包装印刷包装材料塑料包装容器.pptx
合集下载
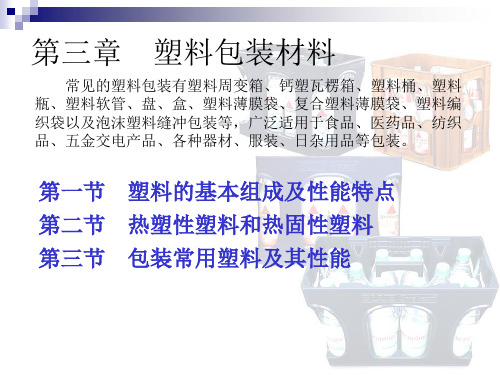
包装印刷包装材料塑料包装容器

塑料包装容器的市场趋势
• 环保、低碳、可持续发展成为行业主流 • 定制化、个性化、智能化包装需求增长 • 新材料、新工艺、新技术的研究与应用
塑02料包装容器的材料特性
及优势
塑料包装容器的材料种类与特性
塑料包装容器的材料种类
• 聚乙烯(PE):如低密度聚乙烯(LDPE)、高密度聚乙烯(HDPE)等 • 聚丙烯(PP):如均聚聚丙烯(PPH)、共聚聚丙烯(PP-R)等 • 聚氯乙烯(PVC):如硬质聚氯乙烯(UPVC)、软质聚氯乙烯(RPVC)等 • 聚苯乙烯(PS):如通用聚苯乙烯(GPS)、高抗冲聚苯乙烯(HIPS)等 • 其他塑料材料:如聚酯(PET)、聚酰胺(PA)、聚甲醛(POM)等
• 饮料瓶:如矿泉水瓶、碳酸饮料瓶等 • 饮水机:如桶装水饮水机、瓶装水饮水机 等 • 饮料包装:如果汁、奶茶、功能饮料等
饮料行业中的塑料包装容器解决方案
• 采用高性能材料,提高包装容器的抗压性能 • 智能化设计,实现包装容器的可追溯性与信息化管理 • 环保设计,降低包装废弃物对环境的影响
日化行业中的塑料包装容器应用与解决方案
日化行业中的塑料包装容器应用
• 洗发水包装:如洗发水瓶、护发素瓶等 • 沐浴露包装:如沐浴露瓶、身体乳瓶等 • 牙膏包装:如牙膏管、牙膏瓶等
日化行业中的塑料包装容器解决方案
• 个性化设计,提高品牌形象与附加值 • 人性化设计,提高消费者的使用体验 • 环保材料应用,降低对环境的影响
塑06料包装容器的环保问题
塑料包装容器的生产设备与选型
塑料包装容器的生产设备
• 挤出机:用于塑料颗粒的挤出成型 • 注塑机:用于塑料件的注塑成型 • 吹塑机:用于塑料瓶、塑料罐的吹塑成型 • 模具:用于塑料制品的成型 • 辅助设备:如破碎机、拌料机、输送机等
• 环保、低碳、可持续发展成为行业主流 • 定制化、个性化、智能化包装需求增长 • 新材料、新工艺、新技术的研究与应用
塑02料包装容器的材料特性
及优势
塑料包装容器的材料种类与特性
塑料包装容器的材料种类
• 聚乙烯(PE):如低密度聚乙烯(LDPE)、高密度聚乙烯(HDPE)等 • 聚丙烯(PP):如均聚聚丙烯(PPH)、共聚聚丙烯(PP-R)等 • 聚氯乙烯(PVC):如硬质聚氯乙烯(UPVC)、软质聚氯乙烯(RPVC)等 • 聚苯乙烯(PS):如通用聚苯乙烯(GPS)、高抗冲聚苯乙烯(HIPS)等 • 其他塑料材料:如聚酯(PET)、聚酰胺(PA)、聚甲醛(POM)等
• 饮料瓶:如矿泉水瓶、碳酸饮料瓶等 • 饮水机:如桶装水饮水机、瓶装水饮水机 等 • 饮料包装:如果汁、奶茶、功能饮料等
饮料行业中的塑料包装容器解决方案
• 采用高性能材料,提高包装容器的抗压性能 • 智能化设计,实现包装容器的可追溯性与信息化管理 • 环保设计,降低包装废弃物对环境的影响
日化行业中的塑料包装容器应用与解决方案
日化行业中的塑料包装容器应用
• 洗发水包装:如洗发水瓶、护发素瓶等 • 沐浴露包装:如沐浴露瓶、身体乳瓶等 • 牙膏包装:如牙膏管、牙膏瓶等
日化行业中的塑料包装容器解决方案
• 个性化设计,提高品牌形象与附加值 • 人性化设计,提高消费者的使用体验 • 环保材料应用,降低对环境的影响
塑06料包装容器的环保问题
塑料包装容器的生产设备与选型
塑料包装容器的生产设备
• 挤出机:用于塑料颗粒的挤出成型 • 注塑机:用于塑料件的注塑成型 • 吹塑机:用于塑料瓶、塑料罐的吹塑成型 • 模具:用于塑料制品的成型 • 辅助设备:如破碎机、拌料机、输送机等
包装结构设计六塑料包装容器结构设计PPT课件

③ 通道间隙或壁厚相等的流程可相加计算。
天津商学院包装工程系
第六章 塑包装容器结构设计
四、塑料容器的局部结构
1、加强筋 1)加强筋的形状和尺寸
天津商学院包装工程系
第六章 塑包装容器结构设计
四、塑料容器的局部结构
1、加强筋 2)加强筋设计的要求
天津商学院包装工程系
第六章 塑包装容器结构设计
天津商学院包装工程系
第六章 塑包装容器结构设计
3、分型面 在注射模中,分开模具取出制品的界面
叫分型面。
天津商学院包装工程系
第六章 塑包装容器结构设计
二、塑料容器注射成型的工艺要求
4、浇口的位置 1)外观影响; 2)熔合线; 3)利于排气; 4)强度; 5)浇口位置。
天津商学院包装工程系
第六章 塑包装容器结构设计
三、塑料容器的壁厚
天津商学院包装工程系
第六章 塑包装容器结构设计
l(1) 嵌件的定位形式
天津商学院包装工程系
第六章 塑包装容器结构设计
天津商学院包装工程系
第六章 塑包装容器结构设计
天津商学院包装工程系
第六章 塑包装容器结构设计
天津商学院包装工程系
第六章 塑包装容器结构设计
天津商学院包装工程系
第六章 塑包装容器结构设计
μ:液体剪切黏度。
