GM9540P -加速腐蚀试验
SAE J2334-2016
2.1 Applicable Publications—The following publications form a part of this specification to the extent specified herein. Unless otherwise indicated, the latest version of SAE publications shall apply.
This document covers technology, products, or processes for which technical expertise no longer resides in the owning committee.
STABILIZED NOTICE
This document has been declared "Stabilized" by the SAE Materials, Processes and Parts Council and will no longer be subjected to periodic reviews for currency. Users are responsible for verifying references and continued suitability of technical requirements. Newer technology may exist.
3. Townsend, H.E., “Accelerated Corrosion Testing: A Cooperative Effort by the Automotive and Steel Industries, “ Proceedings of the Symposium on Corrosion-Resistant Automotive Sheet Steels, ASM Materials Congress, ASM International, Metals Park, OH, 1988, pp. 55-67.
SALT FOG TEST OF SAM2X5 on steel stainless

UCRL-CONF-230612SALT FOG TEST OF SAM2X5 COATED STAINLESS STEEL CYLINDERL.F.Aprigliano,R.B.Rebak,J-S.Choi,T.Lian, S.D.DayMay1,2007Materials Science and Technology2007Conference,MS&T#07Detroit,MI,United StatesSeptember16,2007through September20,2007DisclaimerThis document was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor the University of California nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise, does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or the University of California. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or the University of California, and shall not be used for advertising or product endorsement purposes.SALT FOG TEST OF SAM2X5 COATED STAINLESS STEEL CYLINDERLouis F. ApriglianoStrategic Analysis, Inc.Raul B. RebakJor-Shan ChoiTiangan LianSumner D. DayLawrence Livermore National LaboratoryABSTRACTA salt fog test of an iron-based amorphous metal, SAM2X5, coated Type 316L stainless steel (SS316L) cylinder was made. The cylinder was 30” diameter by 88” long, and 3/8” thick. One end was welded shut with a SS316L end cap before coating. The body of the cylinder and the end cap were both coated. The cylinder was coated with SAM2X5 by the HVOF thermal spray process. The coating thickness was 0.015” to 0.019” thick. The cylinder was tested in a horizontal position. Also included in the test for reference purposes were five coupons (2” x 2” x 1/8”) of uncoated Type 1018 carbon steel (1018CS). The test used an abbreviated form of GM 9540P. Each cycle was 6 hours in duration and the cylinder and reference samples were exposed to a total of eight cycles. The cylinder was in relatively good condition after the test. Along the body of the cylinder only two pinpoint spot sized signs of rust were seen. The 1018CS reference specimens were extensively rusted.INTRODUCTIONIron based amorphous metal coatings have been developed in a program sponsored by the Defense Advanced Projects Agency (DARPA) and the Department of Energy. The program has been managed by the Lawrence Livermore National Laboratory (LLNL). These coatings when fully amorphous have been found to be resistant to salt fog corrosion. If they are partially amorphous they contain alpha ferrite, which is easily corroded in a salt fog environment. One of these coatings, SAM2X5, is being evaluated on large stainless steel cylinders. The quality of the coating is being evaluated by several means, including salt fog testing.EXPERIMENTAL PROCEDUREA SS316L stainless steel cylinder 30” dia. X 88” long, and 3/8” thick has been coated with SAM2X5, an iron based amorphous metal coating. The compositions of SAM2X5 and SS316L alloys are given in Table 1. One end was welded shut with a SS316L end cap before coating. The body of the cylinder and the end cap were both coated. There were no intentionally un-coated areas on the finished cylinder. The high velocity oxy-fuel thermal (HVOF) spray process was used to apply the coating. The coating was applied to a thickness of 0.015 to 0.019” thick. The cylinder was tested in the horizontal position, as shown in Figure 1. Other images of the cylinder in the as-received condition are given in Figures 2. Also included in the test for reference purposes were five coupons (2” x 2” x 1/8”) of uncoated Type 1018 carbon steel. Photographs of the reference specimens in the as-received condition can be seen in Figure 3. The salt fog test used an abbreviated form (Table 3) of the GM 9540P test cycle1 (Table 4). The full GM cycle is 24 hours long. The abbreviated cycle is 6 hours long and has been found to be adequate in revealing any areas of alpha ferrite in the coating. The cylinder and reference samples were exposed to a total of eight cycles.RESULTSPhotographs of the cylinder at the end of the test are shown in Figure 4. The cylinder was in relatively good condition after the test. Along the body of the cylinder only two pinpoint spot sized signs of rust were seen. These can be seen in Figures 4e and 4f. There was also some rust that developed during the test on the end cap that appears to be related to the welds. This can be seen in Figures 4c and 4d. The 1018CS reference specimens were extensively rusted, as expected. Close-up photos of the reference specimens at the end of the test are shown in Figure 5.SUMMARYA large Type 316L stainless steel cylinder has been coated with an iron-based amorphous metal coating – SAM2X5. A salt fog test has been performed to show that the coating has remained predominately amorphous and has displayed good corrosion resistance. REFERENCES1. “Accelerated Corrosion Test”, General Motors Engineering Standard GM9540P, Dec. 1997.This work was performed under the auspices of the U. S. Department of Energy by University of California, Lawrence Livermore National Laboratory under Contract W-7405-Eng-48.Table 1 - Alloy and Coating Nominal CompositionsAlloy Designation HPCRMDesignationNominal Compositions in Weight PercentSS316L SS316L C – 0.03, Mn - 2.00, Si – 1.00, Cr – 16.0 to 18.0,Ni -10.0 to 14.0, Mo 2.0 to 3.0, Fe – balanceSAM2X5 SAM2X5 Cr – 18.5, Mn – 2.0, Mo – 14.0, W – 5.8, B – 3.2, C – 1.0,Si – 1.3, Fe – balance1018 Carbon Steel None C – 0.14 to 0.2, Mn - 0.6 to 0.9, P – 0.04 max., S – 0.05 max., Fe - balanceTable 2 - Summary 2” x 2” x 1/8” Reference SamplesCoating: Substrate: Sample Type Sample ID: Uncoated 1018 Carbon Steel Reference sample A25Uncoated 1018 Carbon Steel Reference sample A26Uncoated 1018 Carbon Steel Reference sample A27Uncoated 1018 Carbon Steel Reference sample A28Uncoated 1018 Carbon Steel Reference sample A29Table 3 - Abbreviated GM Salt Fog Test Cycle Cycle Segment Elapsed Time EventSoaking with Salt Solution 2 minutes Soak samples with a salt solutionmist* for 2 minutes at ambienttemperature: 13 – 28o C (55 - 82o F).High Humidity Exposure 4 hours Expose samples to 100% relativehumidity at 49 ±0.5o C (120 ±1o F),including a 55 minute ramp to wetconditionsSample Drying 1 hours and 58 minutes Heat sample to 60 ±0.5o C (140 ±1o F)and reduce humidity to 30% or less.Hold until dry and then reducetemperature to ambient conditions.Repeat Cycle• A distilled water solution of 0.9% sodium chloride, 0.1% calcium chloride, and 0.25% sodium bicarbonate will be used for the salt solution mist.Table 4. 24 Hour Test Cycle for GM9540P1 Accelerated Corrosion Test.calcium chlorid e, and 0.25% sodium bicarbonate.Figure 1 –Side View of Cylinder Before Salt Fog Testing.a. Capped and welded endb. Open Endc. Rust and chip in coating before start of testd. Scuff mark on cylinder surface as-delivered(Photograph courtesy of Robert Bayles) Figure 2. Additional Photographs of Cylinder in As-received Condition.Figure 3. 1018CS Reference Specimens Before Test Exposureb. Close-up of scuff mark (compare to figure2d)c. End capd. Close-up of rust on end cape. Pinpoint rust spot at tip of arrowf. Second pinpoint rust spot at tip of arrowFigure 4. Cylinder After 8 Abbreviated GM cycles.Figure 5. Reference Specimens Used in Cylinder Salt Fog Test After 8 Abbreviated GM Cycles.。
SGM980喷漆试验大纲

BEAPHONE SUPPLIER APPROVAL GM APPROVALPART NAME 零件名称SECTION-VALIDATION RESULTS APPROVAL APPROVED经核准的: NOT APPROVED未经核准的:VALIDATION PHASE:DATE:ITEM PROC。
PROCEDURE REQMNT REQMT TITLEREQMT VALUECAR RESPON EVALUATION ##TITLE#MODELSIBILITYPHASEQTY TYPESTARTCOMPLQTYTYPESTAGE4铝型材化学成份Si: 0.3-0.6Fe: 0.1-0.3Cu: ≤0.1Mn: ≤0.1Mg: ≤0.35-0.6Cr: ≤0.05Zn: ≤0.15Ti: ≤0.1SGM980依据供应商自检报告PV 1D 05-10-1005-11-251D Prod5铝型材机械性能抗拉强度:Rm≥130MPaSGM980BEA PV 3D 05-10-1005-11-253D Prod8硬度>9 HV SGM980BEA PV 3D 05-10-1005-11-253D ProdN/S2005-7-26铝饰条PART#UPC#REVISION DATE/LEVELMODEL YEARPLATFORMMODEL#SUPPLIER NAMEREPORTING ENGINEER NAME 张丽荣AUTHORS NAME:SECTION-DFMEA APPROVAL DFMEA批准APPROVED: NOT APPROVED:GM VALIDATION ENGINEER SIGNATURE GM 确认 工程师签名: DATE日期:GM VALIDATION ENGINEER SIGNATUREPHONE#010-********REPORT DATE 2005.11.62006GM980N/S北京埃贝斯乐汽车零部件有限公司NOTESSEC IV-ADV REPORTSAMPLE TIMMING SAMPLES TESTED RESULTS 1GM3997(AA6063-T5)被GM3999代替BEAPHONE SUPPLIER APPROVAL GM APPROVALPART NAME 零件名称SECTION-VALIDATION RESULTS APPROVAL APPROVED经核准的: NOT APPROVED未经核准的:VALIDATION PHASE:DATE:ITEM PROC。
GWM3359

