电池Pack设计规范
锂电池PACK结构设计SOP
McNair NewPower Co..,Ltd
Tech 迈科新能源有限公司
文件名称: 锂电池 PACK 结构设计 SOP
文件编号 版别 页码
MCA-xxx-xxx A/0
1 of 3
1、目的: 1.1 明确工程师在新机种开发中的工作内容; 1.2 使工程资料系统化,增强工程文件的可追溯性
CPD/PM
1
CPD/ME
2
CPD/PM
3
CPD/ME
4
工程部/PE2
CPD/PM
5
转量产
1. 发行工程图面 2. 完成新物料的承认 3. 发行装箱资料
CPD、
6
品保部、采购部
6、流程说明:
6.1 接收新机种开案信息
6.1.1 CPD/ME 在 CPD/PM 主持的新机种说明会上须明确了解客人的具体要求,并需保留此类信息作为 ME 相关
制样。
6.4.2CPD/ME 在集齐所需物料样品后按照自己的结构设计制作样品,在确认自己的首件样品 OK 后剩余样品可
请样品室人员协助完成。
6.4.3 CPD/ME 完成样品试做报告提供给 CPD/PM,同时上传 PDM 系统
6.5 小批量试产:
6.5.1 CPD/PM 依照客户的需求或依照机种的实际情况申请小批量试产,CPD/ME 负责相关结构物料的请购及
7.1《样品试做报告》
MCR-RDD-xxx
7.2《试产与总结报告》
Q-MCR-RDD-016
4、定义: 4.1 成品外形图:定义产品外形尺寸、产品 PACK 结构、电池外延连接方式的工程平面图 4.2 工程 3D 图档:工程师对所构思的产品结构进行理论表述的三维空间图,同时,也是提供给厂商做开模参考用 的标准工程文件 4.3 BOM 表:包含一个机种所有材料的物料清单(包含物料名称、物料编码、规格、用量、损耗) 4.4 ECN 文件:为修改 BOM、装箱资料及产品规格书等标准文件而产生的工程变更通知书 4.5 装箱资料:定义产品装箱数量及装箱方式的工程文件,同时提供给客服部门做为申请报关资料的原始数据 4.6 PCB 外形图:定义 PCB 的外形尺寸、正负极接入位置(正负极焊盘之间的距离参考电芯的极耳间距而定)、输 出端的位置及工程要求备注说明 4.7 零件外形图:定义产品零部件的外形尺寸、材质要求、表面处理要求、外观要求及工程要求备注说明,主要 作用是提供给厂商参考以便加工出工程师所需要的结构产品,同时,也是作为 IQC 进行来料检 验的主要参考标准
锂离子电池的安全性能要求与电池包设计

锂离子电池的安全性能要求与电池包设计锂离子电池是一种高能量密度的化学能储存装置,广泛应用于电动车、便携式电子设备等领域。
然而,由于其内部结构和化学特性的原因,锂离子电池也存在着一定的安全风险。
为了确保使用锂离子电池的安全性,制定了一系列的安全性能要求和电池包设计规范。
本文将详细介绍锂离子电池的安全性能要求以及电池包的设计。
首先,锂离子电池的安全性能要求主要包括以下几个方面:1. 电芯安全性:电芯是锂离子电池的核心组件,其安全性直接关系到整个电池的使用安全。
为确保电芯的安全性,要求电芯具有耐高温、耐压、耐穿刺等特性,并且能够正常工作在指定的工作温度范围内。
2. 短路防护:电池内部的正负极之间短路是一种常见的安全隐患,易导致电池过热、爆炸等问题。
因此,电池应具备有效的短路防护机制,如内置保险丝、熔断器等,确保在短路情况下能迅速切断电流,避免发生严重的事故。
3. 过充过放保护:过充过放是锂离子电池使用过程中常见的失控情况,会导致电池内部化学反应异常,引发爆炸、火灾等安全问题。
因此,电池应配备过充过放保护装置,能够及时检测和切断过充过放的电流,保持电池在安全的电压范围内工作。
4. 温度管理:温度过高是导致电池安全性下降的重要因素之一。
电池应具备良好的热管理系统,通过传感器监测和控制电池温度,防止温度过高引发电池内部化学反应失控。
5. 安全标识:为了提醒用户注意电池的安全使用,电池应标注清晰的安全标识,如禁止放入火源、避免高温、勿外力挤压等。
除了安全性能要求外,电池包的设计也是确保电池安全性的重要环节。
以下是电池包设计中需要考虑的几个关键因素:1. 结构设计:电池包的结构设计应尽量避免电芯短路、挤压等安全隐患。
同时,还应考虑到电芯的散热需求,采用散热片、散热风扇等散热结构,保证电池包在工作中的温度控制。
2. 电池管理系统(BMS):BMS是电池包的关键部分,负责监测和控制电池的电流、电压、温度等参数。
BMS应具备过充过放保护、温度监测、短路保护等功能,确保电池包在安全的范围内工作。