天津商学院包装工程系
第六章 塑包装容器结构设计
2)熔体流动速率MI
是指在一定温度、一定负荷下,10分钟通过内 径2.1mm、长8mm的标准口模的熔体质量,单位为 g/min,MI越大,熔体流动性越好。
3)塑料熔体表观黏度
天津商学院包装工程系
第六章 塑包装容器结构设计
4)温度、压力对塑料熔体黏度的影响
天津商学院包装工程系
第六章 塑包装容器结构设计
四、塑料容器的局部结构
1、加强筋 1)加强筋的形状和尺寸
天津商学院包装工程系
第六章 塑包装容器结构设计
四、塑料容器的局部结构
1、加强筋 2)加强筋设计的要求
天津商学院包装工程系
第六章 塑包装容器结构设计
天津商学院包装工程系
第六章 塑包装容器结构设计
3、分型面 在注射模中,分开模具取出制品的界面
叫分型面。
天津商学院包装工程系
第六章 塑包装容器结构设计
二、塑料容器注射成型的工艺要求
4、浇口的位置 1)外观影响; 2)熔合线; 3)利于排气; 4)强度; 5)浇口位置。
天津商学院包装工程系
第六章 塑包装容器结构设计
三、塑料容器的壁厚
天津商学院包装工程系
第六章 塑包装容器结构设计
l(1) 嵌件的定位形式
天津商学院包装工程系
第六章 塑包装容器结构设计
天津商学院包装工程系
第六章 塑包装容器结构设计
天津商学院包装工程系
第六章 塑包装容器结构设计
天津商学院包装工程系
第六章 塑包装容器结构设计
天津商学院包装工程系
第六章 塑包装容器结构设计
μ:液体剪切黏度。
天津商学院包装工程系
第六章 塑包装容器结构设计
2)熔体流动速率MI
是指在一定温度、一定负荷下,10分钟通过内 径2.1mm、长8mm的标准口模的熔体质量,单位为 g/min,MI越大,熔体流动性越好。
3)塑料熔体表观黏度
天津商学院包装工程系
第六章 塑包装容器结构设计
4)温度、压力对塑料熔体黏度的影响
包装材料学§62塑料包装容器

PPT文档演模板
包装材料学§62塑料包装容器
(3)拉伸吹塑
拉伸吹塑是70年代后发展起来的一种双轴定向拉伸吹塑新工艺。经拉伸 吹塑成型的容器,其透明度、拉伸强度、抗冲击强度、表面硬度、刚性 和气密性等均有较大的提高。且可使容器的壁厚减薄,节省原材料50%左 右。目前拉伸吹塑工艺厂泛用于生产PET、PP、PVC等塑料瓶。
PPT文档演模板
包装材料学§62塑料包装容器
注射成型
• 注射成型可制得外形复杂、尺寸准确、美观精制 的容器,并能成型带嵌件的容器。但一般均为广 口容器如塑料箱、托盘、盒、杯、盘等,容器的 壁一般较厚,不易成型薄壁容器。
• 注射成型对原料的适应性广,几乎所有的热塑性 塑料或部分热固性塑料都可采用此法成型。其成 型周期短、效率高,且易于实现全自动化生产。
PPT文档演模板
包装材料学§62塑料包装容器
4.热成型
• 热成型属二次加工成型,它是用热塑性塑料片材作为原料来制 造塑料容器的一种方法。由于所用片材的厚度一般在1~2mm之 间,所以制成的容器壁比较薄,其深度有一定的限制,一般多 为浅杯形或浅盘形等半壳状容器。
• 成型时将塑料片材加热到一定温度(高弹态),然后施以压力或 抽真空使其贴附于模具型面上,经冷却后脱模,适当修整后即 得制品。热成型时的动力可以靠片材两面的气压差、或借助机 械压力、液压力等。其具体成型方法目前已有数十种之多,但 它都是由几种基本方法略加改进而组成的。
• 但注射成型设备投资大,模具制造成本高,所以 一般适于大批量生产,并能保证容器的尺寸精度。
PPT文档演模板
包装材料学§62塑料包装容器
3.中空吹塑成型
• 中空吹塑成型是将挤出或注射成型制得的型坯 预热后置于吹塑模中,然后在型坯中通入压缩 空气将其吹胀,便之紧贴于模腔壁面上,再经 冷却定型、脱模即得到制品。
食品包装用塑料材料及其包装容器ppt课件可编辑全文

56
第四节 塑料包装容器及制品
塑料中空容器 热成型容器 塑料箱 钙塑瓦楞箱 塑料包装袋
57
一、塑料瓶
1、塑料瓶成型工艺方法
挤-吹工艺(LDPE,HDPE,PVC小口瓶) 注-吹工艺(LDPE,HDPE,PVC,PS,PET大口瓶) 挤-拉-吹工艺(PP,PVC瓶) 注-拉-吹工艺(PET,PP,PS瓶)
有很多同样链节重复出现的高分子聚合物;
添加剂:改善塑料的性能,用量少、作用大;
4
1、高分子聚合物
特点:分子量大、原子数多、分子长度长; 性能:化学惰性、难溶、强韧性好; 作用:决定塑料性能;
5
2、添加剂
增塑剂:提高柔韧性和可塑性; 稳定剂
抗氧剂:防止塑料氧化; 光稳定剂:防止塑料树脂老化; 热稳定剂:防止塑料受热降解; 填充剂:改善塑料使用性能; 着色剂:改变固有颜色; 其他添加剂:润滑剂、发泡剂、抗静电剂、阻燃剂等;
48
三、复合软包装材料
由两层或两层以上的不同挠性材料组合而成 复合基材有:塑料薄膜、铝箔、纸等
49
1、复合软包装材料的结构要求
内层
无毒、无味、耐油 化学稳定性好,能热封或粘合 PE、CPP、EVA
