焊材消耗定额标准
焊接定额计算焊材用量计算表

焊接定额计算焊材用量消耗量计算
使用说明:
1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的 1.65倍计,焊丝按酸性焊条重量的0.636倍计;
碱性焊条按熔敷金属重量的 1.80倍计,焊丝按碱性焊条重量的0.583倍计;
焊丝按熔敷金属重量的 1.05倍计;
焊剂按熔敷金属重量的 1.35倍计;。
焊材消耗定额标准
焊材消耗定额标准HBPC-CHB-0011.本标准适合于手工电弧焊、氩弧焊、气体保护焊、自动埋弧焊。
2.制定本标准的依据和参考资料3.相应的焊缝标准、焊接工艺规程及生产实际情况。
4.附表中给出各种坡口形式的熔焊金属重量,具体焊接材料由相应的焊接工艺指定。
5.计算公式6.熔焊金属重量公式见附表7.焊条消耗定额(Kg)=熔焊金属重量×8.焊丝消耗定额(Kg)=熔焊金属重量×9.埋弧自动焊焊剂定额(Kg)=焊丝消耗定额×10.附表附表1单面不开坡口无底对接焊缝F=δ×b+2/3B×C附表2单面不开坡口带垫板对接焊缝附表3单面不开坡口有底对接焊缝F=δ×b+4/3B×C附表4双面对称X型坡口对接焊缝F=δ×b+(δ-p)2/2×tg(α/2)+4/3B×C附表5双边V型坡口无底对接焊缝F=δ×b+(δ-p)2/2×tg(α/2)+2/3B×C 附表6双边V型坡口有底对接焊缝F=δ×b+δ2×tg(α/2)+2/3B×C附表7双边V型坡口钢板垫对接焊缝F=δ×b+δ2×tg(α/2)+2/3B×C附表8双面不开坡口埋弧自动焊对接焊缝F=δ×b+4/3B×C附表9双边V型坡口埋弧自动焊对接焊缝F=δ×b+(δ-10)2/2×tg(α/2)+4/3×(E+4) 附表10对称X型坡口埋弧自动焊对接焊缝F=δ×b+(δ-p)2/2×tg(α/2)+4/3B×C附表11无坡口单面角焊缝F=K2/2+K×h 注:无坡口双面角焊缝按两条焊缝计算附表12有坡口单面角焊缝附表13水冷壁(光管+扁钢)纵向焊缝焊材消耗定额标准注:表内给出的熔焊金属重量为一条焊缝的重量附表14管子对接V型坡口熔焊金属计算表。
焊材消耗定额
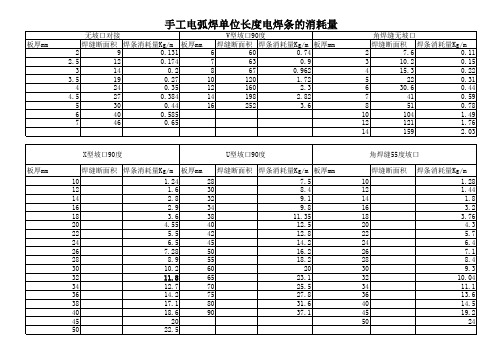
U型坡口90度 焊缝断面积 焊条消耗量Kg/m 板厚mm 7.5 8.4 9.1 9.8 11.35 12.5 12.8 14.2 16.2 18.2 20 23.1 25.5 27.8 31.6 37.1
埋弧自动焊消耗量
X型坡口90度 板厚mm 6 8 10 12 14 15 16 18 20 40 45 48 50 55 注: 焊丝直径 3 3 4 4 4 4 4 4 4 5 5 5 5 6 焊丝消耗量Kg/m 0.45 0.54 0.72 0.9 1.22 1.5 1.71 2 2.4 7.4 10 11.5 12.4 14.5 焊剂Kg/m 0.4 0.48 0.6 0.75 1 1.2 1.4 16 2 5.9 8 10 10.6 12 X型坡口90度 板厚mm 22 25 28 30 32 34 36 38 60 65 70 80 焊丝直径 5 5 5 5 5 5 5 5 6 6 6 6 焊丝消耗量Kg/m 2.1 3.4 4 4.5 5 5.5 6.2 6.8 16.8 19 24 30 X型坡口90度 焊剂Kg/m 2.2 2.8 3.2 3.6 4 4.4 5 5.4 14 15.5 20 24
308 ER309
焊剂理论上按焊丝的0.8计算, 但实际由于多种原因一般按焊丝重量的1.5倍计算。 1㎏φ 08焊丝焊管头的数量 1Kg焊条 根数 Φ 32*3 150根 Φ2.5 47 Φ 25*2.5 200根 Φ 38*2 110根 Φ3.2 30(碳钢)27(不锈钢) Φ4 17 Φ 57*2 84根 Φ5 11 Φ 19*2 250根 Φ 48.3*1.7 95根 常用焊接材料公斤与数量(根数)的对照表 焊条 型号 规格 重量(Kg) J422(J426) φ 2.5 J422(J426) φ 3.2
焊材消耗定额

26
1.6
5.4
0.40
28
1.6
5.9
0.45
30
1.6
6.7
0.50
焊接材料消耗定额
六、碳钢、低合金钢及不锈钢换热器管与管板焊条电弧焊
