塑料盒塑料模具设计说明书(含全套cad图纸)
塑料盒盖模具设计说明书
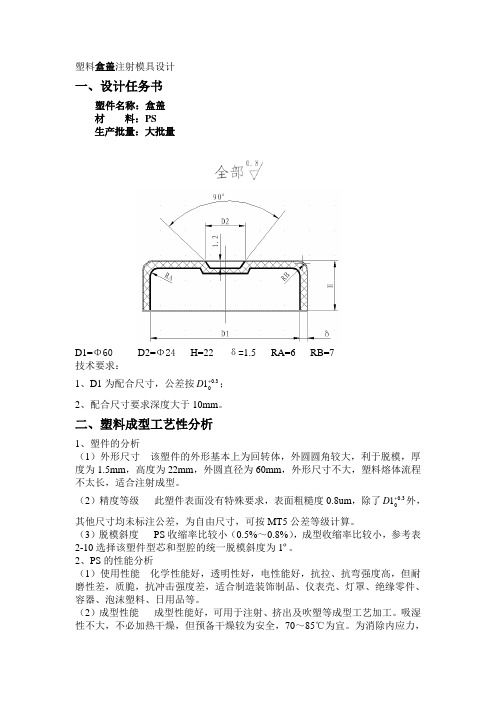
塑料盒盖注射模具设计一、设计任务书塑件名称:盒盖 材 料:PS 生产批量:大批量D1=Φ60 D2=Φ24 H=22 δ=1.5 RA=6 RB=7 技术要求:1、D1为配合尺寸,公差按3.001+D ;2、配合尺寸要求深度大于10mm 。
二、塑料成型工艺性分析1、塑件的分析(1)外形尺寸 该塑件的外形基本上为回转体,外圆圆角较大,利于脱模,厚度为1.5mm ,高度为22mm ,外圆直径为60mm ,外形尺寸不大,塑料熔体流程不太长,适合注射成型。
(2)精度等级 此塑件表面没有特殊要求,表面粗糙度0.8um ,除了3.001+D 外,其他尺寸均未标注公差,为自由尺寸,可按MT5公差等级计算。
(3)脱模斜度 PS 收缩率比较小(0.5%~0.8%),成型收缩率比较小,参考表2-10选择该塑件型芯和型腔的统一脱模斜度为1º。
2、PS 的性能分析(1)使用性能 化学性能好,透明性好,电性能好,抗拉、抗弯强度高,但耐磨性差,质脆,抗冲击强度差,适合制造装饰制品、仪表壳、灯罩、绝缘零件、容器、泡沫塑料、日用品等。
(2)成型性能 成型性能好,可用于注射、挤出及吹塑等成型工艺加工。
吸湿性不大,不必加热干燥,但预备干燥较为安全,70~85℃为宜。
为消除内应力,成型塑件加以退火为宜,80℃温度,2~4h为宜。
(3)PS主要性能指标其性能指标见表项目性能参数项目性能参数密度/(g/cm3)1.04~1.06 屈服强度/Mpa35~63拉伸强度/MPa 35~63 吸水率(%)0.03~0.05拉伸弹性模量/MPa 2.8~3.5熔点/℃131~165拉弯强度/MPa 2.8~3.5计算收缩率(%)0.5~0.6比热容/J.(kg..℃)1340 比体积/cm .g 0.03~0.05PS主要性能指标3、PS注射成型过程及工艺参数(1)注射成型过程①成型准备对PS的色泽、均匀度等进行检验。
原则上PS的吸水性很小,成型前可不必干燥,为了保险起见,成型前最好进行干燥。
方盒盖注塑模具设计说明书(含图)

方盒盖注塑模具设计说明书(含图)方盒盖注塑模具设计说明书1.引言1.1 目的本文档旨在提供方盒盖注塑模具的详细设计说明,以指导模具制造和使用。
1.2 背景方盒盖是一种常用的塑料制品,用于包装食品、化妆品等物品。
为了提高生产效率和产品质量,设计和制造一套高质量的注塑模具至关重要。
2.模具设计要求2.1 产品要求方盒盖的尺寸为 mm x mm x mm,材质为聚丙烯。
模具需要能够精确地注塑出符合设计要求的产品,包括尺寸、外观和功能等方面。
2.2 生产要求模具需要能够适应大批量生产,保证稳定的生产效率和产品质量。
2.3 维护要求模具需要易于维护和清洁,以延长模具的使用寿命,并保持产品的一致性。
3.模具结构设计3.1 模具结构示意图(插入模具结构示意图)3.2 模具组成部分模具包括以下主要组成部分:3.2.1 注射系统注射系统负责将熔融的塑料材料注入模具腔中。
它包括注射筒、注射嘴和喷嘴等部分,需要保证材料流动的均匀性和稳定性。
3.2.2 冷却系统冷却系统用于降低模具温度,加快产品冷却和固化时间。
它包括冷却水道、冷却孔和冷却器等部分,需要设计合理的冷却通道和冷却介质。
3.2.3 模具腔模具腔是制造产品的主要部分,决定产品的尺寸和形状。
它需要细致的加工和光洁的表面,以确保产品质量。
3.2.4 排气系统排气系统用于排出注塑过程中产生的气体,防止产品出现气泡等缺陷。
它包括排气道和排气孔等部分,需要合理设置排气通道和控制排气速度。
3.2.5 开合模系统4.模具制造要求4.1 材料选择模具材料应选择具有良好机械性能、耐磨性和导热性的材料,如优质合金钢等。
4.2 加工工艺模具制造过程包括加工、热处理和装配等步骤。
加工工艺需要根据模具结构和要求进行合理安排,确保加工精度和表面质量。
4.3 表面处理模具表面需要进行适当的处理,如抛光、喷涂和电镀等,以提高模具的耐磨性和防腐性。
5.模具使用和维护指南5.1 使用指南使用模具时,操作人员应按照操作规程进行操作,确保安全和生产效率。
塑料模具设计说明书(参考)
塑料模具设计说明书题目:姓名学号班级2014 年月日目录第一章塑件的工艺分析1.1 任务要求1.2 原料ABS的成型特性和工艺参数1.3 塑件的结构工艺性第二章注射设备的选择2.1 注射成型工艺条件2.2 选择注射机第三章型腔布局与分型面的选择3.1 塑件的布局3.2 分型面的选择第四章浇注系统的设计4.1主流道和定位圈的设计4.2 分流道设计4.3 浇口的设计4.4冷料穴的设计4.5 排气系统的分析第五章主要零部件的设计计算5.1 型芯、型腔结构的确定5.2 成型零件的成型尺寸第六章成型设备的校核6.1、注射成型机注射压力校核6.2、注射量的校核6.3、锁模力的校核相关零件图第一章塑件的工艺分析1.1 任务要求图1 盒盖1.2原料ABS的成型特性和工艺参数ABS是目前产量最大、应用最广的工程塑料。
ABS是不透明非结晶聚合物,无毒、无味,密度为 1.02~1.05 g/cm3。
ABS 具有突出的力学性能,坚固、坚韧、坚硬;具有一定的化学稳定性和良好的介电性能;具有较好尺寸稳定性,易于成型和机械加工,成型塑件表面有较好光泽,经过调色可配成任何颜色,表面可镀铬。
其缺点是耐热性不高,连续工作温度约为70℃,热变形温度约为93℃,但热变形温度比聚苯乙烯、聚氯乙烯、尼龙等都高;耐候性差,在紫外线作用下易变硬发脆。
可采用注射、挤出、压延、吹塑、真空成型、电镀、焊接及表面涂饰等多种成型加工方法。
ABS的成型特性:(1)ABS易吸水,成型加工前应进行干燥处理,表面光泽要求高的塑件应长时间预热干(2)流动性中等,溢边值0.04 mm左右。
(3)壁厚、熔料温度对收缩率影响极小,塑件尺寸精度高。
(4)ABS比热容低,塑化效率高,凝固也快,故成型周期短。
(5)ABS的表观黏度对剪切速率的依赖性很强,因此模具设计中大都采用点浇口形式。
(6)顶出力过大或机械加工时塑件表面会留下白色痕迹,脱模斜度宜取2°以上。
(7)易产生熔接痕,模具设计时应注意尽量减少浇注系统对料流的阻力。
塑料矩形盒模具设计说明书含图—
该塑件壁厚在2mm左右,在3mm以下,采用经验公式:见塑料模具设计指导/伍先明、张蓉等著/国防工业出版社P12页:D=0.2654 ,将m=11.81,L=25,代入得D=4.8506mm=5mm
4)分流道的界面形状
本设计采用圆形界面,且塑料熔体的热量散失、流动阻力较小。
(4)注射速度
ABS塑料采用中等注射速度效果较好。当注射速度过快时,塑料易烧焦或分解析出气化物,从而在制件上出现熔接痕、光泽差及浇口附近塑件发红等缺陷。但塑料壳体为薄壁制件,且浇口又为侧浇口,故而又要有足够高的注射速度,否则塑料熔体难以充满整个型腔。
(5)模具温度
ABS宜取高料温、模温,料温对物性影响较大,料温过高易分解,对于精度要求较高塑料件模温宜取50/℃~60/℃,要求光泽及耐热型塑料宜取60/℃~80/℃。塑料壳体属于中小型制件,形状比较规则,故不需专门对模具加热。
