加氢反应器发展史
浅析我国加氢工艺和技术的发展历史

浅析我国加氢工艺和技术的发展历史摘要: 介绍了国内外加氢工艺和技术的发展状况:加氢装置的处理能力迅速提高, 国外加氢工艺和技术不断创新,催化剂的更新换代明显加快;国内也开发了一批具有广泛应用前景的新技术, 采用新技术改造原有装置取得了显著成效,一批新型催化剂正在推广应用于工业生产, 加氢催化剂的器外再生技术已取得了可喜进展。
针对我国的实际情况, 指出应做好以下六个方面的工作, 以推动国内加氢技术的发展:①抓紧开发和推广清洁燃料生产技术;②加快发展中压和高压加氢裂化技术; ③重视润滑油加氢处理和加氢异构技术的开发应用; ④适当发展常压重油和减压重油加氢工艺; ⑤加快新型加氢催化剂的研制开发;⑥重视有关加氢配套技术的研究开发和应用。
主题词: 加氢过程加氢催化剂加氢反应器高硫原油加工产品质量技术发展水平20 世纪90 年代以来,世界炼油企业加工的原油明显变重,原油中硫和重金属含量明显上升; 各国的环保法规日趋严格, 要求炼油企业采用清洁生产工艺和生产清洁燃料的呼声越来越迫切; 柴油机具有明显的节能优势, 减少其尾气污染物排放和污染物治理技术也取得了显著成效, 成品油市场中柴油需求增长速度远高于汽油; 芳烃和乙烯原料的需求增长, 仅仅依靠原油加工量的增长已不能满足需要。
因此, 加氢工艺和技术受到世界各大石油公司的普遍重视, 加氢装置建设和技术开发明显加快。
有人预测, 21 世纪加氢工艺将取代催化裂化成为炼油工业的核心工艺。
1 世界各国加氢工艺和技术的发展加快20 世纪90 年代以后,世界各国加氢装置建设和加氢技术开发明显地加快。
美国Cri terion 催化剂技术公司总裁R H Stade 说, 近5 年来加氢催化剂的发明比过去20 年都更多、更快、更好。
这些新发明,延长催化剂寿命50%以上, 提高了装置加工能力或加工劣质原料的能力, 可以生产优质清洁燃料,并降低生产成本。
Stade 先生的话反映了近年来世界加氢技术总的发展态势。
No.01-加氢反应器
第一章 加氢反应器反应器是加氢裂化装置的核心设备,它操作于高温、高压、临氢(含H 2S)环境下,且进入到反应器内的物料中往往含有硫和氮等杂质。
由于加氢反应器使用条件苛刻,在反应器的发展历史上主要围绕提高反应器使用的安全性。
为确保加氢裂化反应器的安全运行,有必要了解反应器的结构、原理、损伤形式和对策。
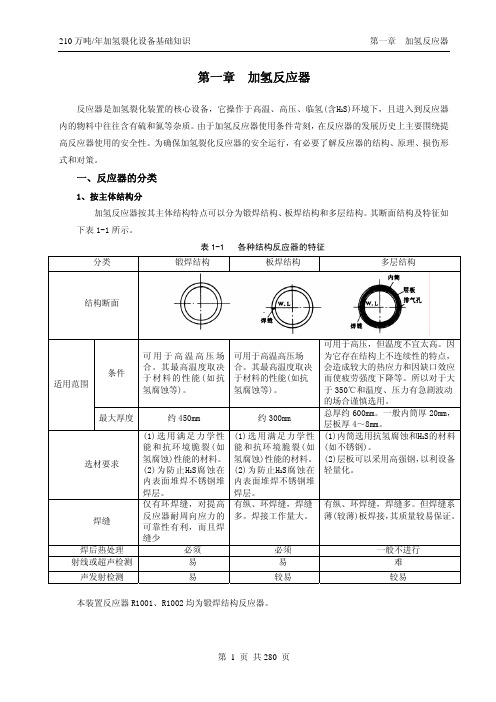
一、反应器的分类1、按主体结构分加氢反应器按其主体结构特点可以分为锻焊结构、板焊结构和多层结构。
其断面结构及特征如下表1-1所示。
表1-1 各种结构反应器的特征分类锻焊结构板焊结构多层结构结构断面条件可用于高温高压场合。
其最高温度取决于材料的性能(如抗氢腐蚀等)。
可用于高温高压场合。
其最高温度取决于材料的性能(如抗氢腐蚀等)。
可用于高压,但温度不宜太高。
因为它存在结构上不连续性的特点,会造成较大的热应力和因缺口效应而使疲劳强度下降等。
所以对于大于350℃和温度、压力有急剧波动的场合谨慎选用。
适用范围最大厚度 约450mm 约300mm总厚约600mm。
一般内筒厚20mm,层板厚4~8mm。
选材要求(1)选用满足力学性能和抗环境脆裂(如氢腐蚀)性能的材料。
(2)为防止H 2S腐蚀在内表面堆焊不锈钢堆焊层。
(1)选用满足力学性能和抗环境脆裂(如氢腐蚀)性能的材料。
(2)为防止H 2S腐蚀在内表面堆焊不锈钢堆焊层。
(1)内筒选用抗氢腐蚀和H 2S的材料(如不锈钢)。
(2)层板可以采用高强钢,以利设备轻量化。
焊缝仅有环焊缝,对提高反应器耐周向应力的可靠性有利,而且焊缝少有纵、环焊缝,焊缝多。
焊接工作量大。
有纵、环焊缝,焊缝多。
但焊缝系薄(较薄)板焊接,其质量较易保证。
焊后热处理 必须 必须 一般不进行 射线或超声检测 易 易 难声发射检测 易较易较易本装置反应器R1001、R1002均为锻焊结构反应器。
2、按使用状态的分类型式及其特征反应器按其使用状态下高温介质是否直接与器壁接触可分为热壁结构和冷壁结构。
加氢反应器的发展历史
加氢反应器的发展历史
加氢反应器是一种重要的化工设备,其发展历史可以追溯到19世纪末。
以下是加氢反应器的发展历史:
1. 19世纪末到20世纪初:最早的加氢反应器是工业化学家Schultz和Lortz 于1890年在德国发明的,用于将植物油加氢生成固体脂肪。
此后,加氢反应器逐渐被应用于生产化工原料、燃料以及化学品等领域。
2. 20世纪20年代到40年代:加氢反应器的发展进入快速阶段,出现了很多重要的技术创新。
例如,1920年,阿米莉亚·埃尔哈特(Amelia Earhart)引入了氢气循环反应器,大大提高了反应的效率;1930年,哈德斯菲尔德(Hadfield)发明了连续式固定床反应器,提高了生产效率。
3. 20世纪50年代到70年代:在这一时期,加氢反应器的应用范围进一步扩大,涵盖了更多的领域,包括炼油、化学品、冶金等。
此外,20世纪50年代中期,加氢反应器出现了新的发展方向,即高压反应器,可以在高压下实现更高效的反应。
4. 20世纪80年代至今:随着科学技术的不断进步,加氢反应器也在不断发展。
例如,近年来,一些新的反应器设计和材料应用已经被开发出来,这些设计和材料可以提高反应器的性能、寿命和安全性。
此外,一些新型的加氢反应器也被应用于生产可再生能源燃料等领域。
总之,加氢反应器的发展历史见证了人类对科学技术的不断追求和创新精神。
未来,随着能源和化学品需求的增长,加氢反应器将继续扮演重要的角色。
加氢反应器培训课件

二、加氢反应器腐蚀形态及机理
二、加氢反应器腐蚀形态及机理 (一)氢损伤:
加氢反应器为临氢操作,临氢设备金属由于有氢存在或与氢反应引起的机械性能破 坏,通称为氢损伤。分子状态的氢(H2)不能扩散渗入金属。只有原子氢才可扩散渗入 金属中造成氢损伤。加氢装置的原子氢来源可以分为高温高压氢气分解。也可为低温 H2S-H2O的离子分解。氢损伤的四种不同类型为:氢鼓泡、氢脆、表面脱碳、氢腐蚀。 1、氢鼓泡:
截面上的温度非常均匀,温差达到≤l℃水平,不仅有利于反应器的操作控制,也可 以大大延长催化剂的使用寿命。大型加氢反应器取材方面,将发展杂质含量低、钢水纯 净度高、组织结构致密、性能均匀、稳定、成材率高、性能优良、成本又低的大型锻件 和厚钢板。在制造加工方面将发展厚壁筒节、封头的成型技术;高效、快速的大厚度窄 间隙焊接技术和堆焊技术;高效、准确和适宜环保的无损检测技术;适合内陆地区的大 型和超大型反应器的现场组装技术。同时大型反应器的在役监测、检测、维护技术也将 得到发展。
《加氢反应器简介》课件
THANKS
感谢观看
封头
加氢反应器的两端,通常 采用球形或椭圆形封头, 用于密封和固定反应器。
催化剂床
加氢反应器中的核心部分 ,通常由多个催化剂层叠 而成,用于促进氢化反应 。
附件与组件
入口/出口接管
用于连接加氢反应器与其 他设备,以便原料和产品 的进出。
支座
支撑加氢反应器的底座, 通常由混凝土或钢材制成 。
视镜
观察加氢反应器内部情况 的窗口,通常由耐高压、 耐腐蚀的材料制成。
《加氢反应器简介》ppt课件
contents
目录
• 加氢反应器概述 • 加氢反应器的结构 • 加氢反应器的应用 • 加氢反应器的操作与维护 • 加氢反应器的发展趋势与挑战
01
加氢反加氢反应器是一种重要的工业设备,用于在氢气存在下进行 化学反应。
详细描述
加氢反应器是一种专门设计的工业设备,用于在高温高压条 件下,在氢气存在下进行各种化学反应。它具有高效、安全 、环保等特点,广泛应用于石油、化工、制药等领域。
石油工业是加氢反应器应用最广泛的领域之一。在石油工业 中,加氢反应器主要用于将石油中的硫、氮等杂质去除,提 高石油产品的质量和稳定性。
加氢反应器在石油工业中还用于生产高品质的燃料和润滑油 。通过加氢反应器,可以将石油中的烯烃和芳烃进行加氢饱 和,生产出高品质的燃料和润滑油。
化学工业
