防护措施与技术。
3.2中级检验人员可以编制检测工艺、独立进行检测工作、评定检测结果、签发审核检测报告。
中级检验人员应掌握有关条例、规程、标准、技术规范、无损检测的基本知识;掌握射线检测的原理;具有熟练的操作技能;熟悉锅炉压力容器和金属材料以及产品制造工艺的一般知识;熟悉安全防护措施与技术。
3.3高级射线检验人员可以编制审核检测作业指导书和工艺卡、审核签发检测报告、仲裁初级和中级人员对检测结果的争议、指导初级和中级人员的工作。
3.4 检验人员应严格执行标准,实事求是,对检验结果负责。
3.5从事射线工作的人员应懂得射线防护的原理和方法,并经过国家卫生防护部门组织的技术培训,取得放射工作人员证。
4.检验设备4.1 可以采用χ射线装置或γ射线装置进行射线探伤,但设备选择必须满足透照的成像要求,且应满足安全要求。
压力容器无损检测--射线检测技术
压力容器无损检测———射线检测技术( Ⅱ)李衍(无锡华光锅炉有限公司,无锡214028)摘要:概述压力容器普通接头和特殊接头的一些特殊射线检测(RT) 工艺,特别是换热器管2板焊缝和容器管座焊缝等难度较高的RT 工艺。
指出兆伏级X射线照相的特点和注意点以及射线实时成像法的要点和难点,并评述数字射线照相法的应用现状和发展前景。
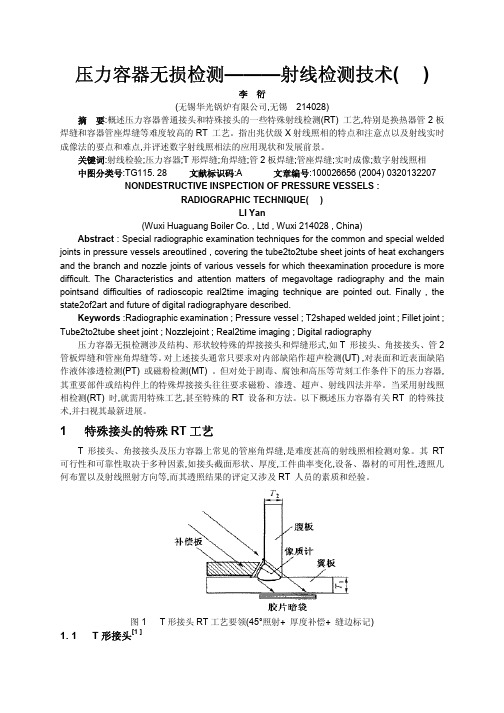
关键词:射线检验;压力容器;T形焊缝;角焊缝;管2板焊缝;管座焊缝;实时成像;数字射线照相中图分类号:TG115. 28 文献标识码:A 文章编号:100026656 (2004) 0320132207 NONDESTRUCTIVE INSPECTION OF PRESSURE VESSELS :RADIOGRAPHIC TECHNIQUE( Ⅱ)LI Yan(Wuxi Huaguang Boiler Co. , Ltd , Wuxi 214028 , China)Abstract : Special radiographic examination techniques for the common and special welded joints in pressure vessels areoutlined , covering the tube2to2tube sheet joints of heat exchangers and the branch and nozzle joints of various vessels for which theexamination procedure is more difficult. The Characteristics and attention matters of megavoltage radiography and the main pointsand difficulties of radioscopic real2time imaging technique are pointed out. Finally , the state2of2art and future of digital radiographyare described.Keywords :Radiographic examination ; Pressure vessel ; T2shaped welded joint ; Fillet joint ; Tube2to2tube sheet joint ; Nozzlejoint ; Real2time imaging ; Digital radiography 压力容器无损检测涉及结构、形状较特殊的焊接接头和焊缝形式,如T 形接头、角接接头、管2管板焊缝和管座角焊缝等。
X射线检测作业指导书

X射线检测作业指导书(ISO9001-2015)1.0目的为了保证X射线检测工作质量,•获得符合标准要求的X射线照相底片,对X射线照相底片进行正确评定,特制订本作业指导书。
2.0适用范围本作业指导书主要适用于检测工件内部埋藏性缺陷,•主要对象为承压类设备(包括锅炉、压力容器、压力管道)金属材料受压元件的熔化焊对接接头的X 射线检测。
