RTO和RCO比较
RTO和RCO主要性能及关键运行参数对比
RTO和RCO主要性能及关键运行参数对比蓄热式氧化技术(Regenerative Thermal Oxidizer,RTO)和蓄热式催化氧化技术(Regenerative Catalytic Oxidition,RCO)因对VOCs处理效率高、运行稳定、应用成熟,在当前应用较为广泛。
然而,它们因技术原理、运行参数等差异化导致其应用场景也有所不同。
今天小E简要梳理总结两种技术的主要性能及关键运行参数,供读者参考~一技术简介1RTORTO主要包括固定床式RTO和旋转式RTO,其中固定床式RTO又可分为两室和多室等类型。
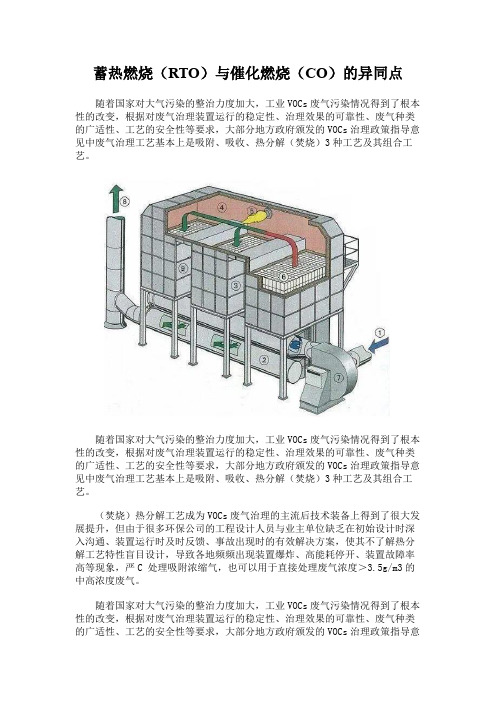
以三室RTO为例,其工作原理为将待处理的低温有机废气在引风机作用下进入蓄热室A,陶瓷蓄热体释放热量温度降低,而有机废气升至较高的温度之后进入燃烧室D。
在燃烧室D中,在燃烧室中燃烧器燃烧补充热量,使废气升至设定的氧化温度(一般为760℃),废气中的有机物被分解成CO2和H2O。
废气成为净化的高温气体后离开燃烧室,进入蓄热室B(上两个循环陶瓷介质已被冷却吹扫),释放热量,温度降低后排放,而蓄热室B的陶瓷吸热,“贮存”大量的热量(用于下个循环加热使用)。
蓄热室C在这个循环中执行吹扫功能。
完成后,蓄热室的进气与出气阀门进行一次切换,蓄热室B进气,蓄热室C 出气,蓄热室A吹扫;再下个循环则是蓄热室C进气,蓄热室A出气,蓄热室B 吹扫,如此不断地交替进行。
图1 RTO工作示意图2RCO同样以三室RCO为例,三室RCO与三室RTO整体流程相似,最大的不同之处在于是否填装催化剂以及运行温度水平。
在三室RTO每个蓄热室的蓄热体上部填装催化剂即可转换为三室RCO,催化剂床层布置于蓄热体床层三室上部,并通过格栅板与蓄热体分层。
其工作原理如下:有机废气从A室进入,在催化氧化炉内被加热到250~300℃后有机废气在贵金属催化剂的作用下发生无焰燃烧,废气中的有机物被分解成CO2和H2O,通过B室释放热量,温度降低后排放,而蓄热室B的陶瓷吸热,“贮存”大量的热量(用于下个循环加热使用),同时C室执行反吹动作;在切换新周期后,废气从B室进入,经催化氧化处理通过C室释放热量后排出,同时A室执行反吹动作;再下个周期则是废气从C室进入,经催化氧化处理后通过A室释放热量后排出,同时B室执行反吹动作;如此循环往复。
蓄热式焚烧炉RTO与催化焚烧炉CO的比较
随着国家对大气污染的整治力度加大,工业VOCs废气污染情况得到了根本性的改变,根据对废气治理装置运行的稳定性、治理效果的可靠性、废气种类的广适性、工艺的安全性等要求,大部分地方政府颁发的VOCs治理政策指导意见中废气治理工艺基本上是吸附、吸收、热分解(焚烧)3种工艺及其组合工艺。
01、热分解工艺简述热分解工艺一般分为直燃(TO)、蓄热燃烧(RTO)、催化燃烧(CO)、蓄热催化燃烧(RCO)4种,只是燃烧方式和换热方式的两两不同组合,主要可以用于处理吸附浓缩气,也可以用于直接处理废气浓度>3.5g/m3的中高浓度废气。
1)TO是将高浓废气送入燃烧室直接燃烧(燃烧室内一般有一股长明火),废气中有机物在750℃以上燃烧生成CO2和水,高温燃烧气通过换热器与新进废气间接换热后排掉,换热效率一般≤60%导致运行成本很高,只在少数能有效利用排放余热或有副产燃气的企业中应用。
2)RTO的燃烧方式与TO相同,只是将换热器改为蓄热陶瓷,高温燃烧气与新进废气交替进入蓄热陶瓷直接换热,热量利用率可提高到90%以上,理念先进,运行成本较低,是目前国家主推的废气治理工艺。
3)CO是采用贵重金属催化剂降低废气中有机物与O2的反应活化能,使得有机物可以在250~350℃较低的温度就能充分氧化生成CO2和H2O,属无焰燃烧,高温氧化气通过换热器与新进废气间接换热后排掉,热量利用率一般≤75%,常用于处理吸附剂再生脱附出来的高浓废气。
4)RCO燃烧方式与CO相同,换热方式与RTO相同,由于投资堪比RTO,能处理的废气种类受催化剂影响又比RTO少,所以很少企业采用RCO工艺。
热分解以RTO和CO的应用例子较多,如果用于处理吸附脱附的浓缩气,两者差别不大,但若直接处理中高浓度废气时有很大区别。