在化学工业中,加氢反应器主要用于生产高纯度化学品和 精细化学品。例如,加氢反应器可以用于生产高纯度的乙 醇、丙酮、丁醇等化学品,以及用于生产农药、染料、香 料等精细化学品。
详细描述
根据用途和结构,加氢反应器有多种类型。常见的类型包括固定床加氢反应器、 流化床加氢反应器和搅拌釜加氢反应器等。不同类型的加氢反应器适用于不同的 化学反应和生产工艺,具有广泛的用途。
加氢反应器的发展现状

化工装备技术应用与发展1 前言在炼油工业中,采用高温高压加氢精制技术已有近半个世纪的历史。
随着加氢裂化和加氢脱硫等工艺的改进,轻质油品需求量的增加,重质原料油的裂解精制,防止大气污染等的需要,该项工艺技术在不断进步,带动了加氢精制装置和加氢裂化装置中的核心设备—加氢反应器制造技术的改进提高和材料的更新换代。
由于目前在役的加氢反应器已经使用多年,出现了一些问题,越来越多的人开始重视其检修和延寿的技术。
2 加氢反应器的概述2.1 加氢反应器的发展历史有人把加氢反应器的发展分为4个阶段[1~3]:第一代从1963年日本制钢所正式生产第一台加氢反应器为标志,早期是Cr-Mo钢钢板(少量用锻件)内壁加不锈钢复合板焊接完成,70年代前后用内壁堆焊不锈钢的板焊或锻焊结构所代替。
70年代后期我国开始引进加氢裂化装置。
第二代是改良期,由于材料脆化造成的事故,开始研究回火脆化问题,并控制J系数≤ 300、250、180、150(%)。
第三代是成熟期,制造技术逐渐成熟, J系数≤ 130。
这个时期国内开始制造锻焊结构加氢反应器,1983年由洛阳院、一重厂、抚顺石油三厂、北钢院、合肥通用所五家组成的联合攻关组研制2.25Cr-1Mo钢反应器材料和制造工艺,1986年制成模拟环锻件,1989年由抚顺石油三厂生产出我国第一台锻焊结构的加氢反应器-筒体壁厚150mm、内径1800 mm、内壁单层堆焊、单重220吨、设计温度450℃、设计压力20.6MPa。
第四代是更新期,对服役20多年的设备进行更新,同时又满足新的加工工艺和大型化的要求,不断开发新钢种,如2.25Cr-1Mo-V,3Cr-1Mo-V-Ti-B,3Cr-1Mo-V-Nb-Ca,3Cr-1Mo-1/4V,2Cr-1Mo-1/4V 等,以加V为主进行更新。
2.25Cr-1Mo钢的J系数≤ 100(%)。
这个时期的主要的成果有:在这个时期美国[2,3]和日本等国家在开发高强度Cr-Mo钢的基础上,接着又开发了2.25Cr-lMo-V钢,1991年ASME以规范案例2098-I予以认可;日本制钢所开发了3Cr-lMo-V-Ti-B钢及其焊接技术,日本制钢所于1987年将该技术用于制造工程试验用3Cr-lMo-V-Ti-B钢锻焊加氢反应器,不久日本神户制钢开发了3Cr1Mo-V-Nb-Ca钢,1993年ASME以规范案例2151予以认可;中国于l994年开始开发3Cr-1Mo-0.25V材料进行焊接工艺试验,1998年取得成功,并很快得到应用,1999年又开始开发2.25Cr-1Mo-0.25V材料进行焊接工艺试验,2000年取得成功,并得到应用。
加氢反应器

一、反应器技术发展梗概
随着加氢工艺技术的广泛应用,加氢工艺设 备特别是加氢反应器技术相应得到很快的发 展,并取得显著的进步。主要表现:(1)安 全使用性能越来越高;(2)为了获得较佳 的经济效益,装置日趋大型化,同时也带来 了反应设备的大型化。 具体表现为:
应保证分配盘上不漏夜,可采 用有关填料垫密。安装后充水 100mm高,在5分钟内液位降 低小于25mm为合格; 控制安装水平度。对于喷射型, 包括制造公差和梁在荷载作用 下的挠度在内可按 ±5mm~±6mm控制,对于 溢流型,要求还应稍严; 配盘的设计荷载,应包括通过 分配盘的压力降△P、盘上的液 量及分配盘自重(按最大的操作 温度考虑)。 此外,还要考虑到检修的工况, 其支承件至少同时要满足常温 下承受120kg集中荷载的要求。
中国石化集团公司洛阳石油化工工程公司
加氢反应器
对于这样重要、使用条件又很苛刻的设备, 应该至少要满足以下几点要求:
应满足工艺过程各种运作方案的需要。 使用可靠性高。
具体应体现在:
满足力学强度要求 具有可靠的密封性能 有较好的环境强度适应性
应便于维护和检修,所需时间短。 投资费用较低。
中国石化集团公司洛阳石油化工工程公司
热壁加氢反应器技术演变内容概况(续)
阶段 起止 时间 技术 特征
技术进步内涵与存在问题
第 二 个 历 史 时 期
1973 ~ 1980
改 进 期
设计:分析设计应用较普遍。设计对材料已提出控制回火 脆化的要求(如控制J系数和X系数)。结构设计已有所改进, 一是尽量减小应力集中,二是方便在役检测;材料:冶炼 由电炉(+保温炉) →电炉+炉外精炼技术(如真空碳脱氧工 艺及其它新的冶炼工艺的应用)可以冶炼出低Si或低P,甚 至超低P的钢; 焊接:由常规的焊接→窄间隙焊接。 堆焊:由较普遍采用的浅熔深堆焊→改进的单层或双层 (带极)堆焊。而且在有关部位采取了PWHT后才堆焊Tp.347 的方法; 制造:可制造出大型反应器用整体封头,锻造筒体的缩口 技术开发。这一阶段的反应器,回火脆化问题已基本得到 解决。但在此阶段末发现了堆焊层氢致剥离现象。
加氢反应器介绍
在催化剂床层上面,采用分配盘是为了均布反应介质,改善其流动状况,实 现与催化剂的良好接触,进而达到径向和轴向的均匀分布。
反应器顶部分配盘
3. 积垢篮
由不同规格的不锈钢金属网和骨架构成的篮框,置于反应器上部催化剂床层的顶 部,可为反应物流提供更大的流通面积,在上部催化剂床层的顶部扑集更多的机 械杂质的沉积物,而又不致引起反应器压力降过快地增长;积垢篮框在反应器内 截面上呈等边三角形均匀排列,其内是空的(不装填催化剂或瓷球),安装好后 要须用不锈钢链将其穿连在一起,并牢固地拴在其上部分配盘地支撑梁上,不锈 钢金属链条要有足够地长度裕量(按床层高度下沉5%考虑),以便能适应催化剂 床层的下沉。
括循环氢与新氢气)混合后一起进入换热器与反应生成物换热至300℃
左右,然后进加热炉预热(另一种流程是原料油不进加热炉而只有循 环氢进加热炉预热,在炉出口与换热后的原料油混合,这种流程可以
减少炉管结焦),预热后从反应器顶部进入,在反应器内反应后由底
部排出,经与新鲜原料、循环氢换热后再进入空冷器冷却,冷凝下来 的油和不冷凝的油气和氢气进入高压分离器,油气分离,氢气从高压
4)应力的影响 在高温氢腐蚀中,应力的存在肯定会产生不利的影响。在高温氢 气中蠕变强度会下降。特别是由于二次应力(如热应力或由冷作加工所 引起的应力)的存在会加速高温氢腐蚀。
高温氢腐蚀的防止措施 高温高压氢环境下高温氢腐蚀的防止措施主要是选用耐高温氢腐 蚀的材料,工程设计上都是按照原称为“纳尔逊(Nelson)曲线”来选 择的。 尽量减少钢材中对高温氢腐蚀不利影响的杂质元素(Sn、Sb)。 制造及在役中返修补焊后必须进行焊后热处理。 操作中严防设备超温。 控制外加应力水平。
防止氢脆的若干对策 要防止氢脆损伤发生,主要应从结构设计上、制造过程中和生 产操作方面采取如下措施: (1)尽量减少应变幅度,这对于改善使用寿命很有帮助。 (2)尽量保持TP347堆焊金属或焊接金属有较高的延性。为此,一是 要控制TP347中δ—铁素体含量,以避免含量过多时在焊后最终热处理 过程转变成较多的相而产生脆性;二是对于前述那些易发生氢脆的部 位,应尽量省略TP347堆焊金属或焊接金属的焊后最终热处理,以提 高其延性。 (3)装置停工时冷却速度不应过快,且停工过程中应有使钢中吸藏的 氢能尽量释放出去的工艺过程,以减少器壁中的残留氢含量。 (4)尽量避免非计划紧急停工(紧急放空)。
加氢反应器介绍2015

n
其主要作用为: 一是将进入的介质扩散
到反应器的整个截面上; 二是消除气 、液介
质对顶分配盘的垂直冲击 , 为分配盘的稳定
工作创造条件; 三是通过扰动 , 促使气液两
相混合
2. 分配盘
n
目前 , 国内加氢反应器所使用的反应物流分配器 , 按其作用原理大致可分为
