2 电脑绣花机控制系统整体结构
电脑绣花伺服应用

电脑绣花机伺服是目前最先进的绣花机械,他能使传统的手工绣花得到高速度、高效率的实现,并且还能实现手工绣花无法达到的“多层次、多功能、统一性和完美性”的要求,它是一种体现多种高新科技的机电产品。
一、绣花机系统的主要构成1、计算机控制系统:CNC2、移框系统:两组伺服电机带动布框在水平面横向和纵向移动,配合针头上下绣出各种图案。
3、主轴系统:主轴带动针头动作绣花机工作原理:一般绣花机使用三台电机:主轴、D轴、H轴。
主轴始终向一个方向旋转,通过机械凸轮机构带动针头上下动作。
D轴用于调整针尖方向,保证针尖每上下一次就调整一次。
H轴用于换色和绕线,利用一个定位销自动在换色和绕线之间切换,绕线时该轴保证送线方向与针尖上豁口方向垂直以便于勾线,针头每上下一次就动作一次。
绣花机选型要求:绣花机主轴机械系统的传动负载要和主轴驱动电机的输出功率相匹配,如果电机输出功率小于主轴传动负载,则会直接影响整机的停车精度、运转稳定性及刺绣效果。
所以用户在选择主轴电机类型(如伺服、滑差、变频电机)和电机的输出功率、电机的传动惯量时,要求充分分析主轴系统的传动特点,并计算主轴传动系统的传动惯量,最大的负载转矩,在留有一定余量的情况下,选择合适的主轴电机。
客户以前用的步进电机的主要缺陷:加工精度低、噪声大、过载能力低,造成失歩,甚至在运转中锁死,失去使用功能。
然而伊莱斯伺服电机在绣花机上的应用则完全解决了这些弊端。
我们为客户的绣花机选配我公司E200系列伺服电机作为D轴、H轴控制电机。
绣花机会24针式因为要用到较大的扭力,所以我们为客户选配的主轴伺服系统为E200-A-0200-130M07725(7.5N.m、2500rmp);12针的绣花机用到的扭力较小,因此我们为客户选配的主轴伺服系统为伊莱斯E200-A-0150-130M06025(6N.m、2500rmp);在D/H轴上为了增加绣花机的加工速度、机械反应速度和控制精度,我们将原用的步进电机改为ATLE200-A-0040-80M01330(1.3N.m、3000rmp)。
家用电脑绣花机主控部分设计方案
黄 炜 恒 李 训 铭 王 崇俊
( 河海大学电气工程学院, 江苏 南京 209 ) 108
摘 要
介 绍 了一 种基 于单 片机 的 家 用 电脑 绣 花机 的 电 控 系统 , 其 系统 结 构 和 硬 件 系统 作 了部 分介 绍 , 且 对 其主 控 部 分 即 对 并
绣 框 步进 电机 和 主轴 直 流 电机 的 分别 控 制 以及 联 动 作 了详 细 的描 述 。
U B芯 片 。 系 统采 用 南 京 沁 恒公 司 的 CH 7 A S S 本 3 5 U B芯 片来 实
现 h s 和 d vc ot e ie的功 能 。
家 用 电脑 绣 花 机 由机 械 部 分 和 电控 系 统 组 成 。 机 械部 分 包 括机头 、 台板 、 动 机 构 、 架 、 传 机 绣筐 等组 成 。 在 刺 绣 过 程 中 ,主 轴 电机 通 过 传 动皮 带 将 动 力 传 给 针 头 , 针 头上 下运 动 , 被 刺 绣 品 被 固定 在 绣 筐 上 , 而 随绣 框 被 X、 Y方 向步 进 电机 带 动 而上 下左 右 做 平 面运 动 。 旦 针 头绕 线 后 , 过 一 通 和下 面 的勾 线 机 构 相 配合 , 可 以在 绣 布上 绣 出精 美 的 图 案 。 就 基
本 文 介 绍 了一 种 基 于 P 9 5 R 2单 片 机 的 家用 电脑 绣 花 8V 1 D 机 的 电控 系 统 , 并且 详 细 地介 绍 了其 主控 部分 —— 绣框 电机 的控 制方案、 主轴 电机 的 控制 方案 、 以及基 于其基 础 上 的联 动 的研 究 。
1 家 用 电脑 绣 花 机 的 基本 概 况
关 键 词 : 用 电脑 绣花 机 , 片机 , 家 单 直流 电机 , 进 电机 步
绣花机控制系统的制作方法
绣花机控制系统的制作方法要制作一个绣花机控制系统,我们需要考虑以下几个方面:硬件设计、软件编程、用户界面设计以及系统测试。
下面将详细说明制作方法。
一、硬件设计1.硬件需求:绣花机控制系统的主要硬件包括单片机控制器、电机驱动器、传感器、显示器和按键等。
2.设计电路图:根据绣花机控制的需求,设计电路图,并选择适当的元件。
