针剂安瓿瓶洗烘灌封联动生产线PLC的应用分析
基于PLC的车间灌装线的机电一体化系统设计

摘要关于车间灌装线有两种设计方案,我们采用方案二进行设计,即利用PLC和变频器控制电动机转动带动皮带传动,然后将要灌装的瓶传送给灌装机,灌装的瓶子在皮带的传动作用下经过光电传感器,光电传感器检测到第一个瓶子时将信号传送给PLC,控制电机进行停转,恰好到与瓶口对应的罐装位置,此时电磁阀动作打开喷嘴进行灌装,灌装到一定液位时,液位传感器检测到信号后传送给PLC,控制电磁阀关闭。
此时皮带电机开始运转将灌装后的瓶子输送到下一工序,并对下一批输送过来的瓶子进行灌装,循环进行.目录第一章绪论第二章车间灌装线的机电一体化系统设计2.1总体方案设计2.2具体方案的介绍第三章系统设计所需各元件工作原理3.1液位传感器的选择3。
2光电传感器的选择3。
3定时器的选择3。
4电磁阀的选择3。
5电动机的选择3.6 PLC的选择第四章PLC程序编制第五章系统常见故障分析及维护第六章结束语致谢第一章绪论为了提高产品质量,缩短生产周期,适应产品迅速更新换代的要求,产品生产正在向缩短生产周期、降低成本、提高生产质量等方向发展。
在炼油、化工、制药等行业中,车间灌装是必不可少的工序,而且也是其生产过程中十分重要的组成部分。
另外, 生产要求该系统要具有灌装容量精确、控制可靠等特点,这也是人工操作和半自动化控制所难以实现的。
所以为了帮助相关行业,特别是其中的中小型企业实现车间灌装的自动控制, 从而达到高效准确的目的,实现罐装的自动化势必就是摆在我们眼前的一大课题。
我们可以借助实验室设备熟悉工业生产中PLC的应用,了解不同公司的可编程控制器的型号和原理,熟悉其编程方式,熟悉电磁阀、光电传感器、液位传感器的使用,学以致用用于生产.计算机的出现给大规模工业自动化带来了曙光。
1968年,美国最大的汽车制造厂商通用汽车(GM)公司提出了公开招标方案,设想将功能完备、灵活、通用的计算机技术与继电器便于使用的特点相结合,把计算机的编程方法和程序输入方式加以简化,用面向过程、面向问题的“自然语言”编程,生产一种新型的工业通用控制器,使人们不必花费大量的精力进行计算机编程,也能像继电器那样方便地使用。
浅谈早期他汀类药物治疗对急性心肌梗死的作用
产设备产生损耗, 增加机械部件磨损 , 长时间运行后需要定期停机检修 而 现场总线技术应用到该生产线后, 若针剂安瓿瓶在灌封设备入 口处发生数 量太多的情况时,L 的一个模块根据采集到的AI PC 信号( 由滑动电位计产 生 ) 相 关的指 令 信息 , 产生 经现 场总 线将该 指 令信 息 传送 给 另一模 块 , 该 PC L 模块得到指令信息后, 会产生一个控制洗瓶i备的主驱动马达变频器, 殳 息, 经过D 接 口将指令信 息传送给 控制洗 瓶设备 P 的主驱动 马达 变频器 。 果针剂 安瓿 瓶在 灌封阶 段到达 预先 设计 的容 量 , 如 洗瓶将暂停。 针剂安瓿瓶在灌装阶段的用量逐渐减少后 , 自动重新启动洗 该生产工序降低了工人的劳动强度和生产维护费用, 实现了完全 自动调节
【】 阳年生. f 安瓿瓶洗烘灌封联动机组联动控制的改进【. J 机电信息.0 9 】 20
(7. 1)
【】 刘恒. 2 工业 自动化在安瓿瓶洗烘灌封联动生产线上的应用【 . J 机电信 】 息 2 0(6. 0 60) 【】 王林宽. 3 施雯字. 陈筠. 章卫东 平战结合注射液瓶 自动冲洗吹干灌药 封 口机 的研 制【】中国实用 医药 .093) J. 20 (0. 【 耿敬军. 5 】 注射液两种灯检方法的对 比分析【】中国药事 2 0(1. J. 081)
控制 。
19 年 以前的 同类生产 线设备 采 用指示 灯闪 烁和 明灭的方 法告诉 操 97 作者运 行状 态的 正常与否 , 显示 的 设备 运 行状 态信 息 内容 十 分有 限。 若设
与以前的同类生产线相比, 该生产线由于采用了更多更先进的控制技 术和电气控制组件 , 极大的方便了现场调试和应用。 指令信号不需要像从 前那样大量铺设电缆线路 , 而是通过现场总线和企业以太网进行传输, 从 而降 低了故 障点 的数 目, 约了 人力 成本 。 节 以前 同类 生产 线针 剂安 瓿瓶 在 灌封设备 人 口处发生数量 太多的情 况时 , 会导致P C L 产生 一个停 止洗 瓶设 备运行的指令, 洗瓶设备收到指令后立即停机; 当针剂安瓿瓶在灌封没备 入 口数 量减少 后 ,L 再 发出一个 撤消停止 运行的 指令 , PC 此时 , 机器 的重 新
基于PLC的饮料灌装生产线的控制系统设计

基于PLC的饮料灌装生产线的控制系统设计基于PLC的饮料灌装生产线的控制系统设计随着现代化工业大生产的不断发展,各种生产线和设备的控制系统也在不断升级和改进。
饮料灌装生产线作为其中的一种重要生产线和设备,其控制系统的设计方案也日益成熟。
在这些设计方案中,基于PLC的饮料灌装生产线控制系统成为了越来越多生产厂家的选择。
本文将从PLC技术的具体应用入手,介绍基于PLC的饮料灌装生产线控制系统的设计及其优点。
1、PLC技术的具体应用PLC,即可编程逻辑控制器,是一种用于控制工业制程、自动化和机器人化的计算机。
PLC通过输入采集器(传感器)来获取信号,经过程序进行处理,再通过输出信号与电动机、传动机、阀门和气动装置等一系列工业控制设备完成工业生产流程的整个控制过程。