外层
光学性能和印刷性好 耐磨耐热,具有强度和刚性 PET、PA、纸、铝箔
中间层
透明度、刚性和阻气性不如PVC瓶 低温下耐冲击能力较差,很少应用
PP瓶
61
二、塑料周转箱和钙塑瓦楞箱
1、塑料周转箱(PP,PE)
HDPE周转箱:耐低温性能较好 PP周转箱:抗压性能较好 EPS发泡周转箱:隔热防震缓冲,
3、流涎法成型 4、压延法成型
43
二、常用食品包装塑料薄膜
表4-1 常用单一薄膜性能比较
第四节 塑料包装容器及制品
塑料中空容器 热成型容器 塑料箱 钙塑瓦楞箱 塑料包装袋
57
一、塑料瓶
1、塑料瓶成型工艺方法
挤-吹工艺(LDPE,HDPE,PVC小口瓶) 注-吹工艺(LDPE,HDPE,PVC,PS,PET大口瓶) 挤-拉-吹工艺(PP,PVC瓶) 注-拉-吹工艺(PET,PP,PS瓶)
有很多同样链节重复出现的高分子聚合物;
添加剂:改善塑料的性能,用量少、作用大;
4
1、高分子聚合物
特点:分子量大、原子数多、分子长度长; 性能:化学惰性、难溶、强韧性好; 作用:决定塑料性能;
5
2、添加剂
增塑剂:提高柔韧性和可塑性; 稳定剂
抗氧剂:防止塑料氧化; 光稳定剂:防止塑料树脂老化; 热稳定剂:防止塑料受热降解; 填充剂:改善塑料使用性能; 着色剂:改变固有颜色; 其他添加剂:润滑剂、发泡剂、抗静电剂、阻燃剂等;
48
三、复合软包装材料
由两层或两层以上的不同挠性材料组合而成 复合基材有:塑料薄膜、铝箔、纸等
49
1、复合软包装材料的结构要求
内层
无毒、无味、耐油 化学稳定性好,能热封或粘合 PE、CPP、EVA
外层
光学性能和印刷性好 耐磨耐热,具有强度和刚性 PET、PA、纸、铝箔
中间层
透明度、刚性和阻气性不如PVC瓶 低温下耐冲击能力较差,很少应用
PP瓶
61
二、塑料周转箱和钙塑瓦楞箱
1、塑料周转箱(PP,PE)
HDPE周转箱:耐低温性能较好 PP周转箱:抗压性能较好 EPS发泡周转箱:隔热防震缓冲,
3、流涎法成型 4、压延法成型
43
二、常用食品包装塑料薄膜
表4-1 常用单一薄膜性能比较
食品包装学 塑料包装材料及容器PPT课件

3、PS的改性品种
❖PS最主要的缺点是脆性,其改性多集中 于增加韧性和提高冲击强度。
品种: ⑴ ABS:由丙烯腈(A:25%-30%)、丁二烯(B:25%-30%)和苯乙烯(S:40%-50%) 共聚而成。 特性:
①坚韧、质硬、刚性、耐热、但不透明。 ②对某些酸、碱、油、脂肪和食品有良好的 耐 性,在食品工程上常用于制作管材。
第13页/共152页
2、机械学性能
④冲击强度:材料抵抗冲击力作用而不破坏 的性能指标,用单位受力截面上所承受的最 大冲击能量(J/cm2)来表示; ⑤撕裂强度:材料抵抗外力作用使材料沿缺 口连续撕裂破坏的性能,它指一定厚度材料 在外力作用下沿缺口撕裂单位长度所需的力 (N/cm); ⑥戳穿强度:材料被尖锐物刺破所需用的最 小的力(N)。
第27页/共152页
1、聚丙烯的包装特性
(1)阻透性能 优于PE,阻气性能仍较差。 (2)化学稳定性 良好,在一定温度范围内
对酸、碱、盐及许多溶剂具稳定性。 (3)机械力学性能 好,强度、硬度、刚性
多高于PE,尤其具有良好的抗弯强度。 (4)光学性能 光泽度好,透明度高,但抗
紫外光和氧的老化性能较差,需添加稳定剂。
子化合物。 ➢PVC树脂的分子式为:
➢大分子中-C-Cl-键有较强极性,大分子间 结合力强,柔顺性差,且不易结晶。
第25页/共152页
(二) 聚丙烯 (PP) • 以丙烯为单体加聚合成的高分子化合 物。 • 分子结构式为:
• 大分子为线型结构,侧基-CH3无极性, 但在主链上的有规则或无规则的分布 将影响分子的结晶性,密度为0.89~ 0.91g/cm3。
第26页/共152页
• 有三种体:CPP 普通薄膜 OPP 单向拉伸聚丙烯 BOPP 双向拉伸聚丙烯
包装印刷塑料包装材料与制品培训课件(ppt 83页)

育用品、药品,蒸煮热毛巾等。 ⑤可与牛皮纸复合,也可与编织塑料(SOF)复合。
用以包装水 泥、颗粒肥料等产品。
第三节 常用树脂
(四)线性低密度聚乙烯(LLDPE)
密度在0.92~0.936g/cm3之间,LLDPE比LDPE的 熔点高10~20℃,因此,LLDPE薄膜可用来制蒸 煮袋。 目前LLDPE几乎渗透到所有的传统聚乙烯市场, 包括薄膜、模塑、管材和电线电缆。其最具优势 的领域是包装,如拉伸缠绕包装、杂物袋和重包 装袋。
7、静电高,印前要进行抗静电处理。
第三节 常用树脂
PP在包装上的应用
在包装上使用的聚丙烯薄膜可分为未拉伸聚丙烯 和双向拉伸聚丙烯。未拉伸聚丙烯薄膜有挤出吹塑 法生产的吹塑聚丙烯(IPP)和流延法生产的流延 聚丙烯(CPP)。 • 不同加工方法生产出的薄膜性能上不同应用范围 也不同。
第三节 常用树脂
印刷、装饰性好。 6、无色、无毒、无味,尤其适用于食品包装。
(四)应用 包装薄膜、包装容器、发泡材料
