测试治具设计规范
FCT治具制作规范
FCT治具制作规范FCT(Functional Circuit Test)治具是用于测试PCB(Printed Circuit Board,印刷电路板)的一种测试工具。
在制作FCT治具时,需要遵循一定的规范,以确保其功能和性能的稳定和可靠性。
下面是FCT治具制作规范的详细说明。
1.设计规范-FCT治具的设计应满足PCB的尺寸要求,并且适应不同尺寸的PCB。
-治具的连接接口应与测试设备兼容,并且能够稳定连接。
-治具的连接接口数量和类型应与PCB上的测试点相匹配。
-治具的布线应简洁、清晰,并且避免交叉干扰。
-治具的外观应美观、牢固,且易于操作和维护。
-治具的标识应清晰明了,以便操作人员能够正确操作。
2.材料规范-FCT治具的主体材料应具有良好的绝缘性能,并能承受较高的电压和电流。
-连接线材料应具有良好的导电性能、抗氧化性能和耐久性。
-治具的固定材料应具有良好的机械强度和耐久性。
3.制作规范-治具制作过程中应采用精密的加工设备和工艺,以确保治具的精度和稳定性。
-治具制作过程中应严格按照设计要求进行,避免误差和失配。
-治具的连接接口应与测试设备进行精确匹配。
-治具的连接线应连接稳定,避免接触不良和松动。
-治具的测试点应与PCB的测试点完全对应,并且接触良好。
-治具制作完成后,应进行严格的测试和调试,确保其性能和功能的稳定性。
4.使用规范-使用FCT治具时,应按照操作手册进行正确操作,避免操作失误和错误接触。
-使用FCT治具时,应确保测试环境的稳定和安全。
-定期对FCT治具进行维护和保养,及时更换磨损和损坏的部件。
-使用FCT治具时,应定期进行校准和验证,确保测试结果的准确性。
-当治具使用寿命达到或超过设计寿命时,应及时更换治具,以确保测试结果的准确性和可靠性。
总结:制作FCT治具的规范对于保障其功能和性能的稳定和可靠性至关重要。
通过遵守这些规范,可以确保治具在测试PCB时能够提供准确、可靠的结果,提高产品测试的效率和质量。
TRI5001治具制作规范

目录项次内容页次1.目的 32.适用范围与场合 33.参考文件与应用文件 34.内容 3 ~ 184.1 权责区分 34.2 治具制作规范 3- 185.历史变更记录 186.附件 18( 一 ) 目的:1.1目的:为让公司ICT 测试治具制作规范,标准化而制订.( 二 ) 适用范围及场合:2.1 范围:本程序适用于公司所有TRI5001 ICT测试治具.2.2 场合:本程序适用于所有TRI5001 ICT测试治具需求单位.( 三 ) 参考文件与应用文件:3.1 参考文件:无3.2 应用文件:无( 四 ) 内容:4.1 权责区分:4.1.1 机板制造课ICT工程人员负责操作及控制.4.1.2 本标准书由机板工程部 ATE工程人员负责制定及修改.4.2 治具制作规范:4.2.1 治具制作铣让位标准针对常规的R,C,L零件,零件的长宽以PCB的零件外框中心点为其准在外框上再增加1mm,零件铣让位的高度为零件的长度再增加1mm针对connect体的高度上再增加2.5mm针对BGA让位,长宽以PCB板上零件的外框为基准,深度下铣6mm深,针对CPU connect让位,长宽以PCB板上零件的外框为基准,深度下铣7mm深针对不规则的电感电容让位,长宽以PCB板上零件的外框为基准再增加2mm,深度要在零件本体的高度上再增加2.5mm.4.2.2 PCB板上所有的测试点位置在载板上要铣让位出。
4.2.3 PCB中所有定位孔在载板上一定要钻有相对应的预留孔,用于安装定位柱固定PCB板。
4.2.4 治具绕线:治具内部电源绕线:如图:a,治具内部电源要用AWG18-AWG22号线b,且必须用焊接方式且必须加热缩导管c,地线一定要用黑色或绿色线d不同电源要用除黑色和绿色线以外的彩色线e 从治具POWER转接板引出的地线,一定要并接,不可将之焊接在一起(如图)治具内部电源端子绕线:如图a,自系统所接之电源线不可以直接接到针套端上,而必须通过端子台转接b,从端子台接到针套端之电源线必须用AWG18-AWG22号线c,电源线与端子头必须用焊接的方式,不可以用夹的方式d,电源线接到针套端也必须用焊接的方式且必须加热缩套管。
TRI_ICT测试治具制作规范

4.Sensor 后焊式放大器焊线后必须加 套管,放大器到针的距离要小于15mm, 接信号使用红线,接地使用黑线 。 线规格为: 使用20号线
正极 套管包住放大器
Testjet sensor
5.固定在载板上的放大器两端需焊接 BRC针头,确保和testjet针接触良好.
