橡胶注射模具流道设计规则及方法课件
注塑模具流道系统.ppt

澆口的種類及參數
4.潛伏式澆口(Sub 該澆G口a的t優e點)在﹕于進膠的位置選擇
在產品內品及側壁的非分模線處﹐ 脫模后進點處的切口平整,無須后加 工。所以多用于外觀不能有澆口殘 痕且四側有配合要求的場合。 缺點是較普通澆口加工困難且表面 易產生陰影﹐不易頂出。
a=30~60° d=2.0~4.0 e=0.8-1.5 L>f g>f
澆口的種類及參數
6.扇形澆口﹕(Fan Gate)
扇形澆口適用于面積較大的平板形成品和透明件﹐普通澆口寬度狹小﹐易產生氣 泡和流痕﹐難以滿足產品要求。扇形澆品前端寬度較大﹐使塑膠均一流動成形﹐ 得到質地均勻的成品。但由于澆口寬度大﹐剪切較一般澆口困難。
尺寸參數(單位﹕mm) L=0.6~0.8D H=0.6~1.2(視成品肉厚取值) W=1.8~2.5D(視成品尺寸大小取值) =45~90%%d
澆口的種類及參數
7.針點澆口:(pin gate)
[优點]
(a) 成形品大之場合,可多點
進膠,應力及變形較小. (b) 進膠點處切口痕跡小﹐
母模板
不需后加工.
(c) 適合于多模穴成形.
(d) 澆口位置選選擇靈活.
[缺點]
母模仁
(a) 流道殘余料較多﹐材料
成本高.
(b) 流道壓力損失大.
(c) 只適用于三板模﹐模具 成本較高.
澆口均衡及流道配置
常用佈局
(a)
(b)
(c)
澆口的種類及參數
1.大點直接澆口﹕
(direct gate)
直接澆口是使樹脂直接從豎 澆口流入型腔(又稱sprue gate)﹐澆口的位置常設於 成形品表面或裏面﹐有必要 切斷﹑後加工困難且有較大 的殘留澆口痕﹒不過﹐射出 壓力損失小.較易成形﹐易用 於任何種類的樹脂﹐常用於 大形而深的成形品﹒
注射模具浇注系统设计-PPT课件
塑件在外形之间有一个足够大的空心空间
2019/3/9
注射模具浇口的设计
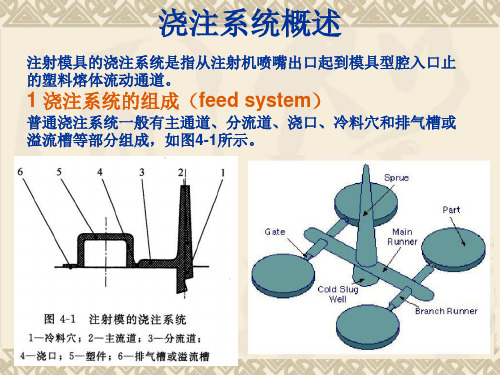
浇口是主流道、分流道与型腔之间的连接部分,即浇注系统 的终端,对保证塑件质量具有重要作用。 两个功能: ①对塑料熔体进入型腔起着控制作用,使熔融塑料以最快的 速度进入并充满型腔,并在保压过程中进行补料以弥补由于塑件 收缩而留出的空间。 ②当注射压力(保压压力)撤消后,封闭型腔,使型腔内尚 未冷却固化的塑料熔体不致发生倒流(浇口截面积很小,冷却速 度大于塑件的冷却速度)。 1)浇口的种类及适用场合 浇口的类型有十几种,各类浇口都有其适用的场合。这里介 绍常用的几种类型。
2019/3/9
(2)分流道的断面形状选择
据理论分析可知,等断面积条件下,正方形的周长最长,圆形最短, 其它形状介于两者之间。据此 ◎ 从增加传热面积考虑,热固性塑料模具的分流道最好采用正方形,可 提高传热面积。但流道凝料不易脱模。 ◎ 从减少散热面积考虑,热塑性塑料模具最好选用圆形截面分流道,可 减少热量损失。 ◎ 从降低压力损失考率,同等截面积时,圆形截面的周边最短,其熔体 流动阻力较小,压力损失就小。 分流道的截面形状如图14所示。
点浇口缺点是:
● 不适用于粘度较高 (PSU、PC、HPVC 等)和粘度对剪切速率变 化不敏感的塑料。 ●需用较高的注射压力。 因充模阻力大,压力损失 多。 ● 不适用于厚壁塑件成型, 延长充模时间。浇口凝固 快,不利于保压补缩。 ● 点浇口模具需两个以上 的分型面,模具结构复杂, 制造成本高。