PLC以其强大的计算能力,高效的运行速度,极高的可靠性,现代化的控制方式以及精度高,稳定性好等优点吸引了越来越多的生产厂商的选择。
在饮料灌装生产线的控制系统中,PLC装置被广泛运用。
PLC技术的应用,为饮料灌装生产线的智能化、高效化助力。
2、基于PLC的饮料灌装生产线控制系统设计方案在基于PLC的饮料灌装生产线控制系统的设计方案中,常见的系统组成部分包括:1)机械手系统2)输送系统3)灌装系统4)清洗系统5)控制系统其中,机械手系统和输送系统主要负责完成不同型号的瓶子进入生产线并对其进行归类,同时有利于后续工作的顺畅进行。
在灌装系统中,PLC装置通过收集数据,根据不同瓶子型号和要求来进行调整,实现不同饮料的灌装。
清洗系统负责对各种瓶子进行清洗,并保证其卫生,防止瓶中残留物的污染。
最后,控制系统与传感器,电机,气动装置相结合,对饮料灌装生产流程进行最终控制。
基于PLC的饮料灌装生产线的控制系统是一个复杂的系统,涉及到数控系统,并需要精准地对工厂内的各种设备进行控制。
因此在设计方案中常见的方案结构为模块化控制,即将整个控制系统分为多个模块,通过各个模块之间的通讯,最终控制饮料灌装生产线的生产流程。
饮料灌装生产流水线plc控制

饮料灌装生产流水线plc控制饮料灌装生产流水线PLC控制是现代工业生产中非常重要的一项技术,其应用广泛,涉及到许多行业。
在饮料生产过程中,流水线PLC控制技术是不可或缺的,它可以帮助饮料工厂实现生产自动化、提高生产效率和品质,为市场提供高质量的饮料产品。
PLC是Programmable Logic Controller的缩写,中文翻译为“可编程逻辑控制器”,它是一种用于机电一体化自动化过程控制和管理的专用数字计算机。
PLC控制器集计算机、输入输出接口、控制程序等多种功能于一身,可以完成自动化控制系统的输入、处理、输出等功能。
在饮料灌装生产流水线上,PLC 控制器可以控制饮料生产的每一个环节,实现生产自动化、精确度和一致性,提高了生产效率和品质。
饮料生产的流水线主要分为四个环节:瓶子清洗、灌装、封口和标签贴附。
在PLC控制下,这四个环节被分为不同的站点,每个站点都有一个PLC控制器掌控,分别进行不同的自动化控制和监测。
下面,我将详细介绍饮料生产流水线PLC控制的每个阶段。
一、瓶子清洗在饮料生产的初始阶段,瓶子需要经过清洗和灭菌处理,以确保产出的饮品符合卫生标准和质量要求。
瓶子清洗环节需要PLC控制器进行以下动作:1. 瓶子入口传感器检测瓶子进入清洗区域,并向PLC发送信号。
2. 清洗水喷嘴根据PLC指令自动喷出清洗液,控制清洗周期和数量。
3. 清洗水回收系统根据PLC指令自动控制清洗水的回收和过滤,以保持清洁度并节约用水。
4. 清洗后的瓶子通过传送带进入灌装站点。
二、灌装在灌装阶段,饮料被灌入瓶子中。
PLC控制器主要负责以下动作:1. 饮料进料管道传感器检测饮料进入灌装区域并向PLC发送信号。
2. 灌装喷嘴根据PLC指令自动灌装指定的数量的饮料,并对流量、速度、压力等参数进行自动化控制。
3. 灌装完毕后,灌装喷嘴根据PLC指令自动关闭并等待下一轮灌装。
4. 灌装过程中,PLC控制器实时监测饮料的温度、压力、灌装量等参数,以保证灌装的一致性和质量。
安瓿瓶洗烘灌封联动机组联动控制的改进
安瓿瓶洗烘灌封联动机组联动控制的改进
阳年生
【期刊名称】《机电信息》
【年(卷),期】2009(000)017
【摘要】从现行安瓿瓶洗烘灌封联动机组的联动控制简介入手,阐述了其联动控制所存在的问题,并提出了改进方案。
【总页数】3页(P44-46)
【作者】阳年生
【作者单位】长沙楚天科技有限公司湖南长沙410005
【正文语种】中文
【中图分类】TU998.13
【相关文献】
1.安瓿瓶洗烘灌封联动生产线工业自动化应用分析 [J], 陈龙;李红艳
2.针剂安瓿瓶洗烘灌封联动生产线PLC的应用分析 [J], 叶修猛
3.安瓿瓶洗烘灌封联动机组联动控制改进研究 [J], 陈龙
4.针剂安瓿瓶洗烘灌封联动生产线PLC的应用分析 [J], 叶修猛
5.工业自动化在安瓿瓶洗烘灌封联动生产线上的应用 [J], 刘恒
因版权原因,仅展示原文概要,查看原文内容请购买。
安瓿瓶洗灌封联动线培训教

ASZ620/38A灭菌干燥机
主要结构及作用 1概述 此机系用层流原理和热空气高速消毒工艺,整个输出隧道在以密封系 统内完成容器的干燥,消毒和冷却。 隧道密封系统分三部分完成整个容器密封,第一部分为预热部分(LE), 第二部分为干燥、消毒部分(LH),第三部分为冷却部分(LK)。 2预热部分 预热部分(LE) (如图2)主要由层流箱体(1),低噪音风机(2), 指示用接近感应开关(3)和高效空气过滤器(4)等组成。开机后, 层流箱体(1)上腔的风机(2)从干燥消毒部分(LH)的上箱(图4 中5)中吸入经过初级过滤的空气,然后,压入层流箱体(1)下腔, 经过高效空气过滤器(4)将洁净的空气压向容器,对容器进行预热, 然后由底座抽风机抽走,事外面的脏空气不能进入风道内,故可始终 保持容器的洁净度。
QCL80立式超声波洗瓶机
主要机构及作用
1.本机为立式转鼓机构,采用网带进瓶,绞龙分瓶,机械手夹瓶,翻转并连 续旋转,洗瓶喷灌作往复摆动、跟踪运动。动作准确可靠,生产效率高。
2..机器上所有接触清洗液、气的部件都采用不锈钢及无毒、耐腐蚀材料制造。
全部工作区用白色透明有机玻璃罩封闭,防止了外界环境的污染,符合GMP规 范要求。 3.采用超声波清洗技术,利用超声波空化作用所产生的机械摩擦力,清除用 一般洗瓶工艺难以清除的瓶内,外粘附较牢靠的物质。采用内浸式超声波换 能器,噪声低。同时被洗容器直接从换能器上通过,超声波辐射强,功率损 失少,清洗效果好。)