BRC探针型号100-PRP2519L
2.治具上必须贴上标签;标签要求贴在下模正前方左上角位置,标签内容定义如下: 1)字体:英文字体(The New Roman)20号字 2)内容:Model,Weight,Date,Vendor
治具架构定义
3.牛角需分上下安装,避免使用转接针;Power Board的安装一定要放在下模组,牛角列 的最下端方便电源线的拔插 牛角排列应按照从右到左;由下到上,由小到大的 原则
治具绕线
1.治具电源绕线:
• • • • • •
治具内部使用AWG18-AWG22号线 必须用焊接方式且必须加热缩套管 不同电源要用除黑色和绿色线以外的彩色线 从治具POWER转接板引出的地线,一定要并接,不可将之焊接在一起
自系统所接之电源线不可以直接接到针套端上,而必须通过端子台转接,
电源线与端子头、电源线与针套端,必须用焊接的方式且必须加热缩套管
6.完整的testjet构成由三部份组成 (probe,放大器,感应板).
probe
放大器
感应板
7.针对Notebook BGA testjet sensor可固定在载板也可将载板铣空.
治具针床特殊定义
1. 对针板上针点比较密集处(特别是CPU socket下面的针点)必须用3mm加强板 来固定针套 2.针床上的弹簧分布要对称,使载板水 平放置且受力均衡
FCT治具制作标准规范.docx
-+F C T 治具制作规格书-+目录:1.定⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯12.范⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯13.内容⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯14.⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯25.制作范5.1⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯35.2⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯35.3⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯45.4⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯55.5⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯55.6⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯65.7⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯7-+1、定义:FCT(功能测试 ) 它指的是对测试目标板 (UUT: Unit Under Test) 提供模拟的运行环境 ( 激励和负载 ) ,使其工作于各种设计状态,从而获取到各个状态的参数来验证目标板的功能好坏的测试方法。
简单地说,就是对目标板加载合适的激励,测量输出端响应是否合乎要求。
一般专指 PCBA的功能测试。
FCT治具是针对 PCBA已经成品进行模拟功能测试的一种治具。
ICT 与 FCT的不同:ICT只测导通状态,可侦测元件开短路,LCR的数值,二极管的反向,其它半导体的通断等等。
他的原理是将影响该元件的其它元件屏蔽起来单独测试一个或串并联的一组元件。
FCT不一样,即是指功能测试,它是对 PCBA通过相关的电压或信号检查其关键元件或输出的波形,真值是否合格。
不针对元件测试。
当然,如果元件失败,功能是一定会有影响的。
ICT 有通用测试仪, FCT只能根据具体的测试要求来做。
2、范围:FCT治具有电动/汽缸/手动快速夹、手动曲柄等各式机构。
结构材料可跟据需要采用进口电木、压克力、铝合金、铁质、赛钢或纤维板等。
FCT治具制作要求规范
F C T 治具制作规格书目录:1.定义 (1)2.围 (1)3.容 (1)4.权责 (2)5.制作规5.1 (3)5.2 (3)5.3 (4)5.4 (5)5.5 (5)5.6 (6)5.7 (7)1、定义:FCT(功能测试)它指的是对测试目标板(UUT:Unit Under Test)提供模拟的运行环境(激励和负载),使其工作于各种设计状态,从而获取到各个状态的参数来验证目标板的功能好坏的测试方法。
简单地说,就是对目标板加载合适的激励,测量输出端响应是否合乎要求。
一般专指PCBA的功能测试。
FCT治具是针对PCBA已经成品进行模拟功能测试的一种治具。