溢流式和抽吸喷射式两类; 反应物流分配盘应不漏液 , 安装后须进行测漏试验,
n
·2 .氢脆
n 所谓氢脆 , 就是由于氢残留在钢中所引起的脆化现象 。产生了氢 脆的钢材 , 其延伸率和断面收缩率显著下降 。这是由于侵人钢中的原 子氢 , 使结晶的原子结合力变弱 , 或者作为分子状在晶界或夹杂物周 边上析出的结果 。但是 , 在一定条件下 , 若能使氢较彻底地释放出来, 钢材的力学性能仍可得到恢复 。这一特性与前面介绍的氢腐蚀截然不 同 , 所以氢脆是可逆的 , 也称作一次脆化现象。
开有数个缺口 ,供停工时排液用。
8. 热电偶
为监视加氢放热反应引起床层温度升高及床层截面温度分布状况 而对操作温度进行监控。
·加氢反应器常见损伤与对策
1.高温氢腐蚀
2. 高温氢腐蚀是在高温高压条件下扩散侵入钢中的氢与不稳定 的碳化物发生化学反应 , 生成甲烷气泡(它包含甲烷的成核过程和成长 即FeC+2H2一CH4+3Fe ,并在晶间空穴和非金属夹杂部位聚集 , 引起钢 的强度 、延性和韧性下降与劣化 , 同时发生晶间断裂 。 由于这种脆化 现象是发生化学反应的结果 , 所以它具有不可逆的性质 , 也称永久脆 化现象。
加氢反应器简介

危险物质管理
对加氢反应器中使用的危 险物质进行严格管理,确 保储存和使用符合相关法 规和标准。
常见故障与排除
反应器压力异常
检查反应器压力表是否正常,确认压 力控制阀是否工作正常,如有问题及 时维修或更换。
催化剂失活
如催化剂失活,需及时更换催化剂, 并检查反应条件是否适宜,如温度、 压力、原料纯度等。
石油工业
石油加工
加氢反应器在石油工业中主要用 于将石油中的硫、氮等杂质去除 ,提高油品质量和清洁度。
燃料油生产
通过加氢反应器,可以生产低硫 、低氮的燃料油,满足环保要求 。
化学工业
合成氨
在合成氨工业中,加氢反应器用于将氮气和氢气合成氨气。
烯烃生产
加氢反应器在烯烃生产中用于将低碳烯烃转化为高碳烯烃。
加氢反应器简介
目录
CONTENTS
• 加氢反应器的基本概念 • 加氢反应器的应用领域 • 加氢反应器的操作原理 • 加氢反应器的设计与优化 • 加氢反应器的安全与维护 • 加氢反应器的未来发展与挑战
01 加氢反应器的基本概念
定义与功能
定义
加氢反应器是一种用于实现氢气与有 机化合物之间加氢反应的设备,广泛 应用于石油化工、煤化工等领域。
03 加氢反应器的操作原理
反应机理
氢气与有机物在催化剂的作用下 发生加成反应,将有机物中的不 饱和键转化为饱和键,生成新的
有机物。
加氢反应是一种还原反应,其中 氢气作为还原剂,将有机物中的
氧化态降低。
加氢反应的机理可以分为分子间 反应和分子内反应,具体取决于
有机物的结构和反应条件。
催化剂的作用
焊接工艺
焊接是加氢反应器制造中的关键环节,应采用高质量的焊接工艺和 材料,确保焊接接头的强度和密封性。
加氢反应器及催化裂化反应器介绍

反应条件控制
利用新型合金和高性能陶瓷等材料,提高反应器的耐腐蚀性能和使用寿命。
高强度耐腐蚀材料
研发新型高温和高压材料,满足加氢反应器和催化裂化反应器在高温高压下的操作需求。
耐高温和高压材料
探索具有特殊功能的材料,如光催化材料、电催化材料等,为加氢和催化裂化过程提供新的解决方案。
功能材料
THANKS
石油化工
煤化工
环保领域
在煤化工领域,加氢反应器可用于煤焦油加氢、煤液化等过程,生产清洁燃料和化学品。
加氢反应器还可用于处理含硫、氮、氧等杂质的废弃物,实现环保减排。
03
02
01
优点
加氢反应器能够脱除原料油中的硫、氮、氧等杂质以及重金属元素,提高油品质量;能够生产高清洁油品,满足环保要求;具有较高的处理能力和较低的投资成本。
缺点
催化裂化反应器需要使用催化剂,且催化剂容易失活和中毒,需要定期更换或再生。此外,催化裂化技术还需要消耗大量的能量和原料,生产成本较高。
加氢反应器与催化裂化反应器的比较
CATALOGUE
03
加氢反应器的工作原理是通过加氢反应将原料中的有害物质转化为无害物质,而催化裂化反应器则是通过催化剂的作用将重质油转化为轻质油。
总结词
加氢反应器主要用于石油化工和煤化工领域,如煤制油、柴油加氢精制、润滑油加氢精制等。而催化裂化反应器则广泛应用于炼油工业,将重质油转化为轻质油、气体和焦炭等,是炼油工业中最重要的加工方法之一。
详细描述
总结词:加氢反应器的优点在于能够提高产品质量、减少环境污染,缺点是工艺复杂、投资成本高。催化裂化反应器的优点在于能够将重质油转化为轻质油,缺点是会产生较多的副产品和废弃物。
加氢反应器和催化裂化反应器的未来发展
加氢反应器材料和焊接

加氢反应器材料和焊接加氢反应器材和焊接近30年来,加氢技术发展迅速,加氢反应器由内部衬非金属隔热层的冷壁结构发展成为壳体内壁堆焊不锈钢层的热壁结构即热壁加氢反应器。
热壁加氢反应器具有有效体积利用率高、施工周期短、生产维护方便、器壁不易过热及安全可靠等特点,因此为世界各国普遍应用。
我国从20世纪80年代初开发热壁加氢反应器获得成功后,近20年来,由兰州石油化工机器总厂(简称兰石厂)、第一重机厂(简称一重)和上海锅炉厂(简称上锅厂)等单位制造了板焊式、锻焊式结构的热壁加氢反应器近百台,满足了国内使用厂家的需求,这些设备已投入使用多年,运行情况良好。
加氢反应器在10~25MPa高压、400~480℃高温、临氢及硫化氢等条件下工作,为防止氢脆、氢腐蚀、硫化物腐蚀、Cr-Mo钢回火脆化以及难焊层的剥离等严重损伤,对该设备设计要求高、难度大,制造工艺复杂,对材料、焊接技术以及焊接质量都有很高要求。
1 壳体材料应用及发展在热壁加氢反应器壳体内壁堆焊不锈钢防蚀层,形成双金属结构。
其壳体材料在临氢条件下工作,主要依据耐尔逊(Nelson)曲线来确定,自20世纪60年代以来, 2.25Cr-1Mo钢被广泛应用于加氢设备上,是热壁加氢反应器主选材料。
随着人们对设备损伤认识上的深入以及冶炼技术的不断提高,该钢的纯洁性、均质性、抗氢性和综合力学性能不断得到改善和提高,表1为不同时期对板焊式加氢反应器钢板化学成分的要求。
表1 不同时期对板焊式加氢反应器钢板化学成分要求%┌─────────────┬──────────────────────┐│化学成分80年代90年代│化学成分80年代90年代│├─────────────┼──────────────────────┤│C ≤0.15 ≤0.15│ Ni ≤0.18 ││Si ≤0.25 ≤0.10│ Cu ≤0.20 ││Mn 0.3~0.6 0.3~0.6│ As ≤0.016 ││S ≤0.010 ≤0.010│ Sn ≤0.015 ││P ≤0.012 ≤0.012│ Sb ≤0.003 ││Cr 2.0~2.5 2.0~2.5│X/×10-6 ≤25 ≤20 ││Mo 0.9~1.1 0.9~1.1│ J ≤200 ≤150 │└─────────────┴──────────────────────┘注:X=(Si+Mn)(P+Sn)×104;J=(10P+Sb+4Sn+As)×10-2。
【doc】加氢反应器及内构件的发展

