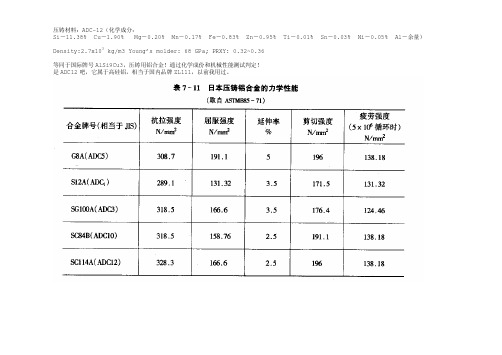
压铸件价格核算和铝AL00与铝锭ADC12的价格差异
ADC12化学成分与60616063化学成分及选择
你们的固溶处理工艺有问题呢.6061 合金的固溶处理温度应该是 530 度. 560 度是 6061 合金的均匀化温度,是用来处理铸锭的,你们用这么高的温度来处理加工材,当然会过烧啰.不信你仔细看一看,型材的断 口上是不是呈很细小的颗粒状! 过烧的金属其硬度和强度当然很低啰!
固溶温度和时效温度是两码事。 在一定程度行提高固溶温度,可以取得较好的淬火效果。 而时效温度提高,则可能导致过时效,或者时效进行得太快而导致析出物粗大,
6063 铝合金化学成分的选择
6063 铝合金广泛用于建筑铝门窗、幕墙的框架,为了保证门窗、幕墙具有高的抗风压性能、装配性能、耐蚀性能和装饰性能,对 铝合金型材综合性能的要求远远高于工业型材标准。 在国家标准 GB/T3190 中规定的 6063 铝合金成分范围内,对化学成分的取 值不同,会得到不同的材质特性,当化学成分的范围很大时,其性能差异会在很大范围内波动,以致型材的综合性能会无法控制。
固溶加热温度 520~530℃(保温时间根据工件的厚度,一般为每毫米 1.5~2 分钟),时效温度 170~175℃,至少 9 小时以上。
若为 6061-T6 状态,其抗拉强度一般超过 310 兆帕
一般情况下,铝合金的固溶温度是固定的,固溶温度区间很小。 如果超过固溶温度,容易造成过热甚至过烧,晶粒粗大,性能下降。 时效温度可参照温度与强度或硬度变化曲线定,看你需要在欠时效、峰时效还是过时效状态。 千万不能任意提高固溶温度
化学成分(Chemical Composition Limits wt%)
Pb.
Cu
Si
Fe
Mn
Mg
Zn
Cr
ADC-12的铝合金压铸件资料

ADC-12的铝合金压铸件资料制订2012-11-30 文件发行版本 A 文件ADC-12的铝合金压铸件资料页数5页ADC-12的铝合金压铸件资料ADC-12(相当国内的ZL104)是压铸铝合金牌号,为脆性材料,易崩裂。
性质类似铸铁,但有质轻和导热性好的优点。
主要用于做高档望远镜外壳,相机三脚架云台,发动机外壳等。
具体性能指标,可由铝合金压铸厂提供,或等我查资料后再告知。
在广东省南海市有大量生产厂家。
数码相机的铝合金外壳的壁厚多少合理?表面是如何处理的?有没有加工此类产品的厂家?壁厚:1.2~1.5mm,表面:铬酸皮膜后喷涂;铝合金压铸件的内部裂痕怎样检测?通过无损探伤来检测产品1.超声波探伤各类金属管材、板材、铸件、锻件和焊缝的超声波检测和超声波测厚.当超声波在传播中遇到裂缝、空洞、离析等缺陷时,超声波的声速、振幅、频率等声学参数会因此改变。
根据仪器测量这些改变,可以判断缺陷的存在,并能确定其具体位置.超声波脉冲(通常为1.5MHz)从探头射人被检测物体,如果其内部有缺陷,缺陷与材料之间便存在界面,则一部分人射的超声波在缺陷处被反射或折射,则原来单方向传播的超声能量有一部分被反射,通过此界面的能量就相应减少。
这时,在反射方向可以接到此缺陷处的反射波;在传播方向接收到的超声能量会小于正常值,这两种情况的出现都能证明缺陷的存在。
在探伤中,利用探头接收脉冲信号的性能也可检查出缺陷的位置及大小。
前者称为反射法,后者称为穿透法。
2.磁粉探伤适宜于铁磁性材料如铸造、锻造和其它机加工部件的无损检测。
3.紫外线灯价格低廉、可靠高和操作简单,各种管道的泄漏探查、涂镀层是否均匀的检验、杂质或污点的检测、半导体和生物领域、医疗、舞台特除艺术效果4.射线探伤射线探伤可以分为X射线、γ射线和高能射线探伤三种X射线照相法探伤是利用射线在物质中的衰减规律和对某些物质产生的光化及荧光作用为基础进行探伤的。