ICT与FCT的不同:ICT只测导通状态,可侦测元件开短路,LCR的数值,二极管的反向,其它半导体的通断等等。
他的原理是将影响该元件的其它元件屏蔽起来单独测试一个或串并联的一组元件。
FCT不一样,即是指功能测试,它是对PCBA通过相关的电压或信号检查其关键元件或输出的波形,真值是否合格。
不针对元件测试。
当然,如果元件失败,功能是一定会有影响的。
ICT有通用测试仪,FCT只能根据具体的测试要求来做。
2、围:FCT治具有电动/汽缸/手动快速夹、手动曲柄等各式机构。
结构材料可跟据需要采用进口电木、压克力、铝合金、铁质、赛钢或纤维板等。
根据需要可以采用上下植针进行测试,应用于电脑电源主板、LED灯主板、液晶电视主板、通信设备主板等电子产品。
依据控制模式的不同,可以分为手动控制功能测试、半自动控制功能测试、全自动控制功能测试。
快速夹结构压扣结构手动曲柄结构气动结构3、容:FCT治具制作流程:3.1 FCT治具原材料的选择。
3.2 FCT治具的设计3.3 FCT治具组装调试。
3.4 FCT治具检验标准。
3.5 FCT治具使用注意事项。
3.6 FCT治具的保养。
4、权责:4.1 生产部负责FCT治具的CNC编程设计,CNC加工,机械组装。
4.2 品质部依据《接单表》、《FCT检验标准》进行检验。
ICT测试治具制作规范
ICT测试治具制作规范一、引言二、设计要求1.治具设计应能够满足产品的测试需求,包括测试点的数量和位置等方面的要求。
2.治具设计应考虑产品的结构特点,能够固定住产品并确保测试的准确性和稳定性。
3.治具设计应符合人机工程学原理,方便操作人员使用。
三、加工要求1.治具的材料应符合产品测试的要求,具有足够的强度和耐用性。
2.加工工艺应精确,确保治具的尺寸和形状符合设计要求。
3.治具的制作过程中应采取防尘、防静电等措施,以保护产品的安全性和稳定性。
4.治具的加工过程中应采用精密设备和仪器进行检测和校准,保证治具的质量和性能。
四、使用要求1.治具在使用前应进行检查和试验,确保其功能正常并达到设计要求。
2.操作人员应熟悉治具的使用方法和注意事项,并按照要求进行操作。
3.在使用过程中,应注意保持治具的清洁和整洁,定期检查和维护,以保证其正常使用和延长使用寿命。
4.治具的存放和保管应符合相关规定,避免受到损坏或丢失。
5.治具在长时间不使用时,应妥善保存,并进行必要的维护和保养,以防止老化和损坏。
五、质量控制要求1.治具的设计、加工和使用过程中应建立相应的质量控制体系,确保治具的质量稳定性和可靠性。
2.治具应具有必要的标识和编号,以便于追溯和管理。
3.对治具的质量进行定期检测和评估,及时发现和解决问题,提高治具的可靠性和使用寿命。
六、安全注意事项1.操作人员在使用治具时应注意自身安全,佩戴必要的防护用具。
2.治具使用过程中,应严格按照相关安全规定进行操作,禁止超负荷使用和非法改装。
3.治具在非使用状态下应存放在安全的地方,避免引发意外事故。
4.发现治具存在问题或故障时,应立即停止使用,并进行检修。
七、总结ICT测试治具的制作规范是确保治具质量和性能的关键,本文介绍了设计、加工和使用等方面的要求,并提出了相应的质量控制和安全注意事项。
只有通过严格遵守这些规范,才能制作出符合要求的治具,提高测试效率和产品质量。
测试治具设计规范

第1页测试治具设计规范
一、目的:
规范工程师设计工作,标准化测试治具制造工艺。
二、适用范围:
适用于本公司所有测试治具设计。
三、资料要求:
首件打样需提供详细资料。
对于测试治具需提供GERBER 、实板及要求。
对对于外厂加工而本厂返修则需提供Gerber 及具体数据要求。
四,设计要求:
1. 所有功能达成。
根据客户提供的PCB 实际情况,确定所需测试功能,设计测试治具的原则是要把PCB 板
上所有的功能都能实现。
2. 使用的安全性。
测试治具要在使用者的角度考虑,要保证操作者的安全,不能有安全隐患。
另,要考虑
治具在使用的过程不能对被测试的产品造成损坏,要尽量避免因误操作而造成损坏被测试产品的情况。
3. 使用的方便性。
测试治具要考虑在使用的过程中要方便可靠,不可以出现操作不便的情况。
测试治具设计
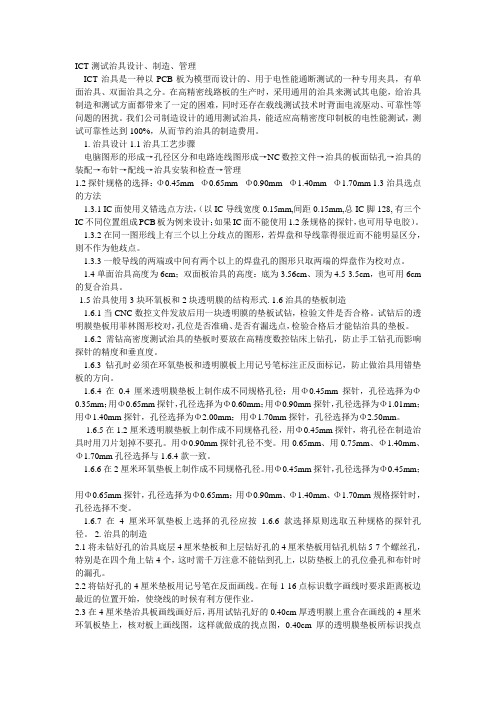
ICT测试治具设计、制造、管理ICT治具是一种以PCB板为模型而设计的、用于电性能通断测试的一种专用夹具,有单面治具、双面治具之分。
在高精密线路板的生产时,采用通用的治具来测试其电能,给治具制造和测试方面都带来了一定的困难,同时还存在载线测试技术时背面电流驱动、可靠性等问题的困扰。
我们公司制造设计的通用测试治具,能适应高精密度印制板的电性能测试,测试可靠性达到100%,从而节约治具的制造费用。