四. 聚氯乙烯(PVC)
(一)分子结构简式
结构特点:线性结构、对称性较差 极性分子
性能特点:刚性分子,硬度、强度高,热封性好、透明性好; 但加工塑性差、热稳定性差、耐候性差
(二)主要特点
• 聚氯乙烯塑料是多组分塑料,它包括聚氯乙烯树脂、增塑 剂、稳定剂、润滑剂、填料、颜料等多种助剂,各助剂的 品种及数量都直接影响聚氯乙烯塑料的性能。
3. 有优良的耐低温性能,且在低温下性能变化极小。 4. 阻湿性好,但具有一定的透气性。 5. 热封性好。 6. 由于聚乙烯分子无极性,极性油墨等对其附着力较差,导
致适印性不好,故在印刷前应进行表面处理。同样,在聚 乙烯薄膜与其他薄膜进行干法复合前,也需要进行表面处 理,以增加印刷或复合的牢度。
用以包装水 泥、颗粒肥料等产品。
第三节 常用树脂
(四)线性低密度聚乙烯(LLDPE)
密度在0.92~0.936g/cm3之间,LLDPE比LDPE的 熔点高10~20℃,因此,LLDPE薄膜可用来制蒸 煮袋。 目前LLDPE几乎渗透到所有的传统聚乙烯市场, 包括薄膜、模塑、管材和电线电缆。其最具优势 的领域是包装,如拉伸缠绕包装、杂物袋和重包 装袋。
7、静电高,印前要进行抗静电处理。
第三节 常用树脂
PP在包装上的应用
在包装上使用的聚丙烯薄膜可分为未拉伸聚丙烯 和双向拉伸聚丙烯。未拉伸聚丙烯薄膜有挤出吹塑 法生产的吹塑聚丙烯(IPP)和流延法生产的流延 聚丙烯(CPP)。 • 不同加工方法生产出的薄膜性能上不同应用范围 也不同。
第三节 常用树脂
印刷、装饰性好。 6、无色、无毒、无味,尤其适用于食品包装。
(四)应用 包装薄膜、包装容器、发泡材料
四. 聚氯乙烯(PVC)
(一)分子结构简式
结构特点:线性结构、对称性较差 极性分子
性能特点:刚性分子,硬度、强度高,热封性好、透明性好; 但加工塑性差、热稳定性差、耐候性差
(二)主要特点
• 聚氯乙烯塑料是多组分塑料,它包括聚氯乙烯树脂、增塑 剂、稳定剂、润滑剂、填料、颜料等多种助剂,各助剂的 品种及数量都直接影响聚氯乙烯塑料的性能。
3. 有优良的耐低温性能,且在低温下性能变化极小。 4. 阻湿性好,但具有一定的透气性。 5. 热封性好。 6. 由于聚乙烯分子无极性,极性油墨等对其附着力较差,导
致适印性不好,故在印刷前应进行表面处理。同样,在聚 乙烯薄膜与其他薄膜进行干法复合前,也需要进行表面处 理,以增加印刷或复合的牢度。
塑料包装材料和其包装容器98页PPT

塑料包装材料和其包装容器
1、合法而稳定的权力在使用得当时很 少遇到 抵抗。 ——塞 ·约翰 逊 2、权力会使人渐渐失去温厚善良的美 德。— —伯克
3、最大限度地行使权力总是令人反感 ;权力 不易确 定之处 始终存 在着危 险。— —塞·约翰逊 4、权力会奴化一切。——塔西佗
5、虽然权力是一头固执的熊,可是金 子可以 拉着它 的鼻子 走。— —莎士 比
拉
60、生活的道路一旦选定,就要勇敢地 走到底 ,决不 回头。 ——左
Hale Waihona Puke 56、书不仅是生活,而且是现在、过 去和未 来文化 生活的 源泉。 ——库 法耶夫 57、生命不可能有两次,但许多人连一 次也不 善于度 过。— —吕凯 特 58、问渠哪得清如许,为有源头活水来 。—— 朱熹 59、我的努力求学没有得到别的好处, 只不过 是愈来 愈发觉 自己的 无知。 ——笛 卡儿
1、合法而稳定的权力在使用得当时很 少遇到 抵抗。 ——塞 ·约翰 逊 2、权力会使人渐渐失去温厚善良的美 德。— —伯克
3、最大限度地行使权力总是令人反感 ;权力 不易确 定之处 始终存 在着危 险。— —塞·约翰逊 4、权力会奴化一切。——塔西佗
5、虽然权力是一头固执的熊,可是金 子可以 拉着它 的鼻子 走。— —莎士 比
拉
60、生活的道路一旦选定,就要勇敢地 走到底 ,决不 回头。 ——左
Hale Waihona Puke 56、书不仅是生活,而且是现在、过 去和未 来文化 生活的 源泉。 ——库 法耶夫 57、生命不可能有两次,但许多人连一 次也不 善于度 过。— —吕凯 特 58、问渠哪得清如许,为有源头活水来 。—— 朱熹 59、我的努力求学没有得到别的好处, 只不过 是愈来 愈发觉 自己的 无知。 ——笛 卡儿
塑料包装材料 PPT(共 38张)
热固性塑料——加热时可塑制成一定形状,一旦定型后即 成为最终产品,再次加热时也不会软化,温度升高则会引 起它的分解破坏,即不能反复塑制。
热塑性塑料主要有聚乙烯、聚丙烯、聚氯乙烯、聚苯乙烯 聚酰胺、聚酯等。
热固性塑料的主要有酚醛塑料、脲醛塑料、密胺塑料等。 塑料包装使用的原料以热塑性高聚物为主,少量使用热固
性树脂
第三节 包装常用塑料及其性能
聚乙烯 (PE、LDPE、 HDPE、 聚乙烯醇(PVA)
LLDPE、EPE)
乙烯-醋酸乙烯共聚(EVA)
聚丙烯(PP)
聚碳酸酯(PC)
聚苯乙烯(PS)