其中R分= =2.5mm
该分流道的剪切速率处于浇口主流道和分流道的最佳剪切速率在5×10²~5×10³/s之间,所以,分流道内熔体的剪切速率合格。
7)分流道的表面粗糙度和脱模斜度
分流道的表面粗糙度要求不是很低,一般去Ra 1.25μm~2.5μm即可,这里取1.5μm,脱模斜度一般在5~10º之间,通过上面的计算知脱模斜度为10.6º,脱模斜度足够。
3)选择注射机
根据以上计算得出在一次注射过程中注入模具型腔的塑料的总体积为V总=53.988cm³,由参考文献[1]式(4-18)V公/0.8=53.988/0.8=67.48 cm³。根据以上的计算,初步选择公称注射量应大于67.48 cm³,注射机型号为SZ—125/400卧式注射机,其主要技术参数见表1-2。
包装盒塑料模设计说明书
本人所传说明书均为完整版!下载无须修改!直接可用!只为更好的学习交流!说明书仅供参考!需要图纸请联系QQ:360702501摘要塑料制品已在工业,农业,国防和日常生活中的方面得到广泛应用。
特别是在电子业中则为突出。
电子产品的外客大部分是塑料制品,产品性能的提高要求高素质的塑料模具和塑料性能。
成型工艺和制品的设计。
塑料制品的成型方法很多。
其主要用于是注射,挤出,压制,压铸和气压成型等和气压成型等。
而注射模,挤出约占成型总数的60%以上。
注射成型分为加料,熔融塑料,注射制件冷却和制件脱模等五个步骤。
当然如利用电气控制。
可实现半自动化或自动化作业。
塑料注射模主要用于热塑料制品的成型,已成功的用于成型热固塑性塑料制品,它是塑料制品生产中十分重要的工艺装置。
注射模的基本组成是:定模机构,动模机构,浇注系统,导向装置,顶出机构,芯机构,冷却和加热装置,排气系统。
因注射模成型的广泛适用,正是我这个设计的根本出发点。
关键词塑料;模具;AutoCAD本人所传说明书均为完整版!下载无须修改!直接可用!只为更好的学习交流!说明书仅供参考!需要图纸请联系QQ:360702501SummaryThe plastics products to have already with daily life wait the aspect to acquire the extensive application at the industry, agriculture, national defense. Especially in the electronic industry then and particularly for outstanding. Electronics product that the outer shell spare parts that exaltation is mostly plastics function that request the high quantity. Type craft with product the design.The plastics products of the type method is a lot of. Among them most of inject, die-casting to compatibly press type etc. But inject the mold, extrude, extrude roughly share type total amount of 60% above inject the type is divided in to add the material, meltdown plastics, and inject to make piece to cool off with make the piece to take off the mold to wait five steps. Certainly if make use off the electricity control. Can realize half auto or automatic homework.. Because inject the mold the type`s extensive suitable for use, exactly the basic point of departure of my this design.Key words Plastics; Mold; AutoCAD1 概述1.1 塑料模概述模具是利用其特定形状去成型具有一定形状和尺寸的制品的工具,按制品所采用的原料不同,成型方法不同,一般将模具分为塑料模具,金属冲压模具,金属压铸模具,橡胶模具,玻璃模具等。
塑料盒(多网格)注塑模设课程设计说明书(含装配图零件图)

目录第一章塑料盒设计要求及其成型工艺分析 (1)1.1 产品基本要求 (1)1.2 塑件结构和形状的设计 (1)1.3 塑件材料性能 (1)1.4 成型方法及其工艺的选择 (2)第二章选择注射机及相关参数的校核 (4)2.1 型腔数量及排列方式选择 (4)2.2 注射机选型 (4)2.3 分型面位置的确定 (7)第三章浇注系统设计 (8)3.1 主流道的设计 (8)3.2 分流道的设计 (9)3.3 分流道的形状及其尺寸 (10)3.4 冷料穴的设计 (11)3.5 浇口的设计 (11)3.6 浇注系统凝料体积计算 (12)3.7 浇注系统各截面流过熔体的体积计算 (12)第四章模具成型零部件结构设计和计算 (15)4.1 成型零件的结构设计 (15)4.2 成型零件钢材的选用 (15)4.3 成型零件的尺寸计算 (16)第五章模架的确定和标准件的选用 (18)5.1 各模板尺寸的确定 (18)5.2 模架各尺寸的校核 (19)第六章脱模推出机构的设计和校核 (20)6.1 脱模推出机构的设计 (20)6.2 脱模力的计算 (21)6.3 脱出机构的校核 (23)第七章排气槽和冷却系统的设计 (24)7.1 排气槽的设计 (24)7.2 冷却系统的设计 (24)7.3 冷却管道的布置 (25)第8章导向与定位结构的设计 (26)参考文献 (27)结束语 (28)第一章塑料盒设计要求及其成型工艺分析1.1 产品基本要求最大几何尺寸:90×86×57使用环境:室内,-10~80℃精度要求:一般(5级)外观要求:外表黑色且光泽性好,无成型缺陷。
其他要求:具有一定的机械强度,散热性能良好,盒底面和侧面均没有透气窗孔。
根据上述要求可归纳产品设计要求塑件需具有良好的点绝缘性和一定的机械强度,且还应具有较好的流动性,可以满足成型要求。
图1-1 零件1.2 塑件结构和形状的设计根据塑件产品图纸,用CERO2.0软件进行塑料盒的三维建模。
塑料盒盖模具设计说明书
塑料盒盖注射模具设计一、设计任务书塑件名称:盒盖 材 料:PS 生产批量:大批量D1=Φ60 D2=Φ24 H=22 δ=1.5 RA=6 RB=7 技术要求:1、D1为配合尺寸,公差按3.001+D ;2、配合尺寸要求深度大于10mm 。