检测厚度范围:①碳素钢、低合金钢、奥氏体不锈钢、镍及镍合金制承压设备为2-400mm;②铝及铝合金制承压设备为2-80mm;③钛及钛合金制承压设备为2-50mm;④碳素钢、低合金钢、奥氏体不锈钢、镍及镍合金、铜及铜合金、铝及铝合金制承压设备管子及压力管道为壁厚T≥2mm。
3.0检测人员资格要求3.1从事射线检测的人员必须经过技术培训,按《特种设备无损检测人员考核与监督管理规则》取得与其工作相适应级别的资格证书。
3.2从事X射线检测人员应经过辐射安全知识培训,并取得放射工作人员证。
3.3X射线检测人员未经矫正或经矫正的近(距)视力和远(距)视力应不低于5.0(小数记录值为1.0)。
测试方法应符合GB 11533的规定。
从事评片的人员应每年检查一次视力。
3.4从事底片评定、检测报告签发与审核必须是Ⅱ级以上资格的人员。
4.0引用文件JB/T4730-2005 承压设备无损检测第一部分:通用要求JB/T4730-2005 承压设备无损检测第二部分:射线检测GB 11533—1989 标准对数视力表GB 16357—1996 工业X射线探伤放射卫生防护标准GB 18871—2002 电离辐射防护与辐射源安全基本标准GB/T 19384.1—2003 无损检测工业射线照相胶片第1部分:工业射线胶片系统的分类GB/T 19384.2—2003 无损检测工业射线照相胶片第2部分:用参考值方法控制胶片处理HB 7684—2000 射线照相用线型像质计JB/T 7902—1999 线型像质计JB/T 7903—1999 工业射线照相底片观片灯GB150 钢制压力容器X射线检测和质量评定应按受检产品的技术标准执行。
无损检测作业指导书

受控状态:编号QHZYZD-2011无损检测作业指导书编制单位: 青岛无损编制:年月日审核:年月日年月日年月日批准:年月日版次:第一版目录总则-----------------------------------------------------------------------------------------3 射线检测工艺-----------------------------------------------------------------------------7 超声波检测工艺-------------------------------------------------------------------------17 1超声波检测工艺流程图--------------------------------------------------------------17 2钢板超声波检测复验-----------------------------------------------------------------18 3对接焊缝超声波检测-----------------------------------------------------------------22 4管座角焊缝超声波检测--------------------------------------------------------------27 5T型角焊缝超声波检测---------------------------------------------------------------30 6管道对接焊缝超声波检测-----------------------------------------------------------33 7锻件超声波检测-----------------------------------------------------------------------378 无缝钢管超声波检测----------------------------------------------------------------399 