锂电PACK工艺设计规范

5.锂电PACK各主要工序标准
5. 锡焊标准:
焊锡时间≤3S 焊接温度:320~360℃
保护板锡焊引线、插头:
按工艺要求的焊接方向将规格符合要求的引线、插头焊在保护板相应焊盘上。 要求与自检:锡点完全包住引线锡头;无虚焊、脱焊、连锡、锡渣、锡尖、元件脱落、引线烫伤、 烫破、插头端子脱落等。
电池极性引出镍片锡焊引线、插头、保护板:
装后的成品理论尺寸与规格书的成品尺寸是否有冲突,原则上理论尺寸应小 于标准尺寸。 如理论值大于等于标准值,则从辅料尺寸或工艺结构上做调
整,也可向客户争取最大标准值。
3.工艺设计从哪几个方面入手
3.1产品本身的工艺结构:
a. 保证安全:有安全隐患的地方一定要做绝缘防护。 b.工艺结构最简化:装配布线走最短的路线;物料规格一次到位,尽量不要缝缝补
试产过程跟进:
a.是对员工产前培训的一个考核,也是对初步验证工艺的进一步验证,确定是否可批量作业, 此工艺是不是此前的最佳方案,暴露出了什么问题?哪些是我们研发过程就已预知的?哪些是 我们没想到的?现场是否能马上变更或临时改善?会不会出现一些重大问题需终止试产等。
试产总结:
汇总试产中出现的问题点及改善措施和责任人及完成时间,并最终判定结果:OK或NG。 对于 需改善的问题要及时跟进,向责任人获取变更后的资料或改善后的零部件,以便及时修 订可批 量生产的工艺。
包美纹纸或高温胶纸---聚合物电芯
5.锂电PACK各主要工序标准
3. 电芯电压、内阻测试:
测试仪器:
a. 万用表、多功能测试架、电池内阻测试仪、通用电池测试架、扫码机
测试连接法:
a.电芯正、负极端分别与测试架的正、负极顶针接触测试。(测试架上下顶针分别为正、负 极,钢壳电芯盖帽是正极、电芯外壳是负极,铝壳电芯铆钉是负极,电芯外壳是正极)。
动力电池pack (15)
三.系统集成设计
电池系统V型设计模式
电池系统设计介绍
4.关键零部件设计 4.1高压安全设计 电动汽车用电池系统电压比常规车要高很多,甚至可高达400Vdc以上 ,大大高压人 体的安全电压(一般为60Vdc或者25Vac),所以电池系统在高压安全上设计要重点考虑。 下图在高压安全设计上做了一些介绍。 高压安全设计
电 池 系 统 设 计 流 程
YES
电池系统设计介绍
整个电池系统在开发过程应遵循整车系统常用的V型开发模式按照下图所示 的V型模式首先将电池系统进行分为各子系统进行开发然后集成。验证也是从子 系统到总成的分步进行测试验证整改。
一.电池系统功能分析 五.系统集成测试验证
二.各子系统分解及设计
四.各子系统设计验证
电池系统设计介绍
电池系统设计介绍
1.电池系统设计的目的和基本原则
2.电池系统设计主要解决的问题
3.电池系统设计开发流程及模式
4.关键零部件设计
5.总结
电池系统设计介绍
电池系统的设计是一项系统工程,涉及电化学、机械、电子、制冷等多种专业技术。 对于任何应用来说,完全理想化、适应各种条件的电池是不存在的。电动汽车用电池系 统设计的目的就是在现有电池技术条件下,从整车性能要求出发,综合考虑性能、成本、 生产、维护等各个方面考虑,设计出满足整车要求的最优配置的产品。 1.电池系统设计的目的和基本原则 电动汽车用电池系统设计就是根据整车的设计要求,为其提供具有最佳使用性能 的动力电池系统。因此,系统设计首先必须满足整车的使用要求,并进行优化,使其 具有最佳的综合性能,以此来确定所应用的电池、系统的参数、系统的配置等。其次, 需满足最优的成本要求,不仅要考虑一次购置成本,更需要考虑综合成本(包括应用、 维护等成本)。 2.电池系统设计主要解决的问题 电池系统的设计主要解决以下问题:在允许的尺寸、重量范围内进行结构和工艺设 计,使其满足整车系统的用电要求;寻找简单可行的工艺;降低成本;在条件许可的 情况下,提高产品的技术性能;克服和解决环境污染问题。 解决问题的过程主要是电池系统各参数的确定,电池系统设计需要确定的参数如 下图所示:
汽车设计-新能源汽车动力电池(PACK)的设计

模组盖板
此处焊接(4处)
铝侧板1.5mm 或1.2mm
侧板绝缘 片
端板绝缘 片
铝端板 131*20*186.
5
汽车设计
线束隔离板 铝片1.5mm
厚
分解图
2020/10/15
12 电池模组典型设计案例-软包模组
汽车设计
2020/10/15
13
电池模组典型设计案例-圆柱模组
塑料柱 电池支架 镍片 PC片
32 防水设计:
汽车设计
O型密封圈
密封垫片
涂胶密封
2020/10/15
33
谢谢!