非电镀锌涂装应用(Non-Electrolytically Applied Zinc Rich Coating)1. 范围-规范包含非电镀锌涂装防锈之基本要求.同时防锈使用含润滑成份的蜡或PTFE于上涂层做颜色辨识及润滑作用.1.1材质-包含有机或无机锌片涂于张装于有机或无机之上涂层.依GMW3059规范此涂装于工件上不得含有6架铬.GMW3034规范用于测试是否含有6架铬.此涂装不会产生氢气但于前处理(pretreatment)时如做酸性处理时会吸附氢气.非电镀锌涂装有高渗透性能使氢气逸出可解决于做酸性处理时吸附氢气的问题.1.2 交插参考替代之规范GMW GMW3359Delta MotorsGM do BrasilGM HoldenGM NAO GM7114MISUZUITDC GME0255SAAB1.4典型应用-适用于螺丝之内部或外部涂装(尺寸大于或等于M6)及须高防锈与无氢气破坏涂装要求之含铁工件.但下列情况之工件不适用.1.螺丝.螺母<M62.工件内部有凹陷部位3.抗镁金属表面4.所有尺寸之垫圈5.须电导之工件2 参考2.1 规范DIN946 ISO 11014-1ISO 1463 ISO 9227SAE/USCAR-5 SAE/USCAR-112.2 GMGM7114M GM9071PGM9501P GM9509PGM9540P GME00255GMW3034 GMW30599981228 998409499856703. 要求:3.1.3.1 外观-须一致不得有碰伤.撕裂.气孔.突起等.涂装须良好附着于工件上.除特别指定外颜色须为银色.3.1.3.2 厚度-涂装于螺丝工件不得造成组装困难且厚度须达到防锈要求.3.1.2.1 螺丝涂装最大厚度受其牙部基本尺寸限制(公差雌h 或H).涂装后之工件用适的”GO”检具检验.涂装前牙部可做成undersize/oversize 以符合涂装后的正确尺寸.涂装后须再验是否符合特殊的机械性要求.3.1.2.2 螺丝头部下之涂装尺寸不得超过25μm.供应商应控制涂装尺寸且纪录归档以备查. ISO 1463规范显围观测涂装厚度.注:若工件须做磷酸盐处理建议为最大厚度3μm透明涂装.3.1.4.1 防锈-涂装后工件依NSS规范做144小时盐雾测试不得有超过5%白色锈斑产生.且经480小时曝晒后工件本体不得有红色锈斑.3.1.4.1.1 大量生产时流程SPC须符合相同之盐雾测试规范 .3.1.4.1.2 每一生产线之每一班须依NSS 规范做最少3PCS样品尺寸之盐雾测试.3.1.4.1.3 流程控制及检验均须纪录.3.1.4.1.4 扣件标表面重要部位测试包含但不限制扣件头部.插口凹陷处.螺母外表面.及垫圈.3.1.4.1.5 防高温(Temperature Resistance)-于工件温度150oC 3小时后亦须符合3.1.4.1防锈规范要求.此测试仅用于第一次交样.3.1.4.2 快速生锈测试-此涂装依GM9540P规范曝晒.测试期间B(16循环).曝晒后重要部位不得有红色锈斑产生.此测试仅用于第一次交样.3.1.4.3 阴极防蚀法-此阴极防蚀涂装可依NSS规范测ISO9227.用自工件本体括下一片样本.此样本最大0.5mm宽.经过96th NSS测试后不会有红色锈蚀产生.此测试仅适用于第一次交样.3.1.4.4 防皱褶及龟裂-涂装表面应自然伸展不得有龟裂或破裂产生.3.4.4.5 附着特性-工件之涂装不得有气孔或其他外观改变.依ISO 9227做最少96小时盐雾测试.当依GM9071P做胶带测试.10分钟后自NSS测试移除将不可有划线X位置两边相加超过3mm涂装脱落.且于胶带下不得有涂装脱落.3.1.4.5.1 工件于首次送样须符合附着测试须求.且测试须列入应用者管制纪画.3.1.4.5.2 大量生产之流程SPC须符合附着要求.3.1.4.5.3 大量生产之流程SPC附着特性测试须依NSS测试(3.1.4.13.1.4.6 化学成份预防-工件涂装交样将依下列规范做化学成份测试.A. 挡风玻璃清洁剂-9985670或类似经GM9509P规范认可.B. 布料清洁剂-9981228或类似经GM9509P规范认可.C. 汽油-GM9501P3.1.4.8 Hydrogen Embrittlement:所有须热处理或高冷处理使心部硬度大于HRC32或表面硬度达HRC35依SAE/US CAR-5流程规范经产生氢气流程达到.3.1.4.9 扭力-拉力:M6或大于M6螺丝之扭力及拉力用M10×1.5替代螺丝测试管制.替代螺丝与大量货同时测试.每一生产线之每一班依SAE/USCAR-11须验最少10PCS.除锁螺丝速度为(30±3)RPM. 6sigma 扭力质范围看下表.测试结果纪录留存备查.牙尺寸替螺丝品号测试螺丝品号测试垫圈品号扭力(Nm) 拉力(kN) 磨擦系数M10×1.5 11516105 11516090 11502644 48±8 28.3 0.13±0.03下列叙述请参阅GMW3044规范。
德国汉高自泳漆产品技术工艺说明书

电泳 含有机溶剂,金属离子,对环境有污 染 低 1-2H 边缘覆盖性差 受电压驱动影响,内腔难以形成涂膜 盐雾试验 1000H 摩擦系数>0.15 适用于钢铁、铝、锌铜等材质 电力驱动沉积 受电场、泳透力影响, 内腔式结构无法电泳 挂具要定期清洗 表调+磷化至少增加 4 个步骤 后水洗(3 道 UF 水洗、3 道水洗) 发热,故恒温能源消耗 耗能(180℃烘干) 固体份(%) PH 值 灰分(%) 颜基比 电导率 温度 MEQ(酸度) 溶剂含量(%) 电压 设备投资高 需要电源、整流设备 占地面积大 使用循环泵 需要恒温系统 要超滤 维护费用高 需要 24 小时连续搅拌
工程机械、农用机械工具等 自漆的低投资、低成本、工艺简单、管理方便等方面的优势;广泛应用于:工程机械的驾驶室/主要框架、 农用机械的构件等。
"The information presented herein is our interpretation of certain test results and field experience to date. This information is not to be taken as warranty or representation for which we assume legal responsibility, nor as permission or recommendation to practice any patented invention without a license. It is offered solely for your consideration, investigation and verification." © Henkel Corporation.
汉高铝无铬钝化剂

电镜照片 纳米陶瓷 vs. 铁磷化
纳米陶瓷技术处理
铁磷化处理
状态: 状态 Bonderite® NT-1, Steelcase
504 hr NSS, TGIC Powder Paint 4 Days into Trial Bonderite NT-1 0.3 mm 14 Days into Trial BondepH值测定 采用对氟离子稳定的pH计。(在PH=4和PH=7标定)。也可以采用精密pH试纸。(例如:Merck公司的4.0-7.0 或0-6.0 pH试纸)
推荐pH范围:3.8~5.5
将pH值降低0.1:每1000L槽液,添加5.8L Bonderite NT-1。 将pH值升高0.1:每1000L槽液,添加95ml Neutralizer 700。
Bonderite NT-1 能显著提高金属涂层的耐腐蚀性能,延长 能显著提高金属涂层的耐腐蚀性能, 其受腐蚀时间。 其受腐蚀时间。
Bonderite® NT-1
经济利益 • 室温 (不需要加热) • 反应时间短 (< 15 秒) • 不需要做封闭处理 • 不需要做表调 • 没有废水处理费用 • 较低的新线建造成本 工艺要求 • 不锈钢槽 • 去离子水或低硬度水 • 独立的碱性清洗工位 • 清洗后要水洗充分
支架,密封材料和吊篮应采用铝,304不锈钢或塑料(硬PVC)。
喷淋系统,泵和加热器应采用304不锈钢。
Bonderite NT-1槽液作为废水排放前应除去有害物质并进行中和处理。
注意: 注意: Bonderite NT-1含有氟复合物。 注意安全警告!佩戴合适的安全眼镜,橡胶手套和耐化学污染的防护服。
环境优势 • 完全不含磷酸盐 • 无COD/BOD • 无重金属 • 少量化学品处理 • 无沉渣的运输和清理
美国FRIEDRICH空调

美国FRIEDRICH 空调负责人0595-3661-7060FRIEDRICH 空调EM24N34AFRIEDRICH空调SL36M30-BITEM 26:AIR condition, 型号:SL36M30-B 厂家:FRIEDRICHFRIEDRICH空调制冷剂R410AFRIEDRICH;TOP DRIVE:CANRIG1250AC-681FRIEDRICH 空调KM24L30-AFRIEDRICH SQ08N10SQ10N10FRIEDRICH振动电机F1.2-2-1.1FRIEDRICH空调SH20M30A美国FRIEDRICH空调EM24N34ASH20M30ASL36M30-BKM24L30-A新型号:SH24M20SH15M30ASH20M50ASH24M20AFEATURES•Permanent split capacitor motor•Hermetically sealed refrigeration system•Environmentally sealed on/off switch and gold plated contacts inthermostat for corrosion resistance•Solid-state control relays for compressor and fan operation•Hot gas bypass allows the air conditioner to operate at low ambientconditions without freezing at outdoor temperatures as low as 45?F (7癈)•Hermetically sealed reciprocating compressor is cooled during therefrigeration cycle, which allows the unit to toleratehigher outdoor temperatures up to 130˚F (55癈)•Larger, commercial grade, enclosed fan motor withhermetically sealed overload for arc-free operation.Totally enclosed to assure efficient operation underadverse electrical conditions•Unit utilizes field supplied, direct-wired, 15-amp circuitwith time-delay fuse that will tolerate current surgewithout tripping the breaker•22-gauge, G60 steel air conditioner cabinet is powdercoated for corrosion protection and to withstand years ofhard use•High density EPS foam insulation for thermal resistanceand sound control•Heavy duty hexacomb packaging resists damage during shipment and isenvironmentally friendlyCOILS COATED FOR CORROSION RESISTANCEMODEL SH24M20•ElectroFin 5-stage, immersion ecoat process on 100% of metallicsurfaces on the outdoor coil provides outstanding corrosion resistance protection in coastal or corrosive environments ELECTROFIN BENEFITS:•Excellent adhesion characteristics•Less than 1% thermal degradation•Outstanding chemical resistance 5-stage ecoat•Passed 6048 hrs.ASTM B-117 Salt SprayELETROFIN MEETS THE FOLLOWING:•MIL-C-46168 Chemical Agent Resistance-DS2, HCI Gas•CID A-A-52474A (GSA)•MIL-STD 810F, Method 509.4 (Sand and Dust)•MIL-P-53084 (ME)-TACOM Approval•MIL-DTL-12468 Decontamination Agent (STB)•DPG (Douglas Proving Grounds) Soil & Water Exposure T ests•GM9540P-97 Accelerated Corrosion T est (120 cycles)•ASTM B117-G85 Modified Salt Spray (Fog) T esting-2,000 hours•ASTM B117 Salt Spray (tested by ARL for Lockheed Martin)MODELS SH15M30A, SH20M30A, SH20M50A•Diamonblue™Advanced Corrosion Protection on theoutdoor coil protects the coil against deterioration andextends the life of the unit especially in coastal orcorrosive environments。
户外环境可靠度测试