例如,使用单片机控制器作为主控制器,并通过电机驱动器控制电机的运转,使用传感器检测绣花位置等。
3.硬件连线:按照电路图进行连接,确保硬件设备正确接线,并避免短路等问题。
4.软件配置:设置硬件设备的相关参数,如串行通信接口(UART)、定时器等。
确保硬件设备和软件可以正常通信。
二、软件编程1.程序编写:根据绣花机的功能,编写相应的控制程序。
程序中应包括控制电机运转的代码、检测传感器数据的代码等。
3.错误处理:在编程过程中,考虑到各种可能的错误,例如电机故障、传感器数据不准确等,编写相应的错误处理程序,确保系统具有较好的容错性。
三、用户界面设计1.显示界面设计:设计一个直观、友好的用户界面,可以使用液晶显示屏或触摸屏等。
在界面上显示绣花机的状态、菜单选项等。
2.按键设计:根据绣花机的操作需求,设置相应的按键。
例如,设置开始、停止、调速等功能的按键。
确保按键的布局合理、易于操作。
四、系统测试1.功能测试:对系统各个功能进行测试,包括控制电机运转、检测传感器数据等。
确保系统能够准确地完成绣花任务。
2.稳定性测试:长时间运行系统,观察系统是否稳定。
如果发现问题,及时进行调试和处理。
3.性能测试:对系统的性能进行测试,如运行速度、响应时间等。
优化系统,提高绣花的效率。
以上就是绣花机控制系统的制作方法,制作过程中需要注意硬件和软件的协调配合,以及用户界面的设计。
同时,系统测试是确保系统性能和稳定性的重要环节。
通过以上步骤,可以制作一个高效、稳定的绣花机控制系统。
电脑刺绣机控制系统 说明书
目录目录第一部分概述 (1)1.1 注意事项 (1)1.2 功能简介 (3)1.3 性能指标 (4)第二部分电控部件及图符界面介绍 (5)2.1 显示界面及电脑操作箱面板 (5)2.2 按键及功能简介 (7)2.3电源开关和插座 (7)2.4 拉杆 (7)2.5 针位指示 (7)2.6 磁盘驱动器及USB接口 (7)2.7 机头控制开关和断线指示灯 (8)2.8 刺绣前的准备 (8)2.9 图符说明 (8)第三部分怎样输入花版 (9)第四部分怎样选择花版进行刺绣 (11)4.1 选择刺绣花版 (11)4.2 花版变换、反复的设定 (11)4.3 设置自动换色顺序 (12)第五部分怎样设定花版的起绣点 (14)第六部分怎样检查花版的刺绣范围 (15)第七部分怎样快速定位到花版的某一针 (16)第八部分有关换色的操作 (17)目录8.2 自动换色 (18)第九部分剪线操作 (19)9.1 手动剪线 (19)9.2 自动剪线 (19)第十部分升降速度的操作 (20)第十一部分点动回零位(100°) (21)第十二部分有关移动绣框的操作 (22)12.1 手动移框 (22)12.2 移框回停机点 (22)12.3 移框回偏移点 (22)12.4 移框回起绣点 (23)第十三部分怎样对花版开位 (24)13.1 边框刺绣的操作 (24)13.2 绣开位线的操作 (24)第十四部分怎样进行匹绣、贴布绣及循环绣 (26)14.1 匹绣操作 (26)14.2 贴布绣操作 (27)14.3 循环绣操作 (28)第十五部分有关补绣的操作 (30)15.1 拉杆退针 (30)15.2 定位退针 (31)第十六部分花版管理 (32)16.1 移框编花 (32)16.2 花版分割 (34)16.3 组合花版 (34)目录16.5 内存到磁盘 (36)16.6 重命名 (37)16.7 包针补偿 (37)16.8 内存到U盘 (38)16.9 花版删除 (39)16.10 总清花版 (39)第十七部分磁盘管理 (41)17.1 U盘管理 (41)17.2 软盘管理 (42)第十八部分辅助功能 (43)18.1 开位线的设置 (43)18.2 花版边框刺绣 (43)18.3 限位检查 (43)18.4 设偏移点的操作 (43)18.5 回偏移点的操作 (43)18.6 设起绣点的操作 (43)18.7 回起绣点的操作 (43)18.8 回停机点的操作 (43)18.9 有关原点和B点的操作 (44)18.10 参数设置 (45)18.11 语言切换 (48)18.12 查看刺绣总针数 (49)18.13 清刺绣总针数 (50)18.14 查看系统版本信息 (50)18.15 系统总清 (50)18.16 系统测试 (51)18.17 系统升级 (51)目录19.1 金片绣简介 (52)19.2 金片绣刺绣的绣作步骤 (52)19.3 单针多片金片绣的刺绣 (52)19.4 手动出片测试 (52)第二十部分特种绣功能的操作 (54)20.1 功能介绍 (54)20.2 特种绣绣作步骤 (54)20.3 平绣机头与特种机头间的互相切换 (54)20.4 相关参数及其设置方式 (55)20.5 关于特种绣的调试 (56)第二十一部分附录 (58)第一部分 概述第一部分 概述欢迎您使用本公司生产的电脑刺绣机控制系统。