二、塑料成型工艺性分析1、塑件的分析(1)外形尺寸 该塑件的外形基本上为回转体,外圆圆角较大,利于脱模,厚度为1.5mm ,高度为22mm ,外圆直径为60mm ,外形尺寸不大,塑料熔体流程不太长,适合注射成型。
(2)精度等级 此塑件表面没有特殊要求,表面粗糙度0.8um ,除了3.001+D 外,其他尺寸均未标注公差,为自由尺寸,可按MT5公差等级计算。
(3)脱模斜度 PS 收缩率比较小(0.5%~0.8%),成型收缩率比较小,参考表2-10选择该塑件型芯和型腔的统一脱模斜度为1º。
2、PS 的性能分析(1)使用性能 化学性能好,透明性好,电性能好,抗拉、抗弯强度高,但耐磨性差,质脆,抗冲击强度差,适合制造装饰制品、仪表壳、灯罩、绝缘零件、容器、泡沫塑料、日用品等。
(2)成型性能 成型性能好,可用于注射、挤出及吹塑等成型工艺加工。
吸湿性不大,不必加热干燥,但预备干燥较为安全,70~85℃为宜。
为消除内应力,成型塑件加以退火为宜,80℃温度,2~4h为宜。
(3)PS主要性能指标其性能指标见表项目性能参数项目性能参数密度/(g/cm3)1.04~1.06 屈服强度/Mpa35~63拉伸强度/MPa 35~63 吸水率(%)0.03~0.05拉伸弹性模量/MPa 2.8~3.5熔点/℃131~165拉弯强度/MPa 2.8~3.5计算收缩率(%)0.5~0.6比热容/J.(kg..℃)1340 比体积/cm .g 0.03~0.05PS主要性能指标3、PS注射成型过程及工艺参数(1)注射成型过程①成型准备对PS的色泽、均匀度等进行检验。
原则上PS的吸水性很小,成型前可不必干燥,为了保险起见,成型前最好进行干燥。
塑料端盖注射模具设计(含全套CAD图纸)

本科毕业设计(论文) 题目:塑料端盖注射模设计塑料端盖注射模设计摘要随着社会的发展,不同品种和功能的塑料的出现,塑料产品与我们的日常生活越来越密切。
塑料模具设计对生产与生活也越来越重要。
本次毕业设计的课题为塑料端盖注塑模具设计,主要在对塑件从材料上进行工艺分析,确定分型面及型腔数;完成浇注系统的设计,浇口采用侧浇口;抽芯机构采用斜导柱实现塑件的侧孔成型;脱模机构采用顶杆推出。
同时通过合理地选择注射机并对注塑压力、最大注塑量、锁模力、开模行程等相关方面进行校核,进一步保证设计的合理型,并设计温度调节系统和阐述模具装配等方面。
本次设计完成了塑料端盖的生产,此次设计不仅结构简单,生产效率高,而且运动可靠生产成本低。
最重要的是适用于人们的生活中。
关键词:端盖注塑模具;分型面;注塑模具;注射机Plastic end cap injection mold designAbstractWith the development of society different varieties and function plastic appearance in our lives, plastic productions have closer to our daily lives. Plastic mold design is more and more important to the production and life.The topic of this graduation design for the plastic end cover injection mold design, mainly in based on the analysis of the molding for plastic parts are made from the raw material analysis, forming characteristics, parting surface selection, the design of the gating system, cooling system design, the core and cavity structure design, launch reset structure design, design of side core-pulling mechanism and the design of steering mechanism and other aspects detailed in this paper, the design of the end cover injection mold process. At the same time, through the rational selection of the injection machine and check the injection pressure, the maximum injection quantity, clamping force, mold opening stroke and other related aspects, further ensuring reasonable design, and design the temperature control system and elaborated the mold assembly.This design completed the production of plastic end cover, it not only has simple structure, but also has high production efficiency and the movement is reliable low production cost.The most important it is suitable for people's life.Key Words:cover injection mold;lateral core-pulling;parting surface;injection mold;injection machine主要符号表公P 公称压力 0P 注射压力v 公最大注射量 S 收缩率v q 体积流量 'α锁紧块的斜角α斜导柱倾斜角 S 机开模行程max S 最大收缩率 S 模具制造公差z δ模具制造公差 c δ模具磨损量3h 传热膜系数 d 斜导柱直径S 抽抽芯距 []σ材料的许用应力max H 模具最大闭合高度 min H 模具最小闭合高度P 导滑槽施加的压力 Q 总模具型腔的总热量i t 流道中各段流程的厚度 A 塑件包紧型芯的侧面积L 斜导柱的有效工作长度 i L 流道中各段流程的长度p 塑件对型芯产生的单位正压力[]δ为脱模板中心允许的最大变形量1F 斜导柱与滑块之间的摩擦阻力2F 导滑槽与滑块之间的摩擦阻力目录摘要 (I)Abstract (II)主要符号表 (III)1绪论 (V)1.1塑料的发展 (1)1.2塑料模具发展 (1)1.2.1国内外注塑模具的发展现状 (1)1.2.2国内外注塑模具的发展趋势 (2)1.3本文主要设计内容 (2)2 塑件材料及工艺的分析 (4)2.1PA1010基本特性 (4)2.2PA1010成型工艺分析 (4)2.3塑件结构分析 (4)2.4塑件尺寸及精度分析 (5)2.5塑件表面质量分析 (5)2.6塑件厚度分析 (5)2.7塑件的体积和质量 (6)3 塑件在模具中的布局 (7)3.1型腔数目的确定 (7)3.2型腔的分布 (7)3.3分型面设计 (7)3.3.1分型面的分类 (7)3.3.2分型面的选择原则 (7)4 浇注系统的设计 (9)4.1浇注系统设计的组成及要求 (9)4.2主流道设计 (9)4.3分流道设计 (10)4.3.1分流道设计要点 (10)4.3.2分流道的形状和尺寸 (11)4.3.3分流道的表面粗糙度 (11)4.4浇口设计 (11)4.4.1浇口的作用 (12)4.4.2浇口的截面形状和尺寸 (12)4.4.3浇口位置的选择 (13)4.5冷料穴的设计 (13)4.6拉料杆的设计 (14)5 成型零件的结构设计 (15)5.1成型零件的结构形式及设计 (15)5.1.1凹模结构设计 (15)5.1.2型芯结构设计 (16)5.2成型零件工作尺寸的计算 (16)5.2.1影响塑件尺寸精度的因素 (16)5.2.2模具成型零件的工作尺寸计算 (17)6 结构零部件设计 (18)6.1注射模架的选取 (20)6.2垫块的设计 (20)6.3合模导向机构的设计 (20)6.3.1导柱的设计 (20)6.3.2导套设计 (21)7 侧向分型与抽芯机构的设计 (22)7.1斜导柱的设计 (22)7.1.1斜导柱的形状及技术要求 (22)7.1.2斜导柱的倾斜角 (22)7.1.3斜导柱的长度 (22)7.1.4斜导柱的受力分析与直径计算 (23)7.2滑块的设计 (24)7.3导滑槽的设计 (24)7.4滑块定位装置 (25)7.4.1滑块定位装置的作用 (25)7.4.2结构形式 (25)7.5楔紧块 (25)7.6成型斜顶杆的设计 (22)8 推出机构设计 (23)8.1推出方式的选取 (23)8.2推出力计算 (23)8.3推出机构设计 (24)8.3.1推杆推出机构设计 (24)8.3.2推出机构导向与复位 (29)9 注射机的型号和规格选择及校核 (27)9.1初选注射机规格 (27)9.2注射机工艺参数校核 (27)9.2.1最大注射量的校核 (27)9.2.2注射压力的校核 (28)9.2.3锁模力的校核 (28)9.3注射机安装部分与模具相关尺寸校核 (28)9.3.1喷嘴尺寸校核 (28)9.3.2定位圈尺寸校核 (29)9.3.3最大最小模厚校核 (29)9.3.4开模行程校核 (29)10 冷却系统的设计 (30)10.1冷却装置设计要点 (30)10.2冷却回路布置 (30)11 模具的分析及保养 (31)11.1模具的经济效益分析 (30)11.2模具的保养 (30)12 结论 (31)参考文献 (37)致谢 (33)毕业设计(论文)知识产权声明 (39)毕业设计(论文)独创性声明 (40)1绪论1.1塑料的发展现代工业的飞速发展为素有“工业之母”美誉的模具工业带来前所未有的发展机遇,而模具材料的应用在模具制造中起举足轻重的作用。
肥皂盒盖塑料模具设计说明书
塑件的工艺性分析1.使用性能、制件技术要求和生产要求该塑件为盖状,用于防尘。
根据要求,采用大批量生产,采用注塑成型。
2.了解塑件材料选择材料:高密度聚乙烯(HDPE)材料特性:1.密度小,在-75℃下保持软质2.耐酸碱及有机溶剂3.介电性能很好4.成本低,成型加工方便应用情况:常用于机器罩﹑盖﹑手柄﹑机床低速导轨﹑滑道﹑工具箱﹑日用品﹑及周转箱成型条件:料筒温度200℃—300℃模具温度10℃—60℃成型收缩率 1.5% —5%流动比(L/T)200 —600密度(g.cm-3)0.941—0.9653. 塑件的结构工艺性分析(1)塑件厚度为2㎜,壁厚均匀,塑件成型性能良好;(2)塑件本身有一定斜度,利于脱模;(3)从塑件结构看,设置一个分型面注射机的选择(一)注射机的初选1.塑件的体积计算利用PRO/E软件进行三维实体建模,并可直接通过软件进行分析,查询到塑件的体积为:V=26.8 cm32.注射机的选用选用注射机时,通常是以某塑件(或模具)实际需要的注射量初选某一公称注射量的注射机型号,然后依次对该机型的公称注射压力、公称锁模力、模板行程以及模具安装部分的尺寸一一进行校核。
以实际注射量初选某一公称注射量的注射机型号;为了保证正常的注射成型,模具每次需要的实际注射量应该小于某注射机的公称注射量,即:公实V V <式子中,实V —实际塑件(包括浇注系统凝料)的总体积(3cm )。
考虑到设计为2腔,加上浇注系统的冷凝料,查阅塑料模设计手册的国产注射机技术规范及特性,可以选择XS —ZY —125. 其技术参数如下:(二)注射机有关参数的校核和最终选择1.注射量的校核由公式:K V公≥V件+ V浇式中,V公——注射机的的最大注射量(3cm)V件——几个塑件的体积和(3cm)V浇——浇道凝料和飞边的体积(3cm)K ——利用系数,K=0.8所以K V公0.8×125=100 cm3≥V件+ V浇=26.8×2+10=63.6 cm3 满足要求2.注射压力的校核该项工作是校核所选注射机的公称压力P能否满足塑件所成型时需要的注射压力P0,其值一般为70~150MPa,通常要求P> P。
塑料盒模具设计说明书-正文

一、塑件成型工艺性分析1.1塑件的分析外形尺寸图1 塑件图如图1所示,该塑件壁厚为1.6mm—2mm,为薄壁类壳体类塑件,塑件外形尺寸不大,为矩形状,较规则,塑料熔体流程不太长,要求塑件表面平整光滑,无翘曲变形、皱折和裂纹等缺陷,防止产生熔接痕。
根据塑件的外形特征,且材料为热塑性塑料,选择注射成型是合适的成型方法。
精度等级塑件部分尺寸的公差任务书中已经给定,可知塑件对精度的要求较高,未注的公差取为MT5。
脱模斜度聚丙烯(PP)的成型性能良好,成型收缩率较小,该塑件的平均壁厚约为2mm,任务书中已经给定脱模斜度范围为30′~1°。
1.2 PP工程塑料的性能分析聚丙烯(PP)是一种半结晶性材料。
它比PE要更坚硬并且有更高的熔点.由于均聚物型的PP温度高于0℃以上时非常脆,因此许多商业的PP材料是加入1~4%乙烯的无规则共聚物或更高比率乙烯含量的钳段式共聚物。
共聚物型的PP 材料有较低的热扭曲温度(100℃)、低透明度、低光泽度、低刚性,但是有有更强的抗冲击强度。
PP的强度随着乙烯含量的增加而增大.PP的维卡软化温度为150℃。
由于结晶度较高,这种材料的表面刚度和抗划痕特性很好。
PP不存在环境应力开裂问题。
通常,采用加入玻璃纤维、金属添加剂或热塑橡胶的方法对PP进行改性.PP的流动率MFR范围在1~40。
低MFR的PP材料抗冲击特性较好但延展强度较低.对于相同MFR的材料,共聚物型的强度比均聚物型的要高。
由于结晶,PP的收缩率相当高,一般为1。
8~2。
5%。
并且收缩率的方向均匀性比PE-HD等材料要好得多。
加入30%的玻璃添加剂可以使收缩率降到0.7%。
均聚物型和共聚物型的PP材料都具有优良的抗吸湿性、抗酸碱腐蚀性、抗溶解性。