2019/3/9
2019/3/9
三、分流道的布局形式
分流道的布局取决于型腔的布局,两者应统一协调,相互制约。
分流道和型腔的分布有两种布局方式:(1)平衡式布局;(2)非平衡式布局。 两种方式各有特点,因此在实践中都广泛应用。 (1)平衡式分布的特点是:从主流道到各个型腔的分流道,其长度、截面尺寸及其 形状都完全相同,以保证各个型腔同时均衡进料,同时注射完毕。即保证各型腔 的熔体温度、压力、充模时间都相等。 分流道无 冷料穴
橡胶注射模具流道设计规则及方法教学讲义

本讲义系统介绍了橡胶注射 模具流道设计的规则和方法, 为实际生产提供了理论指导
和实践经验。
通过案例分析和实际应用,验 证了所介绍的流道设计规则和
方法的可行性和有效性。
展望
随着科技的不断进步,橡胶注射成型技术将朝着高效、智能、环保的方向发展,流 道设计也将面临新的挑战和机遇。
未来,流道设计将更加注重优化设计、智能化设计和绿色设计,以适应市场需求和 可持续发展要求。
流道设计的重要性
流道设计是橡胶注射模具的关键 部分,对模具性能和产品质量具
有重要影响。
良好的流道设计可以提高注射效 率、减少压力损失、降低模具温 度,从而提高产品质量和生产效
率。
流道设计不合理可能导致注射不 均匀、压力不稳定、冷却不充分 等问题,影响产品质量和生产效
率。
02
橡胶注射模具流道设计规则
经验总结方法
总结词
经验总结方法是根据已有的经验和知识,结合实际生产情况,对橡胶注射模具流道设计进行总结和优 化。
详细描述
经验总结方法需要具备丰富的经验和知识,包括对橡胶材料、注射工艺、模具结构等方面的了解。通 过分析实际生产中遇到的问题,如滞留、冷却不均等,可以对流道设计进行总结和优化。同时,可以 借鉴已有的成功案例,从中获取灵感和知识,进一步优化流道设计方案。
详细描述:在设计中,应充分考虑高粘度、高填充量对 流道的影响,选择合适的流道尺寸和浇口形式,以减小 注射阻力和提高填充均匀性。
详细描述:在设计中,应注意控制注射速度和压力,避 免出现喷射、短射等问题,同时注意保持模具温度的稳 定,以减小橡胶收缩率的波动。
05
结论与展望
结论
流道设计对橡胶注射成型至关 重要,合理的流道设计可以有 效提高产品质量、生产效率和
橡胶类模具设计规范 (节选)

xxxx纯橡胶产品模具设计技术规范1目的为规范xxxx纯橡胶产品设计(以下简称公司产品)轴套类产品模具设计,特编制本标准。
2 使用范围本规范适用于本公司轴套类产品模具设计。
3 引用标准无4 轴套类模具的组成4.1 轴套类模具由上模板、中模板、下模板、型芯、定位销、定位套、导向销、导向套、抬耳等主要部分组成。
5 流道设计要求5.1 排布流道时,应避免流道分支处与上一级流道交汇处出现尖角,应圆弧过渡。
5.2 流道排布应平衡,避免出现不对称,影响注射效果,流道壁面粗糙度小于Ra 018μm。
5.3 流道末端处,应设有冷料穴,伸出长度一般为10mm。
6 轴套类产品特点6.1按轴套组成形式,设计模具前应了解轴套类产品结构、材质、产品材料性能6.1.1 A类轴套:由内管、外管加橡胶体构成。
A类轴套(带铁骨架)一般情况下设计成上、中、下三模板结构。