聚氨基甲酸酯(PVP)
聚氯乙烯(PVC)
酚醛塑料(PE)
聚对苯二甲酸乙二醇(PET) 脲醛塑料(UF)
第一节 塑料的基本组成及性能特点
塑料是以合成的或天然的高分子化合物如合成树脂、 天然树脂等为主要成分,并配以一定的助剂如填料、增塑 剂、稳定剂、着色剂等经加工可塑成型,并在常温下保持 其形状不变的材料。
(一)高聚物
由人工合成的高分子化合物称为合成树脂,又称高聚物或 聚合物。合成树脂是塑料的主要成分,它在塑料中起胶结作用, 塑料的性质主要取决于所采用的合成树脂。
[适用性]
吹塑瓶、挤压软管用于调味品、药品等包装 瓶盖、瓶塞等容器附件 各种包装薄膜、容器和泡沫塑料缓冲材料。
(四)填充剂
能改善塑料的某些性能的惰性特质称为填充剂,又称填 料。填充剂一般都是粉末状的物质,如碳酸钙、硅酸盐、粘 土、滑石粉、木粉、金属粉。加入填充的目的是为了改善塑 料的成型加工性能,改进和赋予塑料某些物理性能和降低成 本。填充剂的用量一般在40%以下。
(五)增强剂
为了提高塑料制品的机械强度而加入的纤维类材料称为 增强剂。增强剂实际上也是一种填充剂。最常用的增强剂有 玻璃纤维、石棉纤维、合成纤维和麻纤维等。
热塑性塑料主要有聚乙烯、聚丙烯、聚氯乙烯、聚苯乙烯 聚酰胺、聚酯等。
热固性塑料的主要有酚醛塑料、脲醛塑料、密胺塑料等。 塑料包装使用的原料以热塑性高聚物为主,少量使用热固
性树脂
第三节 包装常用塑料及其性能
聚乙烯 (PE、LDPE、 HDPE、 聚乙烯醇(PVA)
LLDPE、EPE)
乙烯-醋酸乙烯共聚(EVA)
聚丙烯(PP)
聚碳酸酯(PC)
聚苯乙烯(PS)
聚氨基甲酸酯(PVP)
聚氯乙烯(PVC)
酚醛塑料(PE)
聚对苯二甲酸乙二醇(PET) 脲醛塑料(UF)
第一节 塑料的基本组成及性能特点
塑料是以合成的或天然的高分子化合物如合成树脂、 天然树脂等为主要成分,并配以一定的助剂如填料、增塑 剂、稳定剂、着色剂等经加工可塑成型,并在常温下保持 其形状不变的材料。
(一)高聚物
由人工合成的高分子化合物称为合成树脂,又称高聚物或 聚合物。合成树脂是塑料的主要成分,它在塑料中起胶结作用, 塑料的性质主要取决于所采用的合成树脂。
[适用性]
吹塑瓶、挤压软管用于调味品、药品等包装 瓶盖、瓶塞等容器附件 各种包装薄膜、容器和泡沫塑料缓冲材料。
(四)填充剂
能改善塑料的某些性能的惰性特质称为填充剂,又称填 料。填充剂一般都是粉末状的物质,如碳酸钙、硅酸盐、粘 土、滑石粉、木粉、金属粉。加入填充的目的是为了改善塑 料的成型加工性能,改进和赋予塑料某些物理性能和降低成 本。填充剂的用量一般在40%以下。
(五)增强剂
为了提高塑料制品的机械强度而加入的纤维类材料称为 增强剂。增强剂实际上也是一种填充剂。最常用的增强剂有 玻璃纤维、石棉纤维、合成纤维和麻纤维等。
包装印刷包装材料及容器概述.pptx
木材也有一定的缺点,如组织结 构不匀,各向异性,易受环境温 度、湿度的影响而变形、开裂、 翘曲和降低强度,易于腐朽、易 燃、易被白蚁蛀蚀等多种疵病。 不过这些缺点,经过适当的处理 可以消除或减轻。
10
(二)人造板材
要节约和综合利用木材,人造板材是一条重要途径。人造 板材除胶合板外,所使用的原料均系木材采伐过程中的剩 余物或其他木质纤维,使树枝、截头、板皮、碎片、刨花 、锯木等废料都得到利用。
天然木材:针叶木材-红松、落叶松、白松、马尾松等;阔 叶木材-杨木、桦木等.
人造木材:纤维板-纤维板、木丝板、刨花板等;胶合板- 三夹板、五夹板等。
9
(一)天然木材 由于天然木材具有很多优点,如分布广,可以就地取材 ,质轻且强度高,有一定的弹性,能承受冲击和震动作 用,容易加工,具有很高的耐久性且价格低廉等,因此 在现代包装工业中仍然占有很重要的地位。
刨花板的板面宽、花纹美丽,没有木材的天然缺陷, 但易吸潮,吸水后膨胀率较大,且强度不高,一般可 以作为小型包装容器,也可以作大型包装容器的非受 力壁板。
15
覆面纤维板和刨花板
16
三、木制包装容器
形形色色的木制容器是最古老的包装容器之一 。
木制容器的形式有桶(密封木桶、不密封木桶 )、盒、箱(普通木箱、滑板箱、框架箱、钢 丝捆扎箱)、盘(底盘、托盘、滑板托盘)等 。
纤维板板面宽平,不易裂缝、不易腐朽虫蛀,有一定的抗 压、抗弯曲强度和耐水性能,但抗冲击强度不如木板与胶 合板。硬质纤维板适宜于作包装木箱挡板和纤维板桶等。 软质纤维板一般作包装防震衬板等用。
14
3. 刨花板
刨花板又称碎木板或木屑板。是利用碎木、刨花经过 切碎加工后与胶粘剂(各种胶料、人工树脂等)拌合 ,再经加热压制而成的。
10
(二)人造板材
要节约和综合利用木材,人造板材是一条重要途径。人造 板材除胶合板外,所使用的原料均系木材采伐过程中的剩 余物或其他木质纤维,使树枝、截头、板皮、碎片、刨花 、锯木等废料都得到利用。
天然木材:针叶木材-红松、落叶松、白松、马尾松等;阔 叶木材-杨木、桦木等.