1. 治具设计 1.1 治具工艺步骤电脑图形的形成→孔径区分和电路连线图形成→NC数控文件→治具的板面钻孔→治具的装配→布针→配线→治具安装和检查→管理1.2 探针规格的选择:Φ0.45mm Φ0.65mm Φ0.90mm Φ1.40mm Φ1.70mm 1.3 治具选点的方法1.3.1 IC面使用义错选点方法,(以IC导线宽度0.15mm,间距0.15mm,总IC脚128, 有三个IC不同位置组成PCB板为例来设计;如果IC面不能使用1.2条规格的探针,也可用导电胶)。
1.3.2 在同一图形线上有三个以上分歧点的图形,若焊盘和导线靠得很近而不能明显区分,则不作为他歧点。
1.3.3 一般导线的两端或中间有两个以上的焊盘孔的图形只取两端的焊盘作为校对点。
1.4 单面治具高度为6cm;双面板治具的高度:底为3.56cm、顶为4.5-3.5cm,也可用6cm 的复合治具。
1.5 治具使用3块环氧板和2块透明膜的结构形式. 1.6 治具的垫板制造1.6.1当CNC数控文件发放后用一块透明膜的垫板试钻,检验文件是否合格。
试钻后的透明膜垫板用菲林图形校对,孔位是否准确、是否有漏选点,检验合格后才能钻治具的垫板。
1.6.2需钻高密度测试治具的垫板时要放在高精度数控钻床上钻孔,防止手工钻孔而影响探针的精度和垂直度。
1.6.3钻孔时必须在环氧垫板和透明膜板上用记号笔标注正反面标记,防止做治具用错垫板的方向。
1.6.4在0.4厘米透明膜垫板上制作成不同规格孔径:用Φ0.45mm探针,孔径选择为Φ0.35mm;用Φ0.65mm探针,孔径选择为Φ0.60mm;用Φ0.90mm探针,孔径选择为Φ1.01mm;用Φ1.40mm探针,孔径选择为Φ2.00mm;用Φ1.70mm探针,孔径选择为Φ2.50mm。
ISO9001-2015治具制作规范
治具制作规范(ISO9001:2015)1.目的:为了使员工有规可循,使治具制作作业标准化,规范化。
2.适用范围:凡专用治具制作均适用之。
3.作业内容:3.1检查、组装:3.1.1判断治具上下模:根据钻孔人员所写料号后面的U、D以及点图判断,U表示上模,D表示下模。
以方向孔(3个Ф5.0mm孔与1个Ф6.0mm孔和1个Ф3.175mm孔组成)判断上模方向孔在治具的左下角,下模则在右下角;3.1.2检查PIN孔:以面板上PIN孔的对应PIN试试几PCS,检查有无异样;检查上下模所有PIN孔是否一一对应且无偏位,OK后方可下一步作业。
3.1.3检查面板孔:以工程画下的点图镜像与针盘上的孔位一一对齐,检查是否漏钻、孔偏、孔斜、未钻透、孔破等不良以及工程是否少画点与多画点。
并检查点图起点是否正确,上模起点在治具的左上方,下模起点为右上方(特殊例外如001碳墨治具)。
3.2插管:3.2.1先试插各种套管,检查有无异样(插管不顺或孔太大套管会沉入面板或插针后拔针时会带出套管等)3.2.2插带有OK线套管,按点图顺序以黑、棕、红、橙、黄、绿、蓝、紫的颜色顺序依次插入。
3.2.3插20#以下套管时,套管会露出面板太高,顺先用平整的压克力条垂直一点点敲下去,并且用力要均匀落点准确(参考实际操作)至套管高出面板3mm左右为准。
3.2.4插1#、2#套管时,不得单支插入,应用手指取顺一排一次性插入,套管不得倒一手心内插管。
3.3压管:3.3.1压管时速度要缓慢,并且下压时要垂直,一次性不可压太多套管,依压棒能全部罩住所下压的套管为准。
3.3.2压管不顺时,要作相应处理才可继续作业,不得强行下压,以防套管口变形。
3.4上牛角3.4.1下模牛角:先把牛角架按孔位上至架构上,再把治具反过来,使治具绕线面向上再用特定的牛角螺丝把牛角上至牛角架上,牛角绕线齿与治具针盘一致,牛角缺口向外。
(牛角缺口向面板为内反之为外)。
3.4.2上模牛角(延长架构)先把牛角架按孔位与架构对好。
ICT测试治具制作规范

2. BGA: Ball Grid Array
球栅阵列结构
3. PCB: Printed Circuit Board 印刷电路板
4. DIP: Dual In-line Package 双列直插式封装
制作项目
Agenda
➢测试治具材质定义 ➢测试治具架构定义 ➢测试治具载板铣让位标准
SMT 167
载板厚8mm
针板厚10mm
底板厚12mm
铝盒高度70mm
治具制作铣让位标准
1.针对常规的R,C,L零件,长宽以PCB零件丝印为基准再加铣1mm. 高度是以零件的本体 加铣2mm
封装 1206 1005 0805 0603 0402
长度(mm) 单边外扩1.0 单边外扩1.0 单边外扩1.0 单边外扩1.0 单边外扩1.0
2.针床上的弹簧分布要对称,使载板水 平放置且受力均衡
3mm加强板
弹簧分布图
治具针床特殊定义
3.治具内上下模需要布置ESD屏蔽铜板,且大小必须覆盖针板有针的地方. 铜箔板厚度:1.6mm, FR4单面覆铜, 1.5mm玻璃纤维板加单面覆盖0.1mm铜箔 铜板屏蔽层
治具针床特殊定义
4.预留至少10个转接针接口,并加上针套以备用 .