从射线强度的角度看,当照射在工件上射线强度为J0,由于工件材料对射线的衰减,穿过工件的射线被减弱至Jc。
如何对压铸件进行报价

如何对压铸件进行报价前言• 报价对于压铸企业来讲,是必须的工作。
• 如何报价是必须掌握的技能。
• 目前暂无行业标准,所以报价方式较为混乱。
• 具体报价需要参考行业的水准和企业自身的水准进行。
说明• 铝合金产品 克重2210克,材质ADC12。
请计算出材料费。
方式一:按照作坊价:25元/公斤。
方式二:按照工序:压铸件材料价格+合模费+去毛刺+机加费+表面处理+管理费+税点+利润(相关行情数据参照经验)方式三:能够根据自己公司长期的数据,成本核算,得出每步工序的价格。
压铸件加工方式• 来料加工加工价格 = 合模费 *(1+管理费率)*(1+税费率)*(1+利润率)• 包工包料加工价格=(压铸件材料价格+合模费+去毛刺+机加费+表面处理)*(1+管理费率)*(1+税费率)*(1+利润率)合模费 =(产品合模费+ 熔炼费+复杂件加价额+特定要求件加价额)一、压铸件材料费• 压铸件材料价格=材料单价×材料耗用定额。
压铸件材料费—材料单价• 自配合金• 购买标准的合金锭单价(基准价+加工费)材料类型型号基准价加工费ADC12铝合金SMM中A00铝1500A3803#SMM中0#锌900锌合金5#SMM中0#锌1400材料单价按订货时合金锭价格。
压铸件材料费—材料耗用定额• 材料耗用定额=压铸件净重+浇铸系统重量×损耗率。
• 浇注系统重量包含:料饼、流道、产品、渣包、排气。
浇铸系统重量:为压铸件净重的1.2~1.8(视工件情况而定)。
为方便计算,我们默认采用1.5倍。
损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
压铸件材料费—案例• 铝合金产品 克重2210克,材质ADC12。
请计算出材料费。
第一步:材料单价A00 铝今日均价10280元/吨ADC12铝合金 单价= 10280+1500=11780元/吨第二步:材料耗用定额产品净重2210g浇注系统为压铸件净重的40%铝合金损耗率按照5%材料耗用定额=2210 + 2210*1.4*5%=2210+154.7=2364.7g如何对压铸件进行报价二、综合合模费综合合模费包含以下部分:1. 设备合模费——根据压铸机品牌和吨位,每模费用。
压铸件成本核算

压铸件成本核算,以亿高烈兽后脚踏支架为例:1、成本组成成本组成主要有:材料费,合模费,熔炼费,后处理费,包装运输费和模具均摊,另外再计7个点的税点,10个点的利润。
2、材料费材料费:产品重量加上损耗(一般定为3-5%的水口料,看产品大小而定)乘以材料价格。
后左脚踏支架重275g,因产品较小,水口料也较少,按3%计算,材料价格按17500元/吨计算,则为:275g*(1+0.03)*1.75分/g=500分=5元/件。
(铝合金产品的水口料是可以回收利用的,一般按95:5的比例添加回料,也就是说,损耗只要考虑沉渣损耗及氧化部分即可。
)(扣除可回收的水口料,实际损耗正常在1.05-2之间,超出的话就偏高了,不是厂家拿的ADC12有问题,就是厂家生产管理有问题,所以,这次给亿高定高了。
)3、合模费合模费由人工,水电加压铸设备折旧构成,具体计算须先明确几个参数,即压铸机的价格,使用寿命,功率和日产量。
压铸机按吨位算,一般中低档压铸机在吨位后去掉个0,就是对应的采购价格,比如250t压铸机约25万块,300t的约30万块(当然这只是个大概估算,具体的你还要在考察供应商的时候不经意间从他那里探听得到,事实上也大概是这个价还要偏下。
),使用10年(压铸机一般用个15-20年都不会有问题,给他定小了。