人造木材:纤维板-纤维板、木丝板、刨花板等;胶合板- 三夹板、五夹板等。
9
(一)天然木材 由于天然木材具有很多优点,如分布广,可以就地取材 ,质轻且强度高,有一定的弹性,能承受冲击和震动作 用,容易加工,具有很高的耐久性且价格低廉等,因此 在现代包装工业中仍然占有很重要的地位。
刨花板的板面宽、花纹美丽,没有木材的天然缺陷, 但易吸潮,吸水后膨胀率较大,且强度不高,一般可 以作为小型包装容器,也可以作大型包装容器的非受 力壁板。
15
覆面纤维板和刨花板
16
三、木制包装容器
形形色色的木制容器是最古老的包装容器之一 。
木制容器的形式有桶(密封木桶、不密封木桶 )、盒、箱(普通木箱、滑板箱、框架箱、钢 丝捆扎箱)、盘(底盘、托盘、滑板托盘)等 。
纤维板板面宽平,不易裂缝、不易腐朽虫蛀,有一定的抗 压、抗弯曲强度和耐水性能,但抗冲击强度不如木板与胶 合板。硬质纤维板适宜于作包装木箱挡板和纤维板桶等。 软质纤维板一般作包装防震衬板等用。
14
3. 刨花板
刨花板又称碎木板或木屑板。是利用碎木、刨花经过 切碎加工后与胶粘剂(各种胶料、人工树脂等)拌合 ,再经加热压制而成的。
包装印刷包装材料塑料包装容器

• 但注射成型设备投资大,模具制造成本高,所以 一般适于大批量生产,并能保证容器的尺寸精度。
7
包装材料学
3.中空吹塑成型
• 中空吹塑成型是将挤出或注射成型制得的型坯 预热后置于吹塑模中,然后在型坯中通入压缩 空气将其吹胀,便之紧贴于模腔壁面上,再经 冷却定型、脱模即得到制品。
• 中空吹塑成型可制得各种不同容量、不同壁厚 的塑料瓶、桶、罐等包装容器。适于中空吹塑 成型的塑料有PE、PVC、PP、PS、PET、NY、PC、 CA等。
二、塑料包装容器的成型方法
• 塑料包装容器的成型方法主要有:模压成型、 注射成型、中空吹塑成型、热成型、旋转成型 和缠绕成型等。
4
包装材料学
1.模压成型
• 模压成型是将粉状、粒状或纤维状塑料放大 成型温度下的模具型腔中,然后闭模加压使 其成型并固化,开模取出制品。
• 模压成型可制得塑料包装箱、盒、托盘、小 型精致容器以及桶盖、瓶盖等容器附件等。
20
包装材料学
2.塑料瓶、桶
• 塑料瓶是广泛使用的销售包装容器,一般采用挤出中空吹塑法和拉伸吹 塑法生产, 使用的原料主要有PE、PP、PVC、PET、DC、PC、NY等。 塑料瓶的容量从几十毫升至几升有多种规格。塑料瓶一般具有体轻、不 易破碎、强度较高、化学稳定性好、易于印刷装潢、造型多样等优点。 但其阻隔性、耐热性和抗静电性等较玻璃瓶差。塑料瓶广泛用于食品、 饮料、化学药品、化妆品、医药品、油类、燃料等液状、浆状以及固体 产品的包装。
• 模压成型设备和模具结构简单,费用低;能 成型较大的平面制品;但其成型效率低;且 制品的尺寸精度一般较低。
• 模压成型主要用于热固性塑料如酚醛塑料、 酚醛塑料的成型。
5
包装材料学
7
包装材料学
3.中空吹塑成型
• 中空吹塑成型是将挤出或注射成型制得的型坯 预热后置于吹塑模中,然后在型坯中通入压缩 空气将其吹胀,便之紧贴于模腔壁面上,再经 冷却定型、脱模即得到制品。
• 中空吹塑成型可制得各种不同容量、不同壁厚 的塑料瓶、桶、罐等包装容器。适于中空吹塑 成型的塑料有PE、PVC、PP、PS、PET、NY、PC、 CA等。
二、塑料包装容器的成型方法
• 塑料包装容器的成型方法主要有:模压成型、 注射成型、中空吹塑成型、热成型、旋转成型 和缠绕成型等。
4
包装材料学
1.模压成型
• 模压成型是将粉状、粒状或纤维状塑料放大 成型温度下的模具型腔中,然后闭模加压使 其成型并固化,开模取出制品。
• 模压成型可制得塑料包装箱、盒、托盘、小 型精致容器以及桶盖、瓶盖等容器附件等。
20
包装材料学
2.塑料瓶、桶
• 塑料瓶是广泛使用的销售包装容器,一般采用挤出中空吹塑法和拉伸吹 塑法生产, 使用的原料主要有PE、PP、PVC、PET、DC、PC、NY等。 塑料瓶的容量从几十毫升至几升有多种规格。塑料瓶一般具有体轻、不 易破碎、强度较高、化学稳定性好、易于印刷装潢、造型多样等优点。 但其阻隔性、耐热性和抗静电性等较玻璃瓶差。塑料瓶广泛用于食品、 饮料、化学药品、化妆品、医药品、油类、燃料等液状、浆状以及固体 产品的包装。
• 模压成型设备和模具结构简单,费用低;能 成型较大的平面制品;但其成型效率低;且 制品的尺寸精度一般较低。
• 模压成型主要用于热固性塑料如酚醛塑料、 酚醛塑料的成型。
5
包装材料学
相关主题
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• 挤出中空吹塑法设备投资少,工 艺成熟,生产效率高;型坯温度 均匀,制品破裂少,能适于多种 塑料。但其制品壁厚公差较大。 挤出中空吹塑法在当前中空容器 的生产中占有绝对优势,可制得 各种不同容量和壁厚、不同形状 以及带把手的容器。
9
包装材料学
(2)注射吹塑
• 注射吹塑是先由注射机将熔融的塑料注入注射模内 形成有底型坯,开模后型坯留在芯模上,然后趁热 移至吹塑模内,吹塑模闭合后从芯棒进气孔通入 0.20~0.69MPa的压缩空气使型坯吹胀,冷却后脱模 即得到制品,
• 但注射成型设备投资大,模具制造成本高,所以 一般适于大批量生产,并能保证容器的尺寸精度。
7
包装材料学
3.中空吹塑成型
• 中空吹塑成型是将挤出或注射成型制得的型坯 预热后置于吹塑模中,然后在型坯中通入压缩 空气将其吹胀,便之紧贴于模腔壁面上,再经 冷却定型、脱模即得到制品。