DIP零件
DIP pin
治具制作铣让位标准
6.针对其它零件让位,长宽均以PCB零件丝印为基准再加铣2mm,深度在零件本体的高 度上再加铣2.5mm.
7.针对IC零件让位,长宽均以PCB零件丝印为基准再加铣1mm. 8.PCB板上所有的测试点位置在载板上要铣出让位,让位比率为 1:1.5
治具Tooling Pin定义
后焊式
零件高度(mm) 针板下铣高度(mm)
《1.5
通用治具设计标准规范最新版

通用治具设计标准规范最新版
通用治具设计标准规范是指在工业生产过程中,为了提高生产效率和质量,提供统一的设计要求和规范,确保治具在各种工艺流程和产品规格下的可靠性和稳定性。
通用治具是指可以适用于多种不同产品的治具,具有较高的通用性和灵活性。
通用治具设计标准规范的最新版包括以下几个方面的内容:
1. 总体要求:规定通用治具的使用寿命、可维修性和可调试性等总体要求,确保治具设计符合整体生产需求。
2. 材料要求:规定治具设计所使用的材料的品质和性能要求,要求材料具有足够的强度和耐磨性,同时要求材料不会对产品造成污染。
3. 结构设计:规定通用治具的结构形式和连接方式,确保治具可以准确地定位和固定产品,在生产过程中不会发生松动和位移。
4. 操作要求:规定通用治具的操作要求,包括安装、调试和维护等,确保工作人员能够正确操作治具,避免因操作错误导致的事故和质量问题。
5. 标志和标识:规定通用治具的标志和标识要求,包括规定治具的型号、使用范围和使用注意事项等,以便于工作人员正确使用治具。
6. 测试和检验:规定对通用治具进行测试和检验的要求,包括治具的功能测试、外观检查和尺寸测量等,确保治具的质量和性能符合设计要求。
7. 维护和修理:规定通用治具的维护和修理要求,包括定期保养、更换易损件和修理故障等,确保治具在使用过程中能够保持良好的工作状态。
通用治具设计标准规范的最新版是根据工业生产的最新技术和需求进行更新和完善的,旨在提高治具的精度、稳定性和适用性,减少生产中的问题和故障,提高生产效率和产品质量。
通过合理设计和规范治具的使用,可以降低工业生产中的时间和成本,提高企业的竞争力和市场份额。
TRIICT测试治具制作规范

TRIICT测试治具制作规范1.引言2.材料选择2.1治具外壳材料应选用耐用、绝缘性好且防火的材料,如热塑性塑料或阻燃材料。
2.2电子元件应选用具有稳定性能和长寿命的品牌,如三星、飞思卡尔等。
2.3导线选择应符合电气规范,并具有良好的导电性和耐磨性能,如铜或铜合金材料。
3.结构设计3.1治具结构应合理,易于安装和拆卸。
必要时,可以考虑采用模块化设计,以便于维护和更换部件。
3.2治具内部应具备良好的布线设计,避免导线纠缠和短路等问题。
布线应尽可能简洁,便于后期维护。
3.3治具的接口设计应符合标准尺寸和电气接口要求,以确保与被测设备的连接性能良好。
4.制作工艺4.1治具制作过程应遵循工艺规范,包括表面处理、切割、钻孔、打磨等。
对于需要电镀的部件,应选用符合标准的电镀工艺进行处理。
4.2焊接过程中,应确保焊接点牢固可靠,焊接质量符合标准要求。
4.3对于特殊材料或结构的治具,应制定专项工艺流程,并进行相关测试和验证。
5.测试性能要求5.1治具的测试性能应符合被测设备的要求,具备良好的稳定性、重复性和准确性。
5.2治具的失效率应控制在一定范围内,以保证测试过程的可靠性。
5.3治具应具备一定的故障检测和报警机制,可以及时发现异常情况并提供相关提示。
6.质量控制6.1治具在制作过程中应进行严格的质量控制,包括对材料、制作工艺和测试性能的监督和检验。
6.2制作完成后,应进行全面的测试和验证,确保治具性能符合要求,并记录相关测试数据和结果。
6.3治具的维护和保养工作应定期进行,并建立相应的档案,以便于追溯和管理。
7.安全环保7.1治具使用过程中应注意人身安全和设备安全,避免发生火灾、触电等意外情况。
7.2治具制作过程中应遵守环保法规和标准,合理使用材料和资源,减少对环境的污染。
8.总结TRIICT测试治具的制作规范对于保证治具的性能和使用寿命具有重要意义。
合理的材料选择、结构设计和制作工艺,以及严格的质量控制和安全环保措施,将有助于制作高质量的TRIICT测试治具。
通用治具设计标准规范有哪些
通用治具设计标准规范有哪些通用治具设计标准规范作为一项重要的工程设计指导文件,对于治具的设计和制造起着至关重要的作用。