02、废气流量一般单套RTO处理废气流量为8000~50000m3/h,处理废气流量<5000m3/h时的RTO 装置投资费比不合算,而处理废气流量>50000m3/h则很容易出现偏流、局部过热等现象影响废气分解效率。
常用废气处理方式RCO、RTO、TO、CO
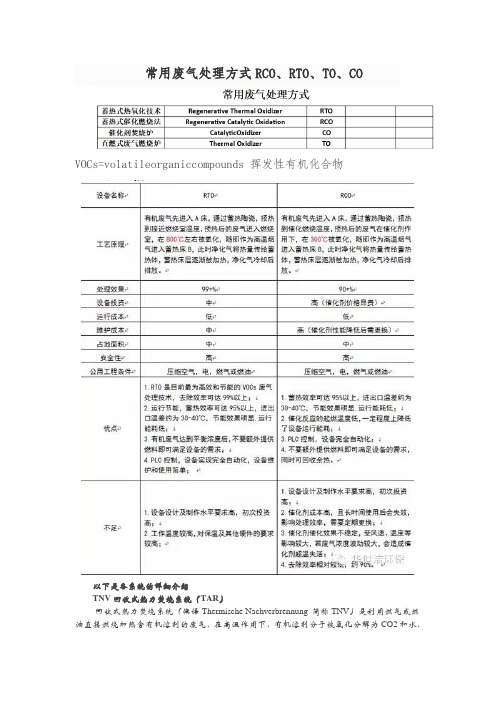
常用废气处理方式RCO、RTO、TO、COVOCs=volatileorganiccompounds 挥发性有机化合物以下是各系统的详细介绍TNV回收式热力焚烧系统(TAR)回收式热力焚烧系统(德语Thermische Nachverbrennung 简称TNV)是利用燃气或燃油直接燃烧加热含有机溶剂的废气,在高温作用下,有机溶剂分子被氧化分解为CO2和水,产生的高温烟气通过配套的多级换热装置加热生产过程需要的空气或热水,充分回收利用氧化分解有机废气时产生的热能,降低整个系统的能耗。
因此,TNV系统是生产过程需要大量热量时,处理含有机溶剂废气高效、理想的处理方式,对于新建涂装生产线,一般采用TNV回收式热力焚烧系统。
TNV系统由三大部分组成:废气预热及焚烧系统、循环风供热系统、新风换热系统。
该系统中的废气焚烧集中供热装置(TAR)是TNV的核心部分,它由炉体、燃烧室、换热器、燃烧机及主烟道调节阀等组成。
其工作过程为:用一台高扬程风机将有机废气从烘干室内抽出,经过TAR内置的换热器预热后,到达燃烧室内,然后再通过燃烧机加热,并滞留0.7~ 1.0 s,在高温下(750℃左右)将有机废气进行氧化分解,分解后的有机废气变成CO2和水。
产生的高温烟气通过炉内的换热器和主烟气管道排出,排出的烟气作为烘干室循环风进行加热,为烘干室提供所需的热量。
在系统末端设置新风换热装置,将系统余热进行最后回收,将烘干室补充的新风用烟气加热后送入烘干室。
另外,在主烟气管道上还设置有电动调节阀,用于调节装置出口的烟气温度。
TAR系统工艺流程:RTO:蓄热式热力焚化炉英文名为“Regenerative Thermal Oxidizer”,其原理是把有机废气加热到760摄氏度以上,使废气中的VOC 在氧化分解成二氧化碳和水。
氧化产生的高温气体流经特制的陶瓷蓄热体,使陶瓷体升温而“蓄热”,此“蓄热”用于预热后续进入的有机废气,从而节省废气升温的燃料消耗。
几种常见的工业废气焚烧工艺
一分钟带你了解RTO、RCO、CO、DFTO随着《中华人民共和国大气污染防治法》的出台,工业有机废气(VOCs)治理越来越受到重视。
本文将给大家介绍工业有机废气治理所主要使用的几种焚烧工艺。
在正文开始前,大家可以先问一下自己真的了解什么叫VOCs吗?在我国,VOCs(volatile organic compounds)挥发性有机物,是指常温下饱和蒸汽压大于70 Pa、常压下沸点在260℃以下的有机化合物,或在20℃条件下蒸汽压大于或者等于10 Pa具有相应挥发性的全部有机化合物。
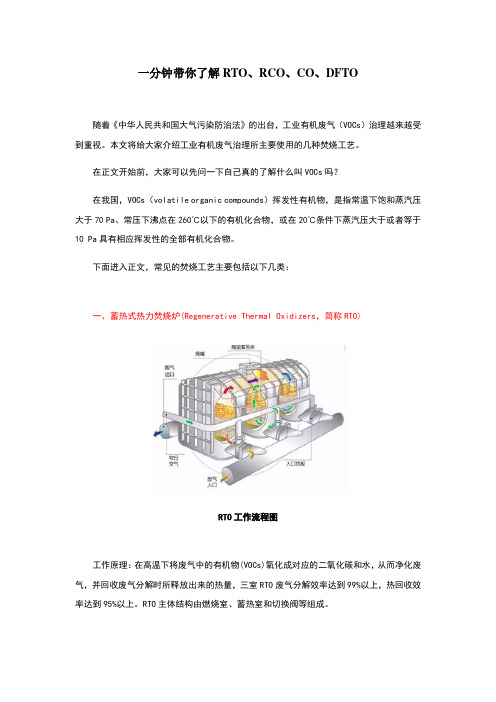
下面进入正文,常见的焚烧工艺主要包括以下几类:一、蓄热式热力焚烧炉(Regenerative Thermal Oxidizers,简称RTO)RTO工作流程图工作原理:在高温下将废气中的有机物(VOCs)氧化成对应的二氧化碳和水,从而净化废气,并回收废气分解时所释放出来的热量,三室RTO废气分解效率达到99%以上,热回收效率达到95%以上。
RTO主体结构由燃烧室、蓄热室和切换阀等组成。
氧化产生的高温气体流经特制的陶瓷蓄热体,使陶瓷体升温而“蓄热”,此“蓄热”用于预热后续进入的有机废气。
从而节省废气升温的燃料消耗。
陶瓷蓄热室应分成两个(含两个)以上,每个蓄热室依次经历蓄热-放热-清扫等程序,周而复始,连续工作。
蓄热室“放热”后应立即引入适量洁净空气对该蓄热室进行清扫(以保证VOC去除率在98%以上),只有待清扫完成后才能进入“蓄热”程序。
否则残留的VOCS随烟气排放到烟囱从而降低处理效率。
二、蓄热式催化氧化焚烧炉(Regenerative Catalytic Oxidation,简称RCO)RCO工作流程图工作原理:排放自工艺含VOCs的废气进入双槽RCO,三向切换风阀将此废气导入RCO 的蓄热槽而预热此废气,含污染的废气被蓄热陶块渐渐地加热后进入催化床,VOCs在经催化剂分解被氧化而放出热能于第二蓄热槽中之陶块,用以减少辅助燃料的消耗。