超声波测定厚度----------------------------------------------------------------------41 磁粉检测工艺----------------------------------------------------------------------------45 渗透检测工艺----------------------------------------------------------------------------50 用于非标准温度的检测方法----------------------------------------------------------56 热处理作业指导-------------------------------------------------------------------------59 光谱作业指导书-------------------------------------------------------------------------64总则1主体内容与适用范围1.1本指导书适用于我公司所开展的锅炉、压力容器、压力管道和石化工程的射线检测、超声波检测、磁粉检测、渗透检测和超声波测厚。
射线检测作业指导书

射线检验作业指导书1总则1.1适用于本公司检测的钢质锅炉,压力容器,管道工程的焊缝及各种焊接工艺评定的射线检验。
1.2相关文件的标准1.2.1《锅炉安全技术监察规程》1.2.2《固定式压力容器安全技术监察规程》1.2.3《压力管道安全技术监察规程-工业管道》1.2.4GB3323《钢熔化焊对接接头射线照相和质量分级》1.2.5 NB∕T47013.2-2015 《承压设备无损检测》2 基本要求2.1 人员资格:2.1.1 评片人员必须具有锅炉压力容器安全监察机构颁发的RT-Ⅱ级或Ⅱ级以上的资格证书.2.1.2 评片人员的视力应每年检查一次,校正视力不得低1.0,并要求距离400mm能读出高为0.5mm,间距为0.5mm的一组印刷体字母.2.2 表面质量:焊缝及热影响区的表面质量应经外观检查合格,表面的不规则状态在底片上的图象不掩盖焊缝中的缺陷或与之相混淆.2.3 象质计2.3.1 象质计采用GB5618-85《线型象质计》R10系列,Ⅰ(1-7#),Ⅱ(6-12#),Ⅲ(10-16#)。
象质计型号选用见表1。
2.3.2象质计的放置:a. 单壁单影象质计,应放在射线源一侧的工件表面上被检焊缝区的一端(被检区长度的四分之一处),钢丝横跨焊缝,并与焊缝方向垂直,细钢丝置于外侧。
b.双壁单投影的象质计,若只能放在胶片一侧, 必须进行对比试验,按试验结果确定胶片上应显示的象质计线径, 象质计摆法同2.3.3a, 但象质计编号旁边应附加“F”标记,以示区别。
c.双壁双投影的象质计,金属丝垂直横跨焊缝表面正中,将中间金属丝对准定位中心标记处,如数个焊接接头在一张底片上同时透照时,应至少放置一个象质计,若只用一个,则必须放在最边缘的那根管子上。
d.环缝周向曝光时,每条环缝至少放4个象质计,且放在内壁,每隔90°放一个,若透照区为抽查或返修复照区则每张底片应有象质计显示。
3 器材3.1射线源: X射线:XXQ-2005,XXH-2005,XXQ-2505,XXH-2505,γ射线:Ir192源所有设备必须经法定检定机构检定合格,并符合专业标准规定的性能要求。
射线检测操作指导书
射线检测操作指导书一、引言射线检测是一种常用的非破坏性检测方法,通过利用射线在物体中的传播和吸收特性来检测物体内部的缺陷和问题。
本操作指导书旨在提供射线检测的基本原理和操作步骤,帮助操作人员正确、安全地进行射线检测。
二、射线检测的原理射线检测主要基于射线在物体中的传播和吸收特性。
当射线通过物体时,会与物体中的缺陷和密度不一致处发生散射和吸收,从而生成射线照片或图像。
通过分析这些照片或图像,可以判断物体中的缺陷和问题。
三、射线检测的设备和工具1. 射线源:射线检测一般使用X射线或γ射线作为射线源。