然而,它对芳香烃(如苯)溶剂、氯化烃(四氯化碳)溶剂等没有抵抗力。
PP也不像PE那样在高温下仍具有抗氧化性.聚丙烯(PP)是常见塑料中较轻的一种,其电性能优异,可作为耐湿热高频绝缘材料应用。
方盒盖注塑模具设计说明书(含图)

方盒盖注塑模具设计说明书(含图)方盒盖注塑模具设计说明书一、设计目的方盒盖注塑模具设计旨在提供一种高质量、高效率的注塑模具,用于生产方形盒盖产品。
本设计说明书详细介绍了方盒盖注塑模具的各个组成部分以及其工作原理,旨在为模具制造商、设计师以及使用者提供详尽的设计指导。
二、设计概述2.1 产品描述方盒盖是一种常见的塑料制品,使用于各种包装盒中。
由于其广泛的应用,设计一个稳定可靠的注塑模具对于生产商至关重要。
2.2 模具类型本设计采用注塑模具,通过将熔融塑料注入模具腔中,获得成型的方盒盖产品。
三、模具结构设计3.1 模具整体结构方盒盖注塑模具由以下几个主要部分组成:1) 模具底板:模具的基础,承受模具的各个部件;2) 模具腔板:用于实现产品的成型,包括方盒盖的内部和外部形状;3) 模具芯棒:用于成型产品中的内部空腔,使之具有一定的内部结构;4) 射嘴:用于将熔融塑料注入模具腔中的管道;5) 塑料溢流槽:用于控制注塑过程中塑料溢出的位置和数量。
3.2 模具尺寸模具尺寸需要根据方形盒盖产品的具体尺寸进行设计。
建议使用CAD软件进行三维建模,并参考附件1中的尺寸说明。
四、模具制造与使用4.1 制造流程1) 设计模具结构,包括模具底板、模具腔板等各个部分;2) 制作模具的零件,如底板、腔板等;3) 完成模具的组装,确保各个部分的精密配合;4) 进行模具的调试与测试,确保模具能够正常工作。
4.2 使用注意事项1) 使用模具前,需进行充分的清洁和润滑;2) 使用模具时,应控制注塑机的温度和压力,以避免模具损坏或产生不良产品;3) 使用完成后,及时清理模具,并进行维护保养。
五、附件附件1:方盒盖注塑模具尺寸图六、法律名词及注释1) 注塑模具:指用于注塑成型的模具,用于将熔融塑料注入模具腔中,得到成型的塑料产品。
2) 成型产品:指注塑模具通过注塑成型得到的最终产品。
3) CAD软件:计算机辅助设计软件,用于进行三维建模、工程图纸等设计工作。
塑料盒塑料模具设计说明书(含全套cad图纸)..
材料与能源学院课程设计课程名称塑料成型工艺及模具设计题目名称塑料盒塑料成型工艺及模具设计专业年级班别学号学生姓名指导教师201年月7日摘要注射成形是成形热塑件的主要方法,因此应用范围很广。
注射成形是把塑料原料放入料筒中经过加热熔化,使之成为高黏度的流体,用柱塞或螺杆作为加压工具,使熔体通过喷嘴以较高压力注入模具的型腔中,经过冷却、凝固阶段,而后从模具中脱出,成为塑料制品。
本文以塑料盒为对象,详细介绍其注射模设计过程。
设计中主要运用了UG等不同的软件分别对塑件的三维结构、注射模成型部分零件、浇注系统、脱模机构等等进行了仿真设计和分析。
最后进行了注射机型号的选择及校核、分型面的确定、型腔的设计、抽芯机构的设计、成型部分零件的设计、浇注系统、冷却系统、排溢引气系统、脱模机构的设计,复位系统的设计及其它零部件的设计。
最后通过Autocad完成工程图的制作,并总结相关计算说明书。
关键词:塑料盒;注射模;Autocad目录第一章绪论 (1)1.1我国塑料模具的发展现状 (1)1.2国外塑料模的发展状况 (2)第二章产品分析 (4)2.1塑件分析 (4)2.1.1结构分析 (4)2.1.2塑件尺寸精度的设计分析 (4)2.1.3塑件表面质量和粗糙度的分析 (4)2.2塑件原材料的选取和分析 (4)第三章塑件相关计算及注射机的选择 (7)3.1塑件的相关计算 (7)3.1.1塑件的厚度检测 (7)3.1.2塑件投影面积的计算 (7)3.1.3塑件体积与质量的计算 (7)3.2注射机的选择 (7)3.2.1注塑机概况 (7)3.2.2注塑机的分类 (8)3.2.3注塑机的选择 (8)第四章拟定型腔布局 (10)4.1 型腔 (10)4.2 型腔数目的确定 (10)4.3型腔排布 (11)第五章分型面设计 (12)5.1分型面设计原则 (12)5.2分型面设计 (12)第六章浇注系统设计 (14)6.1塑件的模流分析 (14)6.2 主流道设计 (14)6.3分流道设计 (15)6.4进料口设计 (15)6.5浇口套及定位圈的设计 (16)第七章模架的选用 (17)第八章成型零部件设计 (18)8.1 成型零件的结构设计 (18)8.1.1凹模 (18)8.1.2凸模 (18)8.2成型零件的工作尺寸计算 (18)第九章导向机构设计 (23)9.1导向机构 (23)9.1.1导柱 (23)9.1.2导套 (24)9.1.3导柱与导套的配用 (25)9.1.4导柱布置 (26)9.2 定位装置 (26)9.2.1限位导柱 (26)9.2.2定距螺钉 (26)第十章脱模机构设计 (28)10.1 脱模装置 (28)10.1.1脱模机构有关计算 (28)10.2顶出机构设计 (29)10.2.1顶出机构的设计原则 (29)10.3拉料机构 (29)10.4 复位机构 (30)第十一章冷却及排气系统设计 (31)11.1 冷却系统 (31)11.1.1冷却回路的布置 (31)11.1.2冷却时间计算 (32)11.1.3管道直径设计 (32)11.2排气机构 (33)第十二章模具材料的选择 (34)第十三章模具总体结构 (35)第十四章模具的校核 (36)14.1容量校核 (36)14.2合模力校核 (36)14.3模具厚度的校核 (37)参考文献 (38)第一章绪论1.1我国塑料模具的发展现状我国塑料模工业从起步到现在,历经半个多世纪,有了很大发展,模具水平有了较大提高。
肥皂盒塑料模具设计说明书
肥皂盒设计说明书班级:143模具姓名:学号:项目一肥皂盒盖注射模具设计与制造(两板模)任务1-1:接受任务书成型塑件任务书成型塑件任务书由设计者提出内容如下:(1)经过审签正规的塑件产品图纸,并注明塑件的牌号、透明度等。
(2)塑件说明书或技术要求。
(3)生产批量。
(4)塑件样品。
28/ 1.1 产品图图产品实物图2图28 / 2.图3 模具设计任务书28/ 3.1.塑件的工艺性(1)塑料品种:聚丙烯(PP)颜色:白色基本特性:聚丙烯无色、无味、无毒。
外观似聚乙烯,但比聚乙烯更透明。
密度仅为0.9~0.91g/㎝3。
它不吸水,光泽好,易着色。
定向拉伸后聚丙烯可制作铰链,有特别高的抗弯曲、疲劳强度。
聚丙烯的熔点为164~170℃,耐热性好,能在100℃以上的温度下进行消毒灭菌,其最高使用温度可达到1050℃。
最低使用温度-15℃,低于-35℃时会脆裂。
因不吸水,聚丙烯的绝缘温度性能不受湿度影响。
但在氧、人、光的作用下极易降解、老化,所以必须加入防老化剂。
成型特点:成型收缩范围大,易发生缩孔、凹痕及变形;聚丙烯热容量大,注射成型模具必须设计能充分进行冷却的冷却回路;聚丙烯成型的适宜模温为80℃左右,不低于50℃,否则会造成成型塑件表面光泽差或产生熔接痕等缺陷。