例如A类轴套还包括铝骨架、尼龙骨架。
由于铝骨架、尼龙骨架刚度较小在注射时由于注射压力变形量较大,在设计时中板应设计成哈夫块结构,以避免由于骨架膨胀造成卸件困难。
6.1.2 B类轴套:内管加橡胶体构成。
B类轴套模具为方便卸件一般情况下设计为哈夫块结构。
6.1.3外管为翻边的骨架,在设计时应注意上板能将翻边压住,避免外管上下移动造成产品尺寸不合格。
例如6.2安装部位精度要求安装部位包括定位销与模板销孔定位,装配为过盈配合以保证装配性能,一般定位销尺寸比销孔尺寸大0.05mm为宜。
6.3.4模具材料及热处理一般情况下模板需经热处理调质,考虑到模具成本原因。
模板多用45#钢,硬度要求为HRC28-32度;模芯材质为P20,硬度要求为HRC33-38;开发初期单腔模具一般采用未调质的45#钢。
7 分型面的选择7.1 分型面的数目应少且为平面。
7.2不影响产品的外观质量。
在分型面处不可避免地出现飞边,因此应避免在外观光滑面上设计分型面。
7.3分型面一般不取在装饰外表面或带圆弧的转角处。
橡胶注射模具流道设计规则及方法课件

流道设计2
流道采用抛物线流道, 见图4 , 这种截面可在上模单边加工,热量及摩擦损失 小,进料流道中心冷凝慢, 有利于保压。根据胶料性能选取截面参数为D = (1/ 6) S max + 1. 5 = 5.4mm , S max = 零件壁厚= 23. 25mm , W = 1. 25 D = 7mm。
流道设计3
注浇道分为主浇道和分浇道。常用的断面形状有4种(见图3)。注浇道的断面 尺寸主要由胶料的流动性、焦烧时间、产品尺寸、模腔数及注浇道长短来确 定。胶料流动性好、焦烧时问较长、产品尺寸小、模腔数少时,R,h,a尺 寸小,反之R,h.a尺寸大(一般情况下R=2~3,h=3—4,a=4~6)。主浇道 尺寸比分浇道尺寸大20%~30%(是在特殊情况下采用,其作用是当模具打开 后,将汴浇道的胶料留在预想的板面上)。
层流效应
◆ 层流效应 图1与图2表明了流道中的胶料情况。由于对流道壁的粘性作用,中心区 域的胶料流动是最快的。胶料层之间的速度差异导致产生摩擦。在外层 胶料区域,相邻的胶料层间速度差异大,产生了高剪切力和急剧的升温。 在中心区域,相邻的胶料层流动速度相似,导致低剪切力和较少的升温。 结果是相对中心区域,位于外层区域的胶料获得了更高的热量。 层流效应真实地反应了橡胶的流动情况。无论是在注射单元中,CRB (冷流道)中或模具里都遵循着这一原理。同时,高温的流道壁也会将 热量传导给外层胶料。
层流效应分 析
叠加的结果是:流道外层区域比中心区域的胶料温度要高的多,见图3。
层流效应结 果
层流效应导致了内外层胶料无法进行混合,所以温度差异将会随 着流动长度的增加而加大。随着注射的进行,温度不均匀的胶料 进入到各个模腔里。
流道流效应
◆ 流道分流效应 由于流道外侧胶料的温度最高,当经过分流点时,高温胶料会一致地向内 侧的流道流动。中心部分的低温胶料流向外侧的流道。这样,高温胶料会 最终进入位于模具中央的高温模腔,低温胶料则进入外侧的较冷模腔。 模具多个模腔中的温度不均衡是很难改变的。即使对于模具整体,流道和 流道末端收口都有具有很好的热平衡性,胶料中不同温度部分带来的粘度 差异也会导致最终模腔中产品温度的不均衡(图4)。