TNV、TAR、RTO、TO、RCO到底有什么区别

TNV、TAR、RTO、TO、RCO到底有什么区别原创2016-08-31tzjyq3启瑁涂装精英圈:点击↑"启瑁涂装精英圈"订阅涂装第一自媒体上周六,小编参加了涂装VOC治理专题沙龙,会上各路大咖介绍了各种在涂装行业VOCs处理的高端应用和技术,详情请点击以下链接查看:高端汽车涂装技术沙龙研讨会VOCs治理专题(一)在上海机电设计研究院成功举办当时听到与会的各位专家使用频率最高的几个词TNV、TAR、RTO、TO、RCO,小编也搞的一知半解,回来后只能恶补一下,到底这些高大上的东东相互之间有什么区别呢,以下是小编学习和整理的资料,供大家参考,欢迎各位专家在底部留言区纠正、补充!TNV回收式热力焚烧系统(TAR)回收式热力焚烧系统(德语Thermische Nachverbrennung 简称TNV)是利用燃气或燃油直接燃烧加热含有机溶剂的废气,在高温作用下,有机溶剂分子被氧化分解为CO2和水,产生的高温烟气通过配套的多级换热装置加热生产过程需要的空气或热水,充分回收利用氧化分解有机废气时产生的热能,降低整个系统的能耗。
因此,TNV系统是生产过程需要大量热量时,处理含有机溶剂废气高效、理想的处理方式,对于新建涂装生产线,一般采用TNV回收式热力焚烧系统。
TNV系统由三大部分组成:废气预热及焚烧系统、循环风供热系统、新风换热系统。
该系统中的废气焚烧集中供热装置(TAR)是TNV的核心部分,它由炉体、燃烧室、换热器、燃烧机及主烟道调节阀等组成。
其工作过程为:用一台高扬程风机 将有机废气从烘干室内抽出,经过TAR内置的换热器预热后,到达燃烧室内,然后再通过燃烧机加热,并滞留0.7~ 1.0 s,在高温下(750℃左右)将有机废气进行氧化分解,分解后的有机废气变成CO2和水。
产生的高温烟气通过炉内的换热器和主烟气管道排出,排出的烟气作为烘干室循环风进行加热,为烘干室提供所需的热量。
在系统末端设置新风换热装置,将系统余热进行最后回收,将烘干室补充的新风用烟气加热后送入烘干室。
有机废气处理技术三种不同燃烧法对比
有机废气处理技术三种不同燃烧法对比
在企业废气治理方面,对有机废气治理采用燃烧法通常有三种:直接燃烧法、热力燃烧法和催化燃烧法等。
一、热力燃烧法(RTO)
热力燃烧法操作简单,易于维护,适用于温度较高、浓度较大、风量较小的有机废气,可高效处理大多数有机气体。
如与废热回收装置、气体浓缩装置结合使用,则经济适用性强、适用气体范围更广。
二、催化燃烧法(RCO)
(1)起燃温度低,能源消耗少。
含烃类的VOCs气体在通过催化剂床层时,碳氢分子和氧分子分别被吸附在催化剂表面并被活化,因而能在200~450℃较低温度下完成反应,氧化分解生成CO2和H2O。
由于反应温度低,热能消耗量少,在某些情况下,催化燃烧达到起燃温度后,便无需外界供热,还能回收净化后废气带走的热量。
(2)适用范围广
催化燃烧几乎可以处理所有含烃类的VOCs废气。
对于有机化工、涂料、造漆、印刷、食品加工等行业排放的低浓度、多成分、无回收价值的VOC废气,采用吸附—催化燃烧法处理效果更好。
(3)效果高,无二次污染。
(4)用催化燃烧法处理有机废气的净化率一般可达95%以上,最终产物为无害的CO2和H2O,且由于燃烧温度低,能大量减少NO x生成,不会造成二次污染。
三、直接燃烧法(TO)
直接燃烧法工艺简单、处理效率高,对于高浓度VOCs,去除率可达95%以上。
直接燃烧法在处理低浓度VOCs时,必须使用辅助燃料维持燃烧,运行成本大幅增加,且换热设备庞大,易生成NO x等大气污染物,甚至形成二噁英等毒性物质,近年已较少应用。
rco和rto的工作条件和要求
rco和rto的工作条件和要求RCO(资源协调员)和RTO(资源技术官)是两个在现代企业中起到重要作用的职位。
虽然它们的职责不尽相同,但它们都是为了确保企业的资源能够得到最佳的利用和管理而存在的。
RCO是企业中负责协调资源的重要角色。
他们需要与各个部门和团队合作,了解和收集各方的资源需求,并根据需求进行资源分配和规划。