操作人员在使用射线源前,必须熟悉射线的性质和危害,并采取相应的防护措施。
2. 检测设备:常用的射线检测设备包括射线产生器、探测器和图像处理系统。
这些设备必须经过校准和维护,确保其性能和准确性。
3. 辅助工具:射线检测过程中可能需要使用一些辅助工具,如标记铅笔、尺子、支撑物等。
四、射线检测的操作步骤1. 准备工作a. 确定检测对象和目标:在进行射线检测前,必须明确要检测的对象和目标,以便针对不同的物体制定相应的检测方案。
b. 设定射线源和检测器的参数:根据所检测的物体和缺陷类型,设定合适的射线源和检测器的参数,包括射线能量、曝光时间等。
c. 配置辅助工具和防护设备:将所需的辅助工具和防护设备准备齐全,并确保其正常工作。
2. 射线源放置和曝光a. 将射线源安置在合适的位置:根据所检测的物体形状和缺陷位置,将射线源放置在适当的位置,以确保射线能够覆盖到物体的整个区域。
b. 设置曝光参数:根据物体的特点和缺陷的大小,设定合适的曝光参数,确保射线能够透射或散射足够的辐射量。
c. 进行曝光:根据设定的曝光参数,启动射线源进行曝光,然后立即将射线源关闭。
3. 图像获取和处理a. 确保检测器的正常工作:在进行图像获取前,首先需要确保检测器正常工作,检查其连接是否稳固,并确保其能够正常接收和传输射线信息。
b. 获取图像:将检测器置于所需要的位置,并进行图像获取操作,确保图像清晰、准确。
NBT47013射线检测操作指导书
江源化工机械无损检测操作指导书编号:编制:审核:日期:射线检测操作指导书一、引用标准和编制依据下列标准和规程包含的条文,通过在本操作指导书中引用而构成操作指导书的条文。
NB/T47013.1~47013.2-2015 《承压设备无损检测》JY/JY31-2007《无损检测通用规程》二、检测对象:三、检测技术要求:四、检测设备及材料准备:1、射线源:3、像质计:材料Fe线型(10-16)和线型(8-12)两种。
4、滤光板:无5、背散射铅板:各种规格尺寸铅板。
6、标记:数字铅制标记、拼音字母铅制标记符号、铅制标记。
(1) 定位标记包括中心标记()和搭接标记()。
当抽查时搭接标记称为有效区段标记。
检测围标记( - ),当焊缝余高为零或平板状零件时使用。
(2)识别标记:包括产品编号、检测编号、透照日期。
其中检测编号由以下标记组成:7 、暗室处理设备:(1)自制洗片箱一台。
(2)安全灯一台。
8、观察设备:观片灯五、检测程序:工 件可送检探伤委托书探伤前准备工作按工艺要求进行透照操作暗室处理初评,复评工序报告签发总报告监 检不 合 格合 格持证焊工根据返修工艺返修修返具出员人片评调X光机表面复查复验.扩探评片环境熟悉标准底片质量认定人员资格仪器检验编RT工艺卡消泡,干燥显,定影外观检查合格后RT实施资料整理存 档(温度)冲洗(水流,时间)感屏.暗袋检查像质计选择增底片质量合格率.评片准确率.扩探率和探伤比例执行率达标通知六、检测技术和工艺:产品编号:产品名称:七、检测示意图:见附录(一)八、暗室处理方法和条件要求:胶片处理一般按胶片使用说明说规定进行。
本公司采用手工冲洗胶片。
手工冲洗胶片宜在8h之完成,最长不超过24h。
1 、标准显影温度20±2℃标准显影时间5分钟,不得用短时显影,以免产生花纹,也不得用高温显影,以免药膜皱折、脱落、影纹粗糙。
2、显影过程中,洗片架应是上、下或前后经常移动,以保证显影作用均匀,特别是开始显影的一分钟更需频繁移动。
射线检测作业指导书

射线检测作业指导书(新)(共5页) -本页仅作为预览文档封面,使用时请删除本页-射线检测作业指导书BJSJ-3-A-JC-02编制:审核:批准:射线检测作业指导书一、编制目的为保证钢结构无损探伤射线检测项目的顺利开展,确保检测工作的规范性,特制定本作业指导书。
二、适用范围本作业指导书适用于钢结构无损探伤的X射线检测项目。
三、引用标准1、《公路工程质量检验评定标准》(JTG F80/1-2004);2、《建筑结构检测技术标准》(GB/T 50344-2004);3、《钢结构施工质量验收规范》(GB 50205-2001);4、《钢结构设计规范》(GB 50017-2003);5、《钢溶化焊对接接头射线照相和质量分级》(GB3323-2005)。