户外环境可靠度测试1. 沙尘/雨淋测试(Dust/Rain Test)对于可便携式、户外用以及汽车电子均有防尘与防水测试要求,在国际上不论是IEC、MIL或ETSI以及SAE 均有订出相对应之测试要求。
消费性产品最常引用规范为IEC/EN 60529(Degrees of protection provided by enclosure),规范中明文规定产品保护等级与试验程序及方法,目前采用的国家也越来越多。
IEC/EN60529防尘分为6个等级(等级0 ~ 等级5),防水区分为9个等级(等级0 ~ 等级8)在试验应用上通常以IPXX作为等级区分,IP为International Protection 的缩写,国际上均以此做为保护等级辨识,第一个X所代表的意义为防尘等级,第二个X所代表的意义为防水等级。
若产品标示为IP54,则表示产品防尘等极为5,防水等级为6。
防尘等级(e.g. IP5X-防尘等级5)Level 0: 完全无防尘保护Level 1: 可保护避免直径大于50㎜之异物掉入设备内Level 2: 可保护避免直径大于12㎜之异物掉入设备内Level 3: 可保护避免直径大于2.5㎜之异物掉入设备内Level 4: 可保护避免直径大于1㎜之异物掉入设备内Level 5: 有部分防尘作用,但不得因落入之灰尘影响正常功能运作或降低产品安全性Level 6: 完全防尘防水等级(e.g. IPX4-防水等级4)Level 0: 完全防水无保护Level 1: 仿真水气凝结并垂直滴下产品时之保护作用Level 2: 产品与水滴方向为倾斜15度范围内,水滴垂直滴下时保护作用Level 3: 以60度摇摆臂喷洒水的状况下,能够发挥保护作用Level 4: 可在水喷流状况下,发挥保护作用(任意方向)Level 5: 可在灌水状况下,发挥保护作用(任意方向)2.日照測試全球地区年平均空气温度通常介于 0℃ ~ +40℃之间,而在夏天时高温常介于+30℃ ~ +49℃之间,经常出现之平均高温为+43℃, 此为环境温度(空气温度),但是对于日晒热辐射效应(Radiation Effect)将增加+17℃ ~ +33℃之间,热辐射效应随试件表面颜色与地面热反射条件而有所不同,对于长期使用于户外之产品须慎选产品表面涂装颜色亦可降低辐射热效应。
GM123M 中文

GM123MGM124M液体处理用钢制汽车管道1 范围这些规范涵盖了二类适用于汽车的钢制管件。
规定了对基础金属、可选用的涂层材料和涂覆管道的要求。
这些要求适用于出自有时是独立设施的管磨机和涂层涂覆生产线的产品。
此管件使用在自定义零件和总成的生产中。
建议对这些零件和总成组件进行腐蚀性能、传导性及连续性、强度、外观和其他独特应用的关键特性上的验证。
1.1GM123M。
规定了双壁构造的管件要求,双壁与接头在还原气氛下进行铜焊,来生产出能满足液压线路要求的管件。
它不能用于燃油管路是因为残余下的铜会促进酸性气体的形成。
见图 1.1.2GM124M。
规定了单壁结构的管件,接头为电阻焊。
推荐用于燃油管路、动力转向管路、变速器油冷却管路、润滑油管路和真空管路等。
见图1。
1.3管件牌号代码。
推荐3.1节中的代码用于图纸和订购单上来命名管件类型、外径、壁厚、生产条件处理和内径涂层。
1.4典型应用。
GM123M主要用于液压制动管路,而GM124M用于燃油管路、动力转向管路、变速器油冷却管路、润滑油管路和真空管路等。
2 参考标准注:除非另行规定,只适用于最新批准的标准。
2.1 外部标准ASTM A254 SAE J463ASTM A875 SAE J526ASTM B117 SAE J527ASTM B750 SAE J533ASTM E8 SAE J1290SAE J4032.2 GM标准GM4298P GM9508PGM4465P GM9509PGM4653M GM9540PGM6277M GMW3001GM9071P GMW3059GM9102P2.3 附加标准可以联系GM动力材料工程部来获得关于GMPT燃油的信息。
·GMPT-6-006 TF2 汽油·GMPT-5-005 Bio-柴油·GMPT-5-001 #2柴油·GMPT-6-019 氧化汽油·GMPT-6-023 E85 低pHe3 要求3.1 一般要求。
GMW4205-EN-2001-10