2020/10/15
2020/10/15
16
汽车设计
电池PACK常用结构件:
1.塑料件 常用材料有PP、PC、ABS、PC+ABS、PET、PBT、PA66、PA6、PVC等 用途:电气绝缘、结构强度件
案例:tesla
2020/10/15
17
汽车设计
电池PACK常用结构件:
2.钣金件 常用钢板或者铝板,钢板如DC01(SPCC),DC04,B340/590DP等 铝板1060-O,5083等
维护开关:电池包内部断 开,方便维修人员操作时 断电
2020/10/15
22
汽车设计
电气安全设计:
6.柔性母排
柔性母排又称叠片式绝缘软母排,俗称软铜片或者软铝排 柔性母排,是由多层防电晕的扁平薄铜片导体叠加,外层采用挤塑方式包覆绝缘层制作而成。
铜箔软连接的制造工艺为压焊或者钎焊。 压焊:
压焊是将铜箔叠片部分压在一起,采用分子扩散焊,通过大电流加热压焊成型。 铜箔厚度:0.05mm至0.3mm。 接触面可按用户要求镀锡或镀银。 钎焊: 钎焊是将铜箔叠片部分压在一起,采用银基钎焊料,与扁铜块对焊成型。 铜箔厚度:0.05mm至0.3mm。 接触面可按用户要求镀锡或镀银
电池包壳体设计要求与选材
电池包壳体设计要求与选材电池包是新能源汽车核心能量源,为整车提供驱动电能,它主要通过壳体包络构成电池包主体。
模块化的结构设计实现了电芯的集成,通过热管理设计与仿真优化电池的安全保护及连接路径;通过BMS实现对电芯的管理,以及与整车的通讯及信息交换。
电池包组成主要包括电芯、模块、电气系统、热管理系统、壳体和BMS。
动力电池系统设计要以满足整车的动力要求和其他设计为前提。
同时要考虑电池系统自身的内部结构和安全及管理设计等方面。
设计流程为:确定整车设计要求、确定车辆功率及能量要求、选择匹配合适的电芯、确定电池模块的组合结构、确定电池管理系统及设管理系统设计、仿真模拟及具体试验验证。
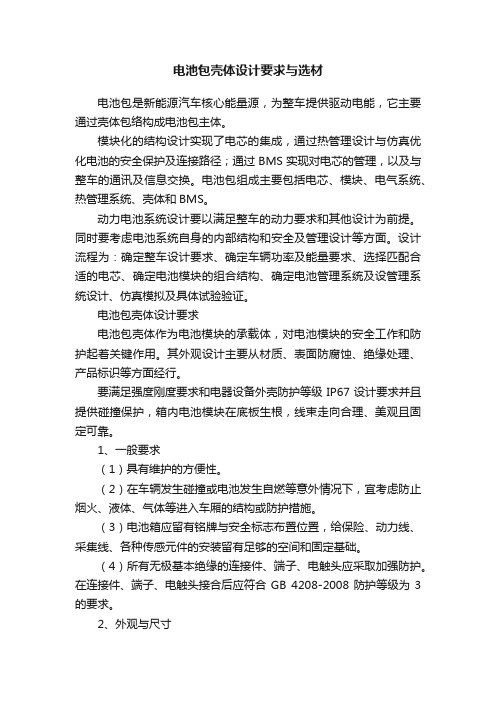
电池包壳体设计要求电池包壳体作为电池模块的承载体,对电池模块的安全工作和防护起着关键作用。
其外观设计主要从材质、表面防腐蚀、绝缘处理、产品标识等方面经行。
要满足强度刚度要求和电器设备外壳防护等级IP67设计要求并且提供碰撞保护,箱内电池模块在底板生根,线束走向合理、美观且固定可靠。
1、一般要求(1)具有维护的方便性。
(2)在车辆发生碰撞或电池发生自燃等意外情况下,宜考虑防止烟火、液体、气体等进入车厢的结构或防护措施。
(3)电池箱应留有铭牌与安全标志布置位置,给保险、动力线、采集线、各种传感元件的安装留有足够的空间和固定基础。
(4)所有无极基本绝缘的连接件、端子、电触头应采取加强防护。
在连接件、端子、电触头接合后应符合GB 4208-2008防护等级为3的要求。
2、外观与尺寸(1)外表面无明显划伤、变形等缺陷、表面涂镀层均匀。
(2)零件紧固可靠、无锈蚀、毛刺、裂纹等缺陷和损伤。
3、机械强度(1)耐振动强度和耐冲击强度,在试验后不应有机械损坏、变形和紧固部位的松动现象,锁止装置不应受到损坏。
(2)采取锁止装置固定的蓄电池箱,锁止装置应可靠,具有防误操作措施。
4、安全要求(1)在试验后,蓄电池箱防护等级不低于IP55。
(2)人员触电防护应符合相关要求。
电池Pack设计规范

修订日期
版次
修订页次
修订内容
2009-5-20
A0
/
首次发行
分发对象及份数(制订者在 “( )”填写分发份数)
01总经理
( )
02副总经理
( )
03管理者代表
( )
04生产部
(1)
05品管部
( )
06工艺设备部
( )
07设备组
( )
08工艺组
( )
09计划组
( )
10销售管理部
( )
11采购部
[ ]工业安全委员会____________
[ ]品管部_______________
[ ]采购部_______________
[ ] _______________
制订/日期
审核/日期
批准/日期
1、目的:
为了规范电池成品Pack的设计,加强电池Pack的安全。
2、范围
本标准适用于本公司所有电池成品包装组合。
41
135
0.765
1.14
24
0.0201
20.1
0.511
404
0. 2050
25.7
84.2
1.22
1.82
22
0.0253
25.3
0.643
640
0.324
16.2
53.2
1.94
2.89
20
0.032
32
0.813
1020
0.519
10.1
33.2
3.1
4.61
18
0.0403
40.3
1.02
1620
锂电池PACK结构设计SOP
文 件 类 别文件编号 MCA-xxx-xxx标准文件版 别 A/0 文件名称: 锂电池PACK 结构设计SOP页 码1 of 31、目的:1.1明确工程师在新机种开发中的工作内容; 1.2使工程资料系统化,增强工程文件的可追溯性 2、范围:适用于本公司所有已试产OK 并待转量产的新机种。
