过程确认注塑确认方案
注塑特殊过程确认表(20200930061515)
实际果
外观平整光滑,表面是否有划伤,无异 色点、气丝、塌坑、缺料、变形、毛 边、断裂、杂物等,注胶口是否起皮、 突起等。是否压伤五金零件,对接插头 试装是否灵活。
确认人签名
确认人
部门
确认人
部门
特殊过程确认表
生产单位
科技有限公司
产品名称
—
确认过程
注塑
确认日期
编号
精度等级
对过程输入的验证
有
无
1、是否有详细的丄艺文件:—
2、丄乙乂件名称及编号
编号:SS-JSSS-S-11
名称:SS-JSSS-S电缆注塑验工艺
3、是否规定了工艺参数的要求和监制的要求:
工艺参数名称
工艺参数要求
是否监控
原料
45P PVC树脂
记录名称:注塑控制参数记录表
参数名称
工艺参数要求
监控结果
环境温度
环境湿度
原料
45P PVC树脂黑色
模具
表面光洁
注塑机型号
螺杆式注塑机(型
号:2T)
螺杆转速
直径小于60mm转 速50〜70rpm;直径 大于70mm转速为
20〜50rpm
模具温度
30〜60C
射咀
170〜190C
前段
160〜180C
中段
150〜170C
黑色
监控
模具
表面光洁
监控
注塑机型号
螺杆式注塑机(型号:2T)
监控
直径小于60mm转速50〜
螺杆转速
70rpm;直径大于70mm转速
监控
为20〜50rpm
模具温度
30〜60C
监控
注塑品质管理流程和方法

注塑品质管理流程和方法注塑品质管理流程和方法品质控制流程的目的就是通过流程对过程进行准确、明确控制,从而达到控制品质的目的。
下面是店铺整理的关于注塑品质的管理流程,欢迎参考!1、目的为了确保对注塑产品质量有影响的各工序按规范作业,以保证这些检验处于受控状态。
保证产品的制造过程满足入库要求。
2、范围适用于注塑车间产品生产过程中的质量控制。
3、职责3.1.巡检员负责按订单要求或相应的工艺文件进行注塑过程的产品质量控制.3.2抽检负责对当班的注塑产品入库前全面检查3.3检验中如有疑问及争执,须由上级协调处理。
4.1 首检、记录和标识:4.1.1注塑生产过程中,操作工必须做好自检记录,检验产品的外观,巡检员做好开机前产品的首件签字封样,并填写《首件检验报告》,生产过程中要按巡检员要求进行产品抽检工作,每次检验项目要完整,并同时对打包产品、作业台产品和机台随机产品三个环节进行验证,发现问题,及时纠正和协调处理。
4.1.2抽检员有权要求操作工对自检不合格的产品进行返工,并对返工产品进行记录、标识和复查,直至达到产品质量要求,否则不允许入库,对不合格的.产品在交接班时要确保信息完全传达给下班次人员,以防不良品继续产生;4.1.3检验主管每天要将巡检报表收回并检查巡检记录的情况,对记录有不实或存在疑问则找相关质检员了解确认,如属工作粗心、失误、责任心不足则要求进行通报批评并,对多次未按检验工作指导执行人员将考虑换岗或其它处分;4.1.4各注塑工段完成品合格后,操作工应在产品外包上作好表示,才能转入下一道工序,注塑的成品、半成品、合格和不合格品等,应按规定的区域整齐放置,并按标识和可追溯性管理原则进行标识,检验员有权对过程进行控制和协调,对标识不规范有权要求员工整改或停机整顿。
4.2 过程再确认:4.2.1 换料和换模后产品的检验和确认巡检过程中机台有换料、换模时,质检要按首件检验标准,逐项确认产品的外观、工程尺寸、性能强度和组件装配度等各项品质参数,调查和了解所用物料的批次是否发生变化,便于记录和预防不良的发生;4.2.2 修模后产品的检验和确认当模具发生异常维修结束上机试样时,质检要按首件检验标准,逐项确认产品的外观、工程尺寸、性能强度和组件装配度等各项品质参数,并对照前期样品,确认无误后方可投入批量生产,若模具属重大维修事项则由工艺组依照以上项目检查合格后方可批量生产,必要的时候还需进行长时间的验证跟踪;4.2.3 新人作业后产品的检验和确认当机台发生换人,新人作业等,领班、巡检必须加强巡检次数,明确告之产品的注意事项并确保员工全部理解,过程中反复检查新手作业熟练程度,发生异常要及时纠正,必要时候换熟练员工作业,保证品质的稳定性;4.2.4 停机后产品的检验和确认生产过程中,由于特殊原因等造成机台异常作业而重新开机生产,此时,机台的工作处于不稳定状态,巡检员要按首件检验标准,逐项确认产品的外观、工程尺寸、性能强度和组件装配度等各项品质参数,并对照前期样品,确定产品合格后方可批量生产,并持续跟进直到机台运行、产品质量趋于稳定为止;4.2.5 过程调机后产品的检验和确认生产过程中,产品发生变异,车间领班或车间主管重新调机,当改变机台成型参数而原问题得到克服后,巡检员要重新确认其他检验项目的品质是否出现变异,各种性能是否达到要求,如通过提高温度来克服产品外观不良是否会影响塑胶的物性而使产品变脆等,避免发生新的不良问题造成批量品质事故发生;4.2.6 交班过程产品的检验和确认车间在交班过程中,由于人员发生变动、新换材料未确认已到换班时间、上班次巡检员忘了彻底交接或其他原因等给机台生产埋下质量隐患,对可能造成批量质量事故的风险,接班巡检员除严格执行检验外,必须确认上班次的巡检表、自检表,了解材料使用情况等,及时熟悉上班次的品质情况,采取措施,确保对影响过程能力的变化及时做出反应。