Material Specification Finish (Coating)GMW4205Plating Multilayer Coating/Black Type1ScopeThis specification covers requirements for a corro-sion resistant black organic finish over an electrolyti-cally deposited zinc-iron alloy,nickel alloy and/or zinc-nickel alloy substrate.1.1Material Description.This coating system shall be free of chromium.The final product shall con-form to GMW3059requirements.The plating shall be called out on the part drawing per example shown in paragraph 7.1.1.1Material Identification.Not applicable.1.2Cross-Reference of Replaced Specifications.GMW GMW4205Delta Motors GM do Brasil GM Holdens GMNA GM6138M ISUZU ITDC SAAB1.2.1Specifications Qualified to this Material Specification.Not applicable.1.3Symbol.Not applicable.1.4Typical Application.This coating is intended primarily for bulk processed small steel parts such as bolts,screws and nuts used on exterior visible parts.This coating is especially suitable for internal drive (cross recess,6lobed socket etc.)threaded fasteners and self drilling and tapping screws.e of this coating system on threaded surface and/or bearing surface of joints could effect the torque-tension relationship.It is recommended that a torque-tension study of the fastener joint be performed before releasing this finish on any new application.2ReferencesNote:Only the latest approved standards are appli-cable unless otherwise specified.2.1Normative.DIN 946ISO 1463ISO 9227ASTM D523SAE J1960SAE/USCAR-1SAE/USCAR-5SAE/USCAR-7SAE/USCAR-112.2GM.GM4260P GM4265P GM9071P GM9501P GM9540P GMW3001GMW30592.3Additional.None.3Requirements3.1Requirements on Delivery.3.1.1Chemical Requirements.Not applicable.3.1.2Mechanical Requirements.Not applicable.3.1.3Physical Requirements.3.1.3.1Appearance.This finish shall provide uni-form black color on coated parts.The finished part shall have a gloss of 4or higher (20degree gloss me-ter per ASTM D523).Note:Gloss level of the finished parts (when small)shall be measured on standard panel (steel,75x 200mm)processed with the production parts.3.1.3.2This finish shall not fill driver recess or threads nor interfere with normal fastener installation proce-dures.The finish shall withstand normal handling and storage conditions without damage (chipping,flaking or other)and must not stain or transfer to adjacent parts or operators hands.3.1.3.3The total coating system as received shall not adversely affect the drive system:Internal recess di-mensions,hex size,etc.or function of the fastener.©Copyright 2001General Motors Corporation All Rights ReservedOriginating Department:North American Engineering Standards,Records and DocumentationGMW4205GM WORLDWIDE ENGINEERING STANDARDS3.1.3.4Thickness.T ypical zinc-iron,nickel or zinc-nickel alloy layer shall be(5...20)µm and topcoat layer shall be25µm max.with a total thickness≤45µm.3.1.3.4.1Thickness shall be determined by micro-scope examination of cross sections taken perpendic-ular to significant surfaces.See GM4260P,Recom-mended Practices for Measuring Thickness of Plated Deposits and Anodic Coatings(See GM4260P).3.1.3.4.2In case of bolts and screws,plating thick-ness shall be determined at top of head at midpoint of largest continuous surface.In case of nuts,deter-mine at midpoint of flats(wrenching facets).3.1.3.4.3The maximum thickness of coating which may be applied to threads on threaded products is limited by the basic thread size(tolerance h or H). After coating,parts must gage with appropriate ba-sic size G0thread gage.Threads may be produced undersize/oversize(before coating)to accommodate the coating thickness,providing the finished product (after coating)meets all specified mechanical prop-erties.Where mechanical properties are not speci-fied,undersizing/oversizing is subject to approval by pertinent engineer,and all undersize/oversize shall be within permissible limits as agreed upon.3.1.3.5Adhesion.Parts coated to this specifica-tion shall show no evidence of blistering or other ap-pearance changes after exposure to humidity test-ing per GM4465P for≥96h.When tape tested per GM9071P,10min after removal from humidity there shall be≤3.0mm total peel back(peel back adding both sides of scribed line)from the lines scribed in an ’X’and no other peeling in the area under the tape. This is not applicable to threaded fasteners.Note:This test is applicable for initial approval,appli-cator approval and PP AP submission parts.3.1.3.6Weathering Characteristics.Parts coated to this specification shall show no blistering,peeling, cracking,loss of adhesion,discoloration,or red rust after1316.7kJ/m2in xenon arc per SAE J1960. After weathering test finished parts shall have a gloss level of3or higher(20degree gloss meter,per ASTM D523).Note:The weathering test shall be required to run for initial approval only.3.1.3.7Corrosion Resistance.Significant surfaces of parts exposed to neutral salt spray per ISO9227 shall show no white corrosion after48h exposure,≤10%white corrosion products after144h,and no base metal corrosion after480h exposure.For this test externally threaded fasteners shall be power driven into a tapped hole or nut or steel panel,simu-lating production usage,removed,then installed fin-ger tight or with a hand driver with proper drive bit into acrylic plastic or other inert panel,and exposed in salt spray at(15...30) from the vertical to allow wetting per SAE/USCAR-1.Fasteners shall not drip on other fas-teners during the test.3.1.3.7.1Normal production,processes that are in statistical process control shall yield parts that are ca-pable of meeting the salt spray requirements.3.1.3.7.2A periodic NSS test of the parts being pro-cessed on each line running this coating shall be con-ducted with sample size of3pieces minimum per line per shift.3.1.3.7.3Actual processing control checks to be made and recorded shall be based on chemical manufacturer’s instruction.3.1.3.7.4Parts must be NSS tested to meet the corro-sion resistance requirements on significant surfaces for initial approval of the finish,applicators and PPAP submissions.NSS test need not be completed prior to shipment of parts.3.1.3.7.5Significant surfaces for test evaluation in-clude but are not limited to fastener head,socket re-cess,sems washer and external nut surface.Sharp edges are excluded.3.1.3.7.6Significant surfaces on parts other than threaded fasteners shall be all surfaces excluding sharp edges.3.1.3.8Accelerated Corrosion Test.Accelerated corrosion test shall be conducted with this finish coated parts,11516629or similar cross recessed head screws using production methods(sample size, N=10minimum).The test screws shall be power driven and seated with production type tooling into 60/60galvanized steel test panels that have been painted with standard GM pretreatment,primer,and white base coat/clear coat.The test screws shall be installed in a horizontal row seated25mm min.apart.The screw shall be tested for40cycles per GM9540P,Accelerated Corrosion Test.After24test cycles,the screw heads shall exhibit no red rust and30%max.white corrosion coverage. After40test cycles,the screw heads shall exhibit 10%max.red rust coverage and50%max.white corrosion coverage.Note that all visible surfaces of the seated screw heads including screw heads edges shall be included in the percent of corrosion coverage.©Copyright2001General Motors Corporation All Rights ReservedGM WORLDWIDE ENGINEERING STANDARDS GMW4205Note:This test is required for the initial approval of the finish only.3.1.3.9Temperature Resistance.After heating the parts for1h at+150 C(part temperature)the cor-rosion resistance requirements as specified in para-graph3.1.3.7shall still be met.This test requirement is only for initial approval of the finish material.3.1.3.10Gasoline Resistance.For initial approval of new materials,coated parts shall be soaked for (200±2)s in gasoline as described in GM9501P. After removal of the parts,they shall be allowed to air dry before visual examination.There shall be no color change,wrinkling,or any other change in the coating appearance.3.1.3.11Relief of Hydrogen Embrittlement.All parts heat treated or highly cold worked to a spec-ified core hardness HRC32or greater or surface hardness HRC35or greater,that are processed through a hydrogen generating process,shall be processed by the finish applicator per SAE/USCAR-5and tested for de-embrittlement per SAE/USCAR-7. The sample size for the SAE/USCAR-7test shall be per ASTM F1470.3.1.3.11.1When supplementary treatment is speci-fied for a part that requires baking after plating,the supplementary treatment shall be applied after the baking operation.3.1.3.11.2Hardened parts which have been tem-pered at<+175 C shall be heated to+150 C and held8h,or longer,if necessary.3.1.3.12Torque-Tension Test.Metric threaded fas-teners M6and larger shall be subject to torque-ten-sion monitoring through the use of surrogate M10x1.5 test bolts.T en surrogate bolts shall be processed with the production parts.A minimum of10bolts per finish line per shift shall be monitored per SAE/USCAR-11, except tightening speed shall be(30±3)min-1(RPM). The six(6)sigma torque range values shall be within the listed range(see T able1).The test results shall be maintained on file to be submitted when required.Table1:Torque Range ValuesThread Size Surrogate BoltPart NumberTest NutPart NumberTest WasherPart NumberTorque in NmSAE/USCAR11Tensionin kNM10x1.511516105115160901150264448±828.3Note:Engineering drawings for surrogate fasteners for T orque-tension test are available from Global En-gineering Documents/IHS.3.1.3.13Coefficient of Friction.The coefficient of friction of threaded fasteners shall be0.13±0.03(six sigma values)when tested per DIN946with the fol-lowing exceptions:•Tightening speed shall be(30±3)min-1(RPM)•Test samples(excluding driven fasteners)shall be thoroughly cleaned with an appropriate fluid/chem-ical to remove any grease/oil/wax/other contami-nants.•Test clamping force shall be calculated as75%of proof load.Note:Both,T orque-Tension and Coefficient of Fric-tion tests are required only for the initial approval of the finish material.Suppliers/Applicators can run ei-ther T orque-T ension Test or Coefficient of Friction T est for quality control.3.1.4Additional Requirements.Not applicable.3.2Processing Requirements.Subparagraphs were not applicable.3.3Performance Requirements.Subparagraphs were not applicable.3.4Requirements on other Stages during Life Cy-cle.3.4.1Chemical Requirements.3.4.1.1Recyclability.Parts with this coating shall not have any negative effect on recyclability of the parts.3.4.1.2Physiological Safety.The coating material must not cause any health hazard either to line oper-ators or customers.3.4.2Mechanical Requirements.Not applicable. 3.4.3Physical Requirements.Not applicable.3.4.4Additional Requirements.Not applicable.4Manufacturing ProcessNot applicable.5Rules and Regulations5.1All materials supplied to this specification must comply with the requirements of GMW3001,Rules and Regulations for Material Specifications.©Copyright2001General Motors Corporation All Rights ReservedGMW4205GM WORLDWIDE ENGINEERING STANDARDS5.2All materials supplied to this specification must comply with the requirements of GMW3059,Re-stricted and Reportable Substances for Parts.6Approved SourcesSuppliers to this specification must be approved by the Specialist Team/TDGs.GMNA approved suppli-ers names are available on the on-line MA TSPC Sys-tem.For other GM locations the responsible engineering group should be contacted to obtain the approved sources in the individual countries.7Coding SystemThis material specification shall be referenced in other documents,drawings,VTS,CTS,etc.as follows:“GMW4205”WhereGMW=GM Worldwide4205=Specification number8Release and Revisions8.1Release.This material specification was first ap-proved in AUG2001and published in OCT2001. 8.2Revisions.Not applicable.©Copyright2001General Motors Corporation All Rights Reserved。
SAE J2334—1998 装饰用材料实验室腐蚀试验
SAE J2334—1998装饰用材料实验室腐蚀试验前言涂装腐蚀实验室试验方法是建立在现场相关性实验室试验方法参数的基础之上, 由SAE汽车腐蚀与防腐协会和汽车/钢铁合作(A/SP)腐蚀工作组在设计试验过程时进行测定。
从这个试验得到的结果提供了与严重腐蚀的现场环境极好的涂装腐蚀性的相关性。
本方法是用一种典型的汽车涂层系统开发的。
如果使用不同类型的涂层系统,必须测定与现场的相关性。
1. 范围SAE J2334实验室试验方法适用于为特殊的涂装系统、基材、工艺或设计进行涂装腐蚀试验,因为它是一种现场的相关性试验,因此可以作为一种有效的手段和一种开发性工具使用。
利用本方法除测定涂装或普通腐蚀外,如果确定了腐蚀机理,必然确定了与现场的相关性。
2. 参考资料2.1 适用的出版物—下列出版物在规定的范围内构成了本方法的一部分。
除非另有说明,应该应用最新的版本。
2.1.1 SAE出版物—可从SAE获得,地址400 Commonwealth Drive、Warrendate、PA15096-0001。
SAE J1553—汽车涂层零件实验室循环腐蚀试验2.1.2 ASTM出版物—可从ASTM获得,地址100Barr Harbor Drive、West Conshohocken、pa19428-2959。
ASTM D 1193—试剂级水规范ASTM D 1654—腐蚀环境中的涂料或涂装样品评价方法ASTM D 1735—涂层耐水性试验 水雾法ASTM D 2247—涂层耐水性试验 100%相对湿度法ASTM E 70-90—用玻璃电极测水溶液PH值试验方法ASTM G 1 —腐蚀试验样品的准备、清洗和评价的推荐方法2.1.3 通用汽车公司出版物—可从全球技术资料(Global Engineering Documents)获得,地址15 Inverness Way East、Englewood、CO 80112GM 9540P2.1.4 其他出版物………………………………(引用的刊物)省略……………………………… 2.1.4.1 涉及本试验方法的再现性和重复性信息在SAE 资料 970734中讨论。
ASCOTT CCT循环腐蚀中文(最终)

图示:CC1000xp
往安装在储水槽下部的鼓泡装置导入压缩空气,使盐水储槽里的盐水充分溶解。压缩空气的压力可调。
F
(注:压缩空气气源由用户自备)
盐水排液泵
ACC20
当实验室排水不是很畅时,该装置配给了一套盐水排液泵和储水箱。当CCT试验箱排水不畅时,排液泵就会
F
启动,将费盐水排出水平10米或垂直3米之外的场所。
水离子交换柱
ACC90
与附件ACC080配合使用,产生制冷或除湿的空气,由一根绝缘的管道输送至试验箱,这样可以降低箱体内
F
温度和湿度。
盐水/盐渣清洗器
ACC92 †
ACC92
数据检测与记录器
单通道、记录纸型 双通道、记录纸型
ACC08/1 ACC08/2
双通道、无纸记录型 ACC40/2
ACC40/2
无纸记录仪软件 手持式PH计
F
以电池供电,全程记录箱体内温度(°C) 变化的全过程。数据也可以通过软件导入电脑进行分析。
ACC42
由一个喷水装置组成,自动清洗CCT试验箱腔体内壁,清洗时间可以由用户设定可调。这个功能也是汽车行业标准 Renault D17 2028(ECC-1)的需要。为实现这一功能,CCT试验箱需要配备一个可以提供压力稳定、水质优良及温度 始终的水源。
盐水水平喷射 ACC44 SO2注入试验 ACC46 多种盐液喷雾 ACC86
北美电镀标准