3、权责:3.1 CPD : 负责新机种相关工程文件的制定、验证及新物料的承认 负责新机种转量产相关事项的跟进3.2 工程部:负责新机种试产所需的工装治具、产线规划、SOP 的制作及试产后召开试产总结会议3.2 品保部:负责对供应商所送样品进行可靠性测试负责跟进新机种上线后的品质状况,并及时将产线的异常情况反馈给相关单位分析、处理 3.3 销售部:负责收集客户对产品功能及外观的需求并知会相关部门负责及时将迈科工程师对新机种的分析结果反馈给客户,确保和客户之间的沟通顺畅 3.4 研发部:负责提供电芯的规格文件 4.5 采购部:负责新开发机种的物料打样负责督促厂商提供相关试产OK 物料的承认资料及承认样品 4、定义:4.1成品外形图:定义产品外形尺寸、产品PACK 结构、电池外延连接方式的工程平面图4.2工程3D 图档:工程师对所构思的产品结构进行理论表述的三维空间图,同时,也是提供给厂商做开模参考用的标准工程文件4.3 BOM 表:包含一个机种所有材料的物料清单(包含物料名称、物料编码、规格、用量、损耗) 4.4 ECN 文件:为修改BOM 、装箱资料及产品规格书等标准文件而产生的工程变更通知书4.5 装箱资料:定义产品装箱数量及装箱方式的工程文件,同时提供给客服部门做为申请报关资料的原始数据 4.6 PCB 外形图:定义PCB 的外形尺寸、正负极接入位置(正负极焊盘之间的距离参考电芯的极耳间距而定)、输 出端的位置及工程要求备注说明4.7零件外形图:定义产品零部件的外形尺寸、材质要求、表面处理要求、外观要求及工程要求备注说明,主要作用是提供给厂商参考以便加工出工程师所需要的结构产品,同时,也是作为IQC 进行来料检验的主要参考标准迈科新能源有限公司○R Tech McNair NewPower Co..,Ltd文 件 类 别文件编号 MCA-xxx-xxx标准文件版 别 A/0 文件名称: 锂电池PACK 结构设计SOP页 码2 of 35、作业流程5.1新机种开发流程:作 业 流 程 图记 录 / 表 单权责部门/负责人 流程步骤新机种开案说明会议记录CPD/PM11. 成品外形图2. PCB 外形图3. 零部件外形图4. 工程3D 图档5. 装箱资料6. BOM 表CPD/ME21.《物料打样申请单》CPD/PM31.《样品试做报告》CPD/ME41.《试产与总结报告》工程部/PE2 CPD/PM51. 发行工程图面2. 完成新物料的承认3. 发行装箱资料CPD 、 品保部、采购部66、流程说明:6.1接收新机种开案信息6.1.1 CPD/ME 在CPD/PM 主持的新机种说明会上须明确了解客人的具体要求,并需保留此类信息作为ME 相关结构设计产出资料的信息支持。
电池Pack设计规范
0.8152
126
188
2
0.2576
257.6
6.543
663600
33.62
0.1563
0.5128
201
299
1
0.2893
289.3
7.348
836900
42.41
0.1239
0.4065
253
377
4.6.2多股导线
为了增加导线的横截周长,柔软性等性能,一般由多支单体导线组成多股导线,附图为常用多股导线规格。
29.43
2.371
19/0.471
29.37
2.365
65/0.254
29.58
2.395
168/0.160
30.1
14
64.08
1.628
1/1.630
4.106
0.003225
2.081
18.5
1.845
7/0.616
18.53
1.877
19/0.374
18.5
1.885
41/0.254
18.66
( 1 )
会签 (制订者在需会签的部门前的“[ ]”中画“X”)
[ ]电子开发部______________
[ ]工艺设备部______________
[ ]人力资源部______________
[ X ]生产部___________________
[ X ]财务部___________________
1.894
105/0.160
18.81
16
50.82
1.291
1/1.291
2.583
pack电池生产线设计注意事项

Pack电池生产线设计注意事项一、安全措施在Pack电池生产线上,安全是最重要的考虑因素之一。
为了确保操作人员的安全,我们需要采取一系列的安全措施。
例如,在生产线周围设置安全护栏,确保操作人员不会意外跌入生产线;使用防爆电气设备,以防止电池产生的气体引发爆炸;定期对生产线进行安全检查,确保设备运行正常。
二、高效性为了提高Pack电池生产线的效率,我们需要考虑生产线的布局和设备选型。
合理的布局可以减少操作人员移动的距离,提高生产效率。
同时,选择高效的设备也是必要的,例如使用自动化设备代替手动操作,可以大幅提高生产效率。
此外,为了确保设备的持续高效运行,还需要进行定期的维护和保养。
三、自动化自动化是现代制造业的趋势,Pack电池生产线也不例外。
通过自动化设备,可以大幅提高生产效率,减少人工误差。
同时,自动化设备还可以减少对操作人员的技能要求,降低人工成本。
为了实现自动化生产,需要选择可靠的自动化设备,并进行合理的生产线布局。
四、环保设计随着环保意识的提高,越来越多的企业开始重视环保问题。