网络化、数字化电脑绣花机控制系统

2 系统 结构 与工作 原理
21 .系统 结 构
() 用 网 络 技 术 实 现 机 台 监 控 、花 样 传 6利
输 、生 产 统计 、生 产调 度 等 功 能 。因 系统较 大 ,
其 关 键技 术 将 集 中 于 电脑 的实 时 绣 作控 制 与 网
络管 控 一体 化 技术 。 .‘
一
数控 系统 ,在 此 硬件 平 台 上 ,通 过 嵌 入式 软 件
对 整个 机 台进 行 稳 定 、复 杂而 有 效 的 管理 ,可 实现 对 以下功 能的控 制 。
种 体 现 多种 高科 技 的产 品 。它 能使 传 统 的手
工 绣 花 得 到 高速 度 、高效 率 的实 现 ,并 且还 能
() 2 通过 C L 集成 技 术 , 成 对 两个 轴 的定 PD 完
位 ,变速 、启 停 控制 ;
后 服 装行 业 的发 展 , 势必 对 国内 电脑 刺绣 机 提 出更 高 的要 求 。 为适 应 这种 发 展 趋 势 ,网 络化 、 数 字化 电脑 绣 花 机控 制 系 统 是在 参 考 国外 先 进 系 统 的基 础 上 ,设计 研 发 出既 实用 而 且功 能强
维普资讯
计算 机技术应用
《 电技术 》 0 7年第 l 机 20 期
网络 化 、数 字化 电脑绣花机控制 系统
刊、敏
( 州天虹 电脑科技有 限公司,福建 福州 3 00 ) 福 5 02
摘
要 :文章介 绍一套 新功 能的智能连 网型 【脑刺 绣机控制 系统。系统 采用 多个 嵌入式 计算机 ( 乜 两个 1 6
控:
通 过计 算 机 C D 术 生成 各 种花 样 文 件 , A技 输 入 给 绣花 机 控 制 系 统 , 由系 统通 过 平 面X 、 、Y
电脑绣花机构成和工作原理介绍
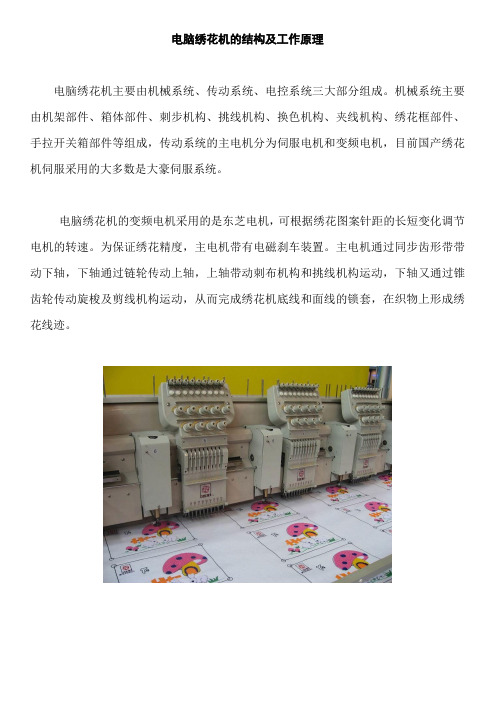
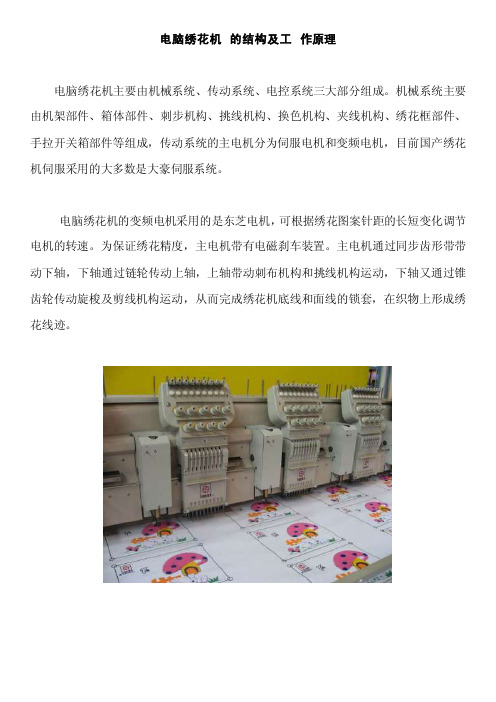
电脑绣花机的结构及工作原理
电脑绣花机主要由机械系统、传动系统、电控系统三大部分组成。
机械系统主要由机架部件、箱体部件、刺步机构、挑线机构、换色机构、夹线机构、绣花框部件、手拉开关箱部件等组成,传动系统的主电机分为伺服电机和变频电机,目前国产绣花机伺服采用的大多数是大豪伺服系统。
电脑绣花机的变频电机采用的是东芝电机,可根据绣花图案针距的长短变化调节电机的转速。
为保证绣花精度,主电机带有电磁刹车装置。
主电机通过同步齿形带带动下轴,下轴通过链轮传动上轴,上轴带动刺布机构和挑线机构运动,下轴又通过锥齿轮传动旋梭及剪线机构运动,从而完成绣花机底线和面线的锁套,在织物上形成绣花线迹。
绣花机的具体工作原理
先用刺绣CAD制版,生成样版后,将载有刺绣程序及花样的盘片先后分别放入电脑磁盘驱动器中,在程序控制下,电脑将花样坐标值换成与绷框X、Y方向位移量量相当之电信号,送到X、Y、Z单片机系统进行电机升降速处理后,输出三相六拍号,线电机的功放箱进行功率放大,红色支X、Y步进电机,带动绷框完成X、Y间的进给运动;同时驱动Z步进电机,带动机针作上下运动,从而使刺绣连续地进行下去。
Z步进电机通过同步齿形带等驱动机头传动机构旋转,机头的特定机构使引线机构和机针带头着面线作出、下运动,穿刺面料;钩线机构中的旋梭旋转,使面线绕过藏有底线梭壳;挑线机构运动,输送面线,收紧线迹,准备下一个线迹的面线线段。
X、Y步进电机通过同步齿形带等机构带动绸框和面料作平面运动。
将面料上每个待绣线迹点送往机针刺绣,机针上下运动的速度与绷框移动的方向、移动量以及移动速度的协调配合运动,使面线和底线绞合,在面料上作出双线锁式线迹。
当刺绣连续地进行下去,完成花样的电脑刺绣。
机电一体化系统的构成