焊接接头形式(示意图)
管子直径
焊条直径
焊条定额
管头/Kg
19
3.2
120
25
3.2
90
32
3.2
70
38
3.2-4
60
七、碳钢、低合金钢及不锈钢换热器管与管板钨极氩弧焊
0.85
4
0.55
0.69
16
3.2-4
0.95
4
0.71
0.89
18
4-5
0.95
4
0.92
1.14
20
4-5
1.10
4
1.12
1.38
22
4-5
1.10
4
1.32
1.66
24
4-5
1.20
4
1.57
1.96
26
4-5
1.20
4
1.91
2.39
28
4-5
1.25
4
2.24
2.71
30
4-5
1.25
24
3.2-4
0.90
4
3.05
3.62
6、双V或U型坡口手工打底,自动焊填充(可带垫板)
26
4-5
0.65
4
3.10
3.88
28
4-5
0.65
4
3.43
as焊接材料消耗定额标准-11页文档资料
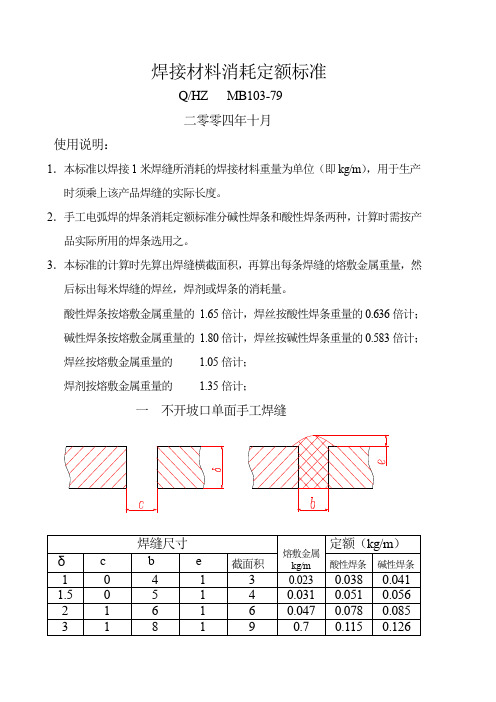
焊接材料消耗定额标准Q/HZ MB103-79二零零四年十月使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的 1.05倍计;焊剂按熔敷金属重量的 1.35倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝三V型坡口单面手工焊缝第 1 页四V型坡口双面手工焊缝五对称双面X型坡口手工焊缝第 2 页六单面U型坡口手工焊缝七不开坡口丁字接头单面手工焊缝第 3 页注:双面焊定额加倍. δ1≥δ. 八单面V型坡口角度手工焊缝(双面焊)第 4 页九油缸缸底焊缝焊丝定额第 5 页钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C eq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.Ito-Bessyo计算预热温度公式:T0=[])(-350CC︒25.0——T0预热温度(℃)——[C]=[C]X+[C]P第 6 页————尺寸碳当量:[C]P=0.005S[C]X(S为板厚)————成分碳当量:[C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90第 7 页钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=(0.5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
焊接消耗定额标准
焊接消耗定额标准焊接材料消耗定额标准二零一零年八月使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的 1.05倍计;焊剂按熔敷金属重量的 1.35倍计;一不开坡口单面手工焊缝2 1 6 1 6 0.047 0.078 0.0853 1 8 1 9 0.7 0.115 0.126 二不开坡口双面手工焊缝焊缝尺寸熔敷金属kg/m 定额(kg/m)δ c b e 截面积酸性焊条碱性焊条3 1 8 1 14 0.109 0.18 0.1964 2 10 1 21 0.164 0.27 0.2954.5 2 10 1 22 0.172 0.28 0.315 2 12 1 26 0.204 0.34 0.376 2 14 1 30 0.235 0.39 0.428 2.5 16 1.5 51 0.400 0.66 0.72 10 2.5 18 1.5 57 0.448 0.74 0.81 三V型坡口单面手工焊缝焊缝尺寸熔敷金属kg/m 定额(kg/m)δαp c b e 截面积酸性焊条碱性焊条3 700 1 1.5 8 1 12.6 0.098 0.162 0.1764 700 1 1.5 8 1 17.6 0.137 0.226 0.2475 700 1 1.5 10 1 25.3 0.197 0.325 0.3556 700 2 2.5 10 1 32.8 0.256 0.423 0.460 8 700 2 2.5 14 1.5 59.2 0.462 0.763 0.830 10 650 2 2.5 