四、检验仪器设备1、X射线探伤机:符合JJG40-2001的要求。
2、射线照相胶片、射线照相辅助器材,如黑度计、增感屏,像质计、铅字等。
五、操作程序1、在承接无损检测时应向委托方索取工程图纸及相关技术资料。
2、检测人员应根据技术资料要求,确定检测标准、检测部位,及检测等级、检测比例、合格级别。
3、编制探伤工艺卡﹑作业指导书。
4、确定工件探伤部位并进行编号。
5、检测前应根据探伤机停用时间训机,训机时间5分钟和休息5分钟。
6、制定曝光曲线:①制定槽洗曝光曲线②制定自动洗片机曝光曲线。
7、选择胶片一般要求反差高﹑清晰度高﹑灰雾少。
8、焦距根据被检测工件选择透照方式,一般600mm。
9、标记带、铅字、中心标记应离焊缝5mm左右,不能影响评片。
10、像质计应放置有效片1/4处,粗里细外。
11、散射线屏敞背部应放置铅皮,防止散射线,保证底片质量。
12、透照工件选择合适管电压.曝光量不小于15mΑ/min。
13、暗室处理:槽洗显定影温度20℃±2﹑显影时间3分钟﹑定影时间30分钟﹑水洗时间30分钟﹑自动洗片显影温度33℃,显影时间35秒,烘干温度55℃。
14、底片上标记齐全,像质计摆放正确,底片黑度、灵敏度达到标准要求,不允许伪缺陷影响评定。
INSPECTOR射线检测仪操作手册

INSPECTOR射线检测仪操作手册1.引言该产品是一种健康、平安的仪器,被普遍应用于检测低强度辐射。
它能够检测到α、β、γ三种射线。
其应用范围如下:·探测和检测表面污染·在有放射性核素的情形下,可监控可能的辐射方向·掩蔽对环境的污染·探测稀有气体和低能量放射性核检测器如何探测辐射该检测器运用盖革计数管来探测辐射。
每次射线穿过管子并引发电离时,盖革计数管会产生一脉冲电流。
每一个脉冲都是电子探测并进行运算。
探测器以你选择的模式显示计算:CPM,mR/hr,或共计。
在s1单位中,利用CPS和µsv/hr。
检测器探测出来的计数数字由于放射能的任意状态而每分钟都在转变。
以过去一段时刻内的平均值表示加倍准确,而且这段时刻越长数据越准确。
警告为了使检测器维持良好状态,要轻拿轻放,而且遵守以下标准:·不要由于接触放射性表面或材料而污染检测器。
若是疑心被污染,你能够用检测器提供的额外的带子替换后面标签上面和下面的橡皮带。
·不要将检测器放在100ºF(38℃)以上的高温中和长时刻在阳光下直晒。
·幸免潮湿。
水会损害电路和盖革计数管表面的云母涂层。
·幸免探测器薄片在阳光直射下;若是盖革计数管表面的云母涂层由于潮湿被磨损被损害,这将会阻碍数据读取。
·不要将检测器放入微波炉中。
检测器不能测量微波,如此做会损坏检测器和微波炉。
·幸免在无线电波频率、微波、静电和电磁波范围内利用;仪器在这一范围内可能比较灵敏,而且会运转不正常。
·假设超过一个月不用,将电池拿开,以避免造成电池的侵蚀破坏。
·若是电池指示器出此刻显示器上,请改换电池。
2.特性检测器能够测定α、β、γ和x射线。
用来探测辐射强度的微小转变,而且对通常的放射性核有很高的灵敏度。
这一节简单的介绍检测器的功能。
关于更多的如何利用检测器,请看第三章“操作”。
X射线检测作业指导书

X射线检测作业指导书(ISO9001-2015)1.0目的为了保证X射线检测工作质量,•获得符合标准要求的X射线照相底片,对X射线照相底片进行正确评定,特制订本作业指导书。
2.0适用范围本作业指导书主要适用于检测工件内部埋藏性缺陷,•主要对象为承压类设备(包括锅炉、压力容器、压力管道)金属材料受压元件的熔化焊对接接头的X 射线检测。
检测厚度范围:①碳素钢、低合金钢、奥氏体不锈钢、镍及镍合金制承压设备为2-400mm;②铝及铝合金制承压设备为2-80mm;③钛及钛合金制承压设备为2-50mm;④碳素钢、低合金钢、奥氏体不锈钢、镍及镍合金、铜及铜合金、铝及铝合金制承压设备管子及压力管道为壁厚T≥2mm。