RCO需要具备良好的沟通和协调能力,以及对企业资源管理的深入了解。
他们还需要具备一定的分析能力,以便能够根据实际情况做出合理的决策。
与之相反,RTO则是负责技术资源管理的专家。
他们需要了解企业的技术需求,与技术团队合作,确保技术资源的有效利用和管理。
RTO需要具备深入的技术知识和技能,以便能够理解和解决技术问题。
他们还需要保持对新技术的关注,并及时进行更新和升级。
虽然RCO和RTO的工作职责有所不同,但它们有一些共同的要求和条件。
首先,它们都需要具备良好的沟通和协调能力。
无论是与部门合作还是与团队合作,良好的沟通和协调能力都是至关重要的。
其次,它们都需要具备一定的分析能力和决策能力。
在资源和技术管理方面,能够做出合理的决策对于企业的发展至关重要。
RCO和RTO还需要具备团队合作和领导能力。
他们通常需要与不同的团队合作,所以团队合作能力对于他们的工作非常重要。
同时,他们还需要具备一定的领导能力,以便能够在资源和技术管理方面提供指导和支持。
RCO和RTO是企业中非常重要的职位。
他们负责协调和管理资源,确保资源的最佳利用和技术的有效管理。
虽然他们的职责有所不同,但他们都需要具备良好的沟通、协调和分析能力。
此外,他们还需要具备团队合作和领导能力。
只有具备这些能力,他们才能够胜任并发挥出最佳的作用。
RTO、RCO装置核心部件换向阀的泄漏率
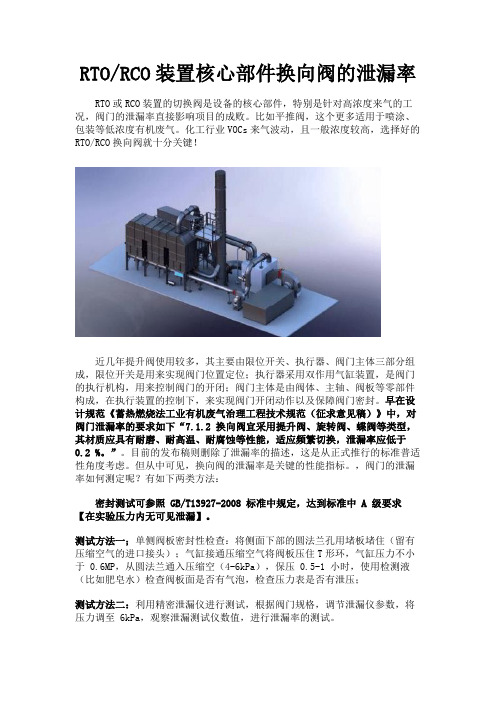
RTO/RCO装置核心部件换向阀的泄漏率
RTO或RCO装置的切换阀是设备的核心部件,特别是针对高浓度来气的工况,阀门的泄漏率直接影响项目的成败。
比如平推阀,这个更多适用于喷涂、包装等低浓度有机废气。
化工行业VOCs来气波动,且一般浓度较高,选择好的RTO/RCO换向阀就十分关键!
近几年提升阀使用较多,其主要由限位开关、执行器、阀门主体三部分组成,限位开关是用来实现阀门位置定位;执行器采用双作用气缸装置,是阀门的执行机构,用来控制阀门的开闭;阀门主体是由阀体、主轴、阀板等零部件构成,在执行装置的控制下,来实现阀门开闭动作以及保障阀门密封。
早在设计规范《蓄热燃烧法工业有机废气治理工程技术规范(征求意见稿)》中,对阀门泄漏率的要求如下“7.1.2 换向阀宜采用提升阀、旋转阀、蝶阀等类型,其材质应具有耐磨、耐高温、耐腐蚀等性能,适应频繁切换,泄漏率应低于0.2 %。
”。
目前的发布稿则删除了泄漏率的描述,这是从正式推行的标准普适性角度考虑。
但从中可见,换向阀的泄漏率是关键的性能指标。
,阀门的泄漏率如何测定呢?有如下两类方法:
密封测试可参照 GB/T13927-2008 标准中规定,达到标准中 A 级要求【在实验压力内无可见泄漏】。
测试方法一;单侧阀板密封性检查:将侧面下部的圆法兰孔用堵板堵住(留有压缩空气的进口接头);气缸接通压缩空气将阀板压住T形环,气缸压力不小于 0.6MP,从圆法兰通入压缩空(4-6kPa),保压 0.5-1 小时,使用检测液(比如肥皂水)检查阀板面是否有气泡,检查压力表是否有泄压;
测试方法二:利用精密泄漏仪进行测试,根据阀门规格,调节泄漏仪参数,将压力调至 6kPa,观察泄漏测试仪数值,进行泄漏率的测试。
RTO和RCO比较41784教案资料

RTO和RCO比较
41784
系抵有斑气前处理干燥'过滤器、切换风阀、蠕埋炉、燃气奈统、助燃做、压縮空吒系绕、排宅慕统组咸4工作原理:
蓄热式热力焚烧炉采用天然气直接煙烧有机底气,在托『先09温度下,将有机分子分鶴酋CO沛H20.燃廉后的归二通讨蛰迪工;陆1瓷殆埒迪里桜蕃在嗨瓷|.)预热耳札圧二,乞咅再再hh曉rE'lE土上l i」通J』门扰祝射自功门換,循环工作,町。
可以充分回收燃愎有机分餅热能,使得系统能耗大大的晖低。
想観机--------
适用茹国:
RM秦鳗遥用干沖徹置碱皓曲風里在30卅30皿0的握岌桂育瘢T隨區具旦治坠
广涯于石<4实序、鞍歼曲骨品渤II朴志阳能行业黑之生倒有机膳吒的mb踏宥机膳吒治遲,洽理数率畐达勺濮臥上*
栓入融本以聂运行应本偏高。
RCO蓄热式催化燃烧装置
.RCO净化设备适用范围
o -
—
HijA M
—
(锂询址理后犁墮%入U—
S3 ft 科
—。
RCO是什么意思?环保设备RCO是什么意思?