16 1.5 85.8 0.670 1.110 1.210 12 650 2 2.5 18 1.5 118 0.920 1.524 1.660 14 650 2 3 20 1.5 176 1.370 2.260 2.470 四V型坡口双面手工焊缝焊缝尺寸熔敷金属kg/m 定额(kg/m)δαp c b b1e=e1 截面积酸性焊条碱性焊条5 700 2 2 10 8 1 28.3 0.221 0.365 0.3986 700 2 2 10 8 1 35.2 0.274 0.452 0.494 8 700 2 2 14 10 1.5 65.2 0.510 0.841 0.920 10 650 2 2 16 10 1.5 86.7 0.676 0.120 1.220 五对称双面X型坡口手工焊缝焊缝尺寸熔敷金属kg/m 定额(kg/m)δαp c b e 截面积酸性焊条碱性焊条12 650 2 3 12 1 83.8 0.665 1.08 1.18 14 650 2 3 14 1 104.4 0.83 1.37 1.49 16 600 2 3 15 1.5 134.5 1.05 1.73 1.89 20 600 2 3 16 1.5 185.5 1.45 2.39 2.61 22 600 2 3 17 1.5 215.5 1.68 2.77 3.02 25 600 2 3 19 1.5 265.5 2.07 3.42 3.72 28 600 2 3 21 1.5 321 2.50 4.12 4.50 30 600 2 3 22 1.5 359.5 2.80 4.62 5.05 32 600 2 3 23 1.5 402 3.19 5.16 5.74 36 600 2 3 26 1.5 493 3.84 6.35 6.91 40 650 2 3 28 2 610.6 4.76 7.85 8.56 46 600 2 3 31 2 810.6 6.31 10.4 11.35 50 600 2 3 34 2 905.6 7.06 11.65 12.75六单面U型坡口手工焊缝焊缝尺寸熔敷金属kg/m 定额(kg/m)δ b e 截面积酸性焊条碱性焊条12 16 1.5 148 1.16 1.92 2.09 14 16 1.5 180 1.41 2.34 2.54 16 20 1.5 219 1.72 2.84 3.10 24 22 2 282 3.00 4.95 5.40 26 24 2 429 3.36 5.55 6.05 18 20 1.5 255 2.00 3.30 3.60 20 22 2 302 2.37 3.92 4.28 22 22 2 341 2.67 4.40 4.80 28 24 2 473 3.72 6.15 6.70 30 24 2 519 4.08 6.75 7.35七不开坡口丁字接头单面手工焊缝焊缝尺寸熔敷金属kg /m 定额(kg/m)δk e 截面积焊丝酸性焊条碱性焊条2 2 1 4 0.0312 0.0328 0.0515 0.05623 3 1 8 0.0625 0.0656 0.103 0.1134 4 1 12 0.0936 0.0983 0.155 0.1695 5 1 18 0.14 0.147 0.23 0.2526 6 1.5 27 0.21 0.221 0.347 0.3787 7 1.5 35 0.275 0.289 0.454 0.4958 8 1.5 44 0.344 0.361 0.568 0.629 9 1.5 54 0.424 0.445 0.70 0.76310 10 1.5 65 0.51 0.536 0.843 0.9211 11 1.5 77 0.604 0.634 0.997 1.08712 12 1.5 90 0.703 0.738 1.16 1.2713 13 1.5 104 0.82 0.861 1.35 1.4814 14 1.5 119 0.93 0.977 1.53 0.6815 15 1.5 135 1.06 1.113 1.75 1.9116 16 1.5 152 1.19 1.25 1.97 2.1418 18 1.5 189 1.48 1.554 2.44 2.6720 20 1.5 230 1.8 1.89 2.97 3.2422 22 2 286 2.23 2.342 3.68 4.0224 24 2 336 2.64 2.772 4.36 4.7525 25 2 363 2.83 2.972 4.67 5.128 28 2 448 3.5 3.675 5.77 6.330 30 2 510 4.0 4.2 6.6 7.2 注:双面焊定额加倍. δ1≥δ.