橡胶模具设计PPT课件
锥面定位
10
圆柱面定位
11
斜边定位
12
销钉定位
13
讨论:
1. 什么情况使用镶块?带来哪些方便?会产生哪些问题? 2. 为了方便填料,用什么型式镶块合适?为了方便取出
制品呢?为了模具制造方便呢?为了节约模具材料呢? 3. 镶接型芯的主要目的是? 4.模具的导向与定位的作用是?如果不采用导向与定位
6
(三)嵌件(金属骨架)的定位
嵌件定位的一般原则 ➢ 嵌件在模具中定位应选在嵌件加工精度较高的部
位作为接合面,其他部位应留较大的间隙。 ➢ 模具与嵌件的接合表面间的间隙通常取
0.005~0.15mm,使嵌件插入模具中不至于过松, 又留有必要的热膨胀空间。 ➢ 定位嵌件的销子只允许设置在穿过制品的非工作 面上
胶料容易进入接缝,影响制品精度。。。。
15
2、为了方便填料,用什么型式镶块合适?为 了方便取出制品呢?为了模具制造方便呢?为 了节约模具材料呢?
3. 镶接型芯的主要目的是?
16
17
18
19
一些比较复杂的橡胶模其往往采用镶块和型芯结构, 以便于 型腔的机械加工, 节约材料, 又利于排气。型芯主要是成形 制品的内表面,在多腔模中往往又直接利用型芯成形制晶的全 部表面 , 因此镶块和型芯是橡胶压模设计中常用的结构。近 来又研究出新的浮动型芯结构。 根据镶块和型芯与模板的连接不同又分为活络式和固定式两种。
会? 5.举例比较各种导向与定位的特征与适用。(允许网上
查找截图) 6.各组按镶块,型芯镶接,嵌件,四种导向与定位,每
种举3-5例。(允许网上查找截图)
14
1.什么情况使用镶块?带来哪些方便? 会产生哪些问题?
一些稍微复杂的模具,如果没有特殊的加工模具,都要采用 镶块拼合。
橡胶加工工艺—橡胶注射工艺(高分子成型课件)

橡胶注射定义: 将胶料加热塑化成粘流态(熔融态),施以高压注射进入模具 热压硫化,然后开启模具取出成型制品的工艺过程。
三、橡胶的注射工艺
工艺特点
① 成型过程和硫化过程同时进行,工序简单,制品性能优异、质量稳 定; ② 胶料利用率高,可获得形状复杂的制品; ③ 自动化和半自动化程度高,劳动强度低,硫化速度快,生产效率高, 但需严格控制硫化工艺,否则胶料易过硫; ④属于周期性生产工艺,一次性投资大,模具结构复杂,加工成本高。 应用范围
6 成型周期—时间
高温快速硫化体系配方可大大缩短硫化时间。 厚制品硫化时由于制品内外层存在一定的温差,因此仍需适当延长硫化 时间保证制品质量。 一般情况下,充模时间与保压时间之和应小于焦烧时间,以防胶料在喷 嘴和模型流道处硫化,同时保证在硫化前完成压力均化过程,消除物料流 动中造成的内应力现象。
三、橡胶的注射工艺
适合于尺寸精度高、形状复杂、产量高的橡胶制品的生产,主要用于 密封圈、带金属骨架的模制品、减震垫及鞋类制品的生产。
三、橡胶的注射工艺
(一)注射过程及原理 1 注射成型过程
塑化
脱模
注射
热压 硫化
橡胶注射成型过程:塑化、注射、热压硫化,脱模。注射之前要求胶 料温度较低,防止发生焦烧,同时胶料应有较好的流动性,保证顺利注 模。注射保压后快速升温,且模具中内外层胶料温度均匀一致,提高 体系硫化效率。
三、橡胶的注射工艺
(二)注射工艺条件分析