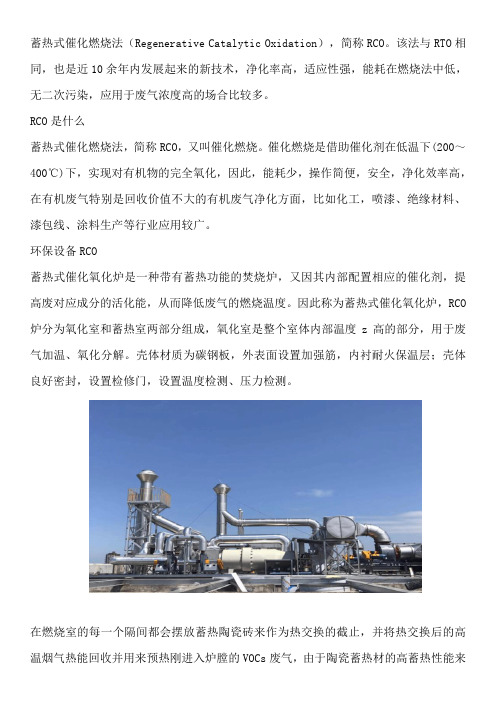
蓄热式催化燃烧法(Regenerative Catalytic Oxidation),简称RCO。
该法与RTO相同,也是近10余年内发展起来的新技术,净化率高,适应性强,能耗在燃烧法中低,无二次污染,应用于废气浓度高的场合比较多。
RCO是什么
蓄热式催化燃烧法,简称RCO,又叫催化燃烧。
催化燃烧是借助催化剂在低温下(200~400℃)下,实现对有机物的完全氧化,因此,能耗少,操作简便,安全,净化效率高,在有机废气特别是回收价值不大的有机废气净化方面,比如化工,喷漆、绝缘材料、漆包线、涂料生产等行业应用较广。
环保设备RCO
蓄热式催化氧化炉是一种带有蓄热功能的焚烧炉,又因其内部配置相应的催化剂,提高废对应成分的活化能,从而降低废气的燃烧温度。
因此称为蓄热式催化氧化炉,RCO 炉分为氧化室和蓄热室两部分组成,氧化室是整个室体内部温度z高的部分,用于废气加温、氧化分解。
壳体材质为碳钢板,外表面设置加强筋,内衬耐火保温层;壳体良好密封,设置检修门,设置温度检测、压力检测。
在燃烧室的每一个隔间都会摆放蓄热陶瓷砖来作为热交换的截止,并将热交换后的高温烟气热能回收并用来预热刚进入炉膛的VOCs废气,由于陶瓷蓄热材的高蓄热性能来
进行热回收,时进入到燃烧室的废气温度稳定,进而提高VOCs氧化处理的效率。
提示:本网部分已发布的信息内容可能存在过时,请注意辨别。
部分内容整理为互联网/转载官方发布,相关信息仅为传递更多信息之目的,不代表本网观点,不拥有所有权。
如有侵权联系删除:137 **** ****。
RCO催化燃烧法
1 RCO催化燃烧VOCs有机废气处理技术挥发性有机化合物(VOCs)是一类毒性大、污染严重的化学物质。
目前VOCs 的污染问题日益受到各国的高度重视,我国颁布的《大气污染物综合排放标准》,规定了各类有机污染物在空气中严格的排放标准。
国内外VOCs污染控制方法目前主要有吸附法、吸收法、生物处理技术、膜分离技术、直接燃烧法、催化燃烧法等。
其中,催化燃烧法是一种高效清洁燃烧技术,主要利用催化剂使有机废气在较低的温度条件下充分燃烧。
相对其他处理技术,催化燃烧具有显著的优点:起燃温度低能耗少,处理效率高,无二次污染等,使之成为目前前景广阔的VOCs 有机废气治理方法之一。
高效催化燃烧催化剂是催化燃烧技术的关键核心,以块状载体作为骨架基体的催化剂称为规整结构催化剂,也称为整体式催化剂。
由于具有特殊孔道结构,这类催化剂改善了催化反应床层上的物质传递,提高了催化效率,降低了压力,减少了操作费用,在石油化工、精细化工等多相催化反应中得到越来越广泛的应用。
RCO有机废气催化燃烧技术在日本、美国和西欧被广泛地应用于VOCs的治理,工艺设备非常成熟,相关的技术标准和使用规范已经非常完善,一些大公司都有自己的企业标准,对工艺设计、催化剂的性能要求、反应器制造和工程控制措施等都有详细的规定。
不同的燃烧工艺组合,形成4种基本的燃烧工艺方式:催化燃烧(换热),直接燃烧(换热),回热催化燃烧(RCO),回热燃烧(RTO)。
在此基础上还形成了转轮富集燃烧,陶瓷过滤器等方式。
RCO有机废气催化燃 2 烧技术是指在催化剂的作用下,使有机废气中的碳氢化合物在温度较低的条件下迅速氧化成水和二氧化碳,达到彻底治理的目的。
一、RCO有机废气催化燃烧工艺原理:催化净化是典型的气固相催化反应,其实质是活性氧参与的深度氧化作用。
在催化净化过程中,催化剂的作用是降低活化能,同时催化剂表面具有吸附作用,使反应物分子富集于表面提高了反应速率,加快了反应的进行;借助催化剂可使有机废气在较低的起燃温度条件下,发生无焰燃烧,并氧化分解为CO2和H2O,同时放出大量热能,从而达到去除废气中的有害物的方法。
RCO催化氧化氧化处理优点
RCO/CO催化氧化氧化处理优点
催化氧化处理技术(RCO/CO)是把有机废气加热到280℃以上,在催化剂的作用下使废气中的VOCs氧化分解为二氧化碳和水,催化氧化产生的中高温气体经过换热器时,预热进入的废气,从而节省废气升温燃料消耗的处理技术。
RCO/CO催化氧化处理技术有一下几个优点:
1、高空速>30000 ;
2、高去除率高;
3、低温催化和高效换热使得设备具有良好的经济性和安全性;
4、设备占地面积小;
5、可根据需要配置余热利用。
RCO的装置与RTO的装置相类似,采用床式或旋转式设计,床内皆填充定量的蓄热陶瓷以进行替换来自工艺排放的热量。
床体上方连接燃烧室并加上一层材料的催化剂在热交换与氧化室内之间。
含VOCs的废气进入RCO系统时,会先在热交换室进行预热,约310℃左右,然后通过催化剂后进入氧化燃烧室进行氧化,氧化完成的气流离开氧化室后进入另一个热交换室,在这个热交换室中,干净的气流会将含有的热能释出,即可排放到大气中。
RCO的热回收与RTO相似。
RTO与RCO废气处理有哪些区别
RTO与RCO催化燃烧设备区别RTO蓄热式热氧化回收热量采用一种新的非稳态热传递方式,原理是把有机废气加热到760℃以上使废气中的VOC氧化分解成CO2和H2O。
氧化产生的高温气体流经特制的蓄热体,使蓄热体升温而“蓄热”,此蓄热用于预热后续进入的有机废气,从而节省废气升温的燃料消耗。