八单面V型坡口角度手工焊缝(双面焊)焊缝尺寸熔敷金属kg/m 定额(kg/m)δ b e k 截面积酸性焊条碱性焊条4 8 1 3 23.2 0.181 0.299 0.3265 9 1 3 30 0.234 0.386 0.4216 11 1 3 38.7 0.302 0.50 0.5448 14 1.5 5 72.7 0.567 0.935 1.02 10 17 1.5 5 100.7 0.785 1.30 1.41 12 20 1.5 5 134.5 1.05 1.73 1.89 14 23 1.5 5 174 1.36 2.24 2.45 16 26 1.5 7 231 1.80 2.97 3.24 20 32 2 7 349.1 2.72 4.5 4.9 22 34 2 7 410.3 3.2 5.28 5.76 25 38 2 7 515.6 4.02 6.65 7.25 28 42 2 7 633.5 4.93 8.15 8.9 30 46 2 7 721.3 5.62 9.3 10.1九油缸缸底焊缝焊丝定额d d外d1 H 焊缝长度(m)焊丝重量(Kg)每米焊丝定额(Kg)aφ63 φ83 φ6730.2360.114 0.484 0º2 0.12 0.491 15º2 0.1 0.414 0ºφ89φ67 2 0.245 0.18 0.713 0ºφ71 2 0.252 0.13 0.51 0ºφ80 φ102φ84 20.293 0.15 0.51 0ºφ107 0.301 0.23 0.77 0ºφ100 φ121 φ10420.354 0.17 0.46 0ºφ127φ104 0.363 0.24 0.67 0ºφ105 0.365 0.26 0.712 0ºφ109 0.371 0.19 0.51 0ºφ110 φ133 φ114 2 0.3880.22 0.554 0º0.37 0.944 45ºφ125φ146 φ12920.432 0.2 0.459 0ºφ152 φ129 0.4420.34 0.77 0º0.41 0.924 15ºφ159X20 φ129 0.453 0.68 1.49 15ºφ140 φ168X18 φ14430.490.46 0.933 0º2 0.41 0.83 0ºφ168 φ146 2 0.494 0.36 0.72 0ºφ164φ1442 0.484 0.3 0.605 0ºφ168 2 0.49 0.49 1.00 15ºφ160 φ194X21 φ164 2 0.563 0.7 1.23 0º0.84 1.49 15ºφ168 0.569 0.66 1.15 0ºφ180 φ219X24 φ18420.6341.04 1.63 0º1.26 1.98 15ºφ186 0.637 0.93 1.46 0ºφ200 φ245X28 φ20420.7061.532.17 0º1.882.66 15ºφ206 0.7091.4 1.98 0º1.722.42 15ºφ230 φ273X28 φ23420.7971.58 1.98 0º1.932.42 15ºφ236 0.81.44 1.80 0º1.762.20 15ºφ238 0.8031.31 1.63 0º1.59 1.98 15ºφ250 φ299X30 φ254 2 0.8692.24 2.58 0º2.753.16 15º割嘴编号切割厚度mm 氧气压力MPa乙炔压力MPa切割速度mm/min0 0 5~100.20~0.30>0.03 600~4500 10~20 480~3801 20~30 0.25~0.35 400~3202 30~50 350~2803 50~700.3~0.4>0.04 300~2404 70~90 260~2005 90~120 0.4~0.5 210~170 钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C