5 喷嘴结构 喷嘴结构十分重要,喷嘴锥形部位斜度为30°-75°时,胶温上升最慢, 压力损失小。 减小喷嘴直径,注射时间延长,通过喷嘴摩擦生热高,易引起焦烧; 喷嘴直径增加,注射时间减小,焦烧危险性减小,但硫化时间增加。一 般情况下,喷嘴直径控制在2-6mm。
注塑模具流道系统.ppt
公模仁
節流閥
節流閥的形式及尺寸參數:
當多模穴中各模穴的流道几
何長度不均時﹐或在單模穴
中設置了多個進膠點﹐為了
控制各個進膠點的流量﹐在
其支路上設置節流閥﹐達到
頂針
進膠平衡的目的。節流閥一
般采用M5或M6的螺絲加工而 成﹐其工作原理是﹐在試模 時通過調節其螺紋的配合深
流道直徑(D1) 10
8
6
5
4
沉頭直徑(D) 12 10
MOTC ME 培訓處 內部教育訓練
專業課程表
型模體講解 各部分零件講解 公母模板標注詳細講解 側型芯的種類講解 斜銷 冷卻系統、頂出系統﹑流道系統 模具設計原則﹑條件﹑程序 成形機
流道系統(冷、熱)
好
好
對象:MOTC ME培訓處新進人員
學
要求:机械类专业
習
學員學時: 6學時
天
授課課時: 4課時
天
澆口的種類及參數
6.扇形澆口﹕(Fຫໍສະໝຸດ n Gate)扇形澆口適用于面積較大的平板形成品和透明件﹐普通澆口寬度狹小﹐易產生氣 泡和流痕﹐難以滿足產品要求。扇形澆品前端寬度較大﹐使塑膠均一流動成形﹐ 得到質地均勻的成品。但由于澆口寬度大﹐剪切較一般澆口困難。
尺寸參數(單位﹕mm) L=0.6~0.8D H=0.6~1.2(視成品肉厚取值) W=1.8~2.5D(視成品尺寸大小取值) =45~90%%d
澆口的種類及參數
b
aa
a
2.側澆口﹕(Side Gate)
側澆口是在模具中最長用的
澆口﹐加工簡單﹐澆口修剪
容易,流動性良好.澆口的位
置多選擇在沒有裝配要求﹐
L
便于修剪澆口且利于填充成
塑料模具课件-6、橡胶注压成型模具设计
• 6.1注压模具设计的特殊要求 – ⑴注压模具要有足够的强度和刚度 – ⑵一模多腔排列要采用平衡式布置,浇道尽量短 – ⑶橡胶注压模具温度很重要。设计模具要有测温孔。 6.2注压模具的结构特点 ⑴橡胶注压模具的配合精度高于注塑模具,如0.01的缝 隙对塑料无溢料但橡胶就出现飞边 ⑵橡胶注压模具必须在140℃~190 ℃ 进行硫化,所以模 具需要加热装置。而塑料模具则需要水冷; ⑶橡胶高弹性体可省自动顶出机构,硬质橡胶才和塑料 相同,需要设计顶出机构
图例
图例
图例
7.橡胶压制成型模具设计
• 7.1压制成型模具的结构种类和用途 • ⑴开放式,适用于硬度较低,并有较大流动性的胶料制造形状简单的
制品。
• ⑵封闭式,适用于夹布、夹其他织物的制品以及胶料硬度较高流动性 差的制品。
• ⑶半封闭式,适用于上下模带有型腔,制品同轴要求较高的单型腔模 具。
• ⑷铰链式,适用于制品小或制品中的镶块暴露在凸模 上,操作容易碰伤的场合。
• ⑸外箍压紧式,适用于夹布胶带、夹锦纶、涤纶丝三 角胶带、平角带以及电影传送带等夹织物制品。
目前模具零件的常用精度
一、尺寸精度 • IT5~IT7:高精度,模具中的重要零件或重要模具; • IT8~IT10:中精度,一般模具零件; • IT11~IT12:低精度,不太重要零件; • IT13~IT18:自由尺寸,毛坯等。 • 二、表面粗糙度 • 型腔型芯表面、主流道表面、分型面等Ra0.4 • 导柱导套配合面等其它配合面Ra0.8; • 接触表面Ra1.6; • 其它表面Ra3.2。