但温度过高会产生翘曲变形。
(2)塑件尺寸精度尺寸精度:此塑件所有未住尺寸按标准GB/T14486-1993Z中的MT5级精度。
表面质量:表面不得有气孔、条纹、凹痕、变色等缺陷。
表面粗糙度去Ra1.6结构工艺性:此塑件为矩形塑件,总体尺寸125×78×25,属于小型塑件。
28/ 4.壁厚为均匀1.5㎜,大于最小厚度要求0.8㎜。
侧壁拔模斜度为零,有8㎜>5㎜,必须增加30′的拔模斜度,才可以顺利脱模。
该塑件不存在倒扣等结构。
塑件定顶面内圆角R11,外圆角R12,可以提高模具强度、改善流体的流动情况和便于脱模。
5 拔模分析4 图壁厚分析 图通过以上分析可知,此塑件可以采用注射成型生产。
毕业设计论文塑料饭盒注塑模设计(含cad图纸)

目 录任务书 (1)一、塑料的工艺性设计 (3)(1)、注塑模工艺 (3)(2)、化学和物理特征 (3)(3)、塑件的尺寸与公关差 (4)1、塑件的尺寸与公关差 (4)2、塑件尺寸公差标准 (4)3、塑料的表面质量 (4)二、注射成型机的选择 (5)三、型腔布局与分型面设计 (5)(1)、型腔数目的确定 (5)(2)、型腔的布局 (6)(3)、分型面的设计 (7)四、 浇注系统设计 (8)(1)、主流道设计 (9)(2)、主流道衬套的固定 (10)(3)、分流道的设计 (11)(4)、浇口的设计 (11)五、成型零件的设计 (13)(1)、成型零件的结构设计 (14)1、凹模结构设计 (14)2、型芯结构设计 (14)(2)、成型零件工作尺寸计算 (15)1、外型尺寸 (16)2、内腔尺寸 (17)六、 合模导向机构设计 (17)(1)、导柱结构 (18)(2)、导套结构 (18)七、脱模机构的设计 (19)(1)、脱模机构的设计的总体原则 (20)(2)、推杆设计 (20)1、推杆的形状 (21)2、推杆的位置与布局 (21)(3)、推件板设计的要点 (21)(4)、开模行程与推出机构的校核 (22)(5)、浇注系统凝料脱模机构 (22)工艺卡 (23)参考文献 (23)附录:全套 CAD 图纸,如需联系作者QQ 401339828一、塑料的工艺性设计(1)、注塑模工艺干燥处理:如果储存适当则不需要干燥处理。
熔化温度:220~275℃,注意不要超过275℃。
模具温度:40~80℃,建议使用50℃。
结晶程度主要由模具温度决定。
注射压力:可大到1800bar。
注射速度:通常,使用高速注塑可以使内部压力减小到最小。
如果制品表面出现了 缺陷,那么应使用较高温度下的低速注塑。
流道和浇口:对于冷流道,典型的流道直径范围是4~7mm。
建议使用通体为圆形的 注入口和流道。
所有类型的浇口都可以使用。
典型的浇口直径范围是 1~1.5mm,但 也可以使用小到0.7mm的浇口。
塑料肥皂盒模具设计(含全套CAD图纸)
┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊香皂盒塑料注塑模设计[摘要] 注塑模在机械、电子、航天航空、生物领域及日用品的生产中得到广泛的应用。
本次设计的是塑料香皂盒注塑模具,设计内容主要包括模具总体结构和零部件设计,以及模具各部分的计算和校核,借助于软件PRO/ENGINEER 对模具结构进行了合理性的分析,缩短了设计周期,以期设计出所要求的模具。
在此次模具设计过程中,模具设计路线如下:模具结构设计→模具型腔、型芯三维设计→模具型腔、型芯二维出图。
根据实物测绘,本设计应用Pro/ENGINEER软件,创建了零件的3D模型和二维工程图,绘制了分模曲面、型腔等零件,并评估了零件的合理性。
选择注塑机时,应用Pro/ENGINEER软件,避免了大量烦琐的计算。
当各零件以实体绘出时,使用组装模块将各零件仿真组装起来,生成模具产品图。
[关键词] 香皂盒注塑模具 PRO/E CADSoap box plastic injection mold design ┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊[Abstract] Injection mould is widely used in the field of machine, electronics, aviation, biology and commodity. What we designed inthis present is a soap box, which mainly including holistic configuration, part design, calculation and check of every partof the mould. A software “PRO/ENGINEER” was used in the design process to analyze the rationality of the mould and decrease thedesign time for obtaining an ideal mould.The route of Design is following: Design → cavity and Core 3Ddesign → mold cavity, the core two-dimensional drawing.According to the map the soap box, the design using Pro / ENGINEER software, create 3D model and generate 2D engineering drawings, plot thepartingsurface, cavity and insert Side coresparts, thenevaluatethe rationally of every part. Appling Pro/ENGINEER software to choose injection molding machine, avoid a lot of tedious calculations. Whenthe components drawing entities, use the assemble modules to simulation and assemble all parts, then, die map of products can generate.