ASZ620/38A灭菌干燥机
ASZ620/38A灭菌干燥机
3干燥消毒部分 干燥消毒部分(LH) (如图3)分二体,一体为烘箱体,另一体为烘箱上箱。烘 箱上箱由箱体(1)和初级过滤器(2)组成,整个箱体密封,其一端与预热部分 层流箱体(图2)相连,从中吸入气体,再排向高效空气过滤器(图2中4)。这种 结构有两点好处:第一,经过初级过滤后,空气的较大颗粒的微粒被过滤掉,可 使高效过滤一下小微粒即可,延长了高效过滤其的使用寿命:第二,从初级过滤 进风到高效过滤器排风所形成的层流风道,正好经过烘箱箱体上的两个热风电机 (图3中的3),此时即可将电机散发的热量带走,延长电机寿命:同时又使进入 低噪音风机(图2中的2)前的空气温度升高,使排向容器的空气有一定的温度, 对容器进行预热,以免薄壁容器(如安瓿等)在进入烘箱使爆裂。烘箱箱体主要 由箱体(4),高温风机(7),不锈钢电热管(5),高温高效空气过滤器(6)和初 级过滤器)8)等组成。开机时,空气由初级过滤器(8)进入,按箭头方向向上 经过不锈钢电热管(5),将空气加热后,被高温风机(7)吸入再按箭头方向经 过高温过滤器(6),通过高温(最高可达300℃)洁净空气对容器进行干燥和杀 菌消毒,其废弃沿着底下箭头的方向被底座风机抽走,排向室外。烘箱箱体中将 过滤与加热用隔热板分开,形成如图箭头方向所示的明显的层流风道,而不使紊 乱,因而此结构可使容器在烘箱箱体(3)内形成均匀的层流压强保护之下,避免 箱体外的脏空气进入,可始终保持容器的洁净度。
从控制上谈安瓿洗、烘、灌、封生产线的改进

从控制上谈安瓿洗、烘、灌、封生产线的改进摘要:从现行安瓿瓶洗烘灌封联动机组的联动控制简介入手,阐述了其联动控制所存在的问题,并提出了改进方案。
关键词:安瓿瓶洗烘灌封联动机组;联动控制;存在的问题;改进方案1现行安瓿洗、烘、灌、封生产线的控制安瓿洗、烘、灌、封生产线是我国水针剂生产厂主要生产设备,其由洗瓶机、灭菌干燥机与灌封机组成,其实现了水针剂从洗瓶、灭菌干燥、灌液到封口多道工序生产的联动,缩短了传统工艺过程,减少了生产过程中的交叉污染,提高了水针剂的生产质量和生产效率。
现行安瓿洗、烘、灌、封生产线联动时,各单机的协调运行主要是依靠堆、缺瓶控制和速度匹配来实现。
1.1洗瓶机和灭菌干燥机的堆、缺瓶是依靠接近开关与安瓶感应板的相互作用来执行的。
当灭菌干燥机入口处瓶子过少时,其呈现疏松状态,安瓿感应板在拉簧的作用下脱离接近开关,此时接近开关发出讯号,令灭菌干燥机的输瓶电机停止运转,网带停止运行。
当灭菌干燥机入口处瓶子增多时,安瓿挤压拨瓶板,克服拉簧的拉力。
当感应板覆盖接近开关时,接近开关发出讯号,令烘干机网带电机运转,网带送瓶。
网带运行一段距离以后,入口处的安瓿瓶又会呈现疏松状态,网带停止运转。
如此周而复始,洗瓶机和灭菌干燥机才能达到安瓿瓶的动态平衡。
然而,当灭菌干燥机入口处瓶子过多时,发生堵塞,感应板覆盖挤瓶接近开关,洗瓶机停止运转,避免瓶子因过度挤压而破损。
1.2当灭菌干燥机与灌封机之间设有缓冲区,灭菌干燥机和灌封机的堆、缺瓶是依靠缓冲区伸缩带的移动端与缺瓶、挤瓶接近开关相互作用来执行的。
当缓冲区瓶子过少(即出现缺瓶)时,伸缩带移动端靠近灭菌干燥机,缺瓶接近开关动作,进瓶绞龙停止进瓶;当缓冲区瓶子过多(即出现挤瓶)时,伸缩带移动端远离灭菌干燥机,挤瓶接近开关动作,灭菌干燥机网带停止运转,停止送瓶。
1.3各单机的速度匹配主要采用手动调速来实现。
2在控制上现行安瓿洗、烘、灌、封生产线所存在的问题总结药厂长期使用的情况,现行安瓿洗、烘、灌、封生产线联动的协调控制方式中采用手动调速,其不足之处:(1)洗瓶机、灭菌干燥机网带和灌封机绞龙起停频繁,工艺参数不稳定,影响药品的生产质量的一致性;(2)机器的接触器频繁动作,电器故障率增加;(3)当速度匹配不好时,灭菌干燥机的网带与安瓿瓶底的相对运动较大,易磨擦产生微粒,造成污染;(4)各单机之间速度匹配调整不方便。
工业自动化在安瓿瓶洗烘灌封联动生产线上的应用

工业自动化在安瓿瓶洗烘灌封联动生产线上的应用刘恒(昆明制药集团股份公司,云南昆明650100)摘要:从安瓿瓶洗烘灌封联动生产线的工艺流程及其设备特点入手,对工业自动化在该生产线的应用作了详细的叙述,目的是进一步推进其在制药生产中的应用。
关键词:工业自动化;安瓿瓶洗烘灌封联动生产线;应用工业自动化技术在制药装备产品上的应用与实施,对制药生产厂的用户而言,意味着药品生产过程的进一步优化。
作为从事制药行业工业自动化的设备工程师,不仅需要熟悉制药生产工艺及其设备,还需要具备自动化技术领域的测量、分析、设计、运用等经验才能游刃有余地解决好各种实际问题。
下文通过安瓿瓶洗烘灌封联动生产线实例来阐述工业自动化技术的应用,目的是进一步推进其在制药生产中的应用。
1安瓿瓶洗烘灌封联动生产线的简述安瓿瓶洗烘灌封联动生产线是一种将安瓿瓶洗涤、烘干灭菌以及药液灌封三个工序联合起来的小容量注射剂生产线。
它实现了注射剂生产承前联后的同步性协调操作,不仅节省了车间、厂房场地的投资,也减少了半成品的中间周转,将药物受污染的可能降低到最小限度。
安瓿瓶洗烘灌封联动生产线采用了超声波清洗、多针水气交替冲洗、热空气层流消毒灭菌、层流净化、多针灌封和拉丝封口等先进技术。
全机采用串联式安瓿瓶进出料,避免了交叉污染,生产全过程是在密闭或层流条件下工作。