Corrosion Protective Coatings Zinc, Aluminum/Inorganic Type Scheduled for Deletion. Don’t Use on New Designs1 ScopeThis standard covers the basic requirements for a corrosion protective coating system which is derived from the application of an aqueous solution containinguniformly dispersed zinc platelets or flake, chromates and proprietary inorganic material. The coating is then top coated with an aqueous based sealer compound. The sealer may be unpigmented (clear) or pigmented with a color (black, blue, etc.). Parts top coated with clear sealer shall have a metallic gray appearance. Parts to be top coated with a color pigmented sealer shall be specified (Example, GM6173M black).1.1These coatings are especially suitable for externally and internally threaded and nonthreaded ferrous parts which are not adversely affected by baking temperatures in the range of 290 to 325 C. Hydrogen embrittlement is not induced by this coating process, however due diligence is required in the control of hydrogen during cleaning/pretreatment.This finish is suitable for spring or other high hardness applications.1.2This coating system shall be free of chromium. The final product shall conform to the requirements of GMW3059.1.3Don’t use this coating on new designs. ContactMaterials Engineer for the substitute coating.1.4Use of this finish on threaded surface and/or bearing surface of joints could affect the torque- tension relationship. It is recommended that a torque-tension study of the fastener joint be performed before releasing this finish on a new application.2 References Note: Only the latest approved standards are applicable unless otherwise specified.2.1 Normative.ASTM B499 ASTM B568SAE/UCAR-12.2 GM.GM4298P GM9064PGM9071P GM9540PGMW30593 Requirements3.1 Appearance and Cure.Coating shall have a uniform appearance free from tears and other discontinuities. The coating shall be thoroughly cured.3.1.1Complete cure is monitored by the appearance of a yellow color when one to four drops of concentrated ammonium hydroxide (NH4OH) are placed on the surface of a coated part before the inorganic sealer coat or top coat are applied (at room temperature) and left for 10 to 30 s.3.1.2Unpigmented sealer presence can be detected by placing the coated part under a standard black light (ultra violet) and observing an orange fluorescent color on the surface of the part.3.2 Coating Weight and Thickness.The coating shall not adversely affect the function of the specific part nor shall the coating in threads of threaded parts have an adverse effect on normal installation and removal practices.Note: The maximum thickness of coating which may be applied to threads on threaded products is limited by the basic thread size. Where greater thickness is necessary to meet the requirements of this specification, threads may be produced undersized (before coating) to accommodate the greater thickness, provided the finished product (after coating) meets all specified mechanical properties when tested with a nut (on opposite fastener) in the upper half of the dimensional limits of the nut. Where mechanical properties are not specified, undersizing is subject to approval by engineering.©Copyright June2001General Motors Corporation All Rights ReservedJune 2001 Originating Department:North American Engineering Standards,Records and Documentation Page 1 of 3GM6173M GM ENGINEERING STANDARDS3.2.1Coating thickness on nonthreaded parts shall be minimum basecoat of 5.5 m as measured by magnetic induction(ASTM B499) or x-ray fluorescence (ASTM B568). This relates to acoating mass of 20 g/m2.Note: A minimum of three readings per part shall be averaged and monitored by spc.3.3Unless otherwise agreed, the coating on parts finished under this specification shall be applied by either one of three methods:a. Dip-Spin Method. Two (2) coats ofthe zinc flake/chromate compound followed by one coat of sealer.b. Dip-Drain Method. One (1) coat ofthe zinc flake/chromate compound followed by the one coat of sealer.c. Spray Method. One (1) coat of thezinc flake/chromate compound followed by one coat of sealer.If the pigmented sealer is used, two coats may be used to achieve a satisfactory appearance.3.4 Corrosion Resistance.Parts coated/plated to this specification shall be capable of withstanding neutral salt spray (NSS) testing per GM4298P for a minimum of 480 h with no red rust on significant surfaces (3.5.4 and3.5.5).The corrosion testing of the threaded fasteners must follow the procedures as outlined in SAE/USCAR1.3.4.1For normal production process, NSS test shall be part of applicator’s statistical process control to ensure that the parts meet the corrosion resistance requirements.3.4.2A periodic NSS test of the parts being processed on each line running this coating shall be conducted using sample size of three pieces minimum per line per shift. 3.4.3Parts must be NSS tested per GM4298P or SAE/USCAR1 to meet the corrosion resistance requirements on significant surfaces per 3.4 for initial approval of the finish, applicators and PPAP submissions. NSS test need not to be completed prior to shipment of parts.3.4.4Significant surfaces for test evaluation include, but are not limited to, fastener head, socket recess, sems washer and external nut surface. Sharp edges are excluded. The significant surfaces on threaded fasteners are exposed surfaces, excluding threads when the fastener is in installed position.3.4.5Significant surfaces on parts other than threaded fasteners shall be all surfaces excluding sharp edges.3.4.6 Accelerated Corrosion.Coated parts shall be accelerated corrosion tested to failure per GM9540P for initial approval of finish material, applicator and PPAP submissions. Note: The coating to this specificationshall be exposed per GM9540P, test duration 16 cycles. After exposure, there shall be no red rust on significant surfaces.3.5 Flexibility and Chip Resistance.Coating shall withstand the normal extension and compression of springs and the normal flexing encountered by spring clips during assembly in the end product, without evidence of flaking or loss of adhesion to base metal. Also, it shall withstand normal handling and storage conditions without chipping, flaking or other coating damage.3.6 Adhesion Characteristics.Parts coated to these specifications shall show no evidence of blistering or other appearance changes after 96 h exposure to humidity testing. Parts shall show no more than 3.0 mm total peel back from the intersection of scribed lines when tape tested after a 10 minute recovery period following exposure per GM9071P. No other peeling under the tape is permitted, a minimum sample size of three shall be used for this test.©Copyright June2001General Motors Corporation All Rights ReservedPage 2 of 3 June 2001GM ENGINEERING STANDARDS GM6173MNote: This test is not applicable to fasteners andsprings. Where applicable, this test is required for initial approval of finish and for PPAP submission and yearly thereafter.3.7 Torque-Tension Requirements.Machined threaded fasteners M6 and larger shall be subject to torque-tension monitoring through the use of surrogate M10 x 1.5 test bolts. TenTable 1: Torque Tension (10) surrogate bolts shall be processed with theproduction parts. A minimum of one set of ten bolts per finish line per shift shall be monitored per GM9064P. The six sigma torque-range must be within the listed range (see Table 1). Test results shall be maintained in file to be submitted when required by GM.4 Initial Source ApprovalNo shipment shall be made by any supplier until representative initial production samples have been approved by engineering as meeting the requirements of this specification.4.1Completed copies of the Material Safety Data Sheet meeting GM information requirements must be submitted with any new submissions or whenever a composition change has occurred.4.2 Restricted an Reportable Substances for Parts.All materials supplied to this specification must comply with the requirements listed in GMW3059, Restricted and Reportable Substances for Parts.5 Inspection and RejectionAll shipments of material or parts under contract or purchase order manufactured to this specification shall be equivalent in every respect to the initial samples approved by engineering. There shall be no changes in either formulation or manufacturing processes permitted without prior notification and approval by engineering. Lack of notification by the supplier constitutes grounds for rejection of any shipment. While samples may be taken fromincoming shipments and checked for conformance to this specification, the supplier shall accept the responsibility for incoming shipments meeting this specification without dependence upon purchaser’s inspection.6 Approved SourcesEngineering qualification of an approved source is required for this specification. Only sources listed in the GM Corporate Materials File under this specification number have been qualified by engineering as meeting the requirements of this specification. Sources are available through the on-line MATSPC System.7 Release and Revisions7.1 Release.This standard was issued in September 1975.7.2 Revisions.©Copyright June2001General Motors Corporation All Rights ReservedPage 3 of 3 June 2001。
汽车涂装新技术概述

汽车涂装技术概述
(3)是最典型的工业涂装 许多涂装新工艺、新技术都源于汽车工业, 新涂料的设计开发也大部分是由汽车工业促 进的。
典型的涂装机械化生产线
汽车涂装技术概述
(4)涂装件产品一般为多涂层涂装
单涂层 (缺陷)
装饰性差——色彩不够饱满,且 干涩
保护性差——厚度较薄,抗冲击 能力下降
多涂层
底涂层——防锈底漆层
涂装的定义
涂装是指各种车辆的车身及其零部件的涂漆 装饰。根据涂装对象不同,汽车涂装可分 为新车涂装和修补涂装两大体系。
具体地说:涂装是将涂料涂覆于经过处理的 基底表面上,经干燥成膜的一种表面处理 工艺。已经固化的涂料膜称为涂膜或漆膜, 有两层以上涂膜组成的复合层称为涂层。 汽车表面涂装就是典型的多涂层涂装。
(2)重新设计汽车前处理体系,包括工艺和检测 标准,以便使新型转化膜通过OEM 认可,使 氧化锆转化膜的优越性能充分发挥出来
(3)对氧化锆转化膜技术不断进行改进,以使该 项技术更加成熟。
注:OEM是Original Equipment Manufacturer 的缩写,即原设备制造商
汽车涂装预处理新技术
加温干燥
汽车涂装预处理新技术
轿车涂装过程示意图
汽车涂装预处理新技术
传统汽车涂装工艺
第二节 汽车涂装预处理新技术
• 目前使用的磷化处理技术
概念:钢铁在含有锌、铁、锰的磷酸盐溶液中,由 于金属和溶液在界面上发生化学反应,生成难溶于 水的磷酸盐,使钢铁表面形成一层附着良好的保护 膜(磷酸锌、磷酸铁等)。
(4)刮涂 概念:用刮板将涂料刮于被涂物表面的涂装 方法
特点:涂料浪费较少、对操作人员技术水平 要求较高、对设备要求低
应用:汽车修补涂装中的凹陷填充与外形 修复
锌铝涂层 环保无铬达克罗涂层 达克罗涂层 涂层钉
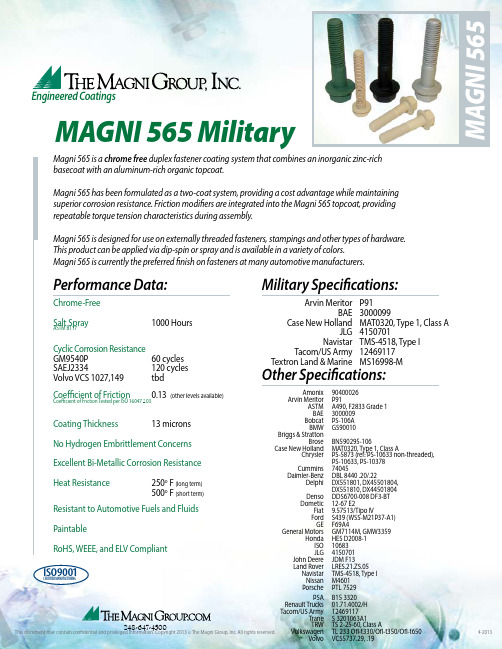
Engineered CoatingsISO9001 CERTIFIED MANUFACTURING 248-647-4500This document may contain confidential and privileged information. Copyright 2013 © The Magni Group, Inc. All rights reserved.Performance Data:Military Specifications:Other Specifications:4-2013MAGNI 565 MilitaryMagni 565 is a chrome free duplex fastener coating system that combines an inorganic zinc-rich basecoat with an aluminum-rich organic topcoat.Magni 565 has been formulated as a two-coat system, providing a cost advantage while maintaining superior corrosion resistance. Friction modifiers are integrated into the Magni 565 topcoat, providing repeatable torque tension characteristics during assembly.Magni 565 is designed for use on externally threaded fasteners, stampings and other types of hardware. This product can be applied via dip-spin or spray and is available in a variety of colors. Magni 565 is currently the preferred finish on fasteners at many automotive manufacturers.M A G N I 565 Amonix 90400026 Arvin Meritor P91 ASTM A490, F2833 Grade 1 BAE 3000009 Bobcat PS-106A B M W GS90010 Briggs & Stratton Brose BN590295-106 Case New Holland MAT0320, Type 1, Class A Chrysler PS-5873 (ref: PS-10633 non-threaded), PS-10633, PS-10378 Cummins 74045 Daimler-Benz DBL 8440 .20/.22 Delphi DX551801, DX45501804, DX551810, DX44501804 Denso DDS6700-008 DF3-BT Dometic 12-67 E2 Fiat 9.57513/Tipo IV Ford S439 (WSS-M21P37-A1) GE F69A4 General Motors GM7114M, GMW3359 Honda HES D2008-1 ISO 10683 JLG 4150701 John Deere JDM F13 Land Rover LRES.21.ZS.05 Navistar TMS-4518, Type I Nissan M 4601 Porsche PTL 7529PSA B15 3320 Renault Trucks 01.71.4002/H Tacom/US Army 12469117 Trane S 3201063A1 TRW TS 2-25-60, Class A Volkswagen TL 233 Ofl-t330/Ofl-t350/Ofl-t650 Volvo VCS5737.29, .19 Arvin Meritor P91 BAE 3000099 Case New Holland MAT0320, Type 1, Class A JLG 4150701 Navistar TMS-4518, Type I Tacom/US Army 12469117 Textron Land & Marine MS16998-M Chrome-FreeSalt Spray 1000 Hours ASTM B117 Cyclic Corrosion Resistance GM9540P 60 cycles SAEJ2334 120 cycles Volvo VCS 1027,149 tbdCoefficient of Friction 0.13 (other levels available) Coefficient of Friction Tested per ISO 16047 +.03 Coating Thickness 13 microns No Hydrogen Embrittlement Concerns Excellent Bi-Metallic Corrosion Resistance Heat Resistance 250o F (long term) 500o F (short term)Resistant to Automotive Fuels and Fluids Paintable RoHS, WEEE, and ELV Compliant。
nVent CADDY Rod Lock Spring Steel Fixing和Fastening