下面将介绍通用治具设计标准规范中的几个重要方面。
首先,通用治具设计标准规范要求治具的设计要符合人体工程学原理。
这意味着治具的设计要考虑到人体的操作习惯和人体的舒适性,让操作者在使用治具时感到方便和舒适,减少操作疲劳和错误操作的可能性。
其次,通用治具设计标准规范要求治具的稳定性和刚度要满足一定的要求。
治具的稳定性和刚度直接影响到工件的加工精度和质量,因此治具的设计要考虑到工件的不同形状和尺寸,使得治具能够稳定地控制工件的位置和姿态,并且能够承受加工过程中产生的切削力和振动。
第三,通用治具设计标准规范要求治具的材料选择和加工工艺要合理。
治具的材料选择要考虑到治具的使用环境和所需要的力学性能,同时要考虑到材料的可加工性和可靠性。
加工工艺要保证治具的精度和表面质量,同时要提高加工效率和降低成本。
第四,通用治具设计标准规范要求治具的定位系统要满足一定的要求。
定位系统是治具的核心部分,它直接影响到工件的定位精度和稳定性。
因此,治具的设计要考虑到定位系统的可靠性和精度,并且要兼顾到定位操作的易用性和便捷性。
最后,通用治具设计标准规范要求治具的安全性和可维护性要得到保证。
治具的设计要考虑到安全操作和预防事故的需求,例如要加装防护装置和安全控制系统。
同时,治具的维护要方便和快捷,以保证治具的长期可靠运行。
总结起来,通用治具设计标准规范在设计、制造和使用过程中都要求高质量和可靠性。
这些规范的严格遵守和执行,能够保证治具的精度、稳定性和安全性,满足各种工件加工的需求。
FCT治具制作规范
3.3.2接线
1.将测试系统的电路板,电源模块等在治具箱体内固定,并布线;
2.将电源部分,气动控制部分,外部开关的连线接好,并安装固定;
3.依照接线图把产品测试点与测试系统的TP点接好,并布局固定;
3.3.3上电前准备
1.上电前,确认电源正负极性是否正确,是否断路、开路;
2.上电前,确认系统各个模块是否正确接地;
?过高零件相对天板位置是否铣凹槽
?载板铣槽是否正确,未铣槽部分是否会压零件
?探针上下活动是否顺畅,无歪斜,靡擦情形
?套管的松紧度适中,无任何松脱现象,套管高度是否正确(下测压缩2/3,上测压缩1/3~1/2)
?探针针型是否正确,载板有无阻碍探针活动
?机台下压时针床是否平整且无异声
完成检验后需按交货产品清单准备资料:
ICT与FCT的不同:
ICT只测导通状态,可侦测元件开短路,LCR的数值,二极管的反向,其它半导体的通断等等。他的原理是将影响该元件的其它元件屏蔽起来单独测试一个或串并联的一组元件。
FCT不一样,即是指功能测试,它是对PCBA通过相关的电压或信号检查其关键元件或输出的波形,真值是否合格。不针对元件测试。当然,如果元件失败,功能是一定会有影响的。
5.4 FCT治具的检验标准
5.4.1用同一个良品在不取放的前提下反复测试10遍,验证治具重复测试的稳定性。
5.4.2用同一个良品,反复取放产品,反复测试10遍,验证夹具定位的准确性及易放置性。
5.4.3验证治具测试结果输出结果是否正确,格式是否符合要求。
5.4.4检验操作按钮、电源、以及气动控制部分的安全性;
5.1FCT治具原材料的选择:
a.治具结构部分材料选择:
序
ICT测试治具的设计注意点及测试精度、盲点

ICT测试治具的设计注意点及测试精度、盲点一、测试点的选取:1、尽量避免治具双面下针,最好将被测点放在同一面。
2、被测点选取优先顺序(具体见附A):测试点Test point–DIP 元件脚–VIA 过孔–SMT 贴片脚ICT测试治具二、测试点:1、两被测点或被测点与预钻孔之中心距最好不小于0.050"(1.27mm)。
以大于0.100"(2.54mm)为佳,其次是0.075"(1.905mm)。
2、被测点应离其附近零件(位于同一面者)至少0.100",如为高于3m/m 零件,则应至少间距0.120"。
3、被测点应平均分布于PCB 表面,避免局部密度过高。
4、被测点直径最好能不小于0.035"(0.9mm),如在上针板,则最好不小于0.040"(1.00mm),5、形状以正方形较佳(可测面积较圆形增加21%)。
小于0.030"之被测点需额外加,以导正目标。
6、被测点的Pad 及Via 不应有防焊漆(Solder Mask)。
7、被测点应离板边或折边至少0.100"。
8、尽量避免将被测点置于SMT 零件上,因为可接触锡面太小,而且容易压伤零件。