过程确认(质量管理体系-过程确认指南)概述

质量管理体系——过程确认指南 (GHRF/SG31/N99-10:2004(第二版))
0.前言
过程确认是医疗器械行业使用的一个术语,它表示过程有经过仔细的检查,其结果 (产品、服务或其它输出)是有保证的。 对于产品的预定要求仅能够通过破坏性试验来保证的,过程确认起着相当重要的作用。 在进一步加工半成品或将成品投入使用后,可能会暴露加工缺陷。当过程在规定范围内 进行操作时,过程确认必须证明该过程将连续产出符合预定(设计与开发)要求的产品。
1.目的和范围
1.1 目的 本过程确认指南有助于厂商了解关于过程确认的质量体系管理要求。 1.2 范围 本文件对医疗器械的生产过程(包括维修和安装)具备一般可应用性。(本文件提出了) 关于验证设计输出与设计确认的具体建议,设计输出与设计确认见GHTF文件中涉及设计控制 (的部分)。
2.定义
安装鉴定(IQ):有客观证据支持,即正确地考虑到所有符合厂商规格的过程设备和 辅助安装系统的主要布置和设备供应商的说明。 操作鉴定(OQ):有客观证据支持,即使产品符合所有预定要求的过程控制范围和作用 程度。 性能鉴定(PQ):有客观证据支持,即在预期条件下,过程连续地产出符合所有预定要 求的产品。 过程确认:有客观证据支持,即过程将连续地产出符合预定要求的结果或产 品。 过程确认方案:说明如何实施确认的文件,包含了测试参数、产品特性、生产设备和由
化是否足够小。这个(研究)是通过计算能力指数来完成的。最普遍使用到的能
力指数是Cp 和Cpk。如果获得了可接受的数据,过程将连续地产出符合规格的产 品。(在整个过程确认中)能力研究必须始终被频繁地使用,直至确认的结束,
以证明输出完全符合规格。但是,为执行容差分析,能力研究也可用于研究输入
的转换。
(完整word版)注塑机验证确认方案

注塑机验证确认方案编制/日期:审核/日期:批准/日期:一、目的重新对注塑机和模具的注塑工艺进行验证,对塑料注射成型机注塑工艺进行有效的控制,以保证相同的生产条件,生产出符合标准要求的产品。
并通过验证来确认最佳的注塑工艺。
二、范围a.本次验证的范围包括注塑机设备(海天注塑机2000/2500)的确认、注塑模具的确认、产品所用原材料的注塑工艺的确认。
b.公司现有十五台注塑机,只验证305mm产品的注塑工艺,原材料为外盖天长润可M1360W 内盖上海聚高NG002。
因公司近一年的时间内没有接口、303mm、32AB的生产任务,故不做验证,待有任务安排时另行验证。
所以本次验证两套模具,即:305mm外盖、305mm内盖两种。
c.设备清单见表三三、职责a.技术部负责方案和报告的编制,技术部经理对验证工作负领导责任;b.质量管理部经理负责审核验证方案和报告,并检测工艺过程产品;c.生产部负责设备的安装实施并完成整个验证过程;d.参加验证的人员应具备正确从事相关活动的资格,应经过相应的培训。
设备操作人员和化验员还应有上岗证书。
四、依据a. 注塑成型作业指导书,文件编号:_________;b. 注塑工序过程检验规程,文件编号:_________;c. 零部件图纸;d.检测工具:游标卡尺(15cm~0.02m)、拉力测试仪。
五、要求a.外观1.整个产品应足够透明,色泽均匀,无划痕、色块、毛刺、油渍、塑流、水纹、变形、未打饱和气泡等注塑缺陷。
2.直径为0.5mm以上的黑点不允许出现,0.5mm以下的黑点每只不允许超过1个。
3.浇口处应剪除干净、无残余。
b.尺寸尺寸应符合图纸的要求。
六、验证、确认流程1.设备安装验证、人员验证、模具安装验证,分别见表四、表五、表六;2.注塑机工艺验证,见表七;3.产品批量生产的确认(PQ):工艺过程确认符合要求后,对产品的批量生产进行确认,核对产品生产的批的过程检验记录,以此来确认注塑工艺是否符合要求;4.验证报告、作业文件的编订修改。
注塑零部件确认流程