加氢反应器及内构件的发展辜j搠_L易一烁油与催化.加氢反应器及内构件的发展夏博康,/(设计所)加氢裂化是继热裂化和催化裂化之后发展起来的一种重质油转化工艺.它从煤炼油工艺转移到天然石油炼制工业?已有50多年的历史.老式反应器结构.50年代前以德国气相反应器为代表.如图一所示.它的主要特点是净壁且内构件是平塔盘,这种塔盘结构简单,因为过去是气相反应,故对流体的分配均匀性考虑不多,加之过去装置规模较小,老式反应器直径一般为~800~~lO00mm(内径长径比为l8~22:1.流体分配不均产生的边壁效应影响较小.另外由于采用平塔盘所以反应嚣内的催化荆只能采取上装上卸的方法.劳动强度大,条件差.冷氢管压老式反应器中是顶部插人床屡.这样对使用和检_I蕾都不方便,且影响测量的准确度.60年代前后的反应器以抚顾石油三厂加氢反应器为代表.如图2所示.根据反应条件分析,原料油进人反应器时基车上是液相状态,随着反应物下移.重油不断裂化,到反应器下都大部分产品保持气相状态,因此这是一十气液两相在固定床催化剂上滴洗而下的复杂反应系统,要适应这种混相流动的反应要求.避免管壁效应,充分发挥催化荆作用.必须使原料油进人反应嚣顶层才能有良好的分配并.使反应物流流经多层塔盘对流形基车不变.为此石油三厂的净壁加氢反应嚣豫保留德国气相反应嚣的优点外,在反应嚣人口设置螺旋喷头分配嚣,在反应嚣内设置多层料锥塔盘,这种辩塔盘除了可解决液体均哿分布外.尚具有满足催化荆从上都装人,下部卸出,结短检修时间-改善劳动条件等优点,但结构较为复杂.进人70年代以后.加氢装量规模不断扩大单十反应器内径为l80o~3000ram以上,长径比为4~1l:1.这样大的反应嚣分配同塔是不容忽攫的.目前国外皿引进的加氢反应嚣多以美国联合油公司的瓶式热璧加氢反应嚣为多.石油三厂热璧加氢裂化反应嚣,操作压力20MPa,填补了目内空白.如图3所示.该反应器为气藏顶巍双相进辩.多库层(三层)固定床反应嚣.床层阃一般没有净氢管.以控告I反应温度,为保证加氢反应的最佳深度.速率和提高理想组分收率十分重要的是要力求使反应介质与催化荆按魁均匀.反应器内介质的流动匀一.这就是老式反应嚣存在的问腰一分配问题.为此,必须精心设计反应嚣的备内部构件,包括人口扩散嚣,分配塔盘.床屡布置和冷氢系统尊./0.30炼油与僵化l994年圉I蔼国气相反应器结构出口图2石油三厂反应器内芯结构l一亭l出管I2-洼兰腰I3-上董l4一四台环I 5一密封置;6-上甥2jA董|7一衡唪f8-蠲宙瞻, 9-滥流管式分配板I10-热电偶保护臂lll一降基督;12-主熏槊I13一蕞形辩塔盘I14-内保矗{15-蕞形底;]6-下保温董;17-底董Il8一董板蕈3觏捧油与值亿?31?囝3并式反应器内件示意囝l,^口扩散嚣2'上分配塔盘3,谤垢蓝上僵化赉吐库屡5,催化jf'支最格掘和粱冷氢譬7,急冷室8,急挎盘9冲问分配塔盘lO,催化荆卸辩譬l1,下催化荆床屡l2,出口收集器原料油经加热炉后与氢气共同进人反应器,先经人口扩散器.在双层多孔扳的作用下.气液酉相得到初步混合并向四周扩散.藏相落入分配塔盘并建立起液面.塔盘上的泡帽式分配器供助气流的摩擦和抽吸作用而使液相欢敢.均匀落人上催化嗣束是上方的锈垢篮.锈垢篮戚三角形排列.并可上下浮动,适应床层的变化周围充填76毫米厚中l3毫米的情性璋.来自分配盘的介质在锈垢篮中滤去所携带的锈垢和杂质.上催化剂床层的下面有两层粒径备为3毫米,充填厚度为76毫米的惰性球.用以支承催化剂和便于反应物导出.冷氢臂的作用在于控制由上床层出来的反应物的温度.使之适合于进人下一层进行反应.冷氢与介质经急冷器和急冷盘完全均匀混合后,进人中何分配塔盘.持后再均一地分配到下催化床层,如此进行多次.反应物由出口收集器引出.应谖指出除加氢反应器由砖璧向热壁发展外,反应介质均匀流动和介质与催化剂良好接触就是今后加氯反应器发展的重要课题.目前发展的技术是多种多样的,并在工程上均有成功应用.因此在加氢反应器设计中,充分掌援各种内构件的结构和作用.进行必要的评价和合理的选择是十分重要的.同时为探索改进途径,还需开展大量的试验研究工作.下面就反应器各内部构件的结相,作用.发展等擞一简要介绍.1,人口扩散器人口扩散器是介质经过的第一个部件,其作用是;I)将进来的介质通过人口臂扩散列整十反应器截口上.2】消除气.渡介质对分配塔盘的垂直32?炼油与催化1994年冲击,为分配塔盘的稳定工作创造条件.图四为螺旋喷头形分配器. 31通过扰动促使l气,蒗相混合.圉4喷头形分配器I喷头放大示意见右侧该分配器在喷嘴处的流体线速高达20米,秽左右.可使液体雾化后进人催化剂床层,这种方法虽然流体的起始分配较好但由于喷咀结构流体线速高,冲击力大,易使艘化剂榜痒,增大康层阻力,因此现捏少应用.田五为盘式分配器.应用的也不少.为了防止由加热炉管和转油线带来的硫化氢腐蚀产物堆积在催化剂床层上,在盘式分配器之上又加了一层过滤器,使用效果较好.不过这些分配器一般都用在直径较小的反应器上.图六为加氢反应器中基本为气相进料的情况下所采用的拉杆式分配器.在没有大量硫化氢腐蚀产物带进的情况下能够满足生产上的要求.田七为悄隙扩散器.田七所示结构是在人口管下jIlI以盲板堵死,介质从管壁上开的一系列长孔流出来,长孔下端与盲板之间的空间可积存部分进料中的锈垢.起一点过滤作用.图七上所示结构在进料管端设一锥体,以控盘联接,夼质冲到锥体受阻.径转向后从四侧流出.锥体对液体的碎流和导向起一定的作用.囝几为一种双层多孔与多锥体组合的扩鼓舞,进料经二层多孔板的节泷和扰动,气液相达到较匀一的混合后.进人由三个不同锥体构成的分配机构而射向反应器截面上的不同部位.经试验确定的结构.可将物辩按需要的圪倒分配判整个截面上,故这种扩散嚣可兼作分配塔盘.田九是目前工程上实用的几种扩散器,图九一a为租汽油加氧精制反应器中的人口扩鼓器系法雷德希尼泼公司设计的,其特点是,在人口管下稿设有两块园板,上固板带一中心管I下园板为一多孔板.舟质下降时,中心管以外的流体与上固板碰撞而从四周穗出r从中心管下来的介质.一部分自小孔均匀淋下,一部分也从四周溅出.这样就实理了整个床层截面上第)期练柚与催化?33?圉5盘式分配器a圉7侧障扩散嚣b反应舟质均一的扩散.圈九一b是美罾联合油公司加氢反应器的人口扩散器,它是一种双层多孔板结构,两层孔板上的开孔大小和疏密是不同的.反应介质在上部锥形体整流后,经两层孔的节泷,碰撞作用赦扩散到整个反应囤6分配器圉8多镶扩教矗器截面上去.这种扩傲嚣应用的效果很好.且前国内设计的加氢反应器人口扩傲器大部分采用这种形式.图九一c是应用在中压加氢反应嚣上的人口扩散器形式.它在人口管下螭的盲扳上装有52根0x4的短管.各短管管34?炼油与诅化III蟠lI=二l噩==IS寮…I一—上蜀b图9几种人口扩散器实铡譬上部开长孔四条上j;II以盲板封死f介质进^扩散器时,气体从短管四侧的长孔进人反应嚣,而液相部分刚需待渣面升高到长孔时才能下溢.由于管高550毫米,因此短管长孔以下空同均可积存锈垢,对反应物起一定的过滤作用.但就其结掏来说,扩散作用可能不甚理想.由于各种扩敢器均属专利技术,加之能收集到的责料有服,因此不易全面比较和评价,但从流体力学原理来分析.可以认为联合油公司的双层孔板体系扩散器.只要适当调节其开孔尺寸和小孔分布,可能会获得较好的扩散效果.而且制作也较简单.19辩年一一——£,ji.一l4/;/III52—日2,分配塔盘加氢反应器的催化剂床层上面,广泛采用分院塔盘结构.以均布反应介质.改善其流动状况和实现与催化剂的良好接触. 对气渡双相状态连科的加氢反应器,分配塔盘对液相的均布尤为重要.分配塔盘曲塔盘板和在诙板上布置的一系列分配器所组成.早期采用的分配塔盘如田十所示.该塔盘属于平塔盘.这种塔盘结构简单,介质通过上面的多孔扳节漉进^第二层弧形板再分配,最后由第三层条形板通过,这种结构基本上能够分配均匀.但由于结掏的原因使反应嚣内的催化剂只能采南3期琼i由与僵化?35?^rt广C广^广A-AB—BC—C圈10平塔盘结构取上装上卸的方法,这对反应器向大型化了一种如图十一所示的斟式塔盘. 发展是不利的.为了克服这一缺点,又发展圉ll斜式塔盘已成功地应用在加氩反应器中.它是由五个大小不同井带锯齿形的同心圊筒,焊接在一个带多孔的锥体上面组成,这种结构除了可解决液体均匀分布外,尚具有能满足催亿剂从反应器上部装人.下部卸出.缩短检修时间,改善劳动条件等优点.圈十二一a所示结构由长管,短管各一根组成.操作中,当进料的液相部分在塔盘上景积而使其液面高出短管时.即溢人床层?而气相则经长管进人床层.气液分路,从局部看来.气掖分配井不均匀.但从整个截面来看,大律上各部都的气液均匀供给,圈十二一b所示结构的工作原理与圈十二一a相同,但长管上没有防止液体从上部冲人的帽,短管下设有滥流盒,可使液相分散进人床屡.圈十三所示斜口昔分配舞是利用气,液两相的碰撞作用而实行较均匀分配的分配器.圈十三一a为一种专利结构,这种分配器在全体上是上一端斜切的短管.在一定高度上钴有一圈小孔.上部设有盖扳,可防止液体冲人.