),功率为22KW,按一分钟生产一个产品(这个非常重要,需要悄悄的去打听),一天8小时能做500个算,则:设备折旧25万10年,2.5万1年,2000块1月,66块1天,0.13元/件;水电费:水费忽略不计,电费工业用电1元每度,每小时22度,8小时176度,均摊到500个每天为0.35元/件;人工:按100元每天,均摊到500个则为0.2元/件,总计合模费:0.68元/件。
4、熔炼费计算方法暂不详,估计约为0.5元/件。
(后经了解,280T的压铸机,一个班8小时所耗炭金约为150元,按500日产量均摊,一个才0.3元。
铝合金锭压铸件的成本核算
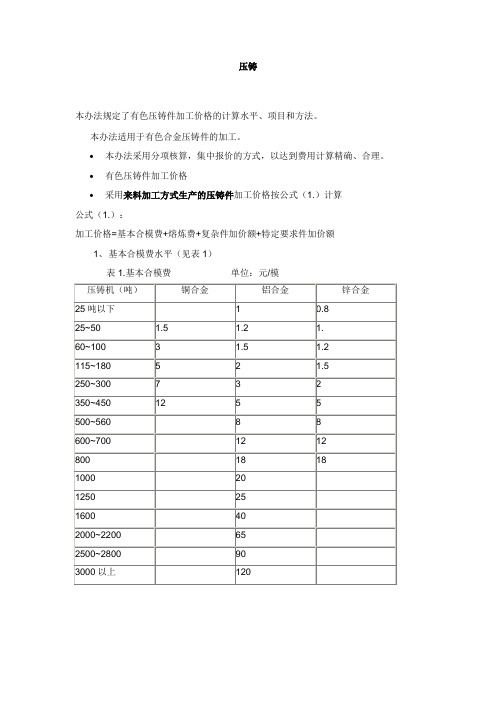
压铸本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
•本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
•有色压铸件加工价格•采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额1、基本合模费水平(见表1)3.1.2 熔炼费水平(见表2)表2.:熔炼费单位:元/kg•复杂件加价水平(见表3)表3. 复杂件加价额3.1.4 特定要求件加价水平(见表4)表4.:特定要求件加价额3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格•基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1. 浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2. 损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3. 管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4. 镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5. 本办法第3条规定的压铸件加工价格,不包括试模费用。
委托方提供模具需试模者,按模具复杂程度双方面议试模费用。
压铸铝合金 ADC12

A413
A360
518
514
A380
A383
物資成份比
銅Cu
1.0
0.6
0.2
0.1
2.0~4.0
1.5~3.5
矽Si
11.0~13.0
9.0~10.0
0.3
1.0
7.5~9.5
9.6~12.0
鎂Mg
0.3
0.4~0.6
4.1~8.5
2.6~4.0
0.3
0.3
鋅Zn
0.5
0.5
0.1
0.4
1.0
3.0%
3.5%
5.0%
2.5%
2.5%
密度g/cm3
2.66
2.64
2.65
2.57
2.71
2.70
剪斷應力
17.5MPa
18.0MPa
20.0MPa
20.0MPa
19.5MPa
20.0MPa
疲勞應力
13.4MPa
12a
14.1MPa
14.1MPa
附註:本表是比較試片實驗為基礎。
壓鑄鋁合金
合金物質成份表
下列成份表為適合壓鑄用鋁合金之通用規格,以常用性分為;特殊用及一般用兩大類。
一般用料佔有市場90%以上,而ADC12又佔70%以上,也是最適應壓鑄條件之鋁合金。
壓鑄鋁合金通用成份表
規格分類
特殊用壓鑄鋁合金
一般用壓鑄鋁合金
JIS
ADC1
ADC3
ADC5
ADC6
ADC10
ADC12
JIS
ADC1
ADC3
ADC5
ADC6
ADC10
压铸价格计算

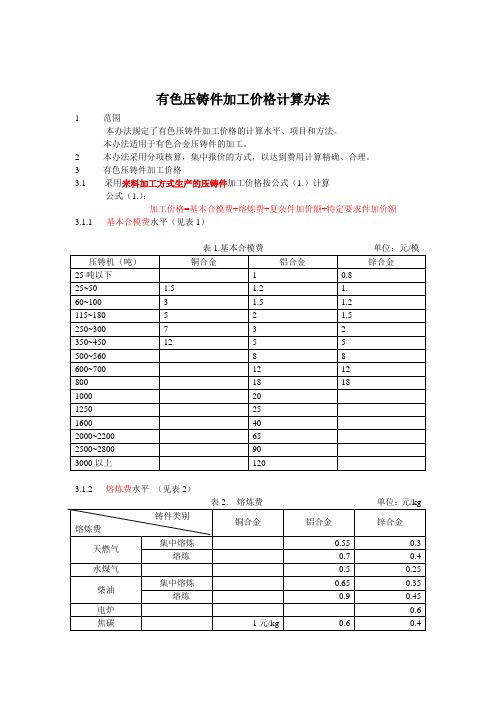