注塑零部件确认流程英文回答:Injection Molded Part Qualification Process.1. Design Review.Review the design for manufacturability, assembly, and performance requirements.Evaluate potential risks and develop mitigation strategies.Ensure compliance with design specifications and standards.2. Prototype Development.Create prototype parts to test design functionality and manufacturability.Validate dimensions, tolerances, and material properties.Identify and resolve any issues before production.3. Mold Development.Design and build the injection mold based on the prototype data.Optimize mold parameters for efficient production and part quality.Conduct mold trials to verify mold performance.4. Production Setup.Establish process parameters for the injection molding machine.Determine cycle time, injection pressure, andtemperature settings.Train operators on the production process.5. Initial Production Run.Produce a small batch of parts to test the process setup and identify any initial issues.Monitor part quality, dimensions, and performance.Adjust process parameters as needed.6. Part Qualification.Conduct comprehensive testing on production parts.Evaluate dimensional accuracy, material properties, and functional performance.Obtain customer approval for the qualified parts.7. Production Monitoring.Monitor the production process regularly to ensure consistency and part quality.Conduct periodic part inspections and testing to detect any deviations.Implement corrective actions as necessary.8. Continuous Improvement.Identify opportunities for process improvements based on production data.Implement changes to optimize production efficiency, reduce costs, and enhance part quality.Regularly review and update the qualification process to ensure its effectiveness.中文回答:注塑零部件确认流程。
注塑机操作规程(开关机)(确认)
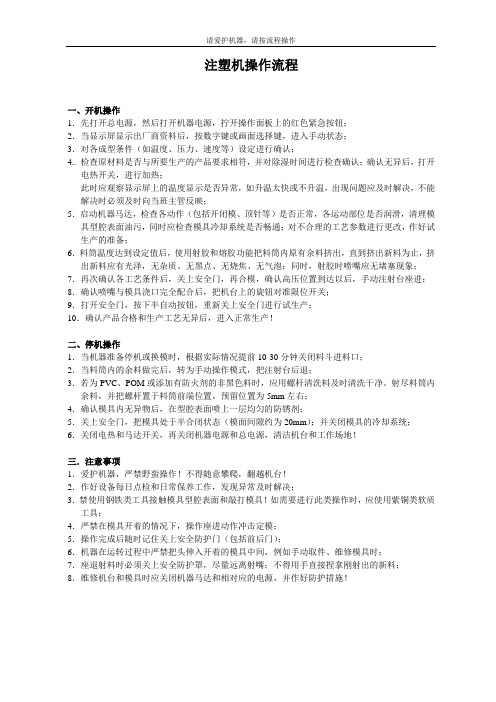