操作中当塔盘上液面上升到小孔高度时,液体从小孔皮股状沿水平36炼油与催化1994年方向流人管内.而气相则自斜口向下进人管内.气,液流因产生碰撞而使液体成散滴状随同气液分布到床层中去.因而改善了流体分布性能.图十三-b所示结掏的工作原理与图十三一a相似.不同处仅在b圈12长短管分配器1,幅2,长警3,短警4,溢流盒5,塔盘图十四为V型缺口盘分配器,其主体为一段两侧开有V型缺口的短管.上部有盖板,下部与塔板的开口相通,塔盘上有液面时,该分配器的V型缺口处,以液面为界.上部是气相通道,下部为液相滥流通道.这种气液并流一起下降,可起一定的碎流,吹散作用.该分配器缺口成V型,使塔盘上液面愈高时,液体流通面积愈太,从而有利于分配盘的稳定操作.23圈】4V型缺口盒分配器1,盖板2,V型缺口营3,塔扳于斜口管上有三圈小孔,这一改进有利于塔盘上的液面控翻和适应较广和液相负荷.当液相负荷大或液面高时小孔的滥流面积愈太,溢流的速度蠹快.ab圈l3斜口管分配器】,芷板2,斟口警3,塔板图十五为黑耶卡式分配器,它是以气流的抽吸作用为主来粉碎和分配液体的结构,当塔盘上的液面升高到罩的下缘时,分配器而进人正常的工作状态.从帽和小管闻的玮形空间折人小管后,自小管高速流人下降管的气流,对四周产生强烈的相吸作用,从而使罩与下降管之间的环形空间中液面上升,此时液体从下降管的V型缺口连续溢人,并放高建气流吹散到床层中去.图十六是美国联合油公司加氢反应器的分配器,类似泡帽塔盘,泡帽的园柱面上均匀的开有许多平行母线的齿缝.下降管置于泡帽里面.其上端与泡帽之间窖存适当间隙.下端与塔盘相脱,图中尺寸为联合油公司提供的设计,括号内尺寸为在美国考察时的实物尺寸.当塔盘上液面高于泡帽下缘时,分配器而进人工作状态.从齿第3期炼油与僵化?37?缝进人的高速气流,在泡帽与下降管之间的环形空间内产生强烈的抽吸作用.致使圉l5里耶卡反应器分配器1,帽2,小警3罩4,下降管5,塔板综上所述,长,短管分配器为气液相分路分配.其液相的局部分布可能不均匀,加上溢流盒面液体的分布略有改善.斟口分配器因气,液流垂直碰撞而造成粉碎和吹散作用从而有利于气液两相混合与均布. V形缺口盒的工作机理与前者相仿,但着重利用气体对液体的吹散作用.平塔盘主要是靠多次不同方向节流作用.斜塔盘主要是靠节流与防止边壁效应产生的导向作用.而联合油公司的分配器是利用气体对液体的抽吸作用.从分配器相机理上分析,它的功能较为完善.其液体下溢的主要动力是气流的抽吸,从而摆脱了以液面位能为主要溢流动力的分配器.在制造和安装精度上要求较高.联合油公司曾对抽吸作用作过如下试验:将抱帽式分配器塔盘上的泡帽一律摘去,此时尽管有意提高安装精度.但液体在整个塔盘上的分布液体被冲碎皮几滴.并为上升气流所携带而进入下降管,实行气,液分配.围l6联合油反应器分配器1,泡帽2'下降营3,塔扳自不均匀;而装上泡帽后,即使故意降低塔盘安装精度,液体分布自很均匀.通常泡帽式分配器塔盘水平度允差为士5毫米,或总高差l0毫米.3,锈垢篮现代加氢反应器中多设有锈垢篮,对进入反应器的介质进行过滤.因在加氢反应器操作中,根难避免系统及首道中的锈垢,污物被带射反应器中.这种镛垢在僵化剂床层上表面积累,将迅速减小以致堵塞介质流通通道,使反应器压阵上升,操作恶化,严重者甚至会压垮塔盘.锈垢篮是近代工程中解决这一问题的有效措麓.锈垢篮一般均匀地布置在床层上表面,篮周围允填适量的大颗粒瓷球,以增加透气性.也有些设计将其置于分配盘塔盘的上方,介质先过滤后再分配.图十七为锈垢篮的典型结构和安装方-38?炼油与值化994正式,圈十七一a和十七一b为设攫分配盘上方的两种结构,它们均需装在一层单独的塔盘上.圈十七一a上口有齿.用改善}瘦体从塔盘溢人镛垢篮的均匀性.图十七l—b上媸塔盘齐口.圈十七一c和圈十七-d为两种堙在床层中的绣垢篮圈十七一c与周围的瓷球层齐口囝十七-d上口略商出床层.霄审tb盈玎锈垢篮的形式和安装'ab-装在塔盘上lc,d-埋在催化稠床层中圈十八是工程上应用的几种锈垢篮结构,其共同特点是形状和尺寸相似.圈十八一a是里耶卡反应器的锈垢篮.圈十八一b是禧希尼泼反应器的锈垢蓝.其结}旬是在嗣锕翩傲的笼子外面蒙上金属丝网; 圈十八一c是着名的联合油公司反应器的惦垢篮,它上下均开口,两端各有一用6英寸管切下的环傲支撑.中间为7目金属丝网围制的圆筒.该篮上方是开口的,使用较方便.装填催化剂时捱篮口上加一术盖,装完后拿样而更换催化剂时,由于篮无底,篮中锈垢随同催化剂一起卸出,可大大简化锈垢篮的清理工作.必须指出,想利用人口扩散器或分配塔盘来沉降锈垢,其效果是有限的,因为塔盘上存在着强烈的气流拢动,大量较小的杂质仍将被带入床层.因此.国外许多反应器设有锈垢篮的经验是值得我们借鉴的,国内设计的加氢反应器.习惯上不采用锈垢篮.这对加氢精制反应器还是可以的.但对加氢裂化反应器是非放不可的.4,冷氢系统烃类的催化加氢属于放热反应.对多床层加氢反应器来说,油和氢气在上一床层反应前温度将升高.为适台下一床层继续加氢的需要,必须采用中间加人冷氢的方式来控制温度.冷氢加人系统的作用和要求应诙是:I)均匀,稳定地供给足够的冷氢量.2]必须使玲氢与反应物充分混合.在进入下一床层时有均匀的温度和物料分布.圈十九为简单的蜂窝管式逆流冷氢管结掏.自上床层下降的反应物与从蜂窝营小孔翻向喷出的冷氢混合.温度随之降低.圈廿一a为直管型冷氢管.圈廿一b,c为磺嘴结构.田廿一c的混合空间没加旋叶,下部有整流罩.可改善混合物的流动与分布.第3期炼油与值化?39',蓦壤透b蕾圉18锈垢篮的典型结构和尺寸圉l9蜂窝管式冷氢结构照亭草圉2n歧管型冷氢管系统40炼油与僵化l994年圈廿一所示带齿盒急冷箱的冷氢系统是通过急冷藉齿缝的节流和筛孔板的再分配作用.使反应纫和冷氢均匀混合和分配到下一床层.圈廿二是一种绕流式挎董系统?反应物下降到混台室外面的环形空同,并经混合室外壁孔进人.而j峄氢由混台室内璧孔进人,两者在混室中初步混合后?在急跨室中进一步在绕流.过程中达到物料和温度的均匀分布.在圈廿二一a中混台介质直接进人下一床层.而圈廿二一b中混台介质需再经过进宫进一步搅拌后再进人下一床层.图廿三采用蜂寓管供给冷氢,它有一带叶片的急j峄室,这种装置是使反应舟质与j峄氢在共同旋转过程中实现均匀混合..艇车墼A—A..'-B—B圈2l带齿盒惫冷箱的冷氯系统l,睁氯蕾2,j巨音窒3,齿盘式急持箱41筛乳塔撮b圈22绕漉式冷氢系统,持氯瞥2,i昆台窒3,蛲藏式急睁糟4中心蕾5,进富第)期蒜油与值化?4l?=——LlIlI/::厂Ifl10If呷吐』6\i,立lB—B.'圈23旋叶式惫冷器冷氢系统l,琦氢蕾2,混合奎3,急睁奎田廿四是一种带折流式急冷室的冷氢系统,反应介质和冷氢从急冷器上墙的环形通道进急冷嚣,然后折流.从急冷器下靖小孔音{}出,在此过程中,实现流体均匀混合.圈24带折藏式惫冷器的冷氢系统1,冷氢蕾2,急睁奎3,饼垢蓝4.分配盘5'僵化剂卸出f田三中所示的联合油公司加氢反应嚣,是在冷氢加人后.使介质和冷氢的混合通过急冷室和筛孔板的作用面一步混音均匀.从而保证下一床层有良好的反应条件.国外在设计各种反应嚣时,非常注意冷氢系统.并研究和发现了多种冷氢系坑的专利.我国在加氢反应嚣的设计.一般不考虑冷氢加人后介质与冷氢进一步均匀混合.这种简化是否合理.应慎重考虑.必须措出,加氢反应器中各内构件的工作是互相关联的.人口扩散工作不挂.会导致分配塔盘工作的怒化;锈垢篮设计不当,将直接影响催化荆床层中的流体分布和压力降高低,冷氢系统的分配和混合效果.决定着下一床层的正常操作.因此一台成功的加氢反应嚣,必须统筹考虑其内掏件.实践表明,反应嚣内采用高效内构件,会大大提高生产效率.据美国联合油公司介绍加拿大一炼厂的加氢反应嚣,箕内构件结构原来用环球油品公司技术,后改用联合油公司内件技术,处理能力提高圈25底部塞管结构t42炼油与催化1994皇了30%左右.因此认真吸取国外加氢反应嚣内构件系统的先进技术,探讨反应嚣内构件的理论基础.并开展试验研究工作.对于改进和完善蠡国加氢反应器及内构件的设计.是当今很重要的任务.最后简单的舟绍一下催化剂的装卸方法.