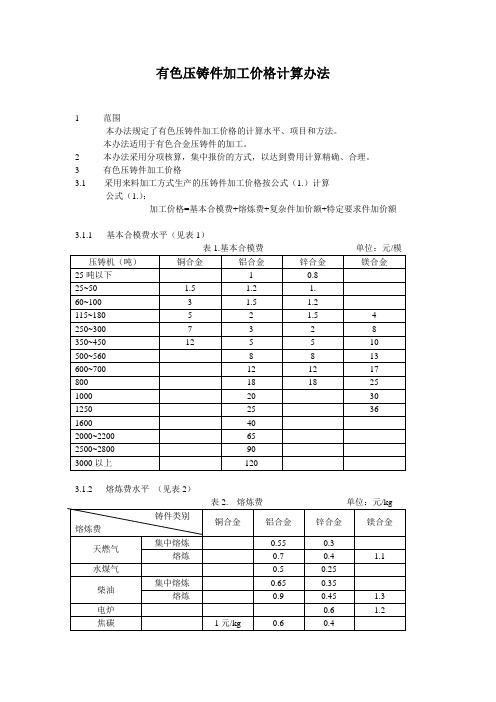
有色压铸件加工价格计算办法1范围本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
2本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
3有色压铸件加工价格3.1采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1基本合模费水平(见表1)表1.基本合模费单位:元/模3.1.2 熔炼费水平(见表2)表2. 熔炼费单位:元/kg3.1.3复杂件加价水平(见表3)3.1.4 特定要求件加价水平(见表4)3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格3.2.1基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1.浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2.损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3.2.2.4管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5本办法第3条规定的压铸件加工价格,不包括试模费用。
压铸件加工价格计算
有色压铸件加工价格计算办法1范围本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
2本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
3有色压铸件加工价格3.1采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1基本合模费水平(见表1)3.1.2 熔炼费水平(见表2)表2. 熔炼费单位:元/kg3.1.3复杂件加价水平(见表3)3.1.4 特定要求件加价水平(见表4)3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格3.2.1基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1.浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2.损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3.2.2.4管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5本办法第3条规定的压铸件加工价格,不包括试模费用。
技术质量协议模板-压铸铝合金原材料ADC12

技术质量协议合同编号:甲方:乙方:为确保乙方提供的铝锭产品持续稳定的符合甲方的质量要求,明确质量责任,在公平、公正、双赢的基础上,经甲乙双方协商一致,签订本协议。
1. 质量责任和权限:1.1 甲方有责任督促乙方提高产品质量,督促乙方建立健全质量保证体系;为了保证甲方产品质量,甲方有权对乙方质量保证体系和生产过程控制进行检查、审核、评定。
当乙方不能保证产品质量时,甲方有权取消乙方的产品配套资格。
1.2 甲方有责任将质量信息及时准确地反馈给乙方,甲方有权获悉乙方进行质量整改的措施计划。
1.3甲方有权向乙方索取相关产品的图纸资料、质量保证书、产品检验报告以及自制检具等;甲方有权了解乙方提供产品生产过程中质量保证情况和产品质量状况。
乙方产品的质量保证期应满足国家标准、行业标准以及国家的有关法律法规要求。