• 中空吹塑成型可制得各种不同容量、不同壁厚 的塑料瓶、桶、罐等包装容器。适于中空吹塑 成型的塑料有PE、PVC、PP、PS、PET、NY、PC、 CA等。
11
ห้องสมุดไป่ตู้
包装材料学
4.热成型
• 热成型属二次加工成型,它是用热塑性塑料片材作为原料来制 造塑料容器的一种方法。由于所用片材的厚度一般在1~2mm之 间,所以制成的容器壁比较薄,其深度有一定的限制,一般多 为浅杯形或浅盘形等半壳状容器。
• 成型时将塑料片材加热到一定温度(高弹态),然后施以压力或 抽真空使其贴附于模具型面上,经冷却后脱模,适当修整后即 得制品。热成型时的动力可以靠片材两面的气压差、或借助机 械压力、液压力等。其具体成型方法目前已有数十种之多,但 它都是由几种基本方法略加改进而组成的。
6
包装材料学
注射成型
• 注射成型可制得外形复杂、尺寸准确、美观精制 的容器,并能成型带嵌件的容器。但一般均为广 口容器如塑料箱、托盘、盒、杯、盘等,容器的 壁一般较厚,不易成型薄壁容器。
• 注射成型对原料的适应性广,几乎所有的热塑性 塑料或部分热固性塑料都可采用此法成型。其成 型周期短、效率高,且易于实现全自动化生产。
12
包装材料学
(1)真空成型
• 真空成型又称真空吸塑成型。如图6-10所示,它 是将塑料片材用夹框夹紧在模具上,加热至适当 温度后,将片材与模具之间的空气抽出,片材即 被大气压压至模具表面,同时被模具冷却成型。
• 真空成型能够产生的最大压差为0.07~ 0.09MRa, 一般能满足壁薄、形状简单的小型包装容器的成 型,因此它是当前包装工业中应用最广的热成型 方法。真空成型模具可以用单阴模、单阳模,也 可以不用模具成型。
• 注射吹塑成型自动化程度高,可多模生产,效率高。 成型的容器壁厚均匀,重量公差小;其底部强度高, 瓶颈口尺寸精确,且后加工量小。但每种制品必须 使用两付模具即型坯模和吹塑模,且型坯模要能承 受高压,生产投资大。此法仅适于生产批量大,精 度高的小型包装容器如饮料瓶等。
10
包装材料学
(3)拉伸吹塑
拉伸吹塑是70年代后发展起来的一种双轴定向拉伸吹塑新工艺。经拉伸 吹塑成型的容器,其透明度、拉伸强度、抗冲击强度、表面硬度、刚性 和气密性等均有较大的提高。且可使容器的壁厚减薄,节省原材料50%左 右。目前拉伸吹塑工艺厂泛用于生产PET、PP、PVC等塑料瓶。 拉伸吹塑成型工艺又分为:注射型坯拉伸吹塑(注-拉-吹)和挤出型坯拉伸 吹塑(挤-拉-吹)两种,其中以前者应用较广。 注射型坯拉伸吹塑是利用注射成型制得有底型坯,然后在拉伸温度下进 行纵向拉伸,再经吹胀成型达到横向拉伸。 挤出型坯拉伸吹塑是由挤出法制得管状型坯,再把底部熔合形成有底型 坯,然后在拉伸温度下进行纵向拉伸、而后进行吹胀成型完成横向拉伸。 此法多用于成型PVC等无定形塑料。
• 中空吹塑成型过程包括型坯的制造和型坯的吹 塑。按型坯的制法不同,中空吹塑可分为挤出 中空吹塑和注射吹塑,在此基础上又发展了拉 伸吹塑及多层吹塑等。
8
包装材料学
(1)挤出中空吹塑
• 挤出中空吹塑是先由挤出机挤出 管状型坯后,再趁热送入吹塑模 内吹胀成型,冷却后脱模即得到 制品。为配合连续挤出,可采用 多付吹塑模在回转台上轮流生产。
13
包装材料学
(2)气压成型
2
包装材料学
塑料包装容器的分类
(1)按化学组成塑料容器可分为PE、PP、PS、PVC、 PET、NY、PC、PF、UF容器等。
(2)按成型方法可将塑料容器分为吹塑、注射、挤 出、模压、热成型、旋转、缠绕成型容器等。
(3)按容器的形状和用途塑料容器可分为箱盒类、 瓶罐类、袋类、软管类等
3
包装材料学
二、塑料包装容器的成型方法
• 塑料包装容器的成型方法主要有:模压成型、 注射成型、中空吹塑成型、热成型、旋转成型 和缠绕成型等。
4
包装材料学
1.模压成型
• 模压成型是将粉状、粒状或纤维状塑料放大 成型温度下的模具型腔中,然后闭模加压使 其成型并固化,开模取出制品。
• 模压成型可制得塑料包装箱、盒、托盘、小 型精致容器以及桶盖、瓶盖等容器附件等。
• 模压成型设备和模具结构简单,费用低;能 成型较大的平面制品;但其成型效率低;且 制品的尺寸精度一般较低。
• 模压成型主要用于热固性塑料如酚醛塑料、 酚醛塑料的成型。
5
包装材料学
2.注射成型
• 注射成型又称注射模塑或注塑。它是将粒状或 粉状塑料从注射机的料斗加入料筒中,经加热 塑化呈熔融状态后,借助螺杆或柱塞的推力, 将其通过料筒端部的喷咀注入温度较低的闭合 模具中,经冷却定型后,开模取出制品。
§6.2塑料包装容器
1
包装材料学
一、概述
• 在现代包装工业中,塑料包装容器以其质轻、透明、 不易破碎,耐腐蚀性好,易于成型加工,生产能耗低 等优异性能,在化工产品、食品、饮料、化妆品、医 药品等包装中得到了广泛的应用,在许多方面已取代 或部分取代了木质容器、金属容器、玻璃、陶瓷容器 等。
• 近年来随着塑料成型加工技术的发展,拉伸吹塑成型 工艺已广泛用于PET瓶、PVC瓶和PP瓶的生产中,大 大改善了塑料瓶的物理机械性能,同时也使其壁厚减 薄1/3左右。使塑料包装容器逐步向薄型化、轻量化方 向发展。
9
包装材料学
(2)注射吹塑
• 注射吹塑是先由注射机将熔融的塑料注入注射模内 形成有底型坯,开模后型坯留在芯模上,然后趁热 移至吹塑模内,吹塑模闭合后从芯棒进气孔通入 0.20~0.69MPa的压缩空气使型坯吹胀,冷却后脱模 即得到制品,