老式的加氢反应嚣采用平塔盘.一般催化剂的装卸的方法都是上装上卸.现代的加氢反应嚣都是上装下卸方法.如图三所示为联合油公司在加氢反应器中采用的是下科臂绪构.石油三厂热壁加氢反应器采用的是螺旋永平催化剂除料嚣.无论上装上卸.还是上装下卸,在反应嚣的底都还应设如图三所示的出口收集嚣或底部塞臂结}哿.目的是防止催化剂跑掼.底都塞管结构见图廿五.参考文献:I炼油设计1986.5,6期2炼油化工机挑1980.I期3加氧精翻与加氢裂I匕,石化出版社汽油脱硫新工艺OCrGAIN流化值化裂化汽油是汽油硫含量的主要来源.普通降低汽油琉台量的方法为大量投资的催化裂化原料加氢处理.或辛烷值掼先报大的催化裂化汽油加氢脱硫.oa'GA新工艺则与众不同.它仅需要一个简单的同定床反应嚣和一个莫比尔专利系统以进行特殊的化学反应.它可在不降低裂化汽油辛烷值的条件下彻底脱琉和降低烯烃含量.甚至在一些情况下.脱瘴产品的辛烷值可超过进料的辛烷值. OCrGA蹦工艺可处理不同沸程,不同硫和烯烃古量的汽油,还可以每天按需要改变产品辛烷值维持汽油琉台量符合规格. 该工艺在美国乔利埃特炼厂的工业试验十分成功.更换催他剂就基本完成了改造.无需投资.谈催化剂系统适用于加氢补充精毒i设备.新工艺于1991年底开始试运.从那时以来已能满足和超过所有预期的性能.诙厂的Oa'G=N装置操作性能和普通加氢补充精{彗I的比较表明,多年来普通加氢补充精制的产品辛烷值一般损失2—3个单位.甚至4个单位.炼厂的经济性表明,在OCrGAIN装置上加工更多较轻的催化裂他汽油而得到喀低的产品辛烷值可取得较大效益.而且Oa'GAIN具有在满足严格的古硫规格的同时改变炼厂经济性的灵活性.实验室的24种以上试辩的中试研究说明.OCrGAn工艺的通席性和曼活性都很好.高古烯烃的原料用瞢通加氢补充精制加工的辛烷值有可能降低l2一l3个单位.而甩OCfGAIN加工辛烷值没有损失.。
加氢设备概述

在反应器内件设计中最关键的一点是要 使反应进料(气液相)与催化剂颗粒(固相)有 效地接触,在催化剂床层内不发生流体偏流 现象。 从设备设计角度说,有两点是特别值得注 意的: ●内件要具有高效和稳定操作的性能; ●最大限度地利用反应器容积。
二、高压换热器
在炼油厂中使用的换热器形式非常多。 但是用于高压换热器的形式并不多。使用 较多的是螺纹锁紧式和密封盖板封焊式两 种高压换热器。
前
言
加氢装臵的事故在国内外的生产中都 发生过,如日本富士石油公司索狄珈乌拉 (Sodegaura)炼油厂的燃料油加氢脱硫装 臵有一台高压换热器,由于检修与维护不 当,使得螺纹锁紧结构中的垫片压板发生 变形,引起氢气泄露,1992-10-16发生了 一次爆炸事故,造成10人死亡,7人受伤, 炼油厂与临近工厂部分设施与设备遭到破 坏,总损失达24亿日元。
高压换热器
(一)、螺纹锁紧式密封结构高压换热器 螺纹锁紧式密封结构高压换热器最早是由美国 CHEVRON公司和日本千代田公司共同开发研究成 功的,我们国家的加氢装臵大多采用这种换热器。 这种换热器的管束多采用U型管式,它的特 殊部分在于管箱部分。
高压换热器
换热器图
高压换热器
螺纹锁紧式换热器有以下优点: 1、密封性能可靠 普通换热器法兰螺栓载荷要由两部分组成: 一是流体静压力产生的轴向力,二是为保证密封 在垫片上施加的压紧力。因此螺栓大,拧紧困难, 密封性能相对较差。而螺纹锁紧式换热器内压引 起的轴向力通过管箱盖和螺纹环传到了管箱壳体 上,螺栓只需提供密封所需的压紧力,所以螺栓 小,便于拧紧,容易达到密封效果。
前
言
加氢设备主要指的是加氢装臵反应部分的 一些最关键的设备。包括加氢反应器、高压换 热器、高压分离器、加氢加热炉等。由于加氢 装臵本身的特点,这些设备的操作条件都相当 苛刻,处于高温高压临氢环境下,有的设备进 料物流中还含有硫化氢、氨等腐蚀性介质,因 此有可能发生其他类型装臵的设备不会或不容 易有的腐蚀或损伤现象。特别是由于氢气的存 在,一旦泄露,与空气混合达到爆炸极限引起 爆炸,后果更不堪设想。
加氢反应器发展史

《文献综述》结课作业题目:鼓泡床加氢反应器的研究进展学生姓名:学号:专业班级指导教师:2014年9月1日鼓泡床加氢反应器的研究进展摘要综述了我国炼油加氢反应器研制建造,发展历程和取得的成就,指出国内加氢反应器制造技术在以下几方面所面临的挑战: 压力容器新标准的颁布实施,需亟待完善加氢设备用材料的基础性能数据; 超大厚度和超大型筒节锻件及设备制造技术有待进一步完善; 尽早开展加氢反应器服役后的材料性能研究,为即将到来的设备延寿做好技术准备关键词:加氢反应器;材料;技术;进展Research progress of bubbling bed hydrotreating reactorAbstractReview our refinery hydrogenationreactor designconstruction, development and achievements, pointed out that the manufacturing technology of domestichydrogenation reactor in the following aspects: thechallenge of new pressure vessel standards promulgated and implemented, needs to be perfected with theperformance data based hydrogen equipment; large thickness and super large cylinder forgings andequipment manufacturing technology to be further improved; as soon as possible to carry out and Study on material properties of the hydrogenation reactor after service, to prepare for the upcoming equipment life.Keywords:Hydrogenation reactor; Material; technology; Progress目录第1章引言 (1)第2章鼓泡床加氢反应器概述 (2)2.1 加氢反应器的发展史 (2)2.2 加氢反应器各阶段特点 (2)2.2.1 加氢反应器发展第一、二阶段特点 (2)2.2.2 加氢反应器发展第三、四阶段特点 (3)第3章加氢反应器各方面技术新进展 (4)3.1 加氢反应器设计及材料的技术进展 (4)3.1.1设计方面的进展 (5)3.1.2材料方面的进展 (5)3.2 加氢反应器制造过程中应用的新技术 (5)3.2.1 中空锻造成形技术 (6)3.2.2 焊接与堆焊技术 (6)3.2.3 丝窄间隙焊接技术 (6)3 .2.4 多头堆焊技术及宽焊带堆工艺 (6)3.2.5 单层堆焊代替双层堆焊技术 (6)第4章加氢反应器在我国的应用现状及存在的问题 (6)4.1加氢反应器在我国的应用现状 (7)4.2加氢反应器存在的问题 (7)第5章结论 (8)参考文献 (9)第1章引言第1章引言在炼油工业中,采用高温高压加氢精制技术已有近半个世纪的历史。
加氢反应器
加氢反应器中国石化集团洛阳石油化工工程公司黎国磊@2004加氢反应器是加氢装置的核心设备。
其操作条件相当苛刻。
技术难度大,制造技术要求高,造价昂贵。
所以人们对它备无论在设计上还是使用上都给予极大的重视。
反应器的设计和制造成功,在某种意义上说是体现一个国家总体技术水平的重要标志之一。
对于这样重要、使用条件又很苛刻的设备,应该至少要满足以下几点要求:应满足工艺过程各种运作方案的需要。
使用可靠性高。
具体应体现在:1.满足力学强度要求2.具有可靠的密封性能3.有较好的环境强度适应性应便于维护和检修,所需时间短。
投资费用较低。