请爱护机器,请按流程操作注塑机操作流程一、开机操作1.先打开总电源,然后打开机器电源,拧开操作面板上的红色紧急按钮;2.当显示屏显示出厂商资料后,按数字键或画面选择键,进入手动状态;3.对各成型条件(如温度、压力、速度等)设定进行确认;4.. 检查原材料是否与所要生产的产品要求相符,并对除湿时间进行检查确认;确认无异后,打开电热开关,进行加热;此时应观察显示屏上的温度显示是否异常,如升温太快或不升温,出现问题应及时解决,不能解决时必须及时向当班主管反映;5.启动机器马达,检查各动作(包括开闭模、顶针等)是否正常,各运动部位是否润滑,清理模具型腔表面油污,同时应检查模具冷却系统是否畅通;对不合理的工艺参数进行更改,作好试生产的准备;6.料筒温度达到设定值后,使用射胶和熔胶功能把料筒内原有余料挤出,直到挤出新料为止,挤出新料应有光泽,无杂质、无黑点、无烧焦、无气泡;同时,射胶时喷嘴应无堵塞现象;7.再次确认各工艺条件后,关上安全门,再合模,确认高压位置到达以后,手动注射台座进;8.确认喷嘴与模具浇口完全配合后,把机台上的旋钮对准限位开关;9.打开安全门,按下半自动按钮,重新关上安全门进行试生产;10.确认产品合格和生产工艺无异后,进入正常生产!二、停机操作1.当机器准备停机或换模时,根据实际情况提前10-30分钟关闭料斗进料口;2.当料筒内的余料做完后,转为手动操作模式,把注射台后退;3.若为PVC、POM或添加有防火剂的非黑色料时,应用螺杆清洗料及时清洗干净。
射尽料筒内余料,并把螺杆置于料筒前端位置,预留位置为5mm左右;4.确认模具内无异物后,在型腔表面喷上一层均匀的防锈剂;5.关上安全门,把模具处于半合闭状态(模面间隙约为20mm);并关闭模具的冷却系统;6.关闭电热和马达开关,再关闭机器电源和总电源,清洁机台和工作场地!三.注意事项1.爱护机器,严禁野蛮操作!不得随意攀爬,翻越机台!2.作好设备每日点检和日常保养工作,发现异常及时解决;3.禁使用钢铁类工具接触模具型腔表面和敲打模具!如需要进行此类操作时,应使用紫铜类软质工具;4.严禁在模具开着的情况下,操作座进动作冲击定模;5.操作完成后随时记住关上安全防护门(包括前后门);6.机器在运转过程中严禁把头伸入开着的模具中间,例如手动取件、维修模具时;7.座退射料时必须关上安全防护罩,尽量远离射嘴;不得用手直接捏拿刚射出的新料;8.维修机台和模具时应关闭机器马达和相对应的电源,并作好防护措施!。
注塑工艺验证方案、报告—范文
注塑工艺验证方案、报告—范文1 验证目的对注塑工艺进行验证、确认有效控制,以保证在模具、机器型号不变的一定的生产条件下,生产出符合标准要求的医疗器械产品评价注塑工艺参数改变对注塑产品的外观、集合形状的影响,以确定最佳注塑工艺参数,为编制定机、定模具的注塑工艺卡确定工艺依据。
2 验证要求2.1 验证依据:图纸:外套PQ-CT-02-06 推杆PQ-CT-02-04相关产品标准:YZB/浙xxxx -2008。
2.2 验证项目:注塑压力(%);料筒温度(°C);冷却时间(S)2.3 验证参与部门和人员技术部质保部负责人:注塑车间生产主管:2.4 验证条件3 验证试验验证按图示程序进行:3.1 试验工艺参数设置3.2 试验方法:3.2.1 按〈注塑工艺参数排列表〉将始注温度、始注射压力组成试验参数组开始进行试注射。
3.2.2 根据设备说明书及常规经验进行组合设计升温、升压试验:a) 料筒温度外套加工参数:芯杆加工参数:b) 注射压力:注射压力保持在45-46% c) 保压时间外套:25.5s ,芯杆:25.5s d) 冷却时间外套:21-23s ,芯杆:18-19s3.2.3 试验记录每组试验由车间工艺试验员做试验数据记录,由检验员记录产品成型质量情况,直至产品合格及达到最佳质量状态,即可确定最佳注塑组合工艺参数值。
4 验证结果分析评价:4.1 检验评价巡检员对每组试注塑产品均作外观及几何尺寸的检验,作出该模产品符合规定要求及图纸的情况和检验结论,并在附件3《注塑工艺参数验证排列表》上签注验证评价意见。
4.2 车间试验评价注塑车间工艺试验员依据《注塑工艺参数验证排列表》记录的产品合格情况,择定最佳注塑组合工艺参数,在《注塑工艺参数验证排列表》上签注验证评价意见。
5 验证结果的报告和反馈5.1 试验结束后,注塑车间工艺验证员据《注塑工艺参数验证排列表》将择定的最佳注塑组合工艺参数写入注塑编写《注塑工艺验证试验报告》,交质管部签署验证意见后报送技术部。
201212001注塑成型验证方案
人工流产器械包注塑成型验证方案方案编号:QA-036/201212001版本号:A0验证部门:品管部、研发部、生产部方案制定/日期:方案审批/日期:广州白云蓝天电子科技有限公司目录1.验证目的 (1)2.概述 (1)3.验证小组成员责职及验证申请 (1)4.验证范围 (2)5.验证依据 (2)6.验证计划 (2)7.验证内容 (2)7.1验证产品 (2)7.2验证对象 (2)7.3操作人员资格确认 (2)7.4原材料确认 (3)7.5生产环境确认 (3)7.6安装确认 (3)7.7运行确认 (3)7.8性能确认 (4)7.9 验证结论 (4)7.10重新验证周期 (4)人工流产器械包注塑成型验证方案1.验证目的1.1验证确认购买的注塑机能够满足生产能力,注塑使用的原料满足标准要求。