机电一体化系统的构成机电一体化系统的构成机电一体化系统的构成【1】摘要:本文以工业电脑绣花机为例,通过分析其设备组成、结构特点、自控原理,阐明了一个完整的机电一体化产品必须具备的五大结构要素及其对应的功能。
关键词:电脑绣花机;机电一体化系统;功能;结构要素电脑绣花机是随着电子、计算机、精密机械的发展和应用而产生并成熟起来的一种高自动化、高生产效率的光、机、电相结合的机电一体化的刺绣设备。
其广泛用于刺绣、服装、鞋帽、袜业、床上用品、窗帘、台布及针织等行业。
现以工业电脑绣花机为例,通过分析其设备组成、结构特点、自控原理,从理论上阐明,一个完整的机电一体化产品必须具备的五大结构要素及其对应的功能。
1 电脑绣花机的工作原理及主要机构1.1 工作原理工业电脑绣花机按用户所需的图案,通过编程打版,将图案变成能为电脑识别的信息,通过磁碟将信息传输给电脑绣花机,从而完成对织物的刺绣。
其工作原理框图见图1。
电脑绣花机工作时,主电机通过针杆带动绣线作上下刺布运动,固定在绣花框内的绣品随步进电机作X、Y方向的移动。
两者的配合在绣品上完成绣花图案的刺绣。
电脑绣花机主要机构有三大部分组成:机械系统、传动系统、电控系统。
1.2 机械系统机械系统主要由机架部件、箱体部件、刺布机构、挑线机构、换色机构、夹线机构、送布机构、绣花框部件、手拉开关箱部件等组成,在此不作详细介绍。
1.3 传动系统主电机为交流滑差电机,根据绣花图案针距的长短变化调节电机的转速。
为保证绣花精度,主电机带有电磁刹车装置。
主电机通过同步齿形带带动下轴,下轴通过链轮传动上轴,上轴带动刺布机构和挑线机构运动。
下轴又通过锥齿轮传动旋梭及剪线机构运动,从而完成绣花底线和面线的锁套,在织物上形成绣花线迹。
受主控板控制的X方向及Y方向的步进电机,分别带动几组同步齿形带运动,并由齿形夹板带动绣花框在绣花机台面上,以一定速度沿X、Y方向移动,保证织物上绣出与绣花图案完全一致的花型。
基于MiniGUI的工业电脑绣花机控制系统的研究与实现

基于MiniGUI的工业电脑绣花机控制系统的研究与实现张秀亭;夏路易【摘要】MiniGUI是一个比较成熟的图形用户接口支持系统,已被广泛应用于工业控制系统中.在工业电脑绣花机控制系统中开发出一个优良的图形界面越来越重要.在对以上问题研究的基础上,讨论了基于MiniGUI工业电脑绣花机控制系统HMI 的实现,同时简单介绍了MiniGUI在基于ARM9和Linux的电脑绣花机控制系统的移植过程.【期刊名称】《现代电子技术》【年(卷),期】2008(031)011【总页数】4页(P184-186,193)【关键词】工业电脑绣花机;ARM9;MiniGUI图形系统;人机交互界面【作者】张秀亭;夏路易【作者单位】太原理工大学信息工程学院,山西,太原,030024;太原理工大学信息工程学院,山西,太原,030024【正文语种】中文【中图分类】TP2731 引言电脑绣花机是随着电子、计算机控制技术、精密机械的发展和应用而逐渐发展起来的一种高自动化、高效率的刺绣设备。
随着电脑刺绣机行业的迅速发展,配备一个优良的图形用户界面,使产品和用户能进行友好可靠的信息交互,已成为开发工作中非常紧迫的要求。
特别是随着硬件条件的提高,控制系统对高性能、高可靠、轻量级GUI的需求越来越迫切。
MiniGUI就是一个为基于Linux的实时嵌入式系统提供一个高性能、高可靠、轻量级的图形用户界面支持系统。
本文正是针对电脑绣花机这一市场需求,将MiniGUI用于工业电脑绣花机控制系统中实现人机交互界面。
在不明显增加成本的基础上,改进了工业电脑绣花机控制系统的性能比,并缩短了开发周期,为用户提供了一个方便、简洁、美观的可视化操作界面。
2 工业电脑绣花机工作原理电脑绣花机首先通过磁盘或U 盘接口电路读出编程打版好的花样文件,然后通过操作面板上的按键或者触摸屏设置好主轴电机转速一系列参数,再发出主轴电机运动的控制命令。
电脑绣花机工作时,主轴电机通过传动轮带动针杆,再由针杆带着线上下运动做刺绣动作。
新型嵌入式电脑绣花机控制系统设计

pr po e sgn ofa m be d d c tol y t m ih o s sa de i n e d e on s s e w t AR M s t e an pr e s a CPII a he c r e s r The CPID r a h m i oc s or nd ) s t op oc s o .