在Pack 电池生产线上,我们需要采取一系列环保措施。
例如,使用环保材料代替有害材料,减少废气、废水的排放,对废气、废水进行治理后再排放等。
此外,还可以考虑使用太阳能、风能等可再生能源,以减少对环境的负担。
五、品质控制品质是企业的生命线,因此品质控制是Pack电池生产线设计的重要环节。
为了确保品质,我们需要对生产过程中的各个环节进行严格的质量检测和控制。
例如,对原材料进行质量检查,确保原材料的质量符合要求;对生产过程中的各个环节进行质量检测,确保每个环节的质量都符合要求;对成品进行质量检测,确保最终产品的质量符合客户要求。
六、灵活性Pack电池生产线需要具有一定的灵活性,以适应市场需求的变化。
例如,当市场需求发生变化时,我们可以调整生产线的布局和设备配置,以适应新的生产需求。
此外,为了提高生产线的灵活性,我们还可以考虑使用模块化的设备设计,便于设备的组装和拆卸。
手机电池结构设计规范

手机电池设计规范目录一.概述 (1)二.常用手机电池封装方式介绍 (3)三.各类封装方案设计规范 (6)1.框架工艺电池设计规范 (6)2.点胶工艺电池设计规范 (12)3.注塑工艺设计规范 (18)4.MPACK电池设计规范 (25)5.软包工艺电池设计规范 (28)6.激光点焊工艺设计规范 (34)7.软包电池自动化设计规范 (37)8.部件尺寸公差设计规范 (40)一.概述全球通信行业飞速发展,一个崭新的移动互联时代正向我们走来,手机的需求量将更大。
对手机电池而言,这将是一个充满机遇与挑战的大市场。
近年来手机的功能和款式更新换代虽然频繁,但手机电池封装工艺却并没有明显的进步。
作为手机电池企业,如何才能在技术上取得突破?如何才能在国际竞争中争取到更大的优势呢?封装专业化将是手机电池封装厂商的出路。
要成为专业的封装厂商,必先在自身设计和工艺上形成具有专业性、规范性、前瞻性的指导文件。
我司在手机电池封装行业已经拼搏十数年,累计下了丰富的设计和生产经验,拥有目前封装行业所有的封装工艺,并推出了两项自主专利的封装方式。
本规范旨在为飞毛腿电子有限公司累计多年封装检验,总结和规范封装设计及工艺要求,满足客户要求,市场要求,成本要求,进一步提升封装水平。
二.常用手机电池封装方式介绍手机电池发展到今天,已经形成多种封装方式,其封装难度、工艺成本、外观尺寸各有优势,目前常用有七种封装方式,详见下文介绍:一.框架类方案优势:该方案适用面广,过程工艺相对简单;适用范围:适用与电池长度方向尺寸极限,但宽度方向空间富余,可以将保护板放置在侧面的方案;二.打胶类方案优势:电池空间利用率高,成品尺寸较小;方案不足:因该方案公差易产生一定累积;而国产电芯尺寸的公差远大于进口电芯,该方案不适用使用国产电芯方案.三.注塑类厚度方向空间利用率高,生产工艺简单,适合Polymer电芯封装(注:由于高温胶填充,视不同厂家电芯而异)四、MPACK工艺类新方案(上下钢片方式)前后壳+上下钢片+上下双面胶+填充硅胶+铭牌;PTC改为贴片在PCB上,点焊方便,工序简单。
锂电pack设计标准

锂电Pack设计标准涉及多个方面,包括电池组、汇流排、软连接、保护板、外包装、输出(包括连接器)等组件。
以下是一些建议参考的设计标准:1. 电池组:- 电池容量、电压、内阻等参数应具有高度的一致性。
- 电池组循环寿命应不低于单体电池的循环寿命。
- 电池组在使用过程中,应保证在限定的条件下使用(如充电、放电电流、充电方式、温度等)。
2. 汇流排:- 确保电池组内各个电池之间的电流平衡。
- 具有较高的导电性能和抗腐蚀性能。
3. 软连接:- 采用柔软、耐磨、耐高温的材料,以减小电池组在充放电过程中的振动和热量损失。
- 具有良好的绝缘性能,防止短路和漏电。
4. 保护板:- 具备过充、过放、过温、过流等保护功能。
- 具有足够的抗冲击和抗震动性能。
5. 外包装:- 具备良好的防水、防潮、防震、防火性能。
- 外包装材料应轻便、坚固,有利于降低整体重量。
6. 输出(包括连接器):- 采用可靠的连接方式,确保电池组与外部设备稳定连接。
- 具备良好的抗氧化、抗腐蚀性能。
7. 充电和均衡系统:- 充电器应具备恒流-恒压充电模式,以确保电池组的安全和有效充电。
- 充电过程中,对电池组进行充电均衡、温度、电压及过流监测。
8. 温度和湿度控制:- 电池组应具备温度和湿度监测功能,并在异常情况下进行报警和保护。
9. 安全性能:- 电池组应具备短路、过充、过放、过温等安全保护措施。
- 采用阻燃、耐热材料,提高整体安全性能。
10. 电池组性能测试:- 在设计过程中,对电池组进行性能测试,确保其达到设计要求的电压、容量等指标。
锂电池PACK结构设计SOP
3、权责: 3.1 CPD: 负责新机种相关工程文件的制定、验证及新物料的承认 负责新机种转量产相关事项的跟进 3.2 工程部:负责新机种试产所需的工装治具、产线规划、SOP 的制作及试产后召开试产总结会议 3.2 品保部:负责对供应商所送样品进行可靠性测试 负责跟进新机种上线后的品质状况,并及时将产线的异常情况反馈给相关单位分析、处理 3.3 销售部:负责收集客户对产品功能及外观的需求并知会相关部门 负责及时将迈科工程师对新机种的分析结果反馈给客户,确保和客户之间的沟通顺畅 3.4 研发部:负责提供电芯的规格文件 4.5 采购部:负责新开发机种的物料打样 负责督促厂商提供相关试产 OK 物料的承认资料及承认样品