1.2验证确认注塑生产工艺是有效、可行的。
1.3 通过验证确认最佳的注塑工艺。
2.概述注塑成型过程是生产过程中的一个关键过程,该过程关系到产品的质量安全和使用安全,按照无菌医疗器械生产管理规范要求作注塑成型过程确认。
3.验证小组成员责职及验证申请3.1研发部负责技术支持,工艺确认。
3.2品管部提供检测项目方案、接收标准、评价等级及相关实验。
3.3生产部负责按验证方案生产相关样品。
验证申请记录表4.验证范围适用人工流产器械包通过注塑成型的器件的注塑工艺和注塑设备。
5.验证依据6.验证计划7.验证内容7.1验证产品子宫刮匙、子宫探针、子宫颈扩张器、吸引管柄、子宫颈钳、双翼阴道扩张器。
7.2验证对象2台注塑成型机和1台模温机;9套模具;产品所用原材料。
7.3操作人员资格确认当注塑成型操作人员上岗资格按下表确认具有相关培训记录及操作手法熟练后可认为符合要求。
注塑成型操作人员资格确认表表17.4原材料确认7.4.1产品对应原材料明细确认见表2。
原材料明细一览表表27.4.2 依据GB/T 20417.2-2006和HG/T2503-1993,对原材料的适用性进行确认并记录于原材料适用性验证表(表3)。
注塑机验证确认方案(最新整理)

注塑机验证确认方案编制/日期:审核/日期:批准/日期:一、目的重新对注塑机和模具的注塑工艺进行验证,对塑料注射成型机注塑工艺进行有效的控制,以保证相同的生产条件,生产出符合标准要求的产品。
并通过验证来确认最佳的注塑工艺。
二、范围a.本次验证的范围包括注塑机设备(海天注塑机2000/2500)的确认、注塑模具的确认、产品所用原材料的注塑工艺的确认。
表一确认模具清单序号123456模具名称编号表二确认产品清单序号123456产品名称物料编号b.公司现有十五台注塑机,只验证305mm产品的注塑工艺,原材料为外盖天长润可M1360W 内盖上海聚高NG002。
因公司近一年的时间内没有接口、303mm、32AB的生产任务,故不做验证,待有任务安排时另行验证。
所以本次验证两套模具,即:305mm外盖、305mm内盖两种。
c.设备清单见表三表三设备清单设备名称设备型号本厂编号用途外盖HT2500注塑机内盖HT2000外盖信易LSBLG193TSA 工业冷水机内盖信易LSBLG193TSA外盖TJKSMW模温机内盖TJKSMW三、职责a.技术部负责方案和报告的编制,技术部经理对验证工作负领导责任;b.质量管理部经理负责审核验证方案和报告,并检测工艺过程产品;c.生产部负责设备的安装实施并完成整个验证过程;d.参加验证的人员应具备正确从事相关活动的资格,应经过相应的培训。
设备操作人员和化验员还应有上岗证书。
四、依据a. 注塑成型作业指导书,文件编号:_________;b. 注塑工序过程检验规程,文件编号:_________;c. 零部件图纸;d.检测工具:游标卡尺(15cm~0.02m)、拉力测试仪。
五、要求a.外观1.整个产品应足够透明,色泽均匀,无划痕、色块、毛刺、油渍、塑流、水纹、变形、未打饱和气泡等注塑缺陷。
2.直径为0.5mm以上的黑点不允许出现,0.5mm以下的黑点每只不允许超过1个。
3.浇口处应剪除干净、无残余。
注塑特殊过程确认表

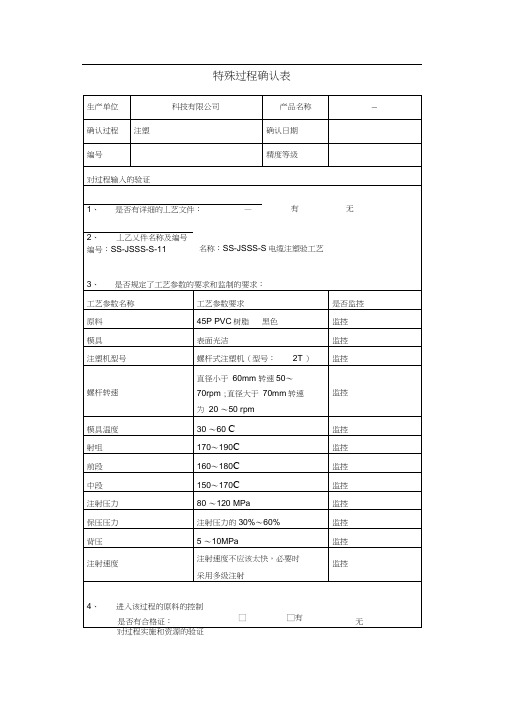
特殊过程确认表生产单位科技有限公司产品名称---- 确认过程注塑确认日期编号精度等级对过程输入的验证1、是否有详细的工艺文件:有无2、工艺文件名称及编号:编号: SS-JSSS-S-11 名称:SS-JSSS-S电缆注塑验工艺3、是否规定了工艺参数的要求和监制的要求:工艺参数名称工艺参数要求是否监控原料45P PVC树脂黑色监控模具表面光洁监控注塑机型号螺杆式注塑机(型号: 2T)监控螺杆转速直径小于60mm,转速50~70rpm;直径大于70mm,转速为20~50 rpm监控模具温度30~60℃监控射咀170~190℃监控前段160~180℃监控中段150~170℃监控注射压力80~120 MPa监控保压压力注射压力的30%~60%监控背压5~10MPa监控注射速度注射速度不应该太快,必要时采用多级注射监控4、进入该过程的原料的控制是否有合格证:有无对过程实施和资源的验证1、人员是否经过培训、考核和持证上岗:有无2、设备是否经过验证且完好:有无3、是否规定对过程进行监控:有无4、是否按规定对过程监控结果进行记录:记录名称:注塑控制参数记录表参数名称工艺参数要求监控结果环境温度——环境湿度——原料45P PVC树脂黑色模具表面光洁注塑机型号螺杆式注塑机(型号: 