同时,采用了先进的自动化系统集成技术,实现机电仪气一体化,使整个生产过程达到自动平衡、监控保护、自动控温、自动记录、自动报警和故障显示,减轻了劳动强度,减少了操作人员。
参照最终灭菌小容量注射剂洗、烘、灌、封工艺流程,将生产线安装在跨越二个不同洁净度等级的区域内,洗瓶、灭菌隧道处于10万级洁净区域内,灌装封口处于1万级洁净区域内。
操作人员分为二组,一组操纵洗瓶设备及灭菌隧道设备,另一组操纵灌装封口设备。
昆明制药集团股份公司在2003年引进了德国BOSCH公司生产的二套安瓿瓶洗烘灌封联动生产线,这二套生产线在国际同类产品中居于领先地位。
PLC自动控制技术在无菌灌装设备中运用的分析

PLC自动控制技术在无菌灌装设备中运用的分析发布时间:2023-03-21T03:19:00.626Z 来源:《中国科技信息》2022年21期作者:操英骏寿浩杰李明斌余铭杨[导读] 伴随社会经济持续发展,中国制药领域获得了进步与发展。
操英骏寿浩杰李明斌余铭杨浙江昌海制药有限公司摘要:伴随社会经济持续发展,中国制药领域获得了进步与发展。
传统制药工艺简单,大多使用人工操作,但是人工制药很难满足现代化仪器测量要求,PLC自动控制技术的出现,并在各领域的运用效果明显。
故而,本文对PLC自动控制技术运用于无菌灌装设备中的运用进行了分析与探讨。
关键词:PLC自动控制技术;无菌灌装设备;运用目前,科技发展快速,PLC自动控制技术获得了全面推广与运用,同时得到了不错的成绩。
制药是中国传统制造领域的核心构成部分,受到医疗发展所影响,制药企业相互之间的竞争越来越激烈,为在竞争当中获得一定的地位,无菌灌装设备企业主动引入了PLC自动控制技术。
所以,对在无菌灌装设备中运用PLC自动控制技术的问题进行研究是很有必要的。
一、PLC自动控制技术原理及其结构(一)原理PLC控制的具体工作过程在理论方面可以分成输入采样、程序运行、输出结果这几个阶段。
每次上述几个阶段完成一次,就表明PLC控制系统已经完成了一个扫描周期。
PLC属于可编程控制器,该种技术不仅能够调控模拟量,同时也能掌握开关量,继而让有关操作者在运用当中更为方便、快捷。
这一类控制器对应的输入端口能够与开关设备加上对应的传感器设备,三者一并连接。
相对的,输出端口可以连接的零部件是继电器、接触器以及电机等。
除此以外,PLC自动控制技术具备很好的抗干扰性,因此现阶段在制药设备中运用甚广。
不管是控制开关设备,还是控制模拟量,数据采集,智能集成设备管控、网络通信管控等,该种技术均能综合实际情况加以调整。
PLC自动控制技术有关工作原理就是连接显示屏与自身,如此就能有效储存有关信息,并且还能直观呈现出数据信息,在一定程度上便于采集、管理、应用数据信息。
安瓿瓶洗烘联动线

安瓿瓶洗烘联动线
一、智能家居洗烘联动线简介
智能家居洗烘联动线是基于互联网技术的一种应用,它能够将洗衣机
和烘干机通过网络连接,实现衣物的自动洗涤和烘干的功能。
智能家居洗
烘联动线是提高洗烘效率的重要工具,它能更好地进行衣物的洗烘,从而
提供优质的洗衣体验和便利性。
二、优点
1.智能家居洗烘联动线能够大大提高洗烘效率,大大减少洗烘的时间;
2.智能家居洗烘联动线能自动根据衣物状态调节洗涤或烘干的功率,
达到更好的洗涤效果;
3.智能家居洗烘联动线能自动识别衣物洗涤或烘干的状况,提醒使用
者并提供相应的服务;
4.智能家居洗烘联动线能记录衣物洗涤和烘干的历史数据,给出衣物
的洗涤建议,帮助使用者进行更有效的洗衣;
5.智能家居洗烘联动线还能与智能家居相结合,使洗烘更加智能化,
让生活变得更加便捷。
三、结论。
PLC在四工位自动灌装生产线的应用
PLC在四工位自动灌装生产线的应用发表时间:2016-04-18T13:50:52.047Z 来源:《电力设备》2016年1期供稿作者:黄祥有[导读] 广东省轻工业高级技工学校广东广州 520315)尤其是在目前中国正处於由劳动密集型向技术智能型发展的转型阶段,推动自动化、工业机器人产业的发展。
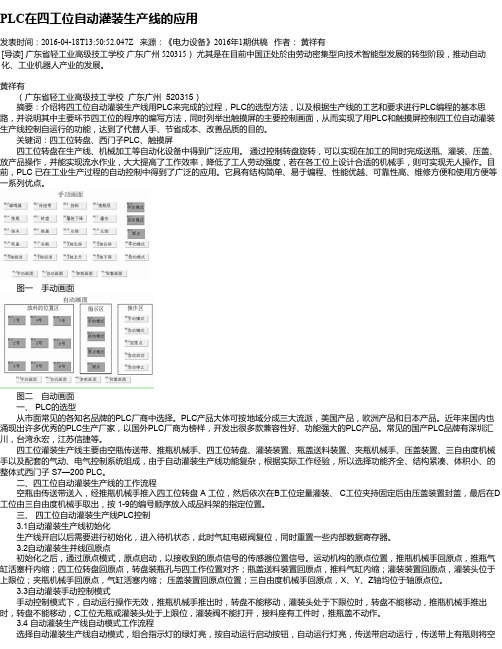
黄祥有(广东省轻工业高级技工学校广东广州 520315)摘要:介绍将四工位自动灌装生产线用PLC来完成的过程,PLC的选型方法,以及根据生产线的工艺和要求进行PLC编程的基本思路,并说明其中主要环节四工位的程序的编写方法,同时列举出触摸屏的主要控制画面,从而实现了用PLC和触摸屏控制四工位自动灌装生产线控制自运行的功能,达到了代替人手、节省成本、改善品质的目的。
关键词:四工位转盘、西门子PLC、触摸屏四工位转盘在生产线、机械加工等自动化设备中得到广泛应用。
通过控制转盘旋转,可以实现在加工的同时完成送瓶、灌装、压盖、放产品操作,并能实现流水作业,大大提高了工作效率,降低了工人劳动强度,若在各工位上设计合适的机械手,则可实现无人操作。
目前,PLC 已在工业生产过程的自动控制中得到了广泛的应用。
它具有结构简单、易于编程、性能优越、可靠性高、维修方便和使用方便等一系列优点。
图一手动画面图二自动画面一、 PLC的选型从市面常见的各知名品牌的PLC厂商中选择。
PLC产品大体可按地域分成三大流派,美国产品,欧洲产品和日本产品。
近年来国内也涌现出许多优秀的PLC生产厂家,以国外PLC厂商为榜样,开发出很多款兼容性好、功能强大的PLC产品。
常见的国产PLC品牌有深圳汇川,台湾永宏,江苏信捷等。