9、尽量避免使用过长零件脚(大于0.170"(4.3mm))或过大的孔径(大于1.5mm)为被测点,需特殊处理。
三、定位孔:1、待测PCB 须有2 个或以上的定位孔,且孔内不能沾锡,其位置最好在PCB 之对角。
2、定位孔选择以对角线,距离最远之2 孔为定位孔。
3、被测点至定位孔位置公差应为+/-0.002"。
4、定位孔(Tooling Hole)直径最好为0.125"(3.175mm),公差在"+0.002"/-0.001"。
四、其他:附A、测试点位置考虑顺序(每一铜箔不论形状如,至少需要一个可测试点):1、ACI 插件零件脚优先考虑为测试点。
2、铜箔露铜部份(测试PAD),最好能上锡。
3、立式零件插件脚。
4、Through Hole 不可有Mask。
附B、测试点直径1、1mm 以上,以一般探针可达到最佳测试效果。
FCT治具制作标准规范
F C T 治具制作规格书目录:1.定义 (1)2.范围 (1)3.内容 (1)4.权责 (2)5.制作规范5.1 (3)5.2 (3)5.3 (4)5.4 (5)5.5 (5)5.6 (6)5.7 (7)1、定义:FCT(功能测试)它指的是对测试目标板(UUT:Unit Under Test)提供模拟的运行环境(激励和负载),使其工作于各种设计状态,从而获取到各个状态的参数来验证目标板的功能好坏的测试方法。
简单地说,就是对目标板加载合适的激励,测量输出端响应是否合乎要求。
一般专指PCBA的功能测试。
FCT治具是针对PCBA已经成品进行模拟功能测试的一种治具。
ICT与FCT的不同:ICT只测导通状态,可侦测元件开短路,LCR的数值,二极管的反向,其它半导体的通断等等。
他的原理是将影响该元件的其它元件屏蔽起来单独测试一个或串并联的一组元件。
FCT不一样,即是指功能测试,它是对PCBA通过相关的电压或信号检查其关键元件或输出的波形,真值是否合格。
不针对元件测试。
当然,如果元件失败,功能是一定会有影响的。
ICT有通用测试仪,FCT只能根据具体的测试要求来做。
2、范围:FCT治具有电动/汽缸/手动快速夹、手动曲柄等各式机构。
结构材料可跟据需要采用进口电木、压克力、铝合金、铁质、赛钢或纤维板等。
根据需要可以采用上下植针进行测试,应用于电脑电源主板、LED灯主板、液晶电视主板、通信设备主板等电子产品。
依据控制模式的不同,可以分为手动控制功能测试、半自动控制功能测试、全自动控制功能测试。
快速夹结构压扣结构手动曲柄结构气动结构3、内容:FCT治具制作流程:3.1 FCT治具原材料的选择。
3.2 FCT治具的设计3.3 FCT治具组装调试。
3.4 FCT治具检验标准。
3.5 FCT治具使用注意事项。
3.6 FCT治具的保养。
4、权责:4.1 生产部负责FCT治具的CNC编程设计,CNC加工,机械组装。
4.2 品质部依据《接单表》、《FCT检验标准》进行检验。
治具测试作业规范

4.3.3生產在接到治具組制作好的單產品治具使用時﹐首先用樣品進行校正﹐方法按照雙產品方法進行校正。
4.4 治具在使用出現異常時﹐首先請現場生技進行確認﹐對儀器治具及資料進行判定﹐如確認為治具問題﹐則送回治具組進行維修﹐修復后﹐必須用儀器進行檢測(是否修復OK及治具內板有無裝錯)﹐確認OK后﹐再通知生產使用單位領用﹐使用時必須以照上述樣品校正方法進行校正后再進行測試。
五﹑控制重點
5.1研發部﹕制作及維修治具時﹐注意左右產品與輸出端對應﹐制作及維修后必須用儀器進行檢測確認。
5.2品保部﹕生產使用的新治具與維修后治具使用時﹐樣品校正及作業方法正確性的查核。
5.3生產部﹕確保新治具與維修后治具使用時的各種樣品校正及作業方法符合以上作業要求。
六﹑注意事項
6.1新治具及維修后治具使用前﹐一定要用樣品校正歸零。
治具測試作業規范
治具名稱
綜合治具
功能
電氣測試
文件編號
版次
A0
一﹑目的
明確測試治具的流程與控制重點。
二﹑范圍
適用所有產品測試的治具。
三﹑責權部門
研發部負責治工具的制作﹑維修﹑保養﹑建檔。
品保部負責測試方法的查核﹐文件記錄的查核。
生產部負責測試治具的使用與維護保養。
四﹑內容
4.1.研發部接到使用單位治具需求后﹐根據測試產品的型號﹐決定制作雙產品治具還是單產品治具。
6.2治具在使用中出現異常時﹐即時送到維修單維修。