号, 同时进 行拉 杆检 测 、 限位 检测 、 线检 测 、 位检 测 等 . 断 针
以 确 保 正 常 T 作 。 图 1是 绣 花 机 的 控 制 系 统 结 构 。
I示f示『 显 l I元【 l 显 回 单
l种 测 各 检
— — — —
— I 工 H主 电 驱 — — — i 一 机动 轴
摘 要 : 对 电 脑 绣花 机 系统 的 结构 和 功 能 进 行 分 析 的 基 础 上 , 出 了一 个 以 ARM 为 主 处理 器 、 为 协 处理 器 的 嵌 入 在 提 CPI D 式绣 花机 控 制 系统 。利 用 C PID扩 展 系统 所 需 I (, 轻 主 处 理 器 负担 。 系统 设 计 合理 . 成 度 高 。 ,)减 集 关键 词 : 入 式 绣花 机 嵌 ARM 处理 器 CP ID
量 低 . 切 需 要 开 发 出 高 性 能 的 控 制 器 。 当 前 很 多 电 脑 绣 迫 花 机 都 对 MC 进 行 升 级 换 代 , 由 8位 单 片 机 换 成 1 U 有 6 位 的 . 有 采 用 D P 的 。 而 本 文 所 设 计 的 系 统 是 在 分 析 也 S 工 业 现 实 需 要 之 基 础 上 . 合 当 前 用 于 1 业 控 制 的 主 流 结 _ MC 的 特 点 , 用 AR 系 列 片 作 为 主 处 理 器 , 以 U 采 M 告 并 CP D 作 为 协 处 理 器 , 制 系 统 的 运 算 速 度 更 快 . 率 也 L 控 效
电脑绣花机构成和工作原理介绍
电脑绣花机的结构及工作原理电脑绣花机主要由机械系统、传动系统、电控系统三大部分组成。
机械系统主要由机架部件、箱体部件、刺步机构、挑线机构、换色机构、夹线机构、绣花框部件、手拉开关箱部件等组成,传动系统的主电机分为伺服电机和变频电机,目前国产绣花机伺服采用的大多数是大豪伺服系统。
电脑绣花机的变频电机采用的是东芝电机,可根据绣花图案针距的长短变化调节电机的转速。
为保证绣花精度,主电机带有电磁刹车装置。
主电机通过同步齿形带带动下轴,下轴通过链轮传动上轴,上轴带动刺布机构和挑线机构运动,下轴又通过锥齿轮传动旋梭及剪线机构运动,从而完成绣花机底线和面线的锁套,在织物上形成绣花线迹。
绣花机的具体工作原理先用刺绣CA D制版,生成样版后,将载有刺绣程序及花样的盘片先后分别放入电脑磁盘驱动器中,在程序控制下,电脑将花样坐标值换成与绷框X、Y方向位移量量相当之电信号,送到X、Y、Z单片机系统进行电机升降速处理后,输出三相六拍号,线电机的功放箱进行功率放大,红色支X、Y步进电机,带动绷框完成X、Y间的进给运动;同时驱动Z步进电机,带动机针作上下运动,从而使刺绣连续地进行下去。
Z步进电机通过同步齿形带等驱动机头传动机构旋转,机头的特定机构使引线机构和机针带头着面线作出、下运动,穿刺面料;钩线机构中的旋梭旋转,使面线绕过藏有底线梭壳;挑线机构运动,输送面线,收紧线迹,准备下一个线迹的面线线段。
X、Y步进电机通过同步齿形带等机构带动绸框和面料作平面运动。
将面料上每个待绣线迹点送往机针刺绣,机针上下运动的速度与绷框移动的方向、移动量以及移动速度的协调配合运动,使面线和底线绞合,在面料上作出双线锁式线迹。
当刺绣连续地进行下去,完成花样的电脑刺绣。
2电脑绣花机控制系统整体结构

2电脑绣花机控制系统整体结构电脑绣花机控制系统是指用电脑软件控制绣花机运行,并完成各种绣花功能的系统。
在整体结构上,电脑绣花机控制系统主要由硬件设备、软件系统和人机界面三个部分组成。
硬件设备是电脑绣花机控制系统的基础设施,包括绣花机主控板、绣花机电机、绣花架、绣花针等。
绣花机主控板是系统的核心部分,它负责接收电脑软件发送的指令,并通过控制绣花机电机和绣花针的运动,完成绣花功能。
绣花机电机控制绣花机的运动,绣花架用来承载绣花机,绣花针则是绣花的工具。
软件系统是电脑绣花机控制系统的控制中枢,它由系统控制软件和相关驱动程序组成。
系统控制软件负责与用户交互,接收用户输入的绣花信息,并将其转化为绣花指令发送给绣花机主控板。
驱动程序则负责与硬件设备进行通信,控制绣花机主控板的运行。
人机界面是用户与电脑绣花机控制系统进行交互的界面,一般包括电脑软件界面和绣花机操作面板。
电脑软件界面提供给用户一个直观、友好的操作界面,用户可以在上面选择绣花图案、设置绣花参数等。
绣花机操作面板则提供一些常用的操作按钮,例如启动绣花、停止绣花等。
通过这个人机界面,用户可以方便地控制绣花机的运行。
电脑绣花机控制系统的工作流程如下:首先,用户在电脑软件界面上选择绣花图案,并设置绣花参数,例如颜色、密度等。
然后,用户将绣花所需的绣花线放入绣花机,并启动绣花机。