接收 PM 开案信息
新机种开案说明会议记录
依照 PM 要求制作相关标准文件 物料打样需求提出
1. 成品外形图 2. PCB 外形图 3. 零部件外形图 4. 工程 3D 图档 5. 装箱资料 6. BOM 表
1.《物料打样申请单》
样品试做
NG 1.《样品试做报告》Байду номын сангаас
NG 小批量试产
1.《试产与总结报告》
6.6.2 CPD/ME 在接到该机种可转量产通知,确认相关工程准确无误后上传 PDM 系统或通过 ECN 变更已经上传
系统的文件,需上传系统的基本文件包含:成品外形图、3D 档案(针对有开模件的机种)、PCB 限位图、
零部件外形图、装箱资料
6.6.3 CPD/ME 须在量产前完成新物料的承认或临时承认(在急需用料而有因为种种原因无法正式承认的情况) 7、使用记录
文件类别 标准文件
McNair NewPower Co..,Ltd
锂电PACK工艺设计规范

要求与自检:
滴胶工艺:两电芯之间的滴胶粘连处必须有一只电芯要贴上高温胶、美纹纸之类的绝缘材料,并且 不能低于电芯端面,防止镍片桥接时电芯本身发生短路,滴胶水前要确保相粘连的电芯两端平齐, 不能错位,胶水需均匀的滴在两电芯之间的缝隙,不能溢到电芯端面而影响点焊质量。 免滴胶工艺:粘贴牢固不错位、不起翘;胶纸粘贴牢固、不起皱。
5.锂电PACK各主要工序标准
1. 电芯外观全检标准:
圆柱形电芯外观标准:
a.无短路、氧化生锈 、漏贴面垫或面垫歪 斜、破膜、膜皱 等现 象。
方形电芯外观标准:
a.表面无电解液、毛刺或其它污质,无漏液、发鼓、变形 、短路等,面垫无歪斜、起翘,复合 镍带无氧化、脏物、 脱焊等。
聚合物电芯外观标准:
a.表面无电解液或其 它污质,无漏液、气 胀、变形等,极 耳无 断裂、角位无破损、
5.锂电PACK各主要工序标准
7. 贴绝缘胶纸标准:
4.铝壳电芯负极铆钉上的镍片引出有可能会碰到正极壳体的位置,需贴上高温胶,避免电芯本身短 路; 5.钢壳电芯挨紧并联时,电芯正极端需贴联体绝缘垫,再点焊镍片连接,防止电芯本身短路; 6.钢壳电芯挨紧串联时,需在串联端粘贴联体绝缘垫,再点焊镍片串联,防止串联中的正极那颗电芯 本身短路; 7.方形电芯并排串联时,需在负极那颗电芯的负极端面贴高温胶或杜邦纸并折贴到侧边8-15mm, 防止串联中的负极那颗电芯本身短路;
c.改善作业手法----寻找瓶颈工序中的作业时间浪费,以便纠正或改善员工作业手法;
d.生产布局规划----合理规划整个生产区域,从投入到产出,应尽可能的减少存储和搬运过程, 减少工时和人工,提高效率;
软包锂电池PARK安全规范
软包锂电池PARK安全规范
一锂电池PACK需注意
1、锂电池的筛选,使用内阻仪、容量测试设备将即将组合的电芯进行筛选,按照内阻和容量参数相近成组使用。
2、软包锂电池需要注意外包装的保护,远离尖锐物体避免刺伤损坏。
戴手套,剪手指甲。
3、禁止弯折顶封边和侧封边,采取可靠的绝缘隔离措施以避免负极和铝塑复合膜的对接短路,
4、禁止弯折极柄,生产过程中避免极柄与铝塑复合膜接触,并用套圈膜严格隔离。
5、用PC胶片或者用硅胶片间隔开极耳,做好绝缘,并用条纹胶将其固定。
6、避免机械撞击,如坠落、打击、弯折电芯和践踏电池。
7、禁止用金属物短路锂电池正负极。
8、按照作业要求,做好防水密封保护。
9、电池组需做好抗震缓冲的保护,避免锂电池因震动导致镍氢焊接脱落。
或者其他损害。
10、做好电池以及BMS的散热,放置热聚集效应的发生。
11、结构设计时需要考虑电池的防腐蚀问题。
二锂电池PACK需要注意的其他事项
1、外壳设计:
(1)足够的机械强度以避免电芯受外力机械损伤。
(2)内部不可有锋利的边角。
(3)需预留空间,外壳内壁不可直接与电芯接触,避免电芯与外壳摩擦导致电芯外皮破损短路。
2、合理的BMS设置和匹配
3、焊接要牢靠
4、电芯的可靠定位,电芯组装后在外壳内应紧固牢靠,不会随意松动,使整个锂电池结构处于固结状态。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