Байду номын сангаас
三、配合的选择(优先选用基孔制)
• ⒈工作中有相对运动选用间隙配合:
橡胶注射冷流道设计与优化方法
橡胶注射冷流道设计与优化方法橡胶注射成型技术在现代工业生产中扮演着重要的角色,而冷流道的设计与优化是该技术的关键环节之一。
本文将介绍橡胶注射冷流道设计的基本原则和常用的优化方法,以期为相关从业人员提供参考和指导。
一、橡胶注射冷流道设计的基本原则橡胶注射冷流道的设计应遵循以下几个基本原则:1. 流道长度的最小化:流道长度的增加会导致橡胶注射过程中的热损失增加,从而影响产品的性能和质量。
因此,在设计冷流道时,应尽量缩短流道长度,以减少热损失。
2. 流道截面积的均匀分布:在橡胶注射过程中,流道的截面积应该均匀分布,以确保橡胶在注射过程中能够均匀地流动,并最终得到均匀的产品。
因此,在设计冷流道时,应根据产品的形状和尺寸,合理确定流道的截面积分布。
3. 流道的光滑性:流道的光滑度会影响橡胶注射过程中的摩擦损失和流动阻力。
因此,在设计冷流道时,应尽量保持流道的内壁光滑,并避免出现棱角和突变。
4. 流道的平衡性:流道的平衡性直接影响橡胶注射过程中的流量分布和产品的尺寸一致性。
因此,在设计冷流道时,应保证各个分支流道之间的流量平衡,以获得产品尺寸一致的最佳效果。
二、橡胶注射冷流道优化方法在橡胶注射冷流道的设计过程中,可以使用以下几种优化方法来提高产品的质量和生产效率。
1. 流道模拟仿真:通过利用流道模拟仿真软件,可以对冷流道的设计进行数字化仿真,以预测橡胶在注射过程中的流动情况、冷却效果等关键参数。
通过优化流道的设计参数,如流道截面积、长度、分布等,可以得到最佳的冷流道设计。
2. 热流分析:通过热流分析,可以计算橡胶在注射过程中的热传导情况,确定冷流道的冷却效果和温度分布。
基于热流分析的结果,可以对冷流道的尺寸和分布进行优化,以提高产品的冷却效率和质量。
3. 流道材料的选择:选择适当的材料来制作冷流道是橡胶注射过程中的一个重要环节。
优秀的流道材料应具有良好的导热性和耐磨性,以确保橡胶在注射过程中能够得到快速、均匀的冷却。
注塑模具流道设计标准

注塑模具流道设计标准一﹑流道系統的設計﹕流道系統是指塑料熔體從注射機噴嘴射出后到達型腔之前在模具內流經的通道。
流道系統分為普通的流道系統和熱流道系統兩大類。
普通流道系統一般由主流道﹐分流道﹐澆口和冷料穴等四部分組成。
冷料穴的長度應1.5-2倍分流道的直徑。
主流道的長度應盡量短﹐最大不能超過80MM。
分流道的直徑及形狀應根據塑料的材質及成品的體積和進膠電的多少決定。
PC透明料應采用彎曲的分流道﹐這樣可減少成品中的氣泡。
流道系統設計的一般原則﹕1﹐了解塑料的成型性能和塑料熔體的流動特性。
2﹐采用盡量段的流道。
3﹐流道系統設計應有利于良好的排氣。
4﹐便于修整膠口以保証塑件外觀質量。
5﹐流道系統應結合型腔布局同時考慮。
A﹑主流道份為垂直和傾斜的兩種。
B﹑分流道按截面形狀分為圓形﹑梯形﹑U形﹑半圓形及矩形等。
分流道截面形狀及尺寸應根據塑料件的結構﹑塑料的工藝特性﹑成型條件及分流道的長度等因素來確定。