eq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.Ito-Bessyo计算预热温度公式:T0=[])(25.0350CC︒-——T0预热温度(℃)——[C]=[C]X+[C]P————尺寸碳当量:[C]P=0.005S[C]X(S为板厚)————成分碳当量:[C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90钢板最小弯曲半径板材弯曲半径经退火不经退火钢Q235、15、30 钢A5、35钢45铜铝0.5t0.8tt——0.2tt1.5t1.7t0.8t0.8t圆钢最小弯曲半径圆钢直径d 6 81121416182253最小弯曲半径R 4 6 8 101214注:圆钢在冷弯曲时弯曲半径一般应使R≥d,在特殊情况下允许采用表中的数值钢管最小弯曲半径管子弯曲工垫管外径d 弯曲半径R≥备注钢管热弯任意值3d (1)L为管端最短直管长度,一般L=2d,但应冷弯焊接钢管任意值6d无缝钢管5~20壁厚≤24d壁厚>23d20~35 5d 3d35~60 —4d60~140 —5d铜管冷弯≤18 2d铝管>18 3d ≥45 mm (2)单位: mm钣金展开公式L=(0.5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
焊材消耗定额计算

焊材消耗定额计算首先,焊材消耗定额计算需要明确以下几个参数:1.焊接方法:包括手工电弧焊、埋弧焊、气体保护焊、等离子焊等。
2.焊接材料:焊丝,包括焊芯材料和焊剂,通常根据焊接方法不同而选择不同的焊芯材料和焊剂。
3.焊接层数:焊缝的层数,通常有单层焊缝和多层焊缝两种。
4.焊缝形式:包括直焊缝、横焊缝、角焊缝等形式。
在进行焊材消耗定额计算时,需要根据以上参数选择相应的计算公式。
以下是一些常用的计算公式的示例:1.焊接电流计算:焊接电流(A)= 焊缝长度(m)× 焊接速度(m/min)× 焊丝截面积(mm²/m)2.焊丝消耗量计算:焊丝消耗量(kg/m)= 焊接电流(A)× 焊接时间(h)× 焊丝直径(mm)× 电流效率3.焊剂消耗量计算:焊剂消耗量(kg/m)= 焊缝长度(m)× 焊接速度(m/min)× 焊剂厚度(mm)4.焊剂厚度计算:焊剂厚度(mm)= 焊缝截面积(mm²)× 焊剂密度(kg/m³)÷ 焊缝长度(m)通过以上公式计算得到的数值,即为焊材消耗定额。
需要注意的是,焊材消耗定额计算中还需考虑一些因素的修正:1.考虑焊接过程中的损耗情况,例如焊丝的溅射、飞溅和风化等。
2.考虑焊接工艺因素的修正,包括焊接电流、焊接速度、焊接层数等的影响。
焊材消耗定额计算是一项比较复杂的工作,需要根据具体焊接工艺和焊接材料进行计算。
在实际生产中,可以参考相关的焊接手册和标准,或者请专业人员进行计算。
通过定额计算,可以合理控制焊材消耗量,提高焊接效率和经济效益。
焊接材料消耗定额标准
焊接材料消耗定额标准Q/HZ MB103-79二零零四年十月使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的 1.05倍计;焊剂按熔敷金属重量的 1.35倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝三V型坡口单面手工焊缝四V型坡口双面手工焊缝五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝七不开坡口丁字接头单面手工焊缝注:双面焊定额加倍. δ1≥δ. 八单面V型坡口角度手工焊缝(双面焊)九油缸缸底焊缝焊丝定额CG1-30型气割机切割规范钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C eq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.Ito-Bessyo计算预热温度公式:T0=[])C︒-350C(25.0——T0预热温度(℃)——[C]=[C]X+[C]P————尺寸碳当量:[C]P=0.005S[C]X(S为板厚)————成分碳当量:[C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=(0.5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