四工位灌装生产线主要由空瓶传送带、推瓶机械手、四工位转盘、灌装装置、瓶盖送料装置、夹瓶机械手、压盖装置、三自由度机械手以及配套的气动、电气控制系统组成,由于自动灌装生产线功能复杂,根据实际工作经验,所以选择功能齐全、结构紧凑、体积小、的整体式西门子 S7—200 PLC。
安瓿洗烘灌封联动线的比较与发展趋势
谊
J ” “
安瓿洗烘灌封联 动线的比较与发展趋势
张锡 阳
( 长沙楚天科 技有 限公 司, 南 长沙 400) 湖 105
摘
要; 通过对新式高速安瓿洗烘灌封联动线与老机型安瓿洗烘灌封联动线的详实比较, 可以看到新式联动线的优
势, 同时对 国际与国 内安瓿洗烘 灌封联动线 的现 状与发展趋势进 行 了阐述 。
1 . 老机型干燥灭菌机 .1 2
进, 可以说是步进式灌封机的一次革命: ) ( 所有传动部 3
() 1采用外置排风管道, 占地面积大;2 需用户自 件一改以往的链条传动式结构为同步齿形带传动, ( ) 其传
行配置排风管 道 :3带 有侧带 , () 故障率 较高 ( 此 点, 动更平稳 , 对 噪声更 小;4 减少瓶进行的工位数及瓶 问节 ()
内安瓿洗烘灌封设备市场发生了根本性的变化特别是2005年出现了一边倒的现象这就使得国内其它老机型安瓿洗烘灌封联动线的生产厂家受形势所迫不得不转向最为明显的就是2005年成都药机博览会和同期召开的上海国际展在两会上可以看到几乎所有安瓿洗烘灌封联动线生产厂家均把洗瓶机改为立式洗瓶机这种发展趋势已被行业所公认
联动线生产厂家均把洗瓶机改为立式洗瓶机,这种发 清洗机三种介质 ( 循环水、 注射用水、 压缩空气) 均采用
展趋 势已被行业所 公认 。为何新 式高速 安瓿洗 烘灌封 独立 喷针 , 避免 了交叉介质 污染 ;3 所有喷针 与水箱 ()
无污染;4 喷针与喷嘴为一体, () 无间隙, 不 联动线能取代老机型安瓿洗烘灌封 联动 线呢?笔者 以 水无接触,
楚天 公司的产 品为蓝本 ,通过新老机型 比较就 能看 到 存在 卧式洗瓶机 的缺点 。同时 ,立洗机 由于喷射压力 其中缘故。 同时, 并将安瓿洗烘灌封联动线 日后发展 大、 一 内壁清洗效果好, 澄明度较滚筒式高;5喷针数量 () 趋势 阐述如下 。 少 (6根)水气管路短 , 于清洗和 更换备件 。同时 , 3 , 便 采用最新瓶 口定位专利技术 、 喷针 与瓶 内壁无 磨擦 , 减
注射剂生产过程中洗烘灌封联动机组常见问题解析

注射剂生产过程中洗烘灌封联动机组常见问题解析注射剂生产过程中洗烘灌封联动机组常见问题解析摘要:注射剂生产过程中洗瓶、灌封是保证产品无菌的最关键操作,本文总结了利用洗烘灌联动机进行上述操作中二十多个工序的常见问题和故障,论述了在生产中如何进行正确操作,如何及时处理故障并保证生产。
关键词:注射剂;洗瓶;灌封;问题;解析1.引言注射剂生产中的洗瓶是指在合格的注射用水下采用不同的清洗方式对安瓿瓶进行洁净清洗,灌封是将配制合格的药液一般经三级过滤后,定量地灌装到洁净的安瓿中并加以密闭的过程,是注射剂生产中保证无菌的最关键操作[1]。
在恒星制药有限公司实习的这段时间里,我在注射剂车间里主要在洗瓶和灌封岗位,此岗位采用的是长沙楚天药械厂洗烘灌联动机机械化操作,本联动机组由QCL系列立式超声波清洗机、KSZ系列杀菌干燥机、AGF系列安瓿灌封机三台单机组成,分为清洗、干燥灭菌、灌装封口三个工作区。
每台可单机使用,也可联动生产,联动生产时可完成喷淋水、超声波清洗、机械手夹瓶、翻转瓶、冲水(瓶内、瓶外)、冲气(瓶内、瓶外)、预热、烘干灭菌、冷却、(前冲气)、灌装、(后冲氮)、预热、封口等二十多个工序。
我们的任务是熟练掌握技巧,能够及时排除故障,保证机器正常运转,确保生产环境符合GMP要求。
可是在操作过程中还是会遇到很多疑难问题,先将其归纳如下,并进行解析,为以后工作提供依据。
2.洗瓶洗瓶是整个注射剂生产的基础,它决定着后续工作能否继续进行,所以洗瓶机的正确操作至关重要。
2.1 洗瓶机工作前的准备问题2.1.1在药厂正常生产中必须要达到的条件水气压力必须达到要求0.2~0.3mp,压力过大将会造成压力表使用寿命降低,洗瓶之前必须检测水的澄明度,即用量杯在洗瓶水槽内装适量的水,拿至灯检室检测,待合格后就可以进行洗瓶,洗瓶的效果检测是靠洗出的瓶子装合格的注射用水到灯检室检测。
如发现清洗达不到要求,主要的原因有:所有不锈钢管路内壁可能有污物;水气压力过小,冲洗效果不好;还有就是可能洗瓶的水质未达到要求;过滤器芯未达到要求,型号不对,都是影响冲洗效果的主要因素。
安瓿瓶洗烘联动线

安瓿瓶洗烘联动线输送系统是整个生产线的基础,用于输送待清洗的安瓿瓶。
输送系统通常由输送带、电机和传感器组成。
输送带可以将安瓿瓶从一个工作站输送到另一个工作站。
传感器可以检测安瓿瓶的位置和数量,以确保生产线的正常运行。
输送系统可以通过控制系统进行调整和控制。
清洗系统是安瓿瓶洗烘联动线的核心部分,用于清洗安瓿瓶的内外表面。
清洗系统通常由喷淋装置、刷洗装置和排水系统组成。
喷淋装置可以喷洒清洗剂和水,将安瓿瓶的内外表面进行彻底清洗。
刷洗装置可以刷洗安瓿瓶的表面,去除顽固的污垢。
排水系统可以将使用过的清洗剂和水排出,保持清洁环境。
烘干系统是安瓿瓶洗烘联动线的关键步骤,用于将清洗后的安瓿瓶烘干。
烘干系统通常由烘干室、加热器和通风系统组成。
烘干室可以容纳多个安瓿瓶,通过加热器提供热能,使安瓿瓶迅速干燥。
通风系统可以排出烘干室内的湿气,加快烘干速度。