分流道的長度應盡量短﹐且少彎折﹐便于注射成型過程中最經濟地使用原料和注射機的能耗﹐減少壓力損失和熱量損失。
C﹑澆口澆口是位於流道與成形空間的小通道,澆口的位置、數量、形狀、尺寸等是否適宜,直接影響到成形品的外觀、尺寸精度、物性和成形效率。
澆口大小之決定,需視成形品之重量、成形材料特性及澆口之形狀而定,在不影響成產品機能及成形效率下,澆口應儘量縮減其長度、深度及寬度。
若澆口過小,則易造成充填不足、收縮下陷、熔合線等外觀上的缺陷,且成形收縮會增大。
若澆口過大,則澆口周邊產生過剩的殘留應力,導致成形品變形或破裂,且澆口之去除加工困難等。
常用澆口的類形有直接澆口﹑扇形澆口﹑側澆口﹑平縫澆口﹑環形澆口﹑點形澆口﹑潛伏澆口叫﹑護耳澆口等。
側澆口拉切式潛伏澆口二次流道式平縫式澆口扇形澆口護耳式澆口缺點是切除澆口較難,留有很大澆痕.適用于成形聚碳酸酯(PC),硬聚氯乙烯(PVC-R),ABS. 拉切式潛伏澆口二﹑頂出系統的設計﹕頂出機構設計原則﹕1﹑保証塑件不因頂出而變形損壞。
橡胶模具设计教程(PPT32页).pptx

(3)半封闭式填压模 从结构上看,兼有了开放式填压模和封闭式填压模的优点。 这种结构的排气性能较好,制品的致密度也较高,胶料流
失小,利用率高。这类模具亦适合于夹织物橡胶制品的模压生 产。
2.压注模的基本结构及特点
压注模的基本结构如图所示。压 注模的特点是模型闭合后再铸入胶料, 而且塑料在压力作用下经浇注系统铸 入,所以型腔内气体易于排除。
这种模具结构简单,易于制作设计,制造周期短,成本低, 操作方便;而且易于排除型腔内的气体,避免制品产生气泡。
(2)封闭式填压模 其结构特点是上、下模板在型腔的延长部位直接进行导向
和定位。上模有一凸起部分伸入型腔的延续部分,当上模凸起 部分与型腔延续部分的上端接触后,模具型腔就处于封闭状态。
这种模具的结构优点是胶料难以流出模具型腔之外,压力 较大,所得制品致密度高;对复杂制品可避免局部欠压引起的 缺胶现象。
3.橡胶的成形工艺特点
生胶性质极不稳定,弹性不高,不能直接用来制造橡胶制 品,使用价值低。
为改善这些性能,常以生胶为基础,配以碳黑、填料、硫 磺等混炼而成混炼胶。再经过加热加压处理后,便产生弹性, 并具有耐热、耐寒、耐油、耐溶剂、耐磨、减振、密封、电绝 缘等重要性能。
(1)橡胶制品 主要原料是生橡胶,同时要添
1)不得影响制品的外观质量和尺寸精度; 2)要有利于脱模取件; 3)位置设计,要有利于模具中的排气; 4)要有利于飞边的切除; 5)设计要力求简单。 4.进料口 避免设计在工作表面和外观显眼的位置,保证不因肥料的切除影响制品 的使用功能。
(三)橡胶模结构设计
1.浇注系统的设计
(1)主浇道的设计
主浇道可以直接设置在模板上,也可以设计成嵌套式的。 主浇道为圆锥孔,上小下大,锥度一般为1:12、1:10等;大头 出口处设计成圆角,圆角半径0.5~2.5mm左右;尽量短些,降 低胶料的消耗及压力和热能的损失。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
制约硫化时间的因 素
制约硫化时间的因素 通过对注射过程中胶料流动状态的分析,不同位置的胶料受到的剪切和升温 有着很大的不同。这种过热的现象,集中出现在一些固定的区域,导致胶料 因受过度剪切而性质退化或焦烧。一方面,这些集中的过热区域制约了对胶 料整体温度的提升。另一方面,胶料中获得剪切作用少的部分,温度低。而 正是最低温的部分延长了硫化时间。