乙方必须对提供的产品质量负责,不得以假充真、以次充好。
1.4乙方不得单方面更改产品标准、产品制造工艺等,否则乙方必须以书面形式提出更改申请,经甲方同意并形成双方确认的文件资料后,乙方方可实施更改。
1.5 乙方必须负责向甲方提供以下随货同行的质量证明文件:——原材料成分分析报告;——力学性能测试报告(抗拉强度/延伸率/布氏硬度);——K-MOLD值和样品;——含气量及密度当量测试;——外观质量及断口组织测试报告;——针孔度测试报告;——金相分析测试报告;——铝锭、报告、标样、合格证上注明批次号;1.6乙方每年必须提供SGS环境测试报告。
1.7乙方每年必须提交TS16949证书复印件。
1.8乙方每年需协助配合SDL物资部、技术部、质管部完成供应商审核。
2. 尺寸要求、材质标准及送货要求:2.1 原材料尺寸要求:公差等级参照GB/T 6414-1999《铸件公差标准》,采用CT10级公差标准;2.1.1 视图1-正侧方视图2.1.2视图2-剖面正视图2.2 力学性能:应符合《JISH5302—2006》标准要求--金属模重力浇铸试棒符合抗拉强度≥190MPa、延伸率≥1%(GB/T228.1-2010)、硬度≥74.1HB的要求(GB/T231.1-2010)。
高压铸铝和低压铸铝成本

高压铸铝和低压铸铝成本
一般情况下,高压铸铝和低压铸铝的成本因素是相似的,但可能会有一些差异。
高压铸铝成本考虑因素:
设备成本:高压铸铝需要使用专用的高压铸造设备,这些设备的购置和维护成本较高。
模具成本:高压铸铝使用的模具制作较为复杂,通常需要进行精密加工,因此模具的制作成本较高。
原材料成本:高压铸铝所需的铝合金原材料成本相对较高,尤其是高品质的合金材料。
劳动力成本:高压铸铝的操作要求较高,需要经验丰富的操作人员进行操作和控制,因此劳动力成本可能较高。
低压铸铝成本考虑因素:
设备成本:低压铸铝需要相对较少的设备投资,设备成本较低。
模具成本:低压铸铝使用的模具相对简单,制作成本相对较低。
原材料成本:低压铸铝所需的铝合金原材料成本相对较高,但可能相对于高压铸铝来说会略低。
劳动力成本:低压铸铝的操作相对较简单,操作人员要求相对较低,因此劳动力成本可能较低。
需要注意的是,具体的成本因素会受到多种因素的影响,如地区差异、生产规模、市场竞争等。
因此,了解当地市场情况和具体生产需求是评估高压铸铝和低压铸铝成本的重要因素。
adc12压铸铝料回炉比例要求

adc12压铸铝料回炉比例要求
ADC12是一种常见的压铸铝合金,具有良好的机械性能和耐腐蚀性。
在生产
过程中,部分废旧ADC12铝料可能会产生,因此需要回收和回炉再利用。
为了提
高资源利用率和环境保护,制定一定的回炉比例要求是必要的。
根据相关标准和规定,ADC12压铸铝料的回炉比例要求如下:
1. 回炉比例不得低于30%:至少有30%的ADC12压铸铝料需要进行回收和回
炉再利用,以确保资源的可持续利用。
2. 质量要求:回炉铝料的质量应符合相关行业标准,包括化学成分、力学性能、物理性能等。
质量合格是确保回炉材料能够继续使用的前提。
3. 良性循环:回炉铝料应该成为原材料的良性循环,可与新铝料按一定比例进
行混合使用,以保持材料的稳定性和可靠性。
4. 回炉工艺:回炉过程应遵循科学的工艺,包括处理废旧铝料的清洁工艺、熔
炼工艺、铸造工艺等,确保回炉材料的品质。
5. 定期检测和监控:对回炉铝料的质量进行定期检测和监控,包括化学成分分析、物理性能测试等,以确保回炉材料符合标准要求。
通过以上要求的执行,能够有效促进ADC12压铸铝料的回收和再利用,减少
资源浪费和环境污染,实现可持续发展。
同时,各相关企业和行业应加强合作,共同制定和执行更为严格的回炉比例要求,推动铝材料的循环经济发展。