一、反应器技术发展梗概随着加氢工艺技术的广泛应用,加氢工艺设备特别是反应器技术相应得到很快的发展与显著的进步。
主要表现:1安全使用性能越来越高。
这也是整个技术发展过程所围绕的核心问题。
a)设计方法的更新由“常规设计”即“规则设计”→以“应力分析为基础的设计”,即“分析设计”b)设计结构的改进本体结构:单层→多层→更高级的单层使用状态:冷壁结构→热壁结构细部结构的改进c)材料制造技术的发展,质量明显提高体现在冶炼技术、热处理技术、分析技术等等方面。
最终反映在材料的内质特性(纯洁性、致密性、均质性)非常优越d)制造技术的进步如制造装备、制造工艺、焊接技术(含堆焊技术)、热处理技术、检测技术等等都有很大进步。
2 为了获得较佳的经济效益,装置日趋大型化带来了反应设备的大型化。
具体见表格:二、反应器本体结构特征单层结构钢板卷焊结构锻焊结构多层结构绕带式热套式我国华南工大针对国外80年代初所开发的一种多层结构存在的某些缺点开发出了多层夹紧式结构。
结构形式的选择一般是依据使用条件、反应器尺寸、经济性和制造周期等诸因素来确定。
单层结构中的钢板卷焊结构和锻焊结构的选择,主要取决于制造厂的加工能力与条件以及经济上的合理性和用户的需要。
但锻焊结构优点更多。
⏹锻件的内质特性(纯洁性、致密性、均质性)好;⏹焊缝少,特别是没有纵焊缝,从而提高了反应器耐周向应力的可靠性;⏹制造装配易保证,制造周期短;⏹可设计和制造成对于防止某些脆性损伤很有好处的结构;⏹使用过程中对焊缝检查维护的工作量少,无损检测容易。
加氢反应器介绍

4.加氢反应器发展第四阶段的特点
第四代是开发了高强度Cr-Mo钢和添加v的改进型 Cr-Mo钢,这些新钢种即使在450 ℃以上的条件 下,也能具有较高的强度,并能长期连续运转,发 挥其良好的可靠性,使反应器技术进人一个新时代。 这个时期的特点:2.25Cr-1Mo钢反应器母材的J 系数100(%),回火脆化倾向性评定vTr54+2.5 AvTr54<+10℃;添加V的改进型Cr-Mo钢分为3Cr1Mo-V系列钢和2.25Cr-1 Mo-V系列钢,3Cr-1 MoV系列钢比2.25Cr-1Mo-V系列钢开发应用早5年, 但后者比前者的用途更广、发展前景更好。添加V 的改进型Cr-Mo钢与2.25Cr-1Mo钢相比有很多的优 点。因此第四代反应器主要是添加V的改进型Cr-Mo 钢加氢反应器的研制应用,所以称为更新期.
5. 对选材的建议
a)炼油工业的加氢反应器应优先考虑采用 F22因其单位重量价格最低。 b)应做详细的技术经济比较,包括运输费用 和其可行性。在炼油工业中若采用F22V或 F3V要详细核实与F22反应器总体重量相差的 百分数,而不仅是反应器壁厚相差的百分数, 然后再与价差相比。应当指出:目前我国的制 造技术水平可以对这三种材料的厚壁加氢反应 器实施分段交货,在现场拼焊对接质量完全可 以保证,不需要因运输的原因减轻重量而采用 F22V或F3V,或耗巨资改建加固道路和桥梁.
一:加氢反应器的四个发展阶段
早期的加氢反应多数是用高强度Cr-Mo钢钢板(少 数是用Cr-Mo锻件)为外层、以不锈钢复合钢板为 内层焊接成,这种结构不利于用超声进行在役设 备的检查,所以在1970年前后被内壁堆焊不锈 层的板和锻焊结构所代替,而且锻焊结构的反应 器的例逐年增多。随着炼油厂在役设备的定期检 查各种问题的出现及其不断的研究解决,设计研 单位对设备材料与结构不断做出改进,使设备断 向高温、高压、大型化、长寿命方向发展。目前 为止,加氢反应器制造按技术、质量和改过程, 可以划分为四个时代:第一代是引进期(19651972)、第二代是改良期(1973-1980)、第三代是 成熟期(1981-1987)、第四代是更新期(1988一现 在)。
加氢反应器简介

A公司床T层温度控制示急意冷图氢
T出4 T出3 T出2 T出1
急冷氢
急冷氢
T入 第一床层 第二床层 第三床层 第四床层
ቤተ መጻሕፍቲ ባይዱ
100%
冷氢箱
内件 名称
设置目的及有关说明
典型 结构型式
注意要点
为监视加氢放热反应引起
对径向水平插入的热电偶
床层温度升高及床层截面温
套管要注意由于操作过程催
热 电 偶
度分布状况等而对操作温度 进行管理。热电偶的安装有 从筒体上径向插入和从反应 器顶封头上垂直方向插入。
两类或二者机理兼有的综 合型。
见图6 (a)(b)
应保证分配盘上不漏夜,可采 用有关填料垫密。安装后充水 100mm高,在5分钟内液位降 低小于25mm为合格;
控制安装水平度。对于喷射型, 包括制造公差和梁在荷载作用 下的挠度在内可按 ±5mm~±6mm控制,对于 溢流型,要求还应稍严;
分配盘的设计荷载,应包括通 过分配盘的压力降△P、盘上的 液量及分配盘自重(按最大的操 作温度考虑)。
单层结构中的钢板卷焊结构和锻焊结构的选择, 主要取决于制造厂的加工能力、经验与条件以 及经济上的合理性和用户的需要。选用锻焊结 构,一般有如下优点:
锻件的内质特性(纯洁性、致密性、均质性)好; 焊缝少,特别是没有纵焊缝,从而提高了反应器耐
周向应力的可靠性; 制造装配易保证,可生产锻件的制造厂,制造周期
内件 名称
设置目的及有关说明
典型 结构型式
注意要点
冷氢管内设置的隔档板应
使从两个开孔中喷出的氢气
用以控制加氢放热反应引
量是相当的;
起的催化剂床层温升,图示
为发挥冷氢的作用效果,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《文献综述》结课作业题目:鼓泡床加氢反应器的研究进展学生姓名:学号:专业班级指导教师:2014年9月1日鼓泡床加氢反应器的研究进展摘要综述了我国炼油加氢反应器研制建造,发展历程和取得的成就,指出国内加氢反应器制造技术在以下几方面所面临的挑战: 压力容器新标准的颁布实施,需亟待完善加氢设备用材料的基础性能数据; 超大厚度和超大型筒节锻件及设备制造技术有待进一步完善; 尽早开展加氢反应器服役后的材料性能研究,为即将到来的设备延寿做好技术准备关键词:加氢反应器;材料;技术;进展Research progress of bubbling bed hydrotreating reactorAbstractReview our refinery hydrogenationreactor designconstruction, development and achievements, pointed out that the manufacturing technology of domestichydrogenation reactor in the following aspects: thechallenge of new pressure vessel standards promulgated and implemented, needs to be perfected with theperformance data based hydrogen equipment; large thickness and super large cylinder forgings andequipment manufacturing technology to be further improved; as soon as possible to carry out and Study on material properties of the hydrogenation reactor after service, to prepare for the upcoming equipment life.Keywords:Hydrogenation reactor; Material; technology; Progress目录第1章引言 (1)第2章鼓泡床加氢反应器概述 (2)2.1 加氢反应器的发展史 (2)2.2 加氢反应器各阶段特点 (2)2.2.1 加氢反应器发展第一、二阶段特点 (2)2.2.2 加氢反应器发展第三、四阶段特点 (3)第3章加氢反应器各方面技术新进展 (4)3.1 加氢反应器设计及材料的技术进展 (4)3.1.1设计方面的进展 (5)3.1.2材料方面的进展 (5)3.2 加氢反应器制造过程中应用的新技术 (5)3.2.1 中空锻造成形技术 (6)3.2.2 焊接与堆焊技术 (6)3.2.3 丝窄间隙焊接技术 (6)3 .2.4 多头堆焊技术及宽焊带堆工艺 (6)3.2.5 单层堆焊代替双层堆焊技术 (6)第4章加氢反应器在我国的应用现状及存在的问题 (6)4.1加氢反应器在我国的应用现状 (7)4.2加氢反应器存在的问题 (7)第5章结论 (8)参考文献 (9)第1章引言第1章引言在炼油工业中,采用高温高压加氢精制技术已有近半个世纪的历史。