3.0检测人员资格要求3.1从事射线检测的人员必须经过技术培训,按《特种设备无损检测人员考核与监督管理规则》取得与其工作相适应级别的资格证书。
3.2从事X射线检测人员应经过辐射安全知识培训,并取得放射工作人员证。
3.3X射线检测人员未经矫正或经矫正的近(距)视力和远(距)视力应不低于5.0(小数记录值为1.0)。
测试方法应符合GB 11533的规定。
从事评片的人员应每年检查一次视力。
3.4从事底片评定、检测报告签发与审核必须是Ⅱ级以上资格的人员。
4.0引用文件JB/T4730-2005 承压设备无损检测第一部分:通用要求JB/T4730-2005 承压设备无损检测第二部分:射线检测GB 11533—1989 标准对数视力表GB 16357—1996 工业X射线探伤放射卫生防护标准GB 18871—2002 电离辐射防护与辐射源安全基本标准GB/T 19384.1—2003 无损检测工业射线照相胶片第1部分:工业射线胶片系统的分类GB/T 19384.2—2003 无损检测工业射线照相胶片第2部分:用参考值方法控制胶片处理HB 7684—2000 射线照相用线型像质计JB/T 7902—1999 线型像质计JB/T 7903—1999 工业射线照相底片观片灯GB150 钢制压力容器X射线检测和质量评定应按受检产品的技术标准执行。
X射线检验作业指导书样本

临河热电厂2×300MW供热机组工程1#机组X射线检查作业指引书1.合用范畴及普通规定:1. 1本作业指引书合用于透照厚度为2mm~40mm钢制承压管子、管道和集箱单面施焊,双面成型对接接头、钢构造对接、角接、压力容器焊缝X射线检查。
1. 2本作业指引书合用于使用定向X射线机。
1. 3检查工作量参照《临河热电厂#1机组金属检查筹划一览表》。
2. 引用原则及有关资料:2.1《火力发电厂焊接技术规程》DL/T869-2.2《火电施工质量检查及评估原则》(焊接篇)(1996)2.3《钢制承压管道对接焊接接头射线检查技术规程》DL/T821-2. 4《钢熔化焊对接接头射线照相和质量分级》GB3323-872. 5《压力容器无损检测》JB4730-942.6临河热电厂#1机组设计图纸及有关文献2.7《电力建设安全健康环境管理工作规定》2.8《电力建设安全操作规程》(火力发电厂某些)2.10《山西省电建四公司管理制度汇编》2.11《山西省电建四公司项目经理部管理制度汇编》2.12《山西省电建四公司金属实验室管理制度汇编》3. 检查作业条件:3.1人员规定:3.1.1射线检查人员经专业培训,并获得国电公司锅炉压力容器无损检查资格证书,射线检查人员职能遵循DL821-第3.3、3.4条执行。
3.1.2纯熟操作仪器,具备一定仪器维护和普通故障解决能力,懂得安全防护知识。
3.1.3检查工作前熟悉作业指引书,理解被检查焊口规格、材质及焊接办法、坡口形式。
3.1.4熟悉作业环境,并具备一定现场实际操作经验。
3.1.5射线工作人员经体检合格,方可上岗。
3.2仪器配备XXQ-3005定向X射线探伤机 2台XXQ-2505定向X射线探伤机3台XXQ-定向X射线探伤机2台冷光源强光观片灯3台报警仪1台密度仪1台3.3探伤材料AGFA胶片 2箱铅箔增感屏 360×80mm 0.03/0.10mm 200付300×80mm 0.03/0.10mm 200付240×80mm 0.03/0.10mm 200付暗袋 360×80mm 300×80mm 200付240×80mm 180×80mm 200付象质计 9# 20只10# 20只11# 20只12# 20只 13# 20只GB5618-Ⅱ型 50只GB5618-Ⅲ型 50只后屏蔽铅板 1~3mm 8只铅字母(英文、阿拉伯数字、及返修标记R1、R2)各5袋乳胶管 50米胶布 2箱记号笔 20盒磁钢 50块评片尺 3把电笔 20支手电 20把保险管(2A、20A)30个裁刀 2把显定影桶 2个3.4焊缝表面状态焊缝及热影响区表面质量(涉及余高某些)应经外观检查,符合DL/T869-之规定,表面不规则状态在底片上影像应不影响对接接头中缺陷评估。