有色压铸件加工价格计算办法
有色压铸件加工价格计算办法1范围本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
2本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
3有色压铸件加工价格采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1基本合模费水平(见表1)3.1.2 熔炼费水平(见表2)3.1.3复杂件加价水平(见表3)3.1.4 特定要求件加价水平(见表4)3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格3.2.1基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费);但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费;镁合金材料单价则按镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
a.浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
b.损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件7%,3.2.2.4管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4本办法第3条规定的压铸件加工价格,不包括试模费用。
委托方提供模具需试模者,按模具复杂程度双方面议试模费用。
5压铸件需表面喷砂、抛丸处理,表面涂覆、钝化、电镀处理,用承制厂制具生产的需另行增计相应加工费用。
有色压铸件加工价格计算办法

有色压铸件加工价格计算办法有色压铸件加工价格计算办法1范围本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
2本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
3有色压铸件加工价格采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1基本合模费水平(见表1)3.1.2 熔炼费水平(见表2)3.1.3复杂件加价水平(见表3)3.1.4 特定要求件加价水平(见表4)3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格3.2.1基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费);但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费;镁合金材料单价则按镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
a.浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
b.损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件7%,3.2.2.4管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4本办法第3条规定的压铸件加工价格,不包括试模费用。
委托方提供模具需试模者,按模具复杂程度双方面议试模费用。
5压铸件需表面喷砂、抛丸处理,表面涂覆、钝化、电镀处理,用承制厂制具生产的需另行增计相应加工费用。
压铸件成本核算.