随着加氢裂化和加氢脱硫等工艺的改进,轻质油品需求量的增加,重质原料油的裂解精制,防止大气污等的需要,该项工艺技术在不断进步,带动了加氢精制装置和加氢裂化装置中的核心设氢反应器制造技术的改进提高和材料的更新换代。
由于目前在役的加氢反应器已经使用多年,出现了一些问题,越来越多的人开始重视其检修和延寿的技术。
从53 世纪43 年代初开始,国内石油石化’冶金和机械等部门的一些科研’设计’制造和生产单位在原来的石油工业部和后续的中国石化总公司的组织领导下,组成了热壁加氢反应器联合攻关组,在消化吸收国外引进技术’跟踪国外技术发展’热壁加氢反应器国产化方面取得了巨大的进步,满足了国内炼油工业发展对加氢反应器的需要$通过联合攻关,从./41 年国产5> 56,\O.ND钢锻焊结构热壁加氢反应器见证件通过鉴定,继而开展国内首台锻焊结构热壁加氢反应器研制起,国内加氢反应器取得了一系列里程碑式的进步$./40 年中国一重由于参与联合攻关所取得的成果,通过()g 的考察认可,于./44 年以反承包形式与()g 合作完成了齐鲁石化重油加氢反应器的制造$这一合作进程又进一步推动了我国热壁加氢反应器技术的进步,./4/ 年,首台由我国自行设计研究并用国产材料制造的锻焊结构热壁加氢反应器顺利出厂,并投入装置运行$该反应器重达553 G,内径. 433 EE,筒体壁厚.63EE,壳体材料5> 56,\O.ND i QX> 210( 最小有效堆焊层厚度2 EE ) ,长度55 333 EE,设计压力53> .7 NXL,设计温度163 h $从./4/ 年6 月投用至今已55 年,运行正常$经多次在役外观检测与无损检验,无异常现象[5].//3 年以后又相继完成了133 G,673 G,. 333 G 级的5> 56,\O.ND 钢锻焊结构热壁加氢反应器的设计制造任务53 世纪/3 年代国外推出了在传统5> 56,\O.ND 和2,\.ND 钢基础上添加矾的改进型,\ND钢$由于新型加矾钢的卓越性能,在提高材料强度的同时,还显著地提高了抗氢腐蚀’氢脆’回火脆性及堆焊层剥离的能力。
本文综述了我国炼油加氢反应器研制建造,发展历程和取得的成就指出国内加氢反应器制造技术在以下几方面所面临的挑战: 压力容器新标准的颁布实施,需亟待完善加氢备用材料的基础性能数据; 超大厚度和超大型筒节锻件及设备制造技术有待进一步完善;尽早开展加氢反应器服役后的材料性能研究,为即将到来的设备延寿做好技术准备。
第2章鼓泡床加氢反应器概述2.1 加氢反应器的发展史有人把加氢反应器的发展分为4个阶段[1~3]:第一代从1963年日本制钢所正式生产第一台加氢反应器为标志,早期是Cr -M 钢板(量用锻件)内壁加不锈钢复合板焊接完成,70年代前后用内壁堆焊不锈钢的板焊或锻焊结构所代替。
70年代后期我国开始引进加氢裂化装置。
第二代是改良期,由于材料脆化造成的事故,开始研究回火脆化问题,并控制J 系数≤300、250、180、150(%)。
第三代是成熟期,制造技术逐渐成熟, J系数≤130。
这个时期国内开始制造锻焊结构加氢反应器,1983年由洛阳院、一重厂、抚顺石油三厂、北钢院、合肥通用所五家组成的联合攻关组研制2.25Cr-1Mo钢反应器材料和制造工艺,1986年制成模拟环锻件,1989年由抚顺石油三厂生产出我国第一台锻焊结构的加氢反应器-筒体壁厚150mm、内径1800 mm、内壁单层堆焊、单重220 吨、设计温度450℃、设计压力20.6MPa。
第四代是更新期,对服役20多年的设备进行更新,同时又满足新的加工工艺和大型化的要求,不断开发新钢种,如2.25Cr-1Mo-V,3Cr-1Mo-V-Ti-B3Cr-1Mo-V-Nb-Ca,3Cr-1Mo-1/4V,2Cr-1Mo-1/4V 等,以加V为主进行更新。
2.25Cr-1Mo钢的J系数≤100(%)。
2.2 加氢反应器发展各阶段特点伴随新技术、新工艺的不断出现,加氢反应器·在不同阶段具有不同的特点,总体呈现精细化、高效化。
2.2.1加氢反应器发展第一、二阶段特点第一代处于裂解、脱硫等石油炼制工艺的引进期,这个时期的特点是:反应器的封头为拼焊结构;反应器壳体初期内衬不锈钢筒逐渐发展为后期用不锈钢的带极堆焊方法进行内壁堆焊不锈层;反应器壳体材料用Cr—Mo钢钢板及锻件的J系数没有要求;反应器收口筒节(下筒节)通过锻造环经机械加工而成;反应器用Cr—Mo钢锻件初期采用正火(奥氏体化后空冷)+回火的热处理工艺,使锻件的强度低于钢板的强度,并体现在标准中,对于板焊结构的反应器来说由于壳体既有钢板又有锻件,所以是不利的,随着科研工作的深入到后期将Cr-Mo钢锻件才用正火(奥氏体化后水冷——用尽可能大的水冷强度)+回火热处理工艺,使锻件的强度达到了钢板的技术指标;冲击性能的试验温为+10 oC、验收指标AKv,>55J(允许一个最低值一>47J)。
这个时期的反应器简体最大壁厚260 mm、单台最大重量500t。
3加氢反应器发展第二阶段的特点第二代处于对第一代产品在制造中存在的问题和在使用中发现的损伤问题进行科研攻关并得到解决的改良期,这个时期的特点是:反应器的封头为整体结构——用一张钢板或一块锻板冲压成形;场组焊技术开发研究成功,在第二代初期就得到了应用,解决了500-800t反应器不能运输的问题,并建立了工地焊接、焊后热处理、射线检查、水压机试验的现场施工方法,这一时期用现场组焊方法制造的最大重量的反应器单台重为814 t(筒体壁厚251 mm);在役设备的损伤主要表现之一的材料脆化造成脆性破坏事故,经过研究分析导致事故的原因主要是Cr-Mo钢母材和焊缝有明显的回火脆化倾向性,通过采用抗回火脆化效果较好的VCD法冶炼的低硅Cr-Mo钢,并对钢材中的J系数提出要求,由初期规定的_,≤300%)过渡到.,≤250(%)再发展到后期的_,≤180(%);回火倾向性评定vTr54+2.5△v1’r54≤+38 oC;在制造技术上开发了用收口套锻造下筒节的技术;在役设备的损主要表现之一的壳体内壁不锈钢堆焊层的氢致剥离问题,经过试验研究通过采用高速度、大电流堆焊内壁不锈层的方法来解决;冲击性能试验温度由初期的0 oC依次降到一7℃、-15 oC,试验指标不变仍为AKv,>55J(允许一个最低值≥47J);壳体环焊缝及接管焊缝都采用自动化焊接技术。
这个时期反应器简节最大厚260 mm、单台最大重量850t。
2.2.2加氢反应器发展第三、四阶段特点第三代处于第二代时期所建立起来的若干改良技术进一步完善与提高的过程,建立了生产周期短、可靠性高、价格低的反应器制造体系,标志着反应器的设计、制造进入了成熟期。
这个时期的特点:对钢材中J系数的要求进一步提高,J系数由初期的150降低到后期的130;冲击性能的试验温度继续降低至初期一20℃,随后又降低到一30℃,验收指标同第二代一样,AKv≥55J(允许一个最低值≥47J)。
这个时期反应器筒体最大壁厚282 mm、单台最大重量为1 150t。
中国第一重型机械(集团)有限责任公司、北京钢铁研究总院、抚顺石油三厂、中国石化洛阳工程公司(设计院)、机械部通用机械研究所等五家单位组成的课题组从1983年1月开始进行2÷Cr-lMo钢反应器材料及其制造工艺研制,用28 t锭锻造出01 745 mm/01 360 mmx2 200 mm的简体模拟件,1986年取得成功。