烘干系统可以根据需要进行温度和时间的调整,确保安瓿瓶完全干燥。
控制系统是整个安瓿瓶洗烘联动线的大脑,用于调控和监控生产过程。
控制系统通常由PLC(可编程逻辑控制器)、传感器和人机界面组成。
PLC可以接收和解析传感器的反馈信号,并根据预设的程序进行相应的控制。
传感器可以检测温度、压力和位置等参数,确保生产过程的安全和稳定。
人机界面可以显示生产过程的状态和参数,方便操作和监控。
安瓿瓶洗烘联动线的优点是高效、节省人力资源和提高生产质量。
自动化生产线可以替代传统的手工操作,大大节省了人力资源。
同时,自动化生产线可以减少人为因素对生产质量的影响,提高产品的一致性和稳定性。
另外,清洗和烘干联动的设计可以实现高效的生产流程,提高生产效率。
总的来说,安瓿瓶洗烘联动线是一种先进的生产设备,可以实现安瓿瓶清洗、烘干和联动生产的高效自动化。
它的广泛应用将在制药行业中为药品质量的保证提供有力的支持。
PLC在医用设备中的应用案例

PLC在医用设备中的应用案例随着科技的飞速发展,PLC(可编程逻辑控制器)在医疗设备行业中的应用已经变得越来越普遍。
PLC的高可靠性、高稳定性和高度可控性成为了医用设备领域的首选控制器。
本文将介绍PLC在医用设备中的应用案例,并探讨其应用前景。
一、注射泵注射泵是用于给病人输液的一种医疗设备。
由于病情的复杂性,需要通过精密的控制来确保液体的流量和速度。
PLC可以精准地计算输液的需求并控制注射泵的运行状态。
同时,PLC还能够根据不同的病情匹配不同的液体配方,提高了治疗的准确性和效率。
二、监护仪监护仪是关键设备之一,主要用于监测患者的生命体征,如心率、血压、呼吸和体温等。
PLC的优势在于其高度可编程性和能够自动化。
通过PLC的应用,可以实现对患者的实时监测,并及时报警和反应,有效地保证了患者的安全和治疗效果。
三、手术室设备手术室是一种精密的环境,手术需要高度准确和安全性。
PLC在手术室设备中的应用非常广泛,如手术桌、手术灯、手术器械清洗消毒机等。
通过PLC的控制,对这些设备的操作和控制都变得更加简单、精准和高效。
四、呼吸机呼吸机是用于维持患者正常呼吸的医疗设备。
由于患者状态多变,需要对呼吸机进行频繁的调整。
PLC可以实现对呼吸机的自动化调整和监测,确保患者的呼吸正常,并能够根据不同的病情情况进行智能化的调整。
总之,随着医疗设备的不断升级,PLC在医用设备领域的应用也会得到进一步的深化。
可以预见,在未来它会在医疗领域中扮演更加重要的角色,为医护人员提供更好的治疗手段,为患者带来更加精准和高效的医疗服务。
小容量注射剂生产所用洗烘灌(分)封联动线的现状和发展趋势

小容量注射剂生产所用洗烘灌(分) 封联动线的现状及发展趋势摘要:从小容量注射剂与的概念入手,分析了其洗烘灌(分)封联动线的现状,分包装材料及包装形式、生产能力、制造材质、零部件制造工艺、性能要求、文件支持六方面探讨了其发展趋势关键词:小容量注射剂;洗烘灌(分)封;联动线;现状;发展趋势注射剂在我国药品品种中按产量分是仅次于胶囊剂、片剂的剂型,按产值来分则是产值最多的剂型,在药品生产和使用中占有最重要的位置。
而其中小容量注射剂洗烘灌(分)封联动线的可靠性是保证其生产的可行性、安全性、生产合格率、生产能力关键的因素,也是比较难以控制的因素。
可以说,对某一种药品的生产,选择好了合适的联动线就基本能够保证该药品的正常安全生产。
由于,国内研发生产小容量注射剂洗烘灌(分)封联动线的企业规模大小不一、设备质量良莠不齐、同类产品价格高低有别、售后服务优劣不一,因此,对于药品生产厂家如何选择一条合适的联动线很关键。
在此小容量注射剂洗烘灌(分)封联动线的一些基本情况作一下简介,以供参考。
1小容量注射剂的概念按剂型包装方式可分为小容量注射剂(俗称水针剂)和无菌粉末剂(俗称粉针剂),小容量注射剂又分为安瓿瓶水针剂、抗生素瓶水针剂、塑料瓶水针剂、卡式瓶水针剂、预灌封等;无菌粉末剂分为冻干粉针剂和无菌粉针剂等,按容量分,这些均可归入小容量注射剂。
目前还以安瓿瓶水针剂、抗生素瓶水针剂、冻干粉针剂和无菌粉针剂为主。
2小容量注射剂洗烘灌(分)封联动线的现状现阶段小容量注射剂洗烘灌(分)封联动线主要为适应安瓿瓶水针剂、抗生素瓶水针剂、抗生素瓶粉针剂三种包装形式。
安瓿瓶水针剂联动线在国内的新出机型基本上由立式洗瓶机、隧道式热风循环灭菌干燥机、带整体拨轮的拉丝灌封机组成,完全淘汰了由滚筒式洗瓶机、带扇形块分体拨轮的拉丝灌封机。
安瓿瓶水针剂联动线现基本上采用隧道式热风循环灭菌干燥机,但仍有极少数用户还在使用隧道式远红外灭菌干燥机,由于隧道式远红外灭菌干燥机存在热分布均匀性差、热穿透性差、层流风向为非垂直流容易扬尘以及风速不均匀而导致空气中的尘埃粒子多引起加热灭菌段洁净度不够,无法满足认证要求,所以在针剂生产基本不采用。
安缻洗灌封联动线

真空乳化机专业制造厂家—广州新浪爱拓化工机械有限公司
6.3.2安缻洗灌封联动线
上述的水针剂安瓿的淸洗、灌注、封口等设备都是在不能密闭或不能完全密闭的单机设备上完成的,这种生产方式容易造成产品的污染或混淆。
目前,在水针剂生产中,除了灭菌工序外,其他从洗瓶到灌封以及异物检査到印包都实施了联动生产,大大提高了水针剂生产的现代化水平。
近年来,国内有数家制药机械厂分别在吸收消化国外同类产品基础上,研制开发了新型的水针剂洗灌封生产联动线,实现了水针剂生产过程的密闭、连续以及关键工位的100级平行流保护,使我国的水针剂生产水平跨上了一个新的高度。