焊接消耗定额标准
焊接消耗定额标准LG GROUP system office room 【LGA16H-LGYY-LGUA8Q8-LGA162】焊接材料消耗定额标准二零一零年八月使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的倍计,焊丝按酸性焊条重量的倍计;碱性焊条按熔敷金属重量的倍计,焊丝按碱性焊条重量的倍计;焊丝按熔敷金属重量的倍计;焊剂按熔敷金属重量的倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝三 V型坡口单面手工焊缝四 V型坡口双面手工焊缝五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝七不开坡口丁字接头单面手工焊缝注:双面焊定额加倍. δ1≥δ.八单面V型坡口角度手工焊缝(双面焊)九油缸缸底焊缝焊丝定额CG1-30型气割机切割规范钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C e q=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C e q>%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.Ito-Bessyo计算预热温度公式:T0=[])C︒350C-(25.0——T0预热温度(℃)——[C]=[C]X+[C]P————尺寸碳当量: [C]P=[C]X(S为板厚)————成分碳当量: [C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
焊接材料消耗定额标准(最新)
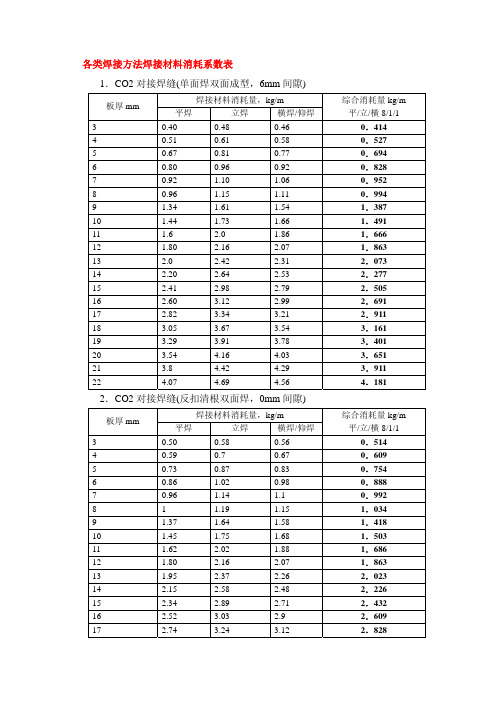
各类焊接方法焊接材料消耗系数表1.CO2对接焊缝(单面焊双面成型,6mm间隙)焊接材料消耗量,kg/m板厚mm平焊立焊横焊/仰焊综合消耗量kg/m 平/立/横8/1/13 0.400.480.46 0.414 4 0.510.610.58 0.527 5 0.670.810.77 0.694 6 0.800.960.92 0.828 7 0.921.101.06 0.952 8 0.961.151.11 0.994 9 1.341.611.54 1.387 10 1.441.731.66 1.491 11 1.62.01.86 1.666 12 1.802.162.07 1.863 13 2.02.422.31 2.073 14 2.202.642.53 2.277 15 2.412.982.79 2.505 16 2.603.122.99 2.691 17 2.823.343.21 2.911 18 3.053.673.54 3.161 19 3.293.913.78 3.401 20 3.544.164.03 3.651 21 3.84.424.29 3.911 22 4.074.694.56 4.181 2.CO2对接焊缝(反扣清根双面焊,0mm间隙)焊接材料消耗量,kg/m板厚mm平焊立焊横焊/仰焊综合消耗量kg/m 平/立/横8/1/13 0.500.580.56 0.514 4 0.590.70.67 0.609 5 0.730.870.83 0.754 6 0.861.020.98 0.888 7 0.961.141.1 0.992 8 11.191.15 1.034 9 1.371.641.58 1.418 10 1.451.751.68 1.503 11 1.622.021.88 1.686 12 1.802.162.07 1.863 13 1.952.372.26 2.023 14 2.152.582.48 2.226 15 2.342.892.71 2.432 16 2.523.032.9 2.609 17 2.743.243.12 2.82818 2.933.533.4 3.03719 3.163.763.63 3.26720 3.43.993.87 3.50621 3.624.214.09 3.72622 3.884.474.34 3.985 3.