2T)螺杆转速直径小于60mm,转速50~70rpm;直径大于70mm,转速为20~50 rpm模具温度30~60℃射咀170~190℃前段160~180℃中段150~170℃注射压力80~120 MPa保压压力注射压力的30%~60%背压5~10MPa注射速度注射速度不应该太快,必要时采用多级注射操作人:对过程输出的验证工艺文件的执行率1、监控要求与工艺文件符合率100%2、监控记录与工艺文件的符合率100%3、过程产品质量的符号情况:所以操作均按作业指导书进行,执行率100%质量要求实际结果外观平整光滑,表面是否有划伤,无异色点、气丝、塌坑、缺料、变形、毛边、断裂、杂物等,注胶口是否起皮、突起等。
注塑产品(OQ)方案

*** (模具编号:271#)运行确认(OQ)方案*** (mould no.#271)Operation Qualification program文件编号/File no.:Q**-TM-Vf-271-2020001修订号/版本Revision no/version:0/1确认方式Verification nature:首次First,同步验证Concurrent verification产品/组件名称Product/Part name:*** ***注塑机编号/Injection Molding Machines no.:02-26__________________________________________________ _________工程部工程师Engineer 日期Date____________________________________ _______ __________质检部主管QA Manager 日期Date*****有限公司***Co. LTD2020年7月/july,2020目录/Catalog1.0目的/Purpose (3)2.0 范围/Scope (3)3.0 定义Definition (3)4.0 要求与责任Responsibility and authority.................... . (3)5.0背景/过程描述Background/process description (4)6.0测试设备Test equipment................................................... .. (4)7.0程序Procedure.............................................................. . (5)8.0报告和结论Report and conclusion (6)9.0再验证周期RE-verification cycle (7)附件1: OQ 参数范围Attached #1:OQ Parmeter Scope附件2: 外观检验表Attached #2 Visual Inspection Check List附件3: 尺寸/重量检验表Attached #3:Size/Weight Inspection Check List附件4: 功能检验表Attached #4:Function test Check List附件5: 机器参数实际显示值Attached #5:Actual parameter1.0 目的/Purpose:编写此方案的目的是指导我公司生产车间完成****生产操作工艺流程的确认。
3-09特殊过程确认办法

莱阳市盛唐塑料制品厂
质量管理体系文件
Q/STⅡ09—2007特殊过程确认办法
拟制:
审批:
受控章:
版本:第一版
受控号:
2007-08-08发布 2007-08-16实施莱阳市盛唐塑料制品厂发布
1
莱阳市盛唐塑料制品厂质量管理体系文件
特殊过程确认办法Q/STⅡ09—2007
修改状态:0
第1页共 2页
1、目的
对人员、文件、设备和实现进行确认,满足特殊过程的工艺规定要求。
2、适用范围
适用于PET瓶、瓶坯生产的注塑、吹瓶过程。
3、职责
生技科负责注塑、吹瓶过程的能力确认。
4、确认内容
挤出过程确认:
5、确认
由生技科组织有关技术人员、设备管理人员、设备操作人员和质量检查人员共同采取查阅文件和记录、询问、现场检查等方法进行操作和结果评价、确认,形成书面报告,参与人员签字后,报管理者代表批准。
6、整改措施
在确认过程中对发现的问题和提出的问题由生技科组织有关部门进行查找原因,并采取纠正或纠正措施进行改进。
2。
注塑过程确认报告
注塑过程确认报告
制定:
批准:
日期:
验证实施计划
一、确认目的:
1、验证确认购买的注塑机能够满足生产能力,注塑使用的原料满足标准要求。