nVent CADDY Rod Lock Spring SteelFixing and Fastening SolutionsTable of ContentsIntroduction (3)Fasteners Timeline (3)How Does it Work (3)nVent CADDY Armour Coating (4)Comparative Test Results (4)Buy American Act Compliance (4)nVent CADDY Rod Lock Spring Steel Rod Hangers (5)Installation Steps (6)Features Guide (7)nVent CADDY Rod Lock Spring Steel Rod Hanger (8)nVent CADDY Rod Lock Spring Steel Rod Hanger with Offset Bracket (9)nVent CADDY Rod Lock Spring Steel Rod Hanger to Flange Clip (10)nVent CADDY Rod Lock Spring Steel Rod Hanger to Beam Clamp (11)nVent CADDY Rod Lock Spring Steel Rod Hanger with Angle Bracket (12)nVent CADDY Rod Lock Spring Steel Rod Hanger with Pin Driven Angle Bracket (13)nVent CADDY Rod Lock Spring Steel Rod Hanger with Nail Gun Bracket (14)nVent CADDY Rod Lock Spring Steel Rod Hanger with Shot-Fire Bracket (15)nVent CADDY Quick Channel Nut (16)Installation Steps (16)Features Guide (17)nVent CADDY Rod Lock Spring Steel Strut Nut (18)2 | /CADDY/CADDY|3Since 1956, nVent CADDY is a trusted industry leader of premium fixing and fastening solutions that improve overall efficiency for electrical/datacom and HVAC contractors. With over 60 years of industry experience in designing and manufacturing spring steel fasteners,nVent CADDY is now introducing the patented “push-to-install” Rod Lock technology for threaded rods of single and multiple rods applications.Design CenterSafety Time ManagementEASY SAFEFASTIntroductionFasteners Timeline1st Spring Steel FastenersBC/EBC Beam ClampSnap ClipsTrapezoidal Deck Hanger (TDH)nVent CADDY Rod LocknVent CADDY Armour CoatingnVent CADDY Rod Lock Spring Steel Rod HangersHow Does it Work1T hreaded rod enters the housing and pushes against the two flexing arms2T he upward push of the threaded rod pushes the flexing arms away from the threaded rod3T he threaded rod can freely move in one direction past the flexing arms4W hen the threaded rod is no longer pushed or is pulled, thanks for the nature of spring steel, the flexing arms go back to their initial position instantly locking the threaded rod in place4 | /CADDYTo demonstrate the superior corrosion protection, our engineers subjected Armour and our competition to the same rigorous testing. To best simulate actual application conditions, we conducted comparative product testing* at an outside certified laboratory. Cyclic corrosion testing, developed by the automotive industry to simulate conditions over a period of time, and salt-spray testing were conducted to assess coating performance. Fasteners were tested under installed condition to best simulate job site application conditions.The photos below demonstrate product performance after 1,000 hours of salt-spray testing:Comparative Test Results* Salt-spray testing test method: ASTM B117 / DIN 50021; Cyclic corrosion test method: GM 9540P.See https:///our-brands/CADDY for the terms of the Armour 10-year limited warranty.Competitor “W”ArmourCompetitor “C”ArmourBefore After Before After Before AfterBefore AfterThe latest nVent CADDY innovation in coating technology; a three-layer coating system that is RoHS (Restriction of HazardousSubstances Directive) compliant.Steel substrateThe first layer is a surface preparation of the steel fastener. It is a chemically bonded layer that improves coating adhesion.The second layer is a base coat. It is formulated to self-heal from scratches and sacrifice itself to protect the fastener.The third layer is a topcoat that provides added barrier protection.nVent CADDY Armour CoatingUnlike most manufacturers of spring steel, nVent CADDY spring steel products are all stamped, heat treated and coated with nVent CADDY Armour in-house, where we can control all aspects of the process and focus on the quality output so customers get the best solution for the job.Design CenterSafetyTime Management EASY SAFEFASTnVent CADDY Rod Lock Spring Steel Rod Hangers/CADDY | 56 | /CADDY4QTInVent CADDY Rod Lock Spring Steel Rod HangersInstallation StepsSAFETY FEATURESSpring steel materialfor higher strengthand durabilitySafety factor of 3:1 on static loadCompliant with UL 2239 – Hardware for the support of conduit, tubing and cablenVent CADDY Armour Coating carries a 10-year warranty against corrosionThe nVent standard for nVent CADDY Armour includes at least 1,000hours resistanceagainst red rust when tested per the ASTM B117, DIN 50021 or ISO/R1456 salt spray testsnVent CADDY Armour finish is RoHS & REACH Compliant FASTER INSTALL FEATURESPatented nVent CADDY Rod Lock“push-to-install” technology makingthe installation of prefabricatedlight-duty trapezes or even single-rod application even fasterFine-tuning of the installationheight can be done by spinningthe threaded rodEASE OF USE FEATURESCan be fixed on a wall using ananchor screw or available pre-riveted to a variety of nVentCADDY FastenersRelease mechanism allowingquick removal of the threadedrod using a pair of pliersWorks with ¼" threaded rodWorks with slightly damagedthreaded rod ends and minorburrsThe color of the line correspondsto the larger goal of each feature:SAFETY FEATURESFASTER INSTALL FEATURESEASE OF USE FEATURESFeatures GuidenVent CADDY Rod Lock Spring Steel Rod Hangers/CADDY | 7Material: Spring SteelFinish: nVent CADDY ArmourFEATURES• Supports rod from block orconcrete walls• Easy “push-to-install” design allowsinstallers to simply push the threadedrod through the mounting hole,instantly holding it in position• Prefabricated assemblies easily lift andlock into place, helping to save timeand money• Works with slightly damaged threadsand minor burrs on threaded rod ends• Design includes a release mechanismthat works with pliers nVent CADDY Rod Lock Spring Steel Rod Hanger8 | /CADDY/CADDY | 9Material: Spring Steel; SteelFinish: nVent CADDY Armour; Electrogalvanized FEATURES• Suspends threaded rod from vertical structures such as laminated wood or concrete beams, joists, ceilings and walls• Easy “push-to-install” design allows installers to simply push the threaded rod through the mounting hole, instantly holding it in position • Prefabricated assemblies easily lift and lock into place, helping to save time and money• Works with slightly damaged threads and minor burrs on threaded rod ends • Design includes a release mechanism that works with pliersnVent CADDY Rod Lock Spring SteelRod Hanger with Offset BracketLoads indicated are for nVent CADDY Fasteners only.Method of attachment to structure must be evaluated separately.10 | /CADDYFEATURES• Suspends threaded rod from beam flanges• Threaded rod hanger can swivel to provide a vertical dropdown • Requires only a hammer to install • Easy “push-to-install” design allows installers to simply push the threaded rod through the mounting hole, instantly holding it in position • Prefabricated assemblies easily lift and lock into place, helping to save time and money• Works with slightly damaged threads and minor burrs on threaded rod ends • Design includes a release mechanism that works with pliersnVent CADDY Rod Lock Spring SteelRod Hanger to Flange ClipMaterial: Spring SteelFinish: nVent CADDY Armour/CADDY | 11Material: Spring SteelFinish: nVent CADDY Armour FEATURES• Suspends threaded rod from beam flanges• Threaded rod hanger can swivel to provide a vertical dropdown• Easy “push-to-install” design allows installers to simply push the threaded rod through the mounting hole, instantly holding it in position • Prefabricated assemblies easily lift and lock into place, helping to save time and money• Works with slightly damaged threads and minor burrs on threaded rod ends • Design includes a release mechanism that works with pliersnVent CADDY Rod Lock Spring SteelRod Hanger to Beam Clamp12 | /CADDYMaterial: Spring Steel; SteelFinish: nVent CADDY Armour; Pregalvanized FEATURES• Suspends threaded rod from horizontal structures such as laminated wood or concrete beams, joists, ceilings and walls• Easy “push-to-install” design allows installers to simply push the threaded rod through the mounting hole, instantly holding it in position• Prefabricated assemblies easily lift and lock into place, helping to save time and money• Works with slightly damaged threads and minor burrs on threaded rod ends • Design includes a release mechanism that works with pliersnVent CADDY Rod Lock Spring SteelRod Hanger with Angle BracketLoads indicated are for nVent CADDY Fasteners only.Method of attachment to structure must be evaluated separately./CADDY | 13Material: Spring Steel; SteelFinish: nVent CADDY Armour; Pregalvanized FEATURES• Longer leg angle bracket for tool clearance• Designed to fit a variety of pin drivers • Improved for easier installation with pin drivers• Quickly and easily attaches to concrete, steel or composite metal decking• Easy “push-to-install” design allows installers to simply push the threaded rod through the mounting hole, instantly holding it in position• Prefabricated assemblies easily lift and lock into place, helping to save time and money• Works with slightly damaged threads and minor burrs on threaded rod ends • Design includes a release mechanism that works with pliersnVent CADDY Rod Lock Spring Steel RodHanger with Pin Driven Angle BracketLoad limits apply to nVent CADDY Fasteners only.Pin must be evaluated separately.14 | /CADDYStatic Load represents the static load of the nail gun insert assembly. Please consult with the nail manufacturer to evaluate the static load of the nail and type of concrete used for the installation. Maximum load is the lesser of the static load from the nail manufacturer or the published load for the assembly.Nail gun insert is compatible with BeA ® CN60-688ES, Hilti ® BX 3, GX 3, DEWALT ® Trak-It C3, SPIT ® PULSA 800E, 700, 1000 or equivalent nailers.Material: Spring Steel; Steel; NylonFinish: nVent CADDY Armour; ElectrogalvanizedFEATURES• Suspends threaded rod without the need for additional hardware • Complete with concrete nail gun insert bracket• Clips onto nozzle of gas orbattery-actuated nail guns allowing for hands-off installation at structureor from the floor using a pole• Longer leg angle bracket for tool clearance• Quickly and easily attaches to concrete, steel or composite metal decking • Easy “push-to-install” design allows installers to simply push the threaded rod through the mounting hole, instantly holding it in position • Prefabricated assemblies easily lift and lock into place, helping to save time and money• Works with slightly damaged threads and minor burrs on threaded rod ends • Design includes a release mechanism that works with pliersnVent CADDY Rod Lock Spring Steel Rod Hanger with Nail Gun BracketMaterial: Spring Steel; SteelFinish: nVent CADDY Armour; Electrogalvanized FEATURES• Suspends threaded rod without the need for additional hardware• Complete with shot-fire bracketand pre-assembled drive pin from DEWALT®• Quickly and easily attaches to concrete, steel or composite metal decking• Integrated pin installs easily using powder-actuated or single-shot gas-actuated tools• ICC-ES ESR-2024 evaluation report available for drive pin from DEWALT®• Easy “push-to-install” design allows installers to simply push the threaded rod through the mounting hole, instantly holding it in position• Prefabricated assemblies easily lift and lock into place, helping to save time and money• Works with slightly damaged threads and minor burrs on threaded rod ends • Design includes a release mechanism that works with pliersnVent CADDY Rod Lock Spring Steel RodHanger with Shot-Fire BracketUses DEWAL T® part number DFD3374.Static load was established based on a 1" (25.4 mm) embedment depth and 3,000 psi (20.68 MPa) lightweight concrete. For variations in embedment and material please consult .Pre-assembled drive pin from DEWAL T® works with DEWAL T® P1000, P2201, P3500/PA3500, P35s, P60, P7201, T1000, Sniper; Hilti® DX2, DX35,DX350/DX351/DX36M, DX400, DX460/DX5, DXA40, DXA41, DXE37, DXE72; Ramset® 721, Cobra, D45, M70, SA270, Viper/Viper4 or equivalent nailers./CADDY | 15nVent CADDY Quick Channel NutA16 | /CADDY/CADDY | 17nVent CADDY Quick Channel NutSAFETY FEATURESSpring steel material for higher strength and durability Safety factor of 3:1 on static loadCompliant with UL 2239 –Hardware for the support of conduit, tubing and cable nVent CADDY Armour Coating carries a 10-year warranty against corrosionThe nVent standard for nVent CADDY Armourincludes at least 1,000 hours resistance against red rust when tested per theASTM B117 / EN ISO 9227 salt spray testsnVent CADDY Armour finish is RoHS & REACH Compliant No need to put fingers into strut Flared edges grip strut return-lip after tightening fastenerNut clamps tight on thread when load is applied and wedge outward to securely engage strut Unique thread engages deeper than a typical thread or thread impressionFASTER INSTALL FEATURESBased on the patented nVent CADDY Rod Lock “push-to-install” technology, this unique Channel Nut makes the installation of prefabricated light-duty trapezes or even single-rod application even fasterFine-tuning of the installation height / final tightening of theinstallation can be done by spinning the threaded rod / boltSnap-to-Strut Channel• No coil spring to fight with• No need to put fingers into strutEASE OF USE FEATURESWorks with slightly damagedthreaded rod ends and minor burrs Integrated washer with spring tabs holding QCN in position during installation and eliminating loose hardware / square washer Spring Steel design allows nut to adjust to imperfect strut Works with both imperial and metric threads of similar sizes:• ¼" & M6• 5/16" & M8• ⅜" & M10• ½" & M12Extrusion guides threadedfastener into nut and thread arms without bindingStampings on the part for simplicity:• Threaded rod sizes• Arrow indicates the side to hook firstCan be used in different configurations:• Wall-mount applications • Ceiling-mount applications • Trapeze applicationsThe color of the line corresponds to the larger goal of each feature:SAFETY FEATURESFASTER INSTALL FEATURES EASE OF USE FEATURESFeatures GuidenVent CADDY Rod Lock Spring Steel Strut NutFEATURES• Easy "push-to-install" design allowsinstallers to simply push the threadedrod through the mounting hole,instantly holding it in position• Works with slightly damaged threadsand minor burrs on the threaded rod• Perfect for quickly installing branchruns either at the load with standardstrut or at the structure in combinationwith embedded strut• Integrated design eliminates theneed for finicky spring nuts and loosehardware, simplifying install• Quickly wall mount enclosures usingcommon threaded bolts• Designed for use with standard strutwidths (15/8" or 41 mm) both shallowand deep profilesMaterial: Spring SteelFinish: nVent CADDY Armour18 | /CADDY/CADDY | 19Our powerful portfolio of brands:CADDY ERICO HOFFMAN RAYCHEM SCHROFF TRACER/CADDY ©2021 nVent. All nVent marks and logos are owned or licensed by nVent Services GmbH or its affiliates. BeA is a registered trademark of Joh. Friedrich Behrens AG. DEWALT is a registered trademark of Black & Decker Corporation. HILTI is a registered trademark of Hilti Aktiengesellschaft. Ramset is a registered trademark of Illinois Tool Works, Inc. SPIT is a registered trademark of Societe De Prospection & D’Inventions Techniques Spit. All other trademarks arethe property of their respective owners. nVent reserves the right to change specifications without notice. CADDY-SB-H86384-SpringSteelRodLock-USEN-2102。
GMW3172-2001中文版