水针剂洗灌封生产联动线具有设备紧凑、生产能力高、符合GMP要求、产品质量高等优点。
水针剂洗灌封联动线由安瓿超声波清洗机、烘干灭菌机和安瓿灌封机3台单机组成。
3台单机组成一体可联动生产,也可根据需要单机使用。
图6 - 18所示为安瓿洗烘灌封联动机组示意图。
联动机生产工艺流程为安瓿上→料喷淋水→超声波洗涤→第1次冲循环水→第2次冲循环水→压缩空气吹干→冲注射用水→第3次吹压缩空气→预热→高温灭菌→冷却→螺杆分离进瓶→前充气→灌药→后充气→预热→拉丝封口→计数→出成品。
PLC可编程控制器在饮料灌装生产线中的应用_本科毕业论文

摘要伴着自动化的水准日趋进步,越来越多的企业面临着生产线的改革和从新计划的难题。
可编程程序控制器PLC是凭借微处理器为中心的控制装置,它将传统的继电器控制系统与计算机技术联系在一起,近年来,已广泛应用于工业自动化,电气自动化,传统产业的改造。
本文论述了PLC可编程控制器在饮料灌装生产线中的应用。
重点剖析了系统的各个设计部分,软件、硬件方案设计,系统流程图,PLC控制系统的I/O分配,增加了出产效率,降低了劳动强度。
关键词:PLC灌装流水线控制;系统硬件接线图ABSTRACTWith the Automation Level More progress, More and more Enterprise Facing Productio n li ne The reform and the new Pla nning problem Programmable con troller PLC By virtue ofMicroprocessor As the cen ter of Con trol device It will The traditi onal Relay Con trolsystem With the computer Tech no logy Together In rece nt years Has bee n widely Be appliedto In dustrial automati on Electrical automatio n The traditi onal in dustry Reform In theDrinks Filling Production line In the application ofThis paper Discusses PLC programmable con troller A key An alyse System Software with hardware Pla n Part And give n System Hardware Wiring Allocati on And The Flow chart Etc.Completed Beverage filli ng Automatio n In creased Productio n Efficie ncy Reduced LaborStre ngth.装Key words:PLC; Filling Assembly line Control ;System Hardware Wiring Fig毕业设计(论文)报告纸电动机的选择接触器的选择热继电器的选择开关电器、熔断器的选择传感器的选择目录摘要........................ABSTRACT .......................绪论........................1.饮料灌装生产流水线总体设计1.1任务的分析...............1.2硬件方案设计.............1.3软件方案设计.............1.3.1经验设计法.............1.3.2逻辑设计法.............2.系统元件的选择............2.1PLC的简介................2.1.1PLC的选择原则........2.1.2PLC的型号确定 .........2.22.32.42.52.63.系统的硬件电路3.1 3.2 3.3 3.4 系统硬件结构..主电路的设计..控制电路的设计操作面板的设计144.系统程序的设计...............4.1控制要求以及控制过程的分析4.1.1系统流程图 ..............4.1.2饮料灌装生产线的PLC控制系统的I/O分配4.2程序.....4.2.14.2.24.2.34.2.44.2.54.2.6 16..6.6.7...7...7...9 (10)...11 ..11 .12.12 .13.13.14.14.14.15初始化程序…… 装箱选择程序.. 流水线主控程序闪烁报警程序.. 计数程序 ..... 数据传送程序...17 (17) (18)..18 ....18 . ...19 .. .20 ....21 (2)1 (22)5.程序的调试23毕业设计(论文)报告纸5.1装箱选择程序的仿真.......... ..23 5.2主控制程序的仿真............. .24 5.3闪烁报警程序的仿真.......... ..27 5.4计数程序的仿真............... ..27 结束语.......................... (28)参考资料........................ .. (30)绪论近年来,饮料行业的迅速发展,层出不穷的各种饮料,品种不断丰富,对设备的I 市场需求日益增长的需求量将继续增加。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