6.3 治具維修后﹐一定要進ຫໍສະໝຸດ 檢測確認﹐才能上線使用。核准
審核
制作
日期
4.6.3水晶頭卡口不允許用絕緣膠布纏在水晶頭網線上。
FCT治具制作规范

每一步以及最终的测试结果,数据存储、输出,都需要进行数据处理和输出部分。
数据输出得结果尽可能采用视觉和听觉进行显示便于操作者处理。
5.3FCT治具的组装调试
结构部分组装:
5.3.1非功能需要保留的锐角都需倒角R1或者0.5×45°
5.3.2架构采用黑电木时螺丝采用发黑内六角螺丝锁合,红点木和压克力时采用不锈钢内六角螺丝。
5.2 …………………………………………………………………3
5.3 …………………………………………………………………4
5.4 …………………………………………………………………5
5.5 …………………………………………………………………5
5.6 …………………………………………………………………6
5.3.3组装过程必须做好每一个细节,保证压板和载板的平行度立板与面板的垂直度,保证治具的测试精度。
5.3.4合理选择安装测试探针,测试点一般使用尖针,元件脚使用爪针,若客户有特殊要求可使用其他类型的探针(圆头等)。探针接触3.5mm-4.0mm,测试点多的可以相应减少接触行程。
5.3.5定位pin选择不锈钢材料制作,pin头加工成球型状。防止划伤测试产品。
5.3.6压棒选择防静电黑色赛钢棒,压PCB一端在不妨碍测试及撞料的情况下尽可能选择平压棒,位置小的可加工成锥型。
5.3.7完成组装后必须调试顺畅,针点矫正。面板刻字涂成醒目颜色便于观察。
5.ቤተ መጻሕፍቲ ባይዱ.8对易损件要有一定量的备品。
功能测试部分调试:
3.3.2接线
1.将测试系统的电路板,电源模块等在治具箱体内固定,并布线;
5.4.1用同一个良品在不取放的前提下反复测试10遍,验证治具重复测试的稳定性。
双测治具测试作业规范

4.7其它按<<儀器設備操作規范>>及<<測試樣品作業規范>>作業。
五﹑控制重點
5.1工程部﹕制作及維修治具時﹐注意左右產品與輸出端對應﹐制作及維修后必須用儀器進行檢測確認。
5.2品保部﹕生產使用的新治具與維修后治具使用時﹐樣品校正及作業方法正確性的查核。
4.2.4生產在領用到治具組制作好的雙產品治具使用時﹐首先用樣品進行校正。具體方法﹕先用一個良品樣品對治具左右分別進行校正﹐確認數據狀況﹔校正OK后再用一個不良樣品對治具左右分別進行校正﹐確認數據狀況。如校正中出現異常時﹐應及時將治具退回治具組維修確認﹐確認OK后才能使用。
4.2.5在生產測試中如有一邊出現不良品時﹐先將兩個產品全部拿出﹐其次互相調換位置﹐再進行測試﹐確保儀器同時出現PASS﹐再將產品放入OK產品區﹐在測試作業中﹐必須按照樣品管理要求與上述辦法﹐對治具進行校正。
核准
審核
制作
日期
雙測治具測試作業規范
治具名稱
綜合雙測治具
功能
電氣檢測
文件編號
版次
A0
4.3所有雙測治具所使用的測試座每30天更換一次。
4.4所有雙測治具所使用的探針﹐使用壽命為12萬次﹐需定期進行更換。
4.5使用同惠TH2818XB或XC等綜合測試儀測試顯示電感小之不良品﹐需標明不良腳位﹐先經3260B加測DC8mA﹐確定電感值﹐電感良品再經綜合測試儀確定其它電氣項目﹐電感以外其它所有電氣項目OK才可以流入一下流程。
雙測治具測試作業規范
治具名稱
綜合雙測治具
功能
電氣檢測
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第1页 测试治具设计规范
一、目的:
规范工程师设计工作,标准化测试治具制造工艺。
二、适用范围:
适用于本公司所有测试治具设计。
三、资料要求:
首件打样需提供详细资料。
对于测试治具需提供GERBER 、实板及要求。
对对于外厂加工而本厂返修则需提供Gerber 及具体数据要求。
四,设计要求:
1. 所有功能达成。
根据客户提供的PCB 实际情况,确定所需测试功能,设计测试治具的原则是要把PCB 板
上所有的功能都能实现。
2. 使用的安全性。
测试治具要在使用者的角度考虑,要保证操作者的安全,不能有安全隐患。
另,要考虑
治具在使用的过程不能对被测试的产品造成损坏,要尽量避免因误操作而造成损坏被测试产品的情况。
3. 使用的方便性。
测试治具要考虑在使用的过程中要方便可靠,不可以出现操作不便的情况。