2、验证确认注塑生产工艺是有效可行的生产工艺。
二、验证时间:计划2016年1月一2月中旬。
三、验证小组人员组成:
四、验证依据
成型作业标准书;零部件图纸;检验标准书
五、验证产品名称:
气道连接器
六、验证过程
(一)验证对象:注塑成型机
(二)人员分工
1.验证前准备、注塑工艺的确定验证:
2.注塑成型机运行验证;
3.注塑验证过程的操作;
4.验证过程中的审核;
5.验证报告、作业文件的批准。
注塑工艺过程确认方案

文件制修订记录1、确认目的:重新对注塑机和模具的注塑工艺进行验证,对塑料注射成型机注塑工艺工艺进行有效的控制,以保证一定的生产条件,生产出符合标准要求的产品。
并通过验证来确认最佳的注塑工艺。
2、范围:2.1 本次验证的范围包括注塑机设备的确认,注塑模具的确认、产品所用原材料的注塑工艺的确认。
3、重新确认条件:3.1 设备经过重大维修。
3.1.1 设备加温系统经过重大维修。
3.1.2 设备油压系统经过重大维修。
3.1.3 设备合模机构变更或维修。
3.1.4 设备软件经过变更。
3.2 模具经过重大维修。
3.2.1 模具结构变化。
3.2.2 模具型腔、型芯经过变更。
3.2.3 模具冷却水道经过维修。
3.3 模具与注塑机第一次互配。
3.4 每年的重新确认。
3.5 有严重与产品相关并由注塑引起的质量事故发生。
3.6 产品材料变更。
3.7 新模具。
4、确认项目4.1 设备、模具、材料安装确认、4.2 人员确认。
4.3 过程确认。
5、检测5.1 检测技术要求:按照相关产品图纸对样品进行检测。
5.2 检测工具要求:游标卡尺(15cm~0.02m)、投影测试仪6、职责分工6.1 技术部负责提供技术支持、设备确认和检测、确定工艺参数并提供作业指导书或工艺文件。
6.2 质量控制部负责提供检验方案、接受准则并负责检验事宜。
6.3 生产部负责设备的安装实施并完成整个验证过程。
7、参考文献7.1 注塑机操作说明书。
8、确认时间:9、确认:9.1设备、模具、材料确认(IQ)。
接受标准:表1的内容均已满足要求并以书面文件形式支持时视为确认过程结束。
9.2.1 验证内容确认:注塑机适用于注射器外套和芯杆等塑料零部件的生产。
在以下的温度下塑料原料在料筒内溶化,在一定的速度和压力下,射入模具内,并经冷却,脱模成型。
影响注塑的主要因数有效筒温度、射胶速度、射胶时间、射胶压力、冷却时间。
9.2.2 验证流程为:9.2.3 验证方法:A根据以往经验和制定的模具对温度、注塑压力、注塑速度、保压时间、冷却时间等数值进行设定,待设备加热到设定温度后需要保温,保温时间不低于15分钟。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
备注
1
生产许可证
√
√
——————
2
产品标准
√
√
——————
3
出厂检验报告
√
√
——————
验证结论:●合格○不合格验证人:XXX日期:09.03.03
审核结论:●合格○不合格审核人:XXXX日期:09.03.03
原材料使用性验证确认表
ZS 004
验证目的:确认原材料的适用性
验证要求:1.采购符合法规要求;2.产品符合产品标准要求。
二、验证时间:计划 2月—3月中旬。
三、验证小组人员组成:
1.组长:
2.组员:
四、验证依据
成型作业标准书
零部件图纸
检验标准书
五、验证产品名称:
1.一次性使用体外循环血路零部件
2.一次性使用动静脉穿刺针零部件
六、验证过程
(一)验证对象
六台注塑成型机,3只机械手。
(二) 人员分工
1.验证前准备 、注塑工艺的确定验证:
人员专业:●操作
验证内容:记录确认
1.注塑成型机工作基本常识●合格○不合格培训记录编号:04
2.注塑成型机参数的设定●合格○不合格培训记录编号:04
3.设备操作●合格○不合格培训记录编号:04
4.设备维护●合格○不合格培训记录编号:04
5.上下模具的操作●合格○不合格培训记录编号:04
6.卸除螺杆操作●合格○不合格培训记录编号:04
2.注塑成型机运行验证:;
3.注塑验证过程的操作:
4.验证过程中的审核:
5.验证报告、作业文件的批准:
XXXXXXXXXXXXXXXXXXXX
注塑验证确认报告
编制:
审核:
批准:
日期: 年 月 日
注塑成型工序验证报告
验证日期
.02- .03
验证部门
制造部
验证依据
成型作业标准书、零部件图纸、检验标准书
验证目的
ZS008
14
8.注塑设备的验证确认
ZS009-22
15-28
9.计量器具确认表
ZS023
29
10.注塑使用模具一览表
ZS024-25
30-31
11.模具的验证确认
ZS026
32