如果RTO焚烧炉运行管理不善,车间废气处理控制不好,往往造成运行能耗大、成本高,企业往往因过高的成本而停止运行,仅仅当作形象工程。
RTO焚烧炉的运行能耗主要是电和燃料。
一旦设备定型了,电耗基本恒定,风机可采用变频控制省电,这里不做讨论,主要讨论燃料问题。
因废气量不稳定、浓度不稳定,加上车间废气控制不好,所以在启动及运行过程中,需要经常补充燃料(常用柴油、天然气)以维持燃烧室温度。
燃料消耗多少,关键取决于蓄热陶瓷的蓄热能力,通常以能够维持正常运行而不需补充燃料所需的最低VOC浓度来衡量能耗高低。
此数值越低,则能耗越低。
性能超好的RTO焚烧炉此数值可达450×10-6mg/L。
另外,能量损耗主要是尾气带走的热量和表面散热损失,尾气带走热量与废气量和进出口温差相关,尾气温度越低、进出口温差越大,则能耗越低。
表面散热损失体现在箱体表面温度与环境的温度差,保温效果好则温差小,散热损失小。
当然,能耗还有可能跟局部地方保温薄弱及高温气体泄漏有关。
在运行过程中,应优化控制手段,在废气进炉膛前,尽可能除掉入口喷淋塔带来的水分,减少水分汽化所需热量;同时,还应优化进出风时间、保持燃烧室温度、加强阀门密封度等,还可在进气风管采用计量泵与蒸发器组合的方式,人为控制一些不可套用的废溶剂的蒸发,在废气VOC较低时提高VOC浓度,以达到不使用燃料就能维持正常燃烧的目的,从而减少燃料消耗。
一般来说,维持正常运行对VOC浓度的要求远低于其爆炸下限,还可根据炉膛温度随时调整或关闭废溶剂的蒸发,所以其安全风险是可控的。
催化燃烧法,简称RCO,是在催化剂的作用下,将VOCs在200~400℃的低温条件下分解为CO2和H2O,是净化碳氢化合物等有机废气、消除恶臭的有效手段之一。
rco和rto的工作条件和要求

rco和rto的工作条件和要求在现代职场中,RCO (Relief Control Operator) 和 RTO (Relief Tower Operator) 是两个常见的岗位。
这些专业人员在各种行业中负责监控和操作控制系统,以确保设备和系统的正常运行。
这篇文章将介绍RCO和RTO的工作条件和要求,以帮助对该职业感兴趣的人了解更多细节。
工作条件RCO和RTO通常在工业领域的控制室或塔台进行操作。
这些工作场所通常是高度技术化和高度自动化的环境,要求员工具备良好的电脑技能和系统应用知识。
由于控制室的运转需要24/7的监控,RCO和RTO的工作时间通常是按班轮值的模式,包括白天、夜晚和周末。
这些岗位需要在高压环境下工作,因此对细节的高度关注和稳定的情绪控制能力是必要的。
RCO和RTO可能会面临压力巨大的情况,如故障状况、紧急情况或突发事件,因此适应压力和决策能力是必须具备的素质。
要求1. 学历和专业知识:通常,RCO和RTO需要至少拥有相关领域的高中文凭或同等学历。
一些公司可能要求有相关工程学位或技术学校的证书。
此外,对于特定行业,如石油和天然气,RCO和RTO需要获得相关的许可证或资质。
2. 技术能力:RCO和RTO需要具备良好的电脑和技术应用能力,包括熟练使用操作控制系统和相关软件。
掌握自动化控制系统和监控设备的原理和操作是必要的。
3. 监测能力:RCO和RTO需要通过持续的监控控制系统来确保设备和系统的正常运行。
他们必须能够迅速发现和识别任何可能的故障或异常情况,并及时采取适当的措施。
他们应该对数据分析和错误排除有一定的了解。
4. 沟通能力:RCO和RTO需要与其他团队成员、上级领导和技术人员进行有效的沟通。
及时而清晰地传达关键信息对于快速解决问题和确保安全至关重要。
5. 团队协作:RCO和RTO通常作为一个团队工作,与其他控制室或塔台的团队成员紧密合作。
他们必须具备良好的团队合作精神和协调能力,以确保工作的高效和协调性。
各类voc处理方案优缺点
各类VOC治理方案及其优缺点一、国内外研究现状和发展趋势有机废气种类繁多,来源广泛,治理难度大,一次性投资和操作费用高,基本上无回收利用价值。
成分复杂的有机废气则更加难以净化、分离和回收。
挥发性有机化合物(VOCs)作为有机化合物主要分支,是指在常温下饱和蒸气压大于70Pa、常压下沸点在260℃以内的有机化合物。
从环境监测角度来讲, 指以氢焰离子检测器测出的非甲烷烃类检出物的总称,包括烃类、氧烃类、含卤烃类、氮烃及硫烃类化合物。
VOCs种类繁多,分布面广,根据部分国外主要环境 优先污染物名录,VOCs占80%以上。
日本1974-l985年环境普查表明,在检出的化学毒物中,卤代烃类最多共52种,一般烃类次之共43种,含氮 有机物(主要是硝基苯和苯胺类化合物)共40种,以上三类占总检出毒物的70%。
VOCs污染严重,与NOx、CnHm在阳光作用下发生光化学反应,吸收 地表红外辐射引起温室效应;破坏臭氧层形成臭氧空洞,引起人体致癌和动植物中毒。
随着VOCs污染范围的不断扩大和人们对其危害的逐步认识,1979年联合国欧洲经济委员会在日内瓦召开跨国大气污染会议,重点讨论了VOCs 控制问 题,1991年11月通过了《VOCs跨国大气污染议定书》,要求签字国以1988年VOCs排放量为基准,到1999年每年削减30%;1990年,美国修订了清洁空气法(CAA),要求到2000年将VOCs的排放量减少70%。