[Key word] Soap box injection mould PRO/E CAD目录┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊前言 (1)第 1章塑件的工艺分析 (4)1.1分析塑件使用材料的种类及工艺特征 (4)1.2分析塑件的结构工艺性 (7)1.3工艺性分析 (7)第 2章初步确定型腔数目 (8)2.1初步确定型腔数目 (8)第 3章注射机的选择 (9)3.1注塑成型工艺简介 (9)3.2 注塑成型工艺条件 (10)3.3 注塑机的选择 (11)3.4塑件体积的计算 (12)3.5按注射机的最大注射量确定型腔数目 (13)3.6估算浇注系统的体积,其初步设定方案如下 (13)3.7注射机的校核 (14)第 4章浇注系统的设计 (16)4.1主流道的设计 (16)4.2 分流道的设计 (17)4.3分型面的选择设计原则 (18)4.4浇口的设计 (19)4.5冷料穴的设计 (19)4.6排气系统的设计 (20)4.6.1排气设计原则 (20)4.6.2 推杆、镶件排气功能的证明 (21)第 5章确定主要零件结构尺寸选模架 (22)第 6章成型零部件的设计 (23)6.1型腔、型芯工作尺寸计算 (23)6.1.1型腔尺寸计算 (23)6.1.2型芯的尺寸计算 (24)第 7章导向机构的设计 (26)7.1导柱的设计 (26)7.2导套的结构设计 (26)7.3推出机构的设计 (26)7.3.1推件力的计算 (26)7.3.2 推杆的设计 (27)7.4本模具工作原理 (28)第 8章加热、冷却系统的设计 (29)8.1 求塑件在硬化时每小时释放的热量Q1 (29)┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊8.2 冷却系统的作用 (29)8.3 求冷却水的体积流量 V (30)第 9章校核 (31)9.1整体式圆形型腔壁厚度的计算 (31)9.1.1按刚度条件计算 (31)9.2整体式圆形型腔底板厚度的计算 (31)9.2.1按刚度条件计算 (31)9.3注射机有关工艺参数的校核 (32)9.4模具厚度 H与注射机闭和高度 (32)小结 (33)致谢 (34)参考文献 (35)前言┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊在 21 世纪的今天,随着科学技术的不断进步和社会的高速发展,产品更新换代越来越快。
注塑模具设计说明书cad图

摘要模具的生产技术水平已成为衡量一个国家的水平的产品制造商的一项重要指标,因为模具决心很大程度上质量、效率和开发新产品的能力.目前,中国的工业生产的特点是产品的多样性、更新快和激烈的市场竞争。
光阴似梭,大学三年的学习一晃而过,为具体的检验这三年来的学习效果,综合检测理论在实际应用中的能力,除了平时的考试、实验测试外,更重要的是理论联系实际,即此次设计的课题为笔筒的注塑模具.本次设计以笔筒模具为主线,综合了成型工艺分析,模具结构设计,最后到模具零件的加工方法,模具总的装配等一系列模具生产的所有过程。
在设计该模具的同时总结了以往模具设计的一般方法、步骤,模具设计中常用的公式、数据、模具结构及零部件.把以前学过的基础课程融汇到综合应用本次设计当中来,所谓学以致用。
在设计中除使用传统方法外,同时引用了CAD、Pro/E等电脑软件,使用Office工具等现代化的电脑手段,力求达到减小劳动强度,提高工作效率的目的。
本次设计中得到了诸位老师的指点,非常感机械学院各位老师的精心教诲。
由于实际经验和理论技术有限,本设计的错误和不足之处在所难免,希望各位老师批评指正。
关键词:笔筒、点浇口、注塑模ABSTRACTHere to entertheneedto turn over a source of plastic materials,low price,quality and performance characteristics.itis incomputersandmobile phones,cars and electrical and elect ronics,instruments,appliance and products manufacturing is an alternative to theroleof themost widely used.an injection is a thermoplastic -concreteshapeof the main method,the scopeof applicationisvery large.Been shaping the plasticmaterials in rollsofth ematerial beingheated,whichhas become a highly fluidbolts, or as the pressure oftools,the melted by regulated by a high pressure injection mould of form, after a coolingandsolidify,and then diefrom the adjustment,asof plastic.The product isofdailyuseofplastic bottle,and with high practicability.the product design formass production, the designmolds to have high molding efficiency,the system canautomatically release, inadditionto ensure the qualityof the surface forms a side gate and thereforeuse single cent fo rthe injection,the side gate automatically release the structure of the type. the machinemold is a choice ofamodule four chambers structure,thesystemusesthe sidegate to push out of shape, form a board with the agencyto complete the formsof the launchof the process。
食品包装盒注塑模设计说明书
由于本人知识储备的不足和经验的缺乏,免在设计中存在不足之处,恳请老师给予批 评指正,在此不胜感谢
1. 1 塑件的成型工艺分析-----------------------------------------------1. 2 ABS 塑料的材料特性------------------------------------------------1. 3 ABS 塑料的成型特性------------------------------------------------1. 4 ABS 塑料的成型工艺参数---------------------------------------------
更多设计请移步: 咨询
前言
随着现代工业发展的需要,塑料制品在工业,农业和日常生活等各个领域的应用越来 越广泛,质量要求也越来越高.在塑料制品和生产中,高质量的模具设计先进的模具制造设 备,合理的加工工艺,优质的模具材料和现代化的成型设备等都是成型优质塑料的重要条 件.