埋弧焊对接焊缝焊接材料消耗量,kg/m板厚mmI型坡口V型坡口X型坡口4 0.3065 0.3476 0.3887 0.4398 0.4909 0.54110 0.60211 0.63812 0.66313 0.955(含反扣)14 1.033(含反扣)15 1.45816 1.54517 1.69918 1.78419 1.87320 1.96521 2.04422 2.1264.角焊缝(CO2焊、手工焊)普通填角焊缝焊接材料消耗量,kg/m焊脚高度mm平焊立焊横焊/仰焊综合消耗量kg/m 平/立/横8/1/13 0.180.220.21 0.187 4 0.240.290.28 0.249 5 0.300.360.35 0.311 6 0.390.460.44 0.402 7 0.480.580.55 0.577 8 0.580.690.66 0.599 9 0.700.840.81 0.725 10 0.800.96 0.92 0.828深熔焊(P.P.)焊接材料消耗量,kg/m综合消耗量kg/m 板厚mm平焊立焊横焊/仰焊0.48/0.48 0.480.38/0.386 0.30/0.300.58/0.58 0.580.45/0.457 0.36/0.360.53/0.530.67/0.67 0.678 0.42/0.420.77/0.77 0.770.6/0.69 0.48/0.480.67/0.670.85/0.85 0.8510 0.53/0.530.72/0.720.93/0.93 0.9312 0.57/0.570.95/0.95 0.950.74/0.7412 0.59/0.591.01/1.01 1.010.79/0.7913 0.63/0.631.07/1.07 1.070.84/0.8414 0.67/0.671.17/1.17 1.170.92/0.9215 0.73/0.731.27/1.27 1.270.99/0.9916 0.79/0.791.19/1.191.56/1.56 1.5617 0.93/0.931.67/1.67 1.671.30/1.3018 1.04/1.041.49/1.491.93/1.93 1.9319 1.17/1.171.58/1.582.02/2.02 2.0220 1.26/1.26全焊透(F.P.)焊接材料消耗量,kg/m综合消耗量kg/m 板厚mm平焊立焊横焊/仰焊6 0.40/0.40.64/0.64 0.640.5/0.50.77/0.77 0.777 0.48/0.480.6/0.60.90/0.90 0.908 0.56/0.560.7/0.71.03/1.03 1.030.8/0.89 0.64/0.641.14/1.14 1.1410 0.71/0.710.89/0.891.22/1.22 1.220.94/0.9411 0.75/0.751.27/1.27 1.270.99/0.9912 0.79/0.791.35/1.35 1.351.05/1.0513 0.84/0.841.43/1.43 1.431.11/1.1114 0.89/0.891.55/1.55 1.551.21/1.2115 0.97/0.971.68/1.68 1.681.31/1.3116 1.05/1.052.08/2.08 2.081.59/1.5917 1.24/1.241.74/1.742.23/2.23 2.2318 1.39/1.392.67/2.67 2.672.07/2.0719 1.55/1.552.18/2.182.82/2.82 2.8220 1.66/1.66说明:1、采用CO2焊接方法计算焊材消耗量时,应乘以1.6的系数;2、采用手工电弧焊的焊接方法计算焊材消耗量时,应乘以1.8的系数;3、考虑到现场施工的实际情况,计算对接缝焊材消耗量时,应乘以1.4的系数;计算角焊缝时,应乘以2.0的系数。
焊接材料消耗定额计算方法