修订履历修订日期版次修订页次修订内容2009-5-20 A0 / 首次发行分发对象及份数(制订者在“( )”填写分发份数)01总经理( ) 02副总经理( ) 03管理者代表( ) 04生产部( 1 ) 05品管部( ) 06工艺设备部( ) 07设备组( ) 08工艺组( ) 09计划组( ) 10销售管理部( )11采购部( ) 12电子开发部( ) 13人力资源部( ) 14安全办( ) 15(暂空)16仓库( 1 ) 17财务部( ) 18制片QC ( ) 19装配QC ( ) 20检测QC ( 1 ) 21包装QC ( 1 ) 22 IQC ( ) 23 OQC ( ) 24 QA ( ) 25制片车间( ) 26装配车间( ) 27检测车间( 1 ) 28包装车间( 1 )会签(制订者在需会签的部门前的“[ ]”中画“X”)[ ]电子开发部______________ [ ]工艺设备部______________ [ ]人力资源部______________ [ X ]生产部___________________[ X ]财务部___________________[ ]工业安全委员会____________[ ]品管部_______________[ ]采购部_______________[ ] _______________制订/日期审核/日期批准/日期1、目的:为了规范电池成品Pack的设计,加强电池Pack的安全。
2、范围本标准适用于本公司所有电池成品包装组合。
3、电池Pack安全的重要性。
电池除了本性电芯的安全需要特别关注外,电池成品Pack的安全设计也应该同样重要。
电池在组合后,用户在充电和放电的使用过程中,有效地防止过充,过放,过流等电气损坏;挤压,跌落等其它机械损坏,主要依赖我们在Pack设计时的全面考虑。
4、主要包装材料的选择,4.1 绝缘胶纸胶带4.1.1. 美纹胶纸(皱纹胶纸)耐温高达350℃,粘性好,柔软,耐酸碱,不残胶,易剪切。
软包电池主要用于包极耳,隔离保护板和铝塑膜,固定保护板等;圆柱电池主要用于固定组合电池,隔离极耳和钢体,隔离保护板等。
4.1.2 茶色胶纸,耐温高达350℃,单层耐压高,柔软,粘性好,不残胶。
软包电池主要用于包保护板及出线位等。
圆柱电池主要用于固定保护板等。
4.1.3 纤维胶纸耐温高达350℃,单层耐压高,粘性极强,主要用于单体电芯及多节电芯整体包扎。
4.2 热缩套管4.2.1 PVC热缩套管耐压高,易收缩,收缩后表面光滑,主要用来包圆柱电池及软包整体加固,防止压伤。
4.2.2 阻燃热缩套管耐压高,耐高温,2:1的收缩比,主要用来包扎焊接电线的连接处,起到绝缘和隔离作用。
4.3 红钢纸耐挤压,耐高温,主要用来做电池的垫片起防止直接冲击作用。
4.4 青稞纸耐压高,耐高温,柔软易成形,主要用来包包保护板及出线位,防止压伤。
4.5 EVA海绵防火,伸缩比好,主要用来做电池的垫片起缓冲作用。
4.6 引线引线的种类很多,各个国家标准和标注都不一般,目前比较通用美规标法,如AWG12~30,常用偶数。
4.6.1 单股导线导体数是一支,是组成其它导线的基本单元,附图为单股铜导线规格表。
线规Gauge inches 直径 Diameter Cross sect .Area导体电阻重量 WeightDCR@ 20 ℃AWG mils mm s Sq.mm ohms/M Ohms/km Lbs./m kg/km40 0.0031 3.1 0.079 9.6 0.0049 1080 3540 0.0291 0.043338 0.004 4 0.102 16 0.0081 648 2130 0.0484 0.7236 0.005 5 0.127 25 0.0127 415 1360 0.0757 0.11334 0.0063 6.3 0.16 39.7 0.0201 261 857 0.12 0.17932 0.008 8 0.203 64 0.0324 162 532 0.194 0.28930 0.01 10 0.254 100 0.0507 104 340 0.303 0.45128 0.0126 12.6 0.32 159 0.0806 65.3 214 0.481 0.71626 0.0159 15.9 0.404 253 0.128 41 135 0.765 1.1424 0.0201 20.1 0.511 404 0. 2050 25.7 84.2 1.22 1.8222 0.0253 25.3 0.643 640 0.324 16.2 53.2 1.94 2.8920 0.032 32 0.813 1020 0.519 10.1 33.2 3.1 4.6118 0.0403 40.3 1.02 1620 0.823 6.39 21 4.92 7.3216 0.0508 50.8 1.29 2580 1.31 4.02 13.2 7.81 11.614 0.0641 64.1 1.63 4110 20.8 2.52 8.28 12.4 18.512 0.0808 80.8 2.05 6530 3.31 1.59 5.21 19.8 29.510 0. 1019 101.9 2.588 10380 5.26 0.9988 3.23 31.4 46.88 0.1285 128.5 3.265 16510 8.37 0.6281 2.061 50 74.46 0.162 162 4.115 262400 13.3 0.3952 1.296 79.4 1184 0.2043 204.3 5.189 417400 21.15 0.2485 0.8152 126 1882 0.2576 257.6 6.543 663600 33.62 0.1563 0.5128 201 2991 0.2893 289.3 7.348 836900 42.41 0.1239 0.4065 253 377 4.6.2 多股导线为了增加导线的横截周长,柔软性等性能,一般由多支单体导线组成多股导线,附图为常用多股导线规格。