34、射线检测作业指导书

1目的为规范段射线检验工作,实现标准化、程序化,保证检验质量及人身安全,特制定此作业指导书。
2适用范围本指导书适用于段的射线(含X射线和γ射线)检验及辐射防护工作。
3编制依据3.1施工图纸和说明及制造厂提供的技术资料3.2DL/T5190.2-2012 《电力建设施工技术规范第2部分:锅炉机组》3.3DL/T5190.5-2012 《电力建设施工技术规范第5部分:管道及系统》3.4DL/T869-2012 《火力发电厂焊接技术规程》3.5DL/T868-2014 《焊接工艺评定规程》3.6DL/T821-2002 《钢制承压管道对接焊接接头射线检验技术规程》3.7GB/T3323-2005 《金属熔化焊对接接头射线照相》3.8GB18871-2002 《电离辐射防护与放射源安全基本标准》3.9GBZ117-2015 《工业X射线探伤放射防护标准》3.10GBZ132-2008 《工业γ射线探伤放射防护标准》3.11DL/T438-2009《火力发电厂金属技术监督规程》3.12DL/T647-2004《电站锅炉压力容器检验规程》3.13GB 50205-2001《钢结构施工质量验收规范》3.14DL5009.1-2014 《电力建设安全工作规程第1部分:火力发电》4作业项目概述射线检验比例严格按照施工合同、技术协议及相关标准执行。
5作业准备5.1 人员配备一般条件下,每档配备检验人员2~4人。
施工高峰期,可同时派3~4档开展射线探伤作业。
每档保证至少有1人持有Ⅱ级以上(包括Ⅱ级)射线检验资格证,操作人员须持有Ⅰ级资格证。
γ射线探伤作业时,每档应保证至少有两人持有辐射安全防护中级资格。
从事X射线探伤的人员须持有初级辐射安全防护资格证书。
5.2 检验设备配备作业现场须配备照明设施,同时应佩戴个人照明设备(如强光手电或头灯等)。
现场配备X射线探伤机(2505型两台、3005型两台)、γ射线探伤机,每档配射线报警仪2台,X/γ射线监测仪一台。
NBT47013射线检测操作指导书
湖北江源化工机械有限公司无损检测操作指导书编号:编制:审核:日期:射线检测操作指导书一、引用标准和编制依据下列标准和规程包含的条文,通过在本操作指导书中引用而构成操作指导书的条文。
NB/T47013.1~47013.2-2015 《承压设备无损检测》JY/JY31-2007《无损检测通用规程》二、检测对象:三、检测技术要求:四、检测设备及材料准备:1、射线源:3、像质计:材料Fe线型(10-16)和线型(8-12)两种。
4、滤光板:无5、背散射铅板:各种规格尺寸铅板。
6、标记:数字铅制标记、拼音字母铅制标记符号、铅制标记。
(1) 定位标记包括中心标记()和搭接标记()。
当抽查时搭接标记称为有效区段标记。
检测范围标记( - ),当焊缝余高为零或平板状零件时使用。
(2)识别标记:包括产品编号、检测编号、透照日期。
其中检测编号由以下标记组成:7 、暗室处理设备:(1)自制洗片箱一台。
(2)安全灯一台。
8、观察设备:观片灯五、检测程序:工 件可送检探伤委托书探伤前准备工作按工艺要求进行透照操作暗室处理初评,复评工序报告签发总报告监 检不 合 格合 格持证焊工根据返修工艺返修修返具出员人片评调X光机表面复查复验.扩探评片环境熟悉标准底片质量认定人员资格仪器检验编RT工艺卡消泡,干燥显,定影外观检查合格后RT实施资料整理存 档(温度)冲洗(水流,时间)感屏.暗袋检查像质计选择增底片质量合格率.评片准确率.扩探率和探伤比例执行率达标通知六、检测技术和工艺:产品编号:产品名称:七、检测示意图:见附录(一)八、暗室处理方法和条件要求:胶片处理一般按胶片使用说明说规定进行。
本公司采用手工冲洗胶片。
手工冲洗胶片宜在8h之内完成,最长不超过24h。
1 、标准显影温度20±2℃标准显影时间5分钟,不得用短时显影,以免产生花纹,也不得用高温显影,以免药膜皱折、脱落、影纹粗糙。
2、显影过程中,洗片架应是上、下或前后经常移动,以保证显影作用均匀,特别是开始显影的一分钟内更需频繁移动。