层流效应
◆ 层流效应 图1与图2表明了流道中的胶料情况。由于对流道壁的粘性作用,中心区 域的胶料流动是最快的。胶料层之间的速度差异导致产生摩擦。在外层 胶料区域,相邻的胶料层间速度差异大,产生了高剪切力和急剧的升温。 在中心区域,相邻的胶料层流动速度相似,导致低剪切力和较少的升温。 结果是相对中心区域,位于外层区域的胶料获得了更高的热量。 层流效应真实地反应了橡胶的流动情况。无论是在注射单元中,CRB (冷流道)中或模具里都遵循着这一原理。同时,高温的流道
一种常见的调整方法是通过调节流道末端收口的尺寸大小来调节胶 料流速的高低。由于更高的胶料温度和更高的流动速度具有正相关 性,使得缩减收口虽然能带来流量的减少,但胶料温度也随之升高, 加剧了热不平衡。 多腔模具总是在同一时间打开所有的模腔(开合模的情况),所以 低温模腔决定了实际所需的硫化时间,而高温模腔决定了注射压力 和模具整体的温度上限。
层流效应分 析
叠加的结果是:流道外层区域比中心区域的胶料温度要高的多,见图3。
层流效应结 果
层流效应导致了内外层胶料无法进行混合,所以温度差异将会随 着流动长度的增加而加大。随着注射的进行,温度不均匀的胶料 进入到各个模腔里。
流道分流效应
◆ 流道分流效应 由于流道外侧胶料的温度最高,当经过分流点时,高温胶料会一致地向内 侧的流道流动。中心部分的低温胶料流向外侧的流道。这样,高温胶料会 最终进入位于模具中央的高温模腔,低温胶料则进入外侧的较冷模腔。 模具多个模腔中的温度不均衡是很难改变的。即使对于模具整体,流道和 流道末端收口都有具有很好的热平衡性,胶料中不同温度部分带来的粘度 差异也会导致最终模腔中产品温度的不均衡(图4)。
流道设计2
流道采用抛物线流道, 见图4 , 这种截面可在上模单边加工,热量及摩擦损失 小,进料流道中心冷凝慢, 有利于保压。根据胶料性能选取截面参数为D = (1/ 6) S max + 1. 5 = 5.4mm , S max = 零件壁厚= 23. 25mm , W = 1. 25 D = 7mm。
流道设计3
注浇道分为主浇道和分浇道。常用的断面形状有4种(见图3)。注浇道的断面 尺寸主要由胶料的流动性、焦烧时间、产品尺寸、模腔数及注浇道长短来确 定。胶料流动性好、焦烧时问较长、产品尺寸小、模腔数少时,R,h,a尺 寸小,反之R,h.a尺寸大(一般情况下R=2~3,h=3—4,a=4~6)。主浇道 尺寸比分浇道尺寸大20%~30%(是在特殊情况下采用,其作用是当模具打开 后,将汴浇道的胶料留在预想的板面上)。
流道设计 1
流道是通过浇口连接主流道与型腔的桥梁,它的设计应保证在相同压力下使 各型腔同时充模,同时表面积/体积比,应尽可能小,其截面形状有圆形、 梯形、方形和抛物线形,据经验抛物线形是最理想的形状,它能减少热量损 失、在单边加工较容易并取出方便。其计算公式如下: W= 1.25D;D=S+1.5 式中W —— 截面最上端尺寸,mm;D一流道直径,mm; S 一零件壁厚,mm 分流道的形式有圆形和矩形两种,其中又分有完全平衡、部分平衡和完全不 平衡等结构布局,应根据实际情况尽量选用完全平衡的形式。