GM全球工程标准 GMW31721.简介:本文是对于电器及电子(E/E)组件分析(A),开发/评估(D),设计批准(DV)及产品批准(PV)程序,以及适用自动及轻型卡车的环境及耐久性试验的GM 全球标准。
组件技术规定(CTS)及子系统技术规范(SSTS)优先于本文件。
当本规范的文章与本文引用的文件相抵触时,本规范的文章优先。
备注:本规范中任何内容都不能取代有用的法律及规定,除非获得特殊免除。
备注:当英语与地方语言之间发生抵触时,英语语言优先。
1.1范围:分析程序被使用来辅助了产品的设计信赖性。
在首批样品上要完成开发/评估任务,以提供产品能量的快速评定。
备注:高保险设计偏差试验也应在开发/评估阶段进行此标准的设计批准(DV)节描述了对于客车轻型卡车需的E/E设备所需的环境,耐久性及能力试验。
设计批准任务将在原型的零件上完成。
此节描述了通常试验程序,根据E/E装置物安装方位。
一般试验顺序在附录M到J中。
产品批准(PV)先前程序要求对生产线上生产的零件重复DV任务。
此标准要求较期望的PV执行更少的,有限高速催速寿命试验(HALT)的实现,DV湿度试验的再现及选择的DV试验的再进行。
有限的HALT是从在开发阶段进行的完整HALT开发过来的。
产品批准任务将在控制品或生产零件上进行。
供应商被要求支持与参与SOR、CTS中或GM工和师所述的子系统或车辆水平A/D/V任务。
附录O包含一套用于每个项目的检查表。
这些检查表将鉴别对于每个项目要完成的任务。
1.2文件编排,第4节描述了A/D/V程序。
1.3任务/主题,此标准将趋于为自动E/E装置物所有通用的A/D/V程序建档。
特殊任务,装置物技术上独特的东西(如,继电器、螺线管、马达等)不在此文件中论述。
1.4信赖性:1.4.1野外与试验信赖性之间的关系。
野外与试验信赖性之间的关系,在工程报告号PG068560有提供“简单化的野外信赖性到试验信赖性转换工艺”出自此报告一幅图的一部分是: 野外信赖性到试验信赖性转换表试验=野外一次寿命中99.8%的刚强在一次试验寿命的试验信赖性 客户变化系数(99.8th %-ile/50th %-ile Damage )-CVR 1 10 试验上的维泊尔玻降 试验上的维泊尔玻降 一次寿命中的调节的野外信赖性 所有阶段 1 1.5 2 3 1 1.52 3 0.9999 0.999 0.99973 0.999580.999370.998760.999270.998540.997490.994840.99975 0.99975 0.99932 0.998950.998440.996890.998270.99652 0.994040.987770.9995 0.9995 0.99865 0.997900.996860.993790.996600.993190.988330.976050.99925 0.99925 0.99797 0.996850.995300.990680.994930.98986 0.982620.964490.999 0.999 0.99730 0.995800.993730.987590.993270.986510.976960.952920.995 0.995 0.98652 0.979130.968960.939050.966890.934310.889240.779500.99 0.99 0.97314 0.958550.938610.880870.934610.871970.787350.591880.98 0.98 0.94670 0.918250.879950.772510.872380.756320.608830.312250.97 0.97 0.92068 0.879100.823950.674420.813210.652390.461810.143660.96 0.96 0.89507 0.841080.770550.586000.756950.559500.343240.056580.95 0.95 0.86987 0.804180.719700.506720.703570.477030.249670.01879举例:一个99.8th %的试验,CVR (客户变化系数)3,Weibull slope (维泊尔坡降)试验2 97%的试验信赖性转到99.5%的野外信赖性。
Magni565