压铸件成本核算,以亿高烈兽后脚踏支架为例:1、成本组成成本组成主要有:材料费,合模费,熔炼费,后处理费,包装运输费和模具均摊,另外再计7个点的税点,10个点的利润。
2、材料费材料费:产品重量加上损耗(一般定为3-5%的水口料,看产品大小而定)乘以材料价格。
后左脚踏支架重275g ,因产品较小,水口料也较少,按3%计算,材料价格按17500元/吨计算,则为:275g*(1+0.03)*1.75分/g=500分=5元/件。
(铝合金产品的水口料是可以回收利用的,一般按95:5的比例添加回料,也就是说,损耗只要考虑沉渣损耗及氧化部分即可。
)(扣除可回收的水口料,实际损耗正常在1.05-2之间,超出的话就偏高了,不是厂家拿的ADC12有问题,就是厂家生产管理有问题,所以,这次给亿高定高了。
)3、合模费合模费由人工,水电加压铸设备折旧构成,具体计算须先明确几个参数,即压铸机的价格,使用寿命,功率和日产量。
压铸机按吨位算,一般中低档压铸机在吨位后去掉个0, 就是对应的采购价格,比如250t 压铸机约25万块,300t 的约30万块(当然这只是个大概估算,具体的你还要在考察供应商的时候不经意间从他那里探听得到,事实上也大概是这个价还要偏下。
),使用10年(压铸机一般用个15-20年都不会有问题,给他定小了。
),功率为22KW ,按一分钟生产一个产品(这个非常重要,需要悄悄的去打听),一天8小时能做500个算,则:设备折旧25万10年,2.5万1年,2000块1月,66块1天,0.13元/件;水电费:水费忽略不计,电费工业用电1元每度,每小时22度,8小时176度,均摊到500个每天为0.35元/件;人工:按100元每天,均摊到500个则为0.2元/件,总计合模费:0.68元/件。
4、熔炼费计算方法暂不详,估计约为0.5元/件。
(后经了解,280T 的压铸机,一个班8小时所耗炭金约为150元,按500日产量均摊,一个才0.3元。
压铸件成本核算.
压铸件成本核算,以亿高烈兽后脚踏支架为例:1、成本组成成本组成主要有:材料费,合模费,熔炼费,后处理费,包装运输费和模具均摊,另外再计7个点的税点,10个点的利润。
2、材料费材料费:产品重量加上损耗(一般定为3-5%的水口料,看产品大小而定)乘以材料价格。
后左脚踏支架重275g ,因产品较小,水口料也较少,按3%计算,材料价格按17500元/吨计算,则为:275g*(1+0.03)*1.75分/g=500分=5元/件。
(铝合金产品的水口料是可以回收利用的,一般按95:5的比例添加回料,也就是说,损耗只要考虑沉渣损耗及氧化部分即可。
)(扣除可回收的水口料,实际损耗正常在1.05-2之间,超出的话就偏高了,不是厂家拿的ADC12有问题,就是厂家生产管理有问题,所以,这次给亿高定高了。
)3、合模费合模费由人工,水电加压铸设备折旧构成,具体计算须先明确几个参数,即压铸机的价格,使用寿命,功率和日产量。
压铸机按吨位算,一般中低档压铸机在吨位后去掉个0, 就是对应的采购价格,比如250t 压铸机约25万块,300t 的约30万块(当然这只是个大概估算,具体的你还要在考察供应商的时候不经意间从他那里探听得到,事实上也大概是这个价还要偏下。
),使用10年(压铸机一般用个15-20年都不会有问题,给他定小了。
),功率为22KW ,按一分钟生产一个产品(这个非常重要,需要悄悄的去打听),一天8小时能做500个算,则:设备折旧25万10年,2.5万1年,2000块1月,66块1天,0.13元/件;水电费:水费忽略不计,电费工业用电1元每度,每小时22度,8小时176度,均摊到500个每天为0.35元/件;人工:按100元每天,均摊到500个则为0.2元/件,总计合模费:0.68元/件。
4、熔炼费计算方法暂不详,估计约为0.5元/件。
(后经了解,280T 的压铸机,一个班8小时所耗炭金约为150元,按500日产量均摊,一个才0.3元。
铝合金压铸报价方法
铝合金压铸报价方法
嘿,大家知道铝合金压铸报价方法吗?这可真是个有讲究的事儿啊!就好像厨师做菜,各种调料要搭配得恰到好处,才能做出美味佳肴。
铝合金压铸报价,可不是随随便便报个数就行的。
你得考虑好多因素呢!比如说,压铸模具的复杂度,这就好比盖房子,结构越复杂,花费的精力和成本就越高呀。
模具复杂了,那报价自然就得往上提一提啦。
还有啊,铝合金材料本身的价格也是很重要的一块呢。
不同型号、不同品质的铝合金,价格能一样吗?这就跟买衣服似的,面料不一样,价格能没差别吗?