电脑软件将用户选择的绣花图案和参数转化为绣花指令,并通过驱动程序发送给绣花机主控板。
绣花机主控板根据接收到的指令,控制绣花机电机和绣花针的运动,完成绣花工作。
用户可以通过电脑软件界面或绣花机操作面板随时停止绣花机的运行。
总之,电脑绣花机控制系统的整体结构是由硬件设备、软件系统和人机界面三个部分组成。
硬件设备是系统的基础设施,软件系统是系统的控制中枢,人机界面提供给用户与系统进行交互的接口。
这一整体结构能够有效地实现电脑绣花机的自动化控制和绣花功能的完成。
平绣电脑绣花机的机械机构 Flat Embroidery Machine Mechanical Structure

电脑绣花机的机械结构电脑绣花机的机械结构((普通平绣机普通平绣机))Computerized Embroidery Machine Mechanical Structure (Flat Stitch Type)1.机座/机架机架((01E )Stand /Chassis在整个绣花机的底座起支撑作用。
It’s the base of the whole embroidery machine,like the bone in human's body.它支撑绣花机的全部重量,故要求结构坚固可靠,刚性好,防振性好,变形小。
它采用型钢(槽钢,角钢,钢板)焊接后加工形成。
It is the base and supports the whole weight of the embroidery machine.It should be strong and stable,made with high quality steel,well balanced for anti-vibration.扣剪线机构(04E )安装在前大梁上,刺布引线机构06E 安装在横梁上。
04E ,06E 的安装要遵守共面及垂直.....的原则。
The thread hooking and trimming system (04E)is installed on the front lower beam and the stitching system (Arm or Head)is installed on the front upper beam.The installation of 04E and 06E should be on the exact same flat surface,in order to make sure the aligned stitching and trimming.调节地脚螺丝使机架平稳,从而减少震动,也可降低断线率。
刺绣机的工作原理和基本结构解析

刺绣机的工作原理和基本结构解析刺绣是一种精良的手艺,它通过在织物上用线线形成图案或文字。
而现代科技的发展使得刺绣工艺越来越高效,其中一个重要的因素就是刺绣机的出现。
刺绣机不仅可以提高刺绣的效率,还可以实现更加精确和复杂的刺绣图案。
本文将对刺绣机的工作原理和基本结构进行解析。
刺绣机的工作原理基于计算机控制和机械传动。
刺绣机通常由一个计算机系统、一个刺绣操作台和一个刺绣针组成。
计算机系统用于控制刺绣机的运行,并通过输入刺绣设计图案来指导刺绣针的移动。
刺绣操作台则提供支撑和定位,以确保刺绣的精度和准确性。
刺绣针是刺绣机的核心组件,它通过针尖上的眼针穿过织物,并在织物上形成刺绣图案。
首先,让我们来了解刺绣机的基本结构。
刺绣机的主要部件包括横梁、运动系统、刺绣针和计算机控制系统。
横梁是刺绣机的支架,用于支撑和固定刺绣机的其他组件。
运动系统由电机和传动装置组成,用于驱动刺绣机的运动。
刺绣针是刺绣机的工作头部,它由针座、刺绣针眼和刺绣挡圈组成。
计算机控制系统则是整个刺绣机的大脑,它负责接收、解析和执行刺绣设计图案。
刺绣机的工作原理如下:首先,将织物固定在刺绣机的刺绣操作台上。
然后,将刺绣设计图案输入至计算机控制系统中。
计算机控制系统将设计图案分解为一系列刺绣指令,并传输给运动系统。
运动系统通过控制电机和传动装置,驱动刺绣针按照指令在织物上进行精确的刺绣运动。
刺绣针上的眼针穿过织物,通过刺绣挡圈的支持,形成刺绣图案。
刺绣完成后,刺绣机会自动停止运行,等待下一次操作。
刺绣机的工作原理和基本结构使得它具有许多优势。
首先,刺绣机可以实现高效率和高质量的刺绣作业。
它能够精确地按照设计图案进行刺绣,减少了人工操作的误差。
其次,刺绣机可以应用于各种不同类型和尺寸的织物。
无论是棉布、丝绸还是皮革,刺绣机都能够轻松应对,完成精美的刺绣作品。
此外,刺绣机还具有自动化的特点,可以节省人力和时间成本,提高生产效率。
然而,刺绣机也存在一些局限性。
电脑绣花机构成和工作原理介绍