Engineered CoatingsPerformance Data:Specifications:ISO9001 CERTIFIED MANUFACTURING248-647-4500This document may contain confidential and privileged information. Copyright 2013 © The Magni Group, Inc. All rights reserved. 4-2013MAGNI 565Magni 565 is a chrome free duplex fastener coating system that combines an inorganic zinc-rich basecoat with an aluminum-rich organic topcoat.Magni 565 has been formulated as a two-coat system, providing a cost advantage while maintaining superior corrosion resistance. Friction modifiers are integrated into the Magni 565 topcoat, providing repeatable torque tension characteristics during assembly.Magni 565 is designed for use on externally threaded fasteners, stampings and other types of hardware. This product can be applied via dip-spin or spray and is available in a variety of colors.Magni 565 is currently the preferred finish on fasteners at many automotive manufacturers.M A G N I 565 Amonix 90400026 Arvin Meritor P91 ASTM A490, F2833 Grade 1 BAE 3000009 Bobcat PS-106A BM W GS90010 Briggs & Stratton Brose BN590295-106 C ase New Holland MAT0320, Type 1, Class A Chrysler PS-5873 (ref: PS-10633 non-threaded), PS-10633, PS-10378 Cummins 74045 Daimler-Benz DBL 8440 .20/.22 Delphi DX551801, DX45501804, DX551810, DX44501804 Denso DDS6700-008 DF3-BT Dometic 12-67 E2 Fiat 9.57513/Tipo IV Ford S439 (WSS-M21P37-A1) GE F69A4 General Motors GM7114M, GMW3359 Honda HES D2008-1 ISO 10683 JLG 4150701 John Deere JDM F13 Land Rover LRES.21.ZS.05 Navistar TMS-4518, Type I Nissan M 4601 Porsche PTL 7529 PSA B15 3320 Renault Trucks 01.71.4002/H Tacom/US Army 12469117 Trane S 3201063A1 TRW TS 2-25-60, Class A Volkswagen TL 233 Ofl-t330/Ofl-t350/Ofl-t650 Volvo VCS5737.29, .19Salt Spray 480-1000 Hours ASTM B117 Cyclic Corrosion Resistance GM9540P 60 cycles SAEJ2334 120 cycles Volvo VCS 1027,149tbd Coefficient of Friction0.13 (other levels available) Coefficient of Friction Tested per ISO 16047 +.03 Coating Thickness 13 micronsNo Hydrogen Embrittlement ConcernsExcellent Bi-Metallic Corrosion ResistanceHeat Resistance 250o F (long term)500o F (short term)Resistant to Automotive Fuels and Fluids PaintableRoHS, WEEE, and ELV Compliant。
达克罗Dacromet

Dip-Spin
Spray
Dip-Drain-Spin
Synergistic Sealers
The PLUS® sealers, developed to complement the DACROMET® coating, provide a complete coating system that sets industry standards with dynamic versatility. The PLUS® sealers, applied in one coat over DACROMET®, provide the following characteristics:
The following pictures show a comparison of standard Zinc Plating and DACROMET 320® L.
DACROMET 320® L
1000 Hours Salt Spray
Zinc Plating
Cyclic Tests- In order to establish a correlation between accelerated corrosion tests and real-
பைடு நூலகம்
The DACROMET® product line shows versatility in application and performance, with coating systems developed to meet functional criteria that are specified by worldwide OEM’s and suppliers. The following are the formulations that have been engineered with your needs in mind:
GM 124M_water pump

Automotive Steel Tubing For Fluid Handling用于液体输送的汽车钢管1 Scope These specifications cover two types of steel tubing suitable for automotive uses. There are requirements for the base metal, the optional coating materials, and the coated tubing. These requirements are applicable to the product coming out of the tube mills and the coating application lines, which are sometimes separate facilities. This tubing is used in the production of customized parts and assemblies. It is recommended that those parts and assemblies be validated for corrosion performance, conductivity and continuity, strength, appearance, and other critical properties unique to the particular application.本规范说明了汽车用的两类钢管和对基础材料,可选喷涂材料和喷涂管的要求。
这些要求适用于制管厂和喷涂生产线出来的产品。
管道用于定制的零件和总成。
这些零件和总成应该通过防腐性能,传导和连续型,强度,外观,和其它特殊加工的关键性能的验证。
1.1 GM123M. Covers double wall construction tubing wherein the two walls and the joints are copper brazed in a reducing atmosphere to produce tubing satisfactory for hydraulic lines. It should not be used for fuel lines because residual copper can contribute to the formation of sour gas. See Figure 1.适用于双壁钢管结构,两壁接口和接头应在还原气氛中铜焊以满足液压线要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
I
ACCELERATED CORROSION TEST
GM9540P 3.1.3 Dryoff Environment. The dryoff environment area shall be maintained with sufficient air circulation to prevent temperaturestratification, and also allow thorough drying of the material. The temperature and humidity conditions are shownin Table 3. TABLE 3 - TEST PARAMETERS
DECEMBER 1997
PAGE 1
954OP
VND.GM
GM=l54ClP-ENGL
I,997
m
=lllClb37=l
llOl,2L32
Lbll
m
I
GENERAL MOTORS ENGINEERING STANDARDS
I
s and Processqs - Procedures
6038-6638 63456945 6957-7557 8178-8778
* These massloss values correspondto the test duration requirements listed in Table 1 above and are applicable to the standard test procedure only. Modifications to the test may or may not attaiu equivalent levels of mass loss.
3
EQUIPMENT AND TEST MATERIAL.
3.1 TEST EQUIPMENT. 3.1.1 Fog Humidity Cabinet The humidity cabinet shall be as specified by GM4465P and Table 3. (Waterfog or visible water droplets on parts - continuous after equilibrium is reached.) 3.1.2 Salt Mist Application. The salt mist solution shall be as specified in Table 3. The solution shall be.sprayedas a mist (for example,from a plastic bottle onto the test samplesand coupons).The spray nozzle shall be such that the salt solution is atomizedinto a mist asrequired.A siphon spraypoweredby oil-free regulatedair or a hand operatedpump spray may also be used The quantity of spray applied should be sufficient to rinse away any salt accumulation left from previous sprays. (Test samplesand couponsshall be thoroughly wet/dripping.)
TABLE 1 - CYCLES (APPROXIMATE) FOR TARGET MASS LOSS
‘I&t Duration A B C D
Test Method CouponsRequired (mm>
8 Cycles 2
16 Cycles 4
40 Cycles 10
80 Cycles 20
TABLE 2 - MASS LOSS TARGET RANGES, mg*(AT THE END OF TEST) Initial coupon Thickness
NOTE 1: A cycle is madeup of the daily eventsor test inputs prescribedin Table4. A cycle normally requires 1 day to complete. The testduration is dictatedby the numberof testcycles. NOTE 2: A phaseis madeup of a predetermined number of cycles, 8 cyclesconstitute 1 phase. NOTE 3: The coupon massloss values shown in Table 2 are used to verify that the correct amount of corrosion has been producedby the test, 2 REFERENCED STANDARDS. GM4465P GM9102P GM9508P ASTM B117
VND.GM
Gtl=l5~UP-ENGL
1997
-
900b379
OOl,2L3l,
228
m
I
GENERAL MOTORS ENGINEERING STANDARDS
I
Materials and PFocesses - Procedures
ACCELERATED CORROSION TEST
GM9540P labo1 SCOPE. This procedure&scribes an accelerated ratory corrosion test method to evaluate assemblies and components.The test procedure provides a combination of cyclic conditions (salt solution, various temperatures, humidity, and ambientenvironment)to accelerate metallic corrosion. The procedure is effectivefor evaluatinga variety of corrosion mechanisms, such as general,galvanic, crevice, etc. The test duration can be individually tailored to achieve any desired level of corrosionexposure. Also, synergisticeffects due to temperature,mechanicaland electrical cycling can be comprehended by this test. See Appendix A for typical modifications. NOTE: Test durationsA and B can be used as both QC tests and validation testsdependingon the purposeof the test. Test durationsC and D or any modified test are to be usedfor validation and developmentpurposes. 1.1 The test method is comprised of 1.25% (0.9% sodium chloride, 0.1% calcium chloride and 0.25% sodium bicarbonate) salt mist applicationscoupled with high temperature and high humidity and moderately high temperature dry off. It requiresa 16 h work day or an automaticcycling test chamber. IMPORTANT: Engineering drawings and material specifications that referencethis test procedure must specify the test duration, (A, B, C or D) or the number of test cycles as indicated in Table 1. (Example, GM954OP. Test Duration B.) In addition, the criteria for making pass/fail determinationsmust be specified.Test durations A and B can be used for quality control and validation proceduresas appropriate.Longer test durations(C and D) and testsinvolving modificationsareto be used for validation purposesonly.
Test Equipment Test Method
3.2.2 Test Samples. Test samplesshall be representativeof productionintent. Samplesize shall be consistentwith durability requirements determined by the appropriate Material/ CorrosionEngineeringdepartment. 4 TEST PROCEDURE. 4.1 COUPON/TESTSAMPLE PREPARATION. 4.1.1 Each coupon shall be permanentlyidentified by stamping numbersonto the surface. 4.1.2 Corrosion coupons can be cleaned with methanol or acetone solution and accurately weighed prior to use. The weight, in milligrams (mg), shall be recordedand retainedfor future reference. NOTE: It is critical that all forming or preservationoils/lubes be removedprior to exposureto allow for general/uniformcorrosion of the coupon. This processcan be aided by using a commercial grade degreaserprior to methanol or acetone clean. 4.2 COUPONRACK PREPARATION. Prior to start of test, preparethe couponrack with sufficient couponsto monitor the