生产的批量大小也得考虑进去呀。
大量生产和小批量生产,成本能一样吗?大量生产就像大规模作战,成本可以分摊,报价相对就可以低一些;小批量生产就像是打游击战,成本可就高多了,报价不就得高起来嘛。
工艺要求也不能忽视啊!要求精度高、表面质量好,那得投入更多的技术和精力吧,这能不反映在报价上吗?
另外,市场行情也得时刻关注呀。
市场上铝合金价格波动了,压铸加工的费用变化了,这些都得及时调整报价,不然怎么赚钱呢?这就像大海里的船,得随着海浪起伏调整航向啊。
再想想,交货时间紧不紧呢?如果客户急着要货,那不得加班加点赶工啊,成本又上去了,报价能不涨吗?
总之,铝合金压铸报价可不是一件简单的事儿,得综合考虑这么多因素呢。
就像搭积木,每一块都得放对位置,才能搭出漂亮的造型。
你说,这是不是很有挑战性呢?我们可不能马虎对待,得认真仔细地算好每一笔账,给出一个合理又有竞争力的报价,这样才能在市场上立足呀!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 2 3 4 5 6 7
材料型号 附注1/2 附注3/4 附注6
原材料价格
材料重量
损耗
材料单价(不含 税)
压铸费
去毛刺
材料一般选用铝为ADC12,锌为3#料,从网上查找参照铝、锌锭价格,比铝、锌锭价格稍高 材料重为实际称毛坯重,损耗按1.05 压铸费按机台大小不同来定
机台 160T 180T 250T 280T 350T 400T 压铸费(元/模) 1.2-1.6 1.8--2.2 2.8-3.5 3-4.5 4--5 5.5--7 选择机台参考以下参数:(模架尺寸应小于哥林柱内径(即动模板、静模板之间起导向支撑作用的四个柱子 应在铸造面积范围内) 160T 280T 400T 500T 630T 800T 460*460 560*560 620*620 760*760 750*750 910*910 哥林柱内径mm 射料量 0.8kg-1.8kg 1.5kg-2.9kg 2.7kg-4.7kg 4.3kg-7.1kg 4.3kg-7.2kg 7.2kg-11.2kg 铸造面积(c㎡) 72.5-175 170-335 275-490 405-680 395-655 600-940
附注7 附注8 附9 去毛刺0.2元/个—2元/个,(根据产品大小,结构复杂程度,表面质量要求等) 抛光:0.5元/个—3元/个(根据表面质量要求,使用的抛光设备,抛光材料耗用)
附10 附11
加工费用 常用设备 名称 (元/小时) 数控铣床 40 数显铣床 30 数控车床 40 普通车床 30 (M3---M8)以内:钻孔、攻丝:0.15-0.2元/个、钻孔0.1元/个,装夹孔0.2元/个; (M3---M8)以外另订,管螺纹0.5元/个。 喷粉一般按每平方米20元计算,但需根据不同的产品需加上保护及损耗需乘上系数(1--1.
Mar-10
May-10
Jul-10
Sep-10
Nov-10
Jan-11
Mar-11
May-11
Jul-11
Sep-11
Nov-11
Jan-12
Jan-12
Mar-12
May-12
海虹老人漆底漆70元/平方+中层漆50元/平方+面漆110元/平方
25000
20000
15000
10000 AL Alloy 5000
0 Jan-08 Mar-08 May-08 Jul-08 Sep-08 Nov-08 Jan-09 Mar-09 May-09 Jul-09 Sep-090
11
12
13
抛光
机加费 用
钻孔攻丝
管理、 表面处 包装、 理费用 运输等 税
总价
500T 630T 800T 6.5--8 10--15 15-25 用的四个柱子);产品重应在射料量范围内;产品表面积
元/个;
上系数(1--1.5)
AL Alloy
Al
al adjust
Nov-09
Jan-10