电脑绣花机构成和工作原理介绍电脑绣花机的构成主要包括绣花主机、计算机控制系统、操作面板和绣花辅助装置。
绣花主机是绣花机的核心部分,包括绣花床、绣花夹具和刺绣针。
计算机控制系统是电脑绣花机的核心,主要包括计算机主机、控制卡和软件。
操作面板上设有一些按键和显示屏,用于操作和显示绣花相关信息。
绣花辅助装置包括线架、线头切割器和线头收纳器等,用于辅助绣花。
1.设计图案:使用特定的绣花软件进行图案设计,可以根据需要选择花样、线头颜色等。
2.传输图案:将设计好的图案通过计算机控制系统传输给绣花主机。
3.准备绣花:准备好需要绣花的织物,并将其固定在绣花床上。
4.调整细节:在绣花主机上调整刺绣针的位置,使其准确地落在稍微挑起的织物上。
5.开始绣花:按下操作面板上的开始按钮,绣花主机开始根据图案进行绣花。
6.完成绣花:当绣花完成后,绣花主机会停止工作,可以将绣花品从绣花床上取下。
电脑绣花机的工作原理主要依托于计算机控制系统。
计算机主机通过控制卡将图案信息传输给绣花主机,控制绣花主机的运行。
计算机控制系统使用预先设计好的绣花软件,将图案信息转换成相应的指令,通过控制卡传输给绣花主机。
绣花主机根据接收到的指令,控制刺绣针的运动轨迹,从而实现绣花操作。
电脑绣花机相比传统的手工绣花方式具有许多优势。
首先,电脑绣花机能够实现复杂的图案和细致的花样,提高了绣花的精度和质量。
其次,电脑绣花机工作效率高,一台设备可以同时进行多个绣花操作,节约了时间和人力成本。
另外,电脑绣花机操作简便,只需通过软件设计好图案,按下操作按钮即可完成绣花操作。
以上是关于电脑绣花机的构成和工作原理的介绍。
随着科技的不断发展,电脑绣花机在绣花领域的应用越来越广泛,为绣花工艺的发展带来了诸多便利。
兄弟电脑绣花机工作原理

兄弟电脑绣花机工作原理
电脑绣花机是一种利用计算机技术和机械装置实现自动绣花的工业设备。
它的工作原理是通过计算机控制系统控制绣花机的动力系统,使其按照预定花型、花色和刺绣参数进行自动刺绣。
电脑绣花机主要由控制系统、传动系统和刺绣系统三部分组成。
控制系统包括电脑控制、软件和输入设备,传动系统负责传递动力和实现运动轨迹,刺绣系统则负责刺绣机头的动作。
在工作时,首先需要使用设计软件绘制出要刺绣的花型和花色,然后将设计文件输入电脑绣花机的控制系统中。
控制系统会将设计文件转化为绣花机可以识别的指令,然后将其传递给传动系统。
传动系统接收到指令后,会根据指令控制绣花机的动力装置运动,实现绣花机头的四向运动,并且根据指令固定刺绣材料。
然后,通过传动系统带动刺绣针进行刺绣,根据设计文件上的花型和花色进行刺绣。
刺绣针在刺绣过程中会上下移动,并在刺绣材料上形成线条、图案和花色。
电脑绣花机的针脚可以进行多种多样的运动轨迹和编织方式,以实现各种不同的绣花效果。
整个刺绣的过程由电脑控制,因此绣花机可以根据设计文件进行自动刺绣,不需要人为干预。
当完成一个刺绣任务后,系统会自动停止,并且可以根据需要更换绣花材料继续进行刺绣。
电脑绣花机的工作原理实质上是将计算机技术和机械装置结合起来,实现自动化的绣花过程。
它能够快速、准确地完成各种复杂的绣花任务,大大提高了绣花工艺的效率和质量。
总的来说,电脑绣花机的工作原理是通过计算机控制系统控制绣花机的动力系统和运动轨迹,使其按照设计文件进行自动刺绣。
这种工作原理的应用,不仅提高了绣花的制作效率和准确性,还可以实现各种绣花效果的创新和多样化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 电脑绣花机控制系统整体结构
本章首先简要介绍电脑绣花机原理、功能要求和整体结构;然后分析主控电路的
组成,分析核心控制板嵌入式ARMPC/104工业控制计算机的特点,给出系统卫O端口地址的分配。
2.1电脑绣花机原理
电脑绣花机的工作原理有点近似于数控机床,不过这里是将刺绣的花样先由打版
师在PC机上通过打版软件生成花样文件,然后将花样文件存贮于软盘或其他介质。
电脑绣花机工作时,主控制器读取存贮于介质上的花样数据,按照一定的规则解码,进而控制各电机协调运动,绣出各种花样。
其中主轴电机通过传动机构带动主轴旋转,进而带动针杆,针杆带着线上下运动;而X、Y轴步进电机带动绣框在X、Y轴方向运动,绣品随绣框运动户从而刺绣出图案[20l。
刺绣时主轴电机转速在600。
/而n左右,主轴转动在某两个角度之间时,即在针离开布料到插入布料之间的时间内,X、Y轴步进电机才允许运动。
因此刺绣部分和移框运动部分是绣花机最为重要的两部分,它们各自独立又相互协调共同完成刺绣过程,如图2.1所示。
当需要换色时,换色电机转动,通过传动机构带动针杆箱移动,将穿有其它颜色线的针换上,继续刺绣。