参 考 文献 【l】 Kim JB,Chun KW,Han SK.et a1.Effect of human bone rT ̄FFOWAskTheMedicine 2012年第 lO卷 第 7期
631
严 重程度 进行 分级被广 泛接 受。按照Wagner ̄尿 病足分 级法 ,可 将其 分为 o3,15级 。 2 病 理 分析
糖尿 病足 主要 是因动 脉及小 动脉 粥样硬 化 ,微循环 发生 障碍 ,影 响营 养物 质的 吸 收和 代谢 产 物的排 除 ,导 致肢端 缺血 、缺 氧 、营养 障碍 ,局部 失 去活 力 。加之 神 经病变 抵抗力 下 降 ,患者 的痛 、温觉 障碍 或 消失 ,因此发 生 严重 的损伤 、溃疡 、坏 疽及感 染 ,甚者需要 截肢 。简 言之 ,本病主 要 由于动 脉 和微血 管病变 造成肢 端缺血 、缺 氧 、组织失去 活力 ,加之 神经病 变局 部失 去 知觉 ,易 于损 伤 ,合并 感染所 致 。其诱 发 因素为 :①趾闻 或足 部皮 肤瘙 痒 而 搔 抓 皮肤 ;②溃破 、水 泡破 裂 ,烫伤 ;③损伤 、碰 撞伤 及新鞋 磨 伤等 。 3 临床 治 疗 3.1 内科 治疗
①控 制高 血糖 :胰 岛索和\或 降糖药物 ,以胰 岛素治疗 为首选 ;②改善 微 循环 :前列地 尔脂微球 载体制 剂一一凯 时、山莨 菪碱+盐酸 普鲁 卡 因、川穹 嗪等t③改善神经功能:弥可保等 ,抗氧化 .a一硫辛酸 ;④降低血脂 :他汀类 药物 ;⑤局 部清 创 ;⑥应 用有效 抗菌 素 :开始 为广 谱 、联合 、有效 的抗 菌素 , 培养 结果 出来 后 ,依据 药敏结 果 针对性 用药 ;⑦有条件 者 结合高 压 氧及 中 药等 。 3.2 外科 治疗
干 细胞移植 是近 年 发展起 来 的一种 新的 治疗 下肢血 管病变 和糖尿 病 足的方法 ,国内外有多位学者对其进行了探讨,并取得了一定进展。干细胞 分 为取 自自体骨髓 和 外周血 2种 ,注 射方 式 也分 为局 部肌 肉注射 和血 管腔 内注射 ,效果存 在一 定差异 。宣 武 医院报告 自体 骨髓 干细胞 移植 ,行肌 肉局 部注 射 :小腿 疼痛 缓解率 >9O%,足 部疼痛 缓 解率 87%,近期 冷、凉 觉缓 解率 100%;血 管腔 内注射 :疼痛缓解 率 100%;而且他 们发 现疗 ,效 与细胞数 有关 , 细胞 ̄<1o5效果 不佳 ,细胞 数>lO8效果好 。外 周血 干细胞 移植的总 疼痛 缓 解率为83.6%,总冷感缓解率为91. ,总麻木缓解率为75%;观察发现,39. 8%患者 的ABI增 加 ,89.2%患者 的T(PO2增 加 ,29.2%患者 的溃疡面缩小 ;术 后血 管造 影评估 :72. 的患 者有 侧枝血 管形成 ,l8.1%降低了截肢 平面。干 细胞在糖 尿病足 的治疗 中越 来越广 泛 ,国内许多 医疗 中心积 累了大量成 功 案例 ,但各个中心所应用的方法不尽相同,疗效也有待多中心的临床验证, 推广 应用 则有待于 进一 步研究 和 观察 。此:外 ,还有其他 临床 治疗 的新 方法 , 由于 在本 人工 作 中接触 不多 ,所 以不 便多提 。 4 结 束 语
celI allograft on proliferation and collat ̄en synthesis of diabetic fibroblasts
in vitroJ Plast Eeconstr Aesthet Surg.201 0 Jun;63(6). 【21 王静,邹魁.糖尿病足病理变化特点及伤 13护理 】,护士进修杂志,
(1)刨面的局 部处理 。切除 溃疡 及溃疡 下骨性 突出物 ,祛除 死骨 或感 染 部 分 ,即减 压 ,可用鞋垫 、鞋和 靴子 、石膏 托 、吊带 、拐杖/助行 器械 、轮椅 、休 息 等措施 减轻 压力 一感染控 制后 ,行受 累关节 的复位 及融合 术 ;对 于 皮肤缺 损较大的溃疡 ,可以考虑皮肤移植 t血管球囊扩张再通术前后血流变化。 (2)血管再通。糖尿病足患者多合并下肢大血管病变 ,对于下肢血管管腔闭 塞 大于 50%的患者 ,可 以行腔 内介入 治疗 、血管 重建 或置换 ,下 肢动 脉旁 路 移植 、下肢 远端 小动 脉旁路 移植 等手 术 。(3)截肢 。血管 完全 闭塞 或严 重感 染 ,保 守治疗 无 效且 危及生 命者 ,可 行截 肢 。 3.3 干 细 胞 移 植
【中图分类号 】TQ460.5
【文献 标识码 】A
【文章编号 】1672—2523(2012)07—0631—02
【摘要 】 本文通过对针剂安瓿瓶洗烘灌封联动生产线的操作程序和生产设备的特征进行分析和概括 ,详细描述 了工业 自动化在该联动生产线 上 的应 用 ,初 衷是 为 了推 动 针 剂安瓿 瓶 洗烘 灌 封联 动 生 产线 在制 药生 产 的进 一步 应用 。
【关键词 】 针剂安瓿瓶 ;洗烘灌封联动生产线;P L c
2008年 21期 . 【3】 朱旅 云 .杨 少玲 .糖尿 病足 临床 诊 治新进 展[J].中华 临床 医师 杂志(电
子版).2011年 1 3期 .
针 剂 安 瓿 瓶 洗烘 灌 封 联 动 生产 线 PLC 的应 用 分 析
叶修 猛 (上海现代 哈森 商丘药业有 限公 司 河南 商丘 476000)