焊接材料消耗定额计算方法1、本标准适用于锅炉、压力容器焊材定额的制定和选用2、引用标准GB324《焊缝符号表示法》GB985《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》GB986《埋弧焊焊缝坡口的基本形式和尺寸》3、焊接材料的选择3.1.焊条的选择原则3.1.1考虑母材的机械性能和化学成分(常见化学成分和焊缝金属机械参见表)1、普通结构钢的焊接,通常要求焊缝金属与母材等强度,应选用抗拉强度等于或稍高于母材的焊条2、对于合金结构钢,通常要求焊缝金属的主要成分与母材金属相同或者相近。
3、当母材中C及S、P等元素含量偏高时,焊缝金属容易产生裂纹,应选用抗裂性能好的低氢型焊材。
⑴低碳钢或低合金高强钢的焊接应根据钢材的抗拉强度来选择等强或稍高强度的焊材。
⑵耐热钢或不锈钢的焊接,应选用熔敷金属化学成分与母材相同或相近的焊条⑶异种钢焊接材料的选择比较复杂,选择时应遵循以下一般原则:①组织基本类似,强度等级不同的钢之间的焊接,最好选用抗拉强度介于被焊材料之间的折中焊条。
②碳钢、低碳钢、耐热钢与奥氏体钢焊接,如果产品工作温度较低,选用Cr25Ni13型不锈钢填充金属。
③碳钢与耐热钢焊接4应选用E5015型焊条。
3.1.2考虑焊件的结构复杂程度和刚性⑴形状复杂、结构刚性大以及厚度大的焊件必须采用抗裂性能较好的低氢焊条⑵考虑焊件的工作条件,包括载荷、介质和温度等,选用相应的能满足使用要求的焊条,如高温条件下工作的焊件应选择耐热钢焊条,接触腐蚀介质的焊条应选择不锈钢焊条,承受动载或冲击载荷的焊件应选择强度较高、塑性和韧性较高的低氢型焊条。
在没有规定的情况下,一般受压件选择碱性焊条,结构件选择酸性焊条,对于同一强度级别或同一化学成分的焊条,碱性焊条可代替酸性焊条,强度略低的焊条,但不得反代。
3.1.4考虑改善焊工劳动条件,提高劳动生产率,经济合理性等方面在酸性焊条和碱性焊条都可满足性能的要求时,应尽量采用酸性焊条,在使用性能相同的基础上选择价格较低的焊条。
焊接材料消耗定额标准[详]
![焊接材料消耗定额标准[详]](https://img.taocdn.com/s3/m/919fa70cbe23482fb4da4c98.png)
word格式文档焊接材料消耗定额标准Q/HZ MB103-79二零零四年十月专业整理使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的 1.05倍计;焊剂按熔敷金属重量的 1.35倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝三V型坡口单面手工焊缝四V型坡口双面手工焊缝五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝4七不开坡口丁字接头单面手工焊缝6注:双面焊定额加倍. δ1≥δ. 八单面V型坡口角度手工焊缝(双面焊)7九油缸缸底焊缝焊丝定额8CG1-30型气割机切割规范9钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C eq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.Ito-Bessyo计算预热温度公式:T0=[])C︒-350C(25.0——T0预热温度(℃)——[C]=[C]X+[C]P————尺寸碳当量:[C]P=0.005S[C]X(S为板厚)————成分碳当量:[C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=(0.5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊材消耗定额标准
LG GROUP system office room 【LGA16H-LGYY-LGUA8Q8-LGA162】
焊材消耗定额标准
HBPC-CHB-001 1.本标准适合于手工电弧焊、氩弧焊、气体保护焊、自动埋弧焊。
2.制定本标准的依据和参考资料
3.相应的焊缝标准、焊接工艺规程及生产实际情况。
4.附表中给出各种坡口形式的熔焊金属重量,具体焊接材料由相应的焊接工艺指定。
5.计算公式
6.熔焊金属重量公式见附表
7.焊条消耗定额(Kg)=熔焊金属重量×
8.焊丝消耗定额(Kg)=熔焊金属重量×
9.埋弧自动焊焊剂定额(Kg)=焊丝消耗定额×
10.附表
附表14管子对接V型坡口熔焊金属计算表。