当刺绣完毕时,剪线电机带动剪刀将线剪断[2ll。
这是电脑绣花机刺绣功能的实现过程。
2.2 电脑绣花机控制系统功能要求
根据电脑绣花机工作原理,可以总结出要实现完整的绣花功能,电脑绣花机控
器需要控制以下对象:
(1)主轴电机速度和位置控制;
(2)X、Y轴步进电机速度和位置控制;
(3)换色电机运动控制;
(4)FO端口读写控制;
(5)断线检测,电磁铁通断控制,行程开关控制,限位开关控制。
主要研究主轴电机速度与位置的控制、步进电机速度和位置的控制、换色电
动、FO端口读写、限位开关、行程开关状态的读取
(3)键盘
键盘是人机交互中重要的输入设备之一,;用户通过键盘向系统发出控制命令。
在
系统开发调试过程中采用PS/2标准键盘。
‘
(4)主轴电机
在主轴电机的选择上,目前市面上电脑刺绣机常采用变频电机、滑差电机和伺服
电机,为了提高系统的性能,通常采用伺服电机〔231,本文选用sANYol.SKW伺服电机和RSIA仍AA伺服驱动器,伺服电机驱动器与电机构成闭环,形成一个伺服系统。
伺服电机驱动器对外提供位置指令、速度指令和力矩指令控制方式,考虑到主轴和绣框的协调主要是通过主轴位置确定,一此处采用位置指令控制方式,即主控制板对伺服驱动器发送一定频率的脉冲,由伺服驱动器控制交流电机运动。
同时主控制器通过安装在主轴上的光电编码器获取主轴位置(转动的角度)。
(5)步进电机
主控制器通过X、Y方向的步进电机驱动器控制X、Y方向步进电机带动绣框运动,
同时与主轴运动相协调。
本文采用三相细分步进驱动器一套,松洋1IOBYG350C步进电机两台;
(6)换色
主控制器通过控制换色电机带动换色杆作水平移动实现换色,同时通过霍尔元器
件检测针位信息,确定针位信息。
(7)拉杆
通过检查拉杆对应的FO端口状态信息,获取拉杆状态,使刺绣启动或停止。
(8)以太网
方便了多台绣花机组网,可以通过以太网传输花样、获取绣花机运行状况、生产
信息统计,可以实现远程控制。
2.4电脑绣花机控制系统主控电路
电脑绣花机控制系统核心部分是主控电路,本文研究的电脑绣花机控制系统主控
电路由核心控制板和端口扩展电路两部分构成。
核心控制板选用深圳科思有限公司的的嵌入式ARMPC104工业控制计算机主板(CS一2215),端口扩展板以CPLD为核心进行刀O端口扩展,二者之间通过代1104插槽相连接,如图2.4所示。
2.411核心控制板选择
核心板是采用53C2410微处理器为CPU的嵌入式工业计算机主板(深圳科思有限
公司CS一2215),之所以采用它作为系统的核心控制板,主要是考虑到它具有以下优点[24从
(1)高性能
该主板使用200MHz以上主频的32位微处理器,系统总线looM石醚,运算速度快。
(2)接口丰富
该主板上有2路UsB、LcD接口、5个串口、Ps/2键盘、Ps左鼠标、矩阵键盘接口
标准PC/104总线接口。
其提供的诸多接口满足了电脑绣花机功能要求,大大减少了开发的工作量,提高了系统的可靠性。
(3)标准PC/104结构
针对电脑绣花机功能要求开发的端口扩展卡支持PCll04总线,二者通过PC104
标准接口相连,安装方便。
同时采用“自栈式”结构,减小了系统的整体体积。
(4)良好的软件兼容性
嵌入式工业计算机主板采用ARM架构的微处理器,支持嵌入式Unux、Vxl汉ork
等操作系统。
几考虑到嵌入式unux的稳定性和成熟的内核通用模块,本文采用嵌入式Linux作为操作系统,在此基础上开发电脑绣花机控制系统软件。
2.4.2FO端口地址分配.
电脑绣花机控制系统对外部设备的控制和检测主要是通过读写刀0端口实现,本
文所有的阳端口都通过尤/1似总线进行扩展,采用CPLD进行地址译码、读写控制和状态传辙均。
下面给出拍端口地址的分配。
(1)输入信号
①针位及各种开关信号
信号定义如下:
AL一:步进电机驱动器报警信号(高有效);
JXJC:剪线回位信号(低有效);
KXJC:扣线回位信号(低有效);
GXJC:勾线回位信号(低有效);
X+、X一、Y+、丫:绣框限位开关(低有效);
STOP:停机拉杆开关(低有效);
SLOW:慢动拉杆开关(低有效);
wORK:启动拉杆开关(低有效);
HALF:针位半回转信号(高有效);
N3一NO:针位编码信号(8421码)。
②光电编码器脉冲记数器
FO地址:0xll000282(16位数据总线)
有效数据位10位DO一Dg。
光电编码器每圈1000个脉冲,零位脉冲复位记数器。
③中断信号定义
IRQ3:断线检测信号;
IRQ4:光电编码器零位脉冲信号;
工QS:停电检测信号。
(2)输出信号定义
①电机驱动信号及其它
FO地址:0x1l0()0288(16位数据总线)
表2.4.2.2.1电机驱动信号端口地址
信号定义如下:。