为此,开发VOCs替代产品,寻找VOCs控制最优技术已成为解决VOCs污染的必由之路。
随着世界各国对VOC污染的日益重视和环保法规不断严格VOC的排放标准,其治理技术亦在逐渐改进和完善。
(一)有机废气治理技术早在1925年欧洲就开发出固定床活性碳吸附装置,1958年日本也开始使用该项技术。
这是一种非常经典、成熟的方法,可用于治理任何浓度的常温有机废气, 但处理低浓度、大风量有机废气时,设备庞大,不经济。
对于排气温度较高的高浓度有机废气的治理,首先由美国于1950年开发成功以天然气为燃料的直接燃烧 技术。
VOCs处理知识问答

VOCs处理知识问答1. VOCs 污染防治的技术体系由几部分构成?VOCs 污染防治的技术体系主要包括源头替代、过程控制、末端治理、精细管控四部分构成。
2. 我国VOCs 相关的国家排放标准有哪些?由于排放标准的制订工作非常复杂,涉及VOCs 排放标准总体进展缓慢。
新标准的制订强调从源头、过程和末端进行全过程控制,严格了常规污染物的排放限值,大幅度增加了涉及VOCs 的控制项目,重视无组织排放控制,实行排放限值与管理性规定并重的原则,明确了无组织排放的管理要求。
截至2019 年11 月,涉及VOCs 的大气固定源污染物排放国家标准有18 项。
涉及VOCs 国家大气污染物排放标准(截至2019 年11 月)标准名称标准编号恶臭污染物排放标准GB 14554—1993大气污染物综合排放标准GB 16297—1996饮食业油烟排放标准(试行) GB 18483—2001储油库大气污染物排放标准GB 20950—2007汽油运输大气污染物排放标准GB 20951—2007加油站大气污染物排放标准GB 20952—2007合成革与人造革工业污染物排放标准GB 21902—2008橡胶制品工业污染物排放标准GB 27632—2011炼焦化学工业污染物排放标准GB 16171—2012轧钢工业大气污染物排放标准GB 28665—2012电池工业污染物排放标准GB 30484—2013石油炼制工业污染物排放标准GB 31570—2015石油化学工业污染物排放标准GB 31571—2015合成树脂工业污染物排放标准GB 31572—2015烧碱、聚氯乙烯工业污染物排放标准GB 15581—2016挥发性有机物无组织排放控制标准GB 37822—2019制药工业大气污染物排放标准GB 37823—2019涂料、油墨及胶粘剂工业大气污染物排放标准GB 37824—20193. 苯、甲苯和二甲苯可能比非甲烷总烃大吗?在一定的条件下,苯、甲苯和二甲苯是可以比非甲烷总烃大的。
蓄热燃烧(RTO)与催化燃烧(CO)的异同点
蓄热燃烧(RTO)与催化燃烧(CO)的异同点随着国家对大气污染的整治力度加大,工业VOCs废气污染情况得到了根本性的改变,根据对废气治理装置运行的稳定性、治理效果的可靠性、废气种类的广适性、工艺的安全性等要求,大部分地方政府颁发的VOCs治理政策指导意见中废气治理工艺基本上是吸附、吸收、热分解(焚烧)3种工艺及其组合工艺。
随着国家对大气污染的整治力度加大,工业VOCs废气污染情况得到了根本性的改变,根据对废气治理装置运行的稳定性、治理效果的可靠性、废气种类的广适性、工艺的安全性等要求,大部分地方政府颁发的VOCs治理政策指导意见中废气治理工艺基本上是吸附、吸收、热分解(焚烧)3种工艺及其组合工艺。
(焚烧)热分解工艺成为VOCs废气治理的主流后技术装备上得到了很大发展提升,但由于很多环保公司的工程设计人员与业主单位缺乏在初始设计时深入沟通、装置运行时及时反馈、事故出现时的有效解决方案,使其不了解热分解工艺特性盲目设计,导致各地频频出现装置爆炸、高能耗停开、装置故障率高等现象,严C 处理吸附浓缩气,也可以用于直接处理废气浓度>3.5g/m3的中高浓度废气。
随着国家对大气污染的整治力度加大,工业VOCs废气污染情况得到了根本性的改变,根据对废气治理装置运行的稳定性、治理效果的可靠性、废气种类的广适性、工艺的安全性等要求,大部分地方政府颁发的VOCs治理政策指导意见中废气治理工艺基本上是吸附、吸收、热分解(焚烧)3种工艺及其组合工艺。
(焚烧)热分解工艺成为VOCs废气治理的主流后技术装备上得到了很大发展提升,但由于很多环保公司的工程设计人员与业主单位缺乏在初始设计时深入沟通、装置运行时及时反馈、事故出现时的有效解决方案,使其不了解热分解工艺特性盲目设计,导致各地频频出现装置爆炸、高能耗停开、装置故障率高等现象,严重影响了企业的正常生产经营,也给整个废气环保行业发展带来了很多负面因素。
01 热分解工艺简述热分解工艺一般分为直燃(TO)、蓄热燃烧(RTO)、催化燃烧(CO)、蓄热催化燃烧(RCO)4种,只是燃烧方式和换热方式的两两不同组合,主要可以用于处理吸附浓缩气,也可以用于直接处理废气浓度>3.5g/m3的中高浓度废气。
rco和rto的区别
rco和rto的区别
一、催化剂不同
1、RTO:RTO不含催化剂。
2、RCO:RCO含有催化剂。
二、操作温度不同
1、RTO:RTO的操作温度在760。
C以上。
2、RCO:RCO的操作温度在250~400°C.