004射线检测专用作业指导书

广东火电工程总公司目录1.总则 (3)2.编制依据 (3)3.管道对接接头的中心全周透照 (3)4.壁厚大于70MM的管道对接接头的中间检验 (4)5.铝母线对接焊缝的检验 (4)6.球罐的检测 (5)7.T型接头角焊缝的检测 (5)8.像质计的选用和放置要求 (12)发文范围:(共份)归档夹类:作业指导夹号:14本版文件于2009年月日开始实施。
批准人:射线检测通用作业指导书1. 总则本专用工艺适用于开有透视孔的管道焊缝中心透照、壁厚大于70mm 的焊缝分层检验、T型接头角焊缝、球罐焊缝的制作和在役检验以及铝母线管对焊缝的检验。
检验其它工作见通用工艺。
2. 编制依据2.1. DL/T754《铝母线焊接技术规程》2.2. GB3323《钢熔化焊对接接头射线照相和质量分级》2.3. GB/T12605《钢制承压管道对接焊接接头射线检验技术规程》2.4. JB4730《压力容器无损检测》第二篇:焊缝射线透照检测2.5. ZBJ04 004《射线照相探伤方法》2.6. GB6417《金属熔化焊焊缝缺陷分类及说明》2.7. GB5618《线型象质计》2.8. DL/T869-2004《火力发电厂焊接技术规程》2.9. DL/T821-2002《钢制承压管道对接焊接接头射线检验技术规程》2.10. GB4792《放射卫生防护基本标准》2.11. DL541-94《钢熔化焊角焊缝射线照相方法和质量分级》2.12. DL5009.1-2002《电力建设安全工作规程》第一部分:火力发电厂3. 管道对接接头的中心全周透照3.1. 管道公称直径大于89mm,在焊缝附近开有透视孔的焊口,可采用γ射源通过导源管进入管内进行中心全周透照,对整圈焊缝一次曝光完成。
3.2. 在固定J形导源管时,应固定牢固,并应准确定位,尽量减少射源进入管内后的径向偏差和轴向偏差,防止因径向偏差过大而使底片的黑度偏差超过标准规定;因轴向偏差过大使焊接缺陷投影位移,影响返修时对缺陷定位的准确性。
nbt4703射线检测操作指导书

湖北江源化工机械有限公司无损检测操作指导书编号:编制:审核:日期:射线检测操作指导书一、引用标准和编制依据下列标准和规程包含的条文,通过在本操作指导书中引用而构成操作指导书的条文。
NB/T47013.1~47013.2-2015 《承压设备无损检测》JY/JY31-2007《无损检测通用规程》二、检测对象:三、检测技术要求:四、检测设备及材料准备:1、射线源:3、像质计:材料Fe线型(10-16)和线型(8-12)两种。
4、滤光板:无5、背散射铅板:各种规格尺寸铅板。
6、标记:数字铅制标记、拼音字母铅制标记符号、铅制标记。
(1) 定位标记包括中心标记()和搭接标记()。
当抽查时搭接标记称为有效区段标记。
检测范围标记( - ),当焊缝余高为零或平板状零件时使用。
(2)识别标记:包括产品编号、检测编号、透照日期。
其中检测编号由以下标记组成:7 、暗室处理设备:(1)自制洗片箱一台。
(2)安全灯一台。
8、观察设备:观片灯五、检测程序:六、检测技术和工艺:产品编号:产品名称:七、检测示意图:见附录(一)八、暗室处理方法和条件要求:胶片处理一般按胶片使用说明说规定进行。
本公司采用手工冲洗胶片。
手工冲洗胶片宜在8h之内完成,最长不超过24h。
1 、标准显影温度20±2℃标准显影时间5分钟,不得用短时显影,以免产生花纹,也不得用高温显影,以免药膜皱折、脱落、影纹粗糙。
2、显影过程中,洗片架应是上、下或前后经常移动,以保证显影作用均匀,特别是开始显影的一分钟内更需频繁移动。
3、在红灯下观察显影程度的次数应尽量减少(至多二次)距离不能过近,以免增加灰雾。
4、胶片显影完毕,应先作短时间的中间水洗(10秒),再放入停影液中20∽30秒,然后进入定影液。
5、胶片在定影液中亦需经常晃动,定影时间为通透时间的2倍,未到通透时间不得开白灯。
6、胶片在定影后应放入流动的清水(温度16-24℃)冲洗30分钟(水温较低时延长水洗时间,水温较高时减少水洗时间)。