• 但注射成型设备投资大,模具制造成本高,所以 一般适于大批量生产,并能保证容器的尺寸精度。
7
包装材料学
3.中空吹塑成型
• 中空吹塑成型是将挤出或注射成型制得的型坯 预热后置于吹塑模中,然后在型坯中通入压缩 空气将其吹胀,便之紧贴于模腔壁面上,再经 冷却定型、脱模即得到制品。
• 中空吹塑成型可制得各种不同容量、不同壁厚 的塑料瓶、桶、罐等包装容器。适于中空吹塑 成型的塑料有PE、PVC、PP、PS、PET、NY、PC、 CA等。
11
ห้องสมุดไป่ตู้
包装材料学
4.热成型
• 热成型属二次加工成型,它是用热塑性塑料片材作为原料来制 造塑料容器的一种方法。由于所用片材的厚度一般在1~2mm之 间,所以制成的容器壁比较薄,其深度有一定的限制,一般多 为浅杯形或浅盘形等半壳状容器。
• 成型时将塑料片材加热到一定温度(高弹态),然后施以压力或 抽真空使其贴附于模具型面上,经冷却后脱模,适当修整后即 得制品。热成型时的动力可以靠片材两面的气压差、或借助机 械压力、液压力等。其具体成型方法目前已有数十种之多,但 它都是由几种基本方法略加改进而组成的。
6
包装材料学
注射成型
• 注射成型可制得外形复杂、尺寸准确、美观精制 的容器,并能成型带嵌件的容器。但一般均为广 口容器如塑料箱、托盘、盒、杯、盘等,容器的 壁一般较厚,不易成型薄壁容器。
• 注射成型对原料的适应性广,几乎所有的热塑性 塑料或部分热固性塑料都可采用此法成型。其成 型周期短、效率高,且易于实现全自动化生产。
12
包装材料学
(1)真空成型
• 真空成型又称真空吸塑成型。如图6-10所示,它 是将塑料片材用夹框夹紧在模具上,加热至适当 温度后,将片材与模具之间的空气抽出,片材即 被大气压压至模具表面,同时被模具冷却成型。
• 真空成型能够产生的最大压差为0.07~ 0.09MRa, 一般能满足壁薄、形状简单的小型包装容器的成 型,因此它是当前包装工业中应用最广的热成型 方法。真空成型模具可以用单阴模、单阳模,也 可以不用模具成型。
• 注射吹塑成型自动化程度高,可多模生产,效率高。 成型的容器壁厚均匀,重量公差小;其底部强度高, 瓶颈口尺寸精确,且后加工量小。但每种制品必须 使用两付模具即型坯模和吹塑模,且型坯模要能承 受高压,生产投资大。此法仅适于生产批量大,精 度高的小型包装容器如饮料瓶等。
10
包装材料学
(3)拉伸吹塑
拉伸吹塑是70年代后发展起来的一种双轴定向拉伸吹塑新工艺。经拉伸 吹塑成型的容器,其透明度、拉伸强度、抗冲击强度、表面硬度、刚性 和气密性等均有较大的提高。且可使容器的壁厚减薄,节省原材料50%左 右。目前拉伸吹塑工艺厂泛用于生产PET、PP、PVC等塑料瓶。 拉伸吹塑成型工艺又分为:注射型坯拉伸吹塑(注-拉-吹)和挤出型坯拉伸 吹塑(挤-拉-吹)两种,其中以前者应用较广。 注射型坯拉伸吹塑是利用注射成型制得有底型坯,然后在拉伸温度下进 行纵向拉伸,再经吹胀成型达到横向拉伸。 挤出型坯拉伸吹塑是由挤出法制得管状型坯,再把底部熔合形成有底型 坯,然后在拉伸温度下进行纵向拉伸、而后进行吹胀成型完成横向拉伸。 此法多用于成型PVC等无定形塑料。
• 中空吹塑成型过程包括型坯的制造和型坯的吹 塑。按型坯的制法不同,中空吹塑可分为挤出 中空吹塑和注射吹塑,在此基础上又发展了拉 伸吹塑及多层吹塑等。
8
包装材料学
(1)挤出中空吹塑
• 挤出中空吹塑是先由挤出机挤出 管状型坯后,再趁热送入吹塑模 内吹胀成型,冷却后脱模即得到 制品。为配合连续挤出,可采用 多付吹塑模在回转台上轮流生产。
13
包装材料学
(2)气压成型
2
包装材料学
塑料包装容器的分类
(1)按化学组成塑料容器可分为PE、PP、PS、PVC、 PET、NY、PC、PF、UF容器等。
(2)按成型方法可将塑料容器分为吹塑、注射、挤 出、模压、热成型、旋转、缠绕成型容器等。
(3)按容器的形状和用途塑料容器可分为箱盒类、 瓶罐类、袋类、软管类等
3
包装材料学
二、塑料包装容器的成型方法
• 塑料包装容器的成型方法主要有:模压成型、 注射成型、中空吹塑成型、热成型、旋转成型 和缠绕成型等。
4
包装材料学
1.模压成型
• 模压成型是将粉状、粒状或纤维状塑料放大 成型温度下的模具型腔中,然后闭模加压使 其成型并固化,开模取出制品。
• 模压成型可制得塑料包装箱、盒、托盘、小 型精致容器以及桶盖、瓶盖等容器附件等。
• 模压成型设备和模具结构简单,费用低;能 成型较大的平面制品;但其成型效率低;且 制品的尺寸精度一般较低。
• 模压成型主要用于热固性塑料如酚醛塑料、 酚醛塑料的成型。
5
包装材料学
2.注射成型
• 注射成型又称注射模塑或注塑。它是将粒状或 粉状塑料从注射机的料斗加入料筒中,经加热 塑化呈熔融状态后,借助螺杆或柱塞的推力, 将其通过料筒端部的喷咀注入温度较低的闭合 模具中,经冷却定型后,开模取出制品。
§6.2塑料包装容器
1
包装材料学
一、概述
• 在现代包装工业中,塑料包装容器以其质轻、透明、 不易破碎,耐腐蚀性好,易于成型加工,生产能耗低 等优异性能,在化工产品、食品、饮料、化妆品、医 药品等包装中得到了广泛的应用,在许多方面已取代 或部分取代了木质容器、金属容器、玻璃、陶瓷容器 等。
• 近年来随着塑料成型加工技术的发展,拉伸吹塑成型 工艺已广泛用于PET瓶、PVC瓶和PP瓶的生产中,大 大改善了塑料瓶的物理机械性能,同时也使其壁厚减 薄1/3左右。使塑料包装容器逐步向薄型化、轻量化方 向发展。