三、污染物不同
1、RTO:RTO可能会产生NOX二次污染物。
2、RCO:RCO不会产生NOX二次污染物。
四、原理不同
1RTO:其原理是把有机废气加热到760摄氏度以上,使废气中的VOCs在氧化分解成二氧化碳和水。
氧化产生的高温气体流经特制的陶瓷蓄热体,使陶瓷体升温而〃蓄热",此〃蓄热〃用于预热后续进入的有机废气,从而节省废气升温的燃料消耗。
2、RCO:第一步是催化剂对VOCS分子的吸附,提高了反应物的浓度,第二步是催化氧化阶段降低反应的活化能,提高了反应速率。
借助催化剂可使有机废气在较低的起燃温度下,发生无氧燃烧,分解成C02和H20放出大量的热,与直接燃烧相比,具有起燃温度低,能耗小的特点,某些情况下达到起燃温度后无需外界供热,反应温度在250-400o C o。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
RCO蓄热式催化燃烧装置
一. RCO净化设备适用范围
RCO设备可直接应用于中高浓度(1000mg/m3-10000 mg/m3)的有机废气净化;RCO设备也可应用于活性炭吸附浓缩催化燃烧系统,用于替代催化燃烧和加热器部分。
RCO处理技术特别适用于热回收率需求高的场合,也适用于同一生产线上,因产品不同,废气成分经常发生变化或废气浓度波动较大的场合。
应用行业包括汽车、造船、摩托车、自行车、家用电器、集装箱等生产厂的涂装生产线。
石油、化工、橡胶、油漆,涂料、制鞋粘胶、塑胶制品、印铁制罐、印刷油墨、电缆及漆包线等生产线的废气处理,尤其适用于需要热能回收的企业或烘干线废气处理,可将能源回收用于烘干线,从而达到节约能源的目的。
可处理的有机物质种类包括苯类、酮类、酯类、酚类、醛类、醇类、醚类和烃类等等。
二. RCO净化原理
在工业生产过程中,排放的有机尾气通过引风机进入设备的旋转阀,通过选转阀将进口气体和出口气体完全分开。
气体首先通过陶瓷材料填充层(底层)预热后发生热量的储备和热交换,其温度几乎达到催化层(中层)进行催化氧化所设定的温度,这时其中部分污染物氧化分解;废气继续通过加热区(上层,可采用电加热方式或天然气加热方式)升温,并维持在设定温度;其再进入催化层完
成催化氧化反应,即反应生成CO
2和H
2
O,并释放大量的热量,以达到预期的处理
效果。
经催化氧化后的气体进入其它的陶瓷填充层,回收热能后通过旋转阀排放到大气中,净化后排气温度仅略高于废气处理前的温度。
系统连续运转、自动切换。
通过旋转阀工作,所有的陶瓷填充层均完成加热、冷却、净化的循环步骤,热量得以回收。
RCO蓄热式催化燃烧装置使用旋转阀替代了传统设备中众多的阀门以及复杂的液压设备。
有机物去除率可以达到98%以上,热回收率达到95-97%。
三. 设备特点
1.操作费用低,RCO一般在有机废气达到一定浓度(1000mg/m3以上)时,净化装置中的加热室不需进行辅助加热,节省了费用;
)等二次污染物;
2.不产生氮氧化物(NO
X
3.全自动控制、操作管理方便;
4.安全性高、净化效率高达99%以上;
5.高效的热量回收率,热回收效率≥95%。
工作原理示意图
RTO技术和RCO技术是VOCs(挥发性有机化合物)治理技术,是目前应用较广、治理效果好、运行稳定、成本较低的成熟性技术。
RTO,是指蓄热式热氧化技术,英文名为“Regenerative?Thermal?Oxidizer”。
RTO蓄热式热氧化回收热量采用一种新的非稳态热传递方式,原理是把有机废气加热到760℃以上使废气中的VOC氧化分解成CO2和H2O。
氧化产生的高温气体流经特制的陶瓷蓄热体,使陶瓷体升温而“蓄热”,此蓄热用于预热后续进入的有机废气,从而节省废气升温的燃料消耗。
RTO技术适用于处理中低浓度(100-3500mg/m3)废气,分解效率为95%-99%。
RCO,是指蓄热式催化燃烧法,英文名为“Regenerative?Catalytic?Oxidation?Oxidition”。
RCO蓄热式催化燃烧法作用原理是:第一步是催化剂对VOC分子的吸附,提高了反应物的浓度,第二步是催化氧化阶段降低反应的活化能,提高了反应速率。
借助催化剂可使有机废气在较低的起燃温度下,发生无氧燃烧,分解成CO2和H2O放出大量的热,与直接燃烧相比,具有起燃温度低,能耗小的特点,某些情况下达到起燃温度后无需外界供热,反应温度在250-400℃。
RTO是大风量、高浓度有机废气理想的处理方式,适用于生产过程不需要热量的场合。
?
RTO特点:?
氧化温度为760-815℃?
有机废气在燃烧室的逗留时间为1-2秒?
可以达到99%以上的有机废气分解率(三室RTO)? 使用蜂窝陶瓷蓄热+预热有机废气,充分利用热能? 燃烧器输出的调节比则可达26:1?
设备的使用寿命很长。