线规Gauge AWG直径 D iameter线数 / 线径No./mm面积 Area重量 Weight Mils mmCircularMil C.M.Squareinch in 2Squaremm 2Kg/km1 289.37.348 1/7.34983.694 0.06573 42.413778.508 19/1.690 3798.5 37/1.210 3798.48 61/0.941 377 2 257.66.544 1/654466.358 0.05212 33.632997.41 7/2.474 2997.551 19/1.502 2997.59 37/1.080 3024 204.35.189 1/5.19041.738 0.03278 21.151885.96 7/1.962 1885.991 19/1.191 1885.992 37/0.854 1886.032 133/0.450 188 6.036 420/0.254 192.26 162 4.115 1/4.11626.244 0.0 2061 13.3118.2 4.77 7/1.560 119 4.829 19/0.950 120 4.749 37/0.677 118 4.803 266/0.254 1218 128.5 3.264 1/3.26516.512 0.01297 8.36874.39 3.69 7/1.234 74.43 3.771 19/0.749 74.6 3.76 37/0.537 74.4 3.783 133/0.284 7510 101.9 2.588 1/2.58910.384 0.008156 5.26246.782.961 7/0.980 46.943.005 19/0.595 47.4 3.017 105/0.254 47.8 2.974 259/0.160 46.412 80.81 2.053 1/2.0536.53 0.005129 3.30929.42 2.325 7/0.776 29.43 2.371 19/0.471 29.37 2.365 65/0.254 29.58 2.395 168/0.160 30.114 64.08 1.628 1/1.6304.106 0.003225 2.08118.5 1.845 7/0.616 18.53 1.877 19/0.374 18.5 1.885 41/0.254 18.66 1.894 105/0.160 18.8116 50.82 1.291 1/1.2912.5830.0020291.30911.64 1.464 7/0.488 11.67 1.502 26/0.254 11.83 1.483 65/0.160 11.6518 40.3 1.024 1/1.0241.624 0.001275 0.82267.321 1.192 7/0.390 7.434 1.178 16/0.254 7.28 1.212 34/0.180 7.54 1.163 41/0.160 7.1620 30 0.8118 1/0.8131.021 0.000802 0.51744.6 0.96 7/0.310 4.7 0.9421 21/0.180 4.65 0.9305 26/0.160 4.5422 25.35 0.6439 1/0.645 624.6 0.000505 0.3256 2.8950.765 7/0.254 3.186 0.7524 17/0.160 2.9724 20.10.5106 1/0.511404 0.000317 0.20471.820.6 7/0.200 1.06 0.60525 11/0.160 1.9226 15.94 0.4049 1/0.404254.1 0.0002 0.12881.145 0.474 7/0.160 1.22328 12.64 0.3211 1/0.322159.8 0.000126 0.080970.7198 0.381 7/0.127 0.790330 10.03 0.2548 1/0.254100.6 0.00079 0.050970.45310.3 7/0.100 0.4932 7.95 0. 20917/0.080 63.2 4.96E-05 0.03203 0.284734 6.305 0.1601 1/0.161 39.75 3.12E-05 0.0 2014 0.17936 5 0.127 1/0.128 25 1.96E-05 0.01267 0.112638 3.965 0. 1007 1/0.102 15.72 1.24E-05 0.007968 0.0708440 3.145 0.07987 1/0.080 9.891 7.77E-06 0.002012 0.04456 4.6.3。