12.注塑零部件一览表
ZS027-28
33-34
13.注塑成型工艺确认
ZS029
35
14.生产环境确认
ZS030
36
15.结论
验证依据:Q/SH315514-
验证(操作)人员姓名:XX
产品名称:PP型号规格:K1008
生产批号:生产企业:北京燕山石化
验证内容:资料(记录)确认
2、生产许可证●合格○不合格
2、产品标准●合格○不合格
3、出厂检验报告●合格○不合格
验证方法:
10.注塑成型工艺确认
11.生产环境确认
12.结论
验证方案
见注塑验证确认方案
确认注塑工艺
温度
针对零件不同生产工艺有所不同,经过现场检查所有工艺参数均符合生产要求。
注射压力
注射速度
冷却时间
注射时间
储料位置
保压压力
保压速度
保压时间
注塑成型工艺说明
1.注塑成型工艺生产过程中涉及多种原料,不同零件需更换不同模具故工艺参数各不相同。
7.模温机的使用方法●合格○不合格培训记录编号:04
验证方法:
检查培训记录
相关文档:
1.培训记录
2.有效性评价
3.操作上岗证
上岗证确认
XXX上岗证编号:ZS001上岗证编号:ZS004
XX上岗证编号:ZS002上岗证编号:ZS005
XX上岗证编号:ZS003
验证结论:●合格○不合格验证人:XX日期:09.03.12
PVC
44D
遵化二塑
GB15593-1995
06
PVC
54T
遵化二塑
GB15593-1995
07
PE
LD100
北京燕山石化
YSZ02.003-
08
09
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
原材料使用性验证确认表
ZS 003
验证目的:确认原材料的适用性
验证要求:1.采购符合法规要求;2.产品符合产品标准要求。
验证依据:HG/T2503-93
验证(操作)人员姓名:XX
产品名称:PC型号规格:2805
生产批号:生产企业:德国拜耳
验证内容:资料(记录)确认
1、生产许可证●合格○不合格
2、产品标准●合格○不合格
3、出厂检验报告●合格○不合格
验证方法:
核实相关资料
相关文档:
文件资料明细表
序号
文件资料名称
编(证)号
1、验证确认购买的注塑机能够满足生产需求,注塑使用的原料满足标准要求。
2、验证确认注塑生产工艺是有效可行的生产工艺。
验证人员
验证项目
1.注塑操作人员资格的确认
2.原材料明细一览表
3.原材料使用性确认
4.注塑设备一览表
5.注塑设备的验证确认
6.计量器具确认表
7.注塑使用模具一览表
8.模具的验证确认
9.注塑零部件一览表
2.在此报告中不将各个工艺参数一一列出详见《作业条件标准书》
编制
审核
批准
日期
09.03.15
注塑成型操作人员资格确认表
ZS001
验证目的:确认操作人员具备从事注塑成型的生产能力
验证要求:1.至少有两名经培训合格的操作人员。
2.操作人员与培训记录相符合。
验证依据:上岗应知应会考试考核
验证(操作)人员姓名:
过程确认注塑确认方案
XXXXXXXXXXXXXXXXXXX
注塑验证确认方案
编制:
审核:
批准:
日期: 年 月 日
项目
表单序号
页码范围
1.验证实施计划
3
2.注塑验证确认方案
4
3.验证报告
6
4.注塑操作人员资格的确认
ZS001
7
5.原材料明细一览表
ZS002
8
6.原材料使用性确认
ZS003-7
9-13
7.注塑设备一览表
ZS031
37
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
验证实施计划
序号
验证项目
验证人员
实施日期
完成日期
1
注塑操作人员资格的确认
09
年
2
月
中
旬
09
年
3
月
中
旬
2
原材料明细一览表
3
原材料使用性确认
4
注塑设备一览表
5
注塑设备的验证确认
6
计量器具确认表
7
注塑使用模具一览表
8
模具的验证确认
9
注塑零部件一览表
10
注塑3
14
15
16
17
18
19
20
21
22
23
24
25
26
编制
批准
日期
09.02.9
注塑成型确认验证实施方案
一、验证目的:
1、验证确认购买的注塑机能够满足生产能力,注塑使用的原料满足标准要求。
2、验证确认注塑生产工艺是有效可行的生产工艺。
审核结论:●合格○不合格审核人:XXXX日期:09.03.13
原材料明细一览表
ZS002
序号
原材料名称
规格型号
厂家
标准
01
PP
K1008
北京燕山石化
Q/SH315514-
02
PC
2805
德国拜耳
PC2805
03
POM
BS90
上海蓝星
HG2233-91
04
PVC
25D
遵化二塑
GB15593-1995
05