4
第一章 塑料ቤተ መጻሕፍቲ ባይዱ型工艺
的综合力学性能。在机械性能方面,ABS 具有质硬、坚韧、刚性好。有一定化学稳定性和 良好的介电性能。它还有很好的成型加工性能以及能与其他塑料和橡胶相混熔的特点。ABS 塑料的表面可以电镀。
近年来,我国的模具工业一直以每年 13%左右的增长速度快速发展,据预测,我国模 具行业在“十五”期间的增长速度将达到 13%--15%。模具钢的需求量也将以每年 12%的速 度递增,全国年需求量约 70 万吨左右,而国产模具钢的品种只占现有国外模具钢品种的 60%,每年进口模具钢约 6 万吨。我国每年进口模具约占市场总量的 20%左右,已超过 10 亿美元,其中塑料及橡胶模具占全部进口模具 50%以上;冲压模具占全部进口模具约 40%。 由此可见我国模具工业的发展潜力是巨大的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第六章浇注系统设计14
6.1塑件的模流分析14
6.2 主流道设计14
6.3分流道设计15
6.4进料口设计15
6.5浇口套及定位圈的设计16
第七章模架的选用17
第八章成型零部件设计18
8.1成型零件的结构设计18
8.1.1凹模18
8.1.2凸模18
8.2成型零件的工作尺寸计算18
第九章导向机构设计23
近年来,国内已较广泛地采用一些新的塑料模具钢,如:P20、3Cr2Mo、PMS、SMⅠ、SMⅡ等,对模具的质量和使用寿命有着直接的重大的影响,但总体使用量仍较少。塑料模标准模架、标准推杆和弹簧等越来越广泛地得到应用,并且出现了一些国产的商品化的热流道系统元件。但目前我国模具标准化程度和商品化程度一般在30%以下,和国外先进工业国家已达到70%-80%相比,仍有很大差距。
10.3拉料机构29
10.4复位机构30
第十一章冷却及排气系统设计31
11.1冷却系统31
11.1.1冷却回路的布置31
11.1.2冷却时间计算32
11.1.3管道直径设计32
11.2排气机构33
第十二章模具材料的选择34
第十三章模具总体结构35
第十四章模具的校核36
14.1容量校核36
14.2合模力校核36
在制造技术方面,CAD/CAM/CAE技术的应用水平上了一个新台阶,以生产家用电器的企业为代表,陆续引进了相当数量的CAD/CAM系统,如美国EDS的ugⅡ、美国Parametric Technology公司的Pro/Emgineer、美国CV公司的CADS5、英国Deltacam公司的DOCT5、日本HZS公司的CRADE、以色列公司的Cimatron、美国AC-Tech公司的C-Mold及澳大利亚Moldflow公司的MPA塑模分析软件等等。这些系统和软件的引进,虽花费了大量资金,但在我国模具行业中,实现了CAD/CAM的集成,并能支持CAE技术对成型过程,如充模和冷却等进行计算机模拟,取得了一定的技术经济效益,促进和推动了我国模具CAD/CAM技术的发展。近年来,我国自主开发的塑料模CAD/CAM系统有了很大发展,主要有北航华正软件工程研究所开发的CAXA系统、华中理工大学开发的注塑模HSC5.0系统及CAE软件等,这些软件具有适应国内模具的具体情况、能在微机上应用且价格较低等特点,为进一步普及模具CAD/CAM技术创造了良好条件。
材料与能源学院Байду номын сангаас
课程设计
课程名称塑料成型工艺及模具设计
题目名称塑料盒塑料成型工艺及模具设计
专业
年级班别
学号
学生姓名
指导教师
201年月7日
摘 要
注射成形是成形热塑件的主要方法,因此应用范围很广。注射成形是把塑料原料放入料筒中经过加热熔化,使之成为高黏度的流体,用柱塞或螺杆作为加压工具,使熔体通过喷嘴以较高压力注入模具的型腔中,经过冷却、凝固阶段,而后从模具中脱出,成为塑料制品。
关键词:塑料盒;注射模;Autocad
第一章绪论1
1.1我国塑料模具的发展现状1
1.2国外塑料模的发展状况2
第二章产品分析4
2.1塑件分析4
2.1.1结构分析4
2.1.2塑件尺寸精度的设计分析4
2.1.3塑件表面质量和粗糙度的分析4
2.2塑件原材料的选取和分析5
第三章塑件相关计算及注射机的选择7
3.1塑件的相关计算7
14.3模具厚度的校核37
参考文献39
第一章
1.1
我国塑料模工业从起步到现在,历经半个多世纪,有了很大发展,模具水平有了较大提高。在大型模具方面已能生产48英寸大屏幕彩电塑壳注射模具、6.5kg大容量洗衣机全套塑料模具以及汽车保险杠和整体仪表板等塑料模具;精密塑料模具方面,已能生产照相机塑料件模具、多型腔小模数齿轮模具及塑封模具。如天津津荣天和机电有限公司和烟台北极星I.K模具有限公司制造的多腔VCD和DVD齿轮模具,所生产的这类齿轮塑件的尺寸精度、同轴度、跳动等要求都达到了国外同类产品的水平,而且还采用最新的齿轮设计软件,纠正了由于成型收缩造成的齿形误差,达到了标准渐开线齿形要求。还能生产厚度仅为0.08mm的一模两腔的航空杯模具和难度较高的塑料门窗挤出模等等。注塑模型腔制造精度可达0.02~0.05mm,表面粗糙度Ra0.2μm,模具质量、寿命明显提高了,非淬火钢模寿命可达10~30万次,淬火钢模达50~1000万次,交货期较以前缩短,但和国外相比仍有较大差距.成型工艺方面,多材质塑料成型模、高效多色注射模、镶件互换结构和抽芯脱模机构的创新设计方面也取得较大进展。气体辅助注射成型技术的使用更趋成熟,如青岛海信模具有限公司、天津通信广播公司模具厂等厂家成功地在29~34英寸电视机外壳以及一些厚壁零件的模具上运用气辅技术,一些厂家还使用了C-MOLD气辅软件,取得较好的效果。如上海新普雷斯等公司就能为用户提供气辅成型设备及技术。热流道模具开始推广,有的厂采用率达20%以上,一般采用内热式或外热式热流道装置,少数单位采用具有世界先进水平的高难度针阀式热流道装置,少数单位采用具有世界先进水平的高难度针阀式热流道模具。但总体上热流道的采用率达不到10%,与国外的50~80%相比,差距较大。
9.1导向机构23
9.1.1导柱23
9.1.2导套24
9.1.3导柱与导套的配用25
9.1.4导柱布置26
9.2定位装置26
9.2.1限位导柱26
9.2.2定距螺钉26
第十章脱模机构设计28
10.1脱模装置28
10.1.1脱模机构有关计算28
10.2顶出机构设计29
10.2.1顶出机构的设计原则29
3.1.1塑件的厚度检测7
3.1.2塑件投影面积的计算7
3.1.3塑件体积与质量的计算7
3.2注射机的选择7
3.2.1注塑机概况7
3.2.2注塑机的分类8
3.2.3注塑机的选择8
第四章拟定型腔布局10
4.1型腔10
4.2型腔数目的确定10
4.3型腔排布11
第五章分型面设计12
5.1分型面设计原则12
本文以塑料盒为对象,详细介绍其注射模设计过程。设计中主要运用了UG等不同的软件分别对塑件的三维结构、注射模成型部分零件、浇注系统、脱模机构等等进行了仿真设计和分析。最后进行了注射机型号的选择及校核、分型面的确定、型腔的设计、抽芯机构的设计、成型部分零件的设计、浇注系统、冷却系统、排溢引气系统、脱模机构的设计,复位系统的设计及其它零部件的设计。最后通过Autocad完成工程图的制作,并总结相关计算说明书。