机加工QC工程图
QC工程图

工程名称 Process
QC 工程图 (QC Flow Chart)
●:重点工站 “S":产品安全相关特殊特 REV
性Key station"S": Special characteristics related to product safety ▲:产品质量有关的特殊特性Special characteristics related to product quality ★:过程有关特殊特性Special characteristics related to process CPK:制程能力Process capability; △:增加或变更项目Add or change items 注:客户有要求时须加注客户标示Note: Customer's mark shall be added when customer has requirements
变更说明 Change
日期 Date
编号 No.
发行日期 Issue date
料 号 P/N
REV 第 页 Page: 共 页Total Page:
品名 Part name
核准 Approval
审核Review
会签Countersign 经办Maker
加工地方 Place
厂内 厂外 Insi Outsi
de de
标准规范 Standard
机械设备 名称NO. Device name No.
规格 Spec.
重点管理项目 Key management item
担当部门 Acting Dept.
测 定Measurement
频度Frequency
工具Tool/ 方法Method
金属机械加工QC工程图

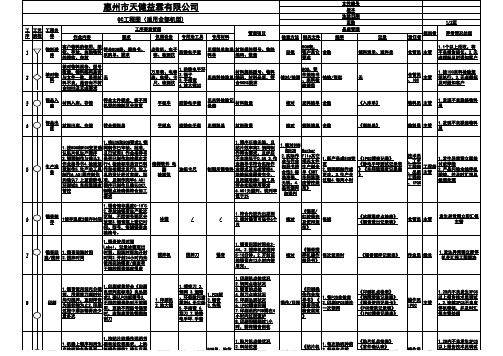
德信诚培训网金属机械加工QC工程图工程名管理事项管理要领执行责任者相关标准顺工程记号加工处设备名称管理项目标准检查频率检查工艺公司内加工条件外观检查方法记录名称外注时间尺寸作业员检查员检查仪器时间序公司名温度信赖性依据表单1▼材料线材供应商原材料外观检验规范单次抽样目视原材料收入记录表和检验记录表进料检验进料检验标准入库尺寸检验规范游标卡尺2●冲压成型公司内冲压机外观无缺点1H n:50目视生产日报表作业员巡检外径2H n:5卡尺高度随时2H n:5卡尺生产宽度制造单检测2H n:5卡尺作业位置度2H n:5投影仪标准角度2H n:5投影仪3●抛光公司内抛光机器外观无缺点1H n:50目视生产日报表生产作业标准4◆装配公司内装配机外观无缺点1H n:50目视巡回检查单车间总检外径制造单卡尺高度卡尺检验宽度2H n:5卡尺标准位置度投影仪角度投影仪5●热处理公司内网带炉外观无缺点1L n:50目视检验表硬度检验员作业标准表面及芯硬度热处理检查标准硬度机敲打1L n:5015°CJIC破坏扭力扭力计检验表扭力检验员作业标准6●电镀电镀机械电镀外观无油污1L n:50目视送货单检查表电镀检查员检验标准电镀厚度5-8UM 膜厚仪7●除氢电镀除氢炉信赖性除氢工程图1L n:50锁铁板除氢报告8◆进料检验公司内盐水喷雾机外观无缺点1L n:50目视成品检查表成品检验检验标准信赖性收入检查标准喷雾机9●全数挑选公司内选别机混料、外观不良无缺点全数目视作业检查标准混料及外观不良检验员选别指导书10◆出货检查公司内测定机外径1L n:5卡尺出货检验表出货检验检验标准高度卡尺宽度制造单卡尺位置度投影仪角度投影仪11●包装公司内计量器外观无缺点包装时目视入库单包装人员包装标准数量确认天平称12▼出货公司内运输车外观无缺点每批目视送货单业务人员公司内标准数量确认。
QC工程图

啤机
人工
成型
稿袋资料、生产日报表
作业员
啤穿、数量、打烂、擦花、型号有无混乱
勿打皱、打烂、混乱
随时检查
目测
目测
挑出不良品返工或退相关部门处理、标识隔离
下栏组长
打废纸
人工
将构成产品以外的余料去掉
稿袋资料、生产日报表
作业员
啤穿、数量、打烂、擦花、型号有无混乱
勿打皱、打烂、混乱
随时检查
目测
目测
挑出不良品返工标识隔离
生产流程
管理方式
异常处理
生产步骤
设备名称
作业内容
资料及表单
责任者
管制项目
规格值
抽样
检测
责任者
方法
责任者
成品检验
人工
卡牌全检,固定人选,分款进行清完一款再上另一款,避免混料。
稿袋资料、成品检验报告
QC
颜色、规格、内容、位置、外观、包装
稿袋资料、成品检验标准
抽检、全检
GB2828—87一般二级对照表
目测卷尺
生产日报表
机长
尺寸、位置、规格、刀花、底面刀、切斜、污脏、数量、爆角、切到字等等。
稿袋资料
随机检查
直尺目测
机长
重调参数、压力;换刀;标识隔离。
机长
印刷
印刷机
根据工程单备纸、较版;根据标准色调校首检合格后开始印刷,印刷后进行印张全检。
稿袋资料、
生产日报表制程检验报告、印刷部全检报告。
机长全检员
颜色、内容、外观、位置;首件检验、制程抽检;数量,按客户要求记录好《印刷颜色管理表》
晒版工
晒
版
晒版机、冲版机
机加工QC工程图

冲孔2
小孔尺寸
图纸/工序卡
塞规测量
首检5个
过程检1/100
车床
√
√
√
√
√
√
√
工序交接卡
通知班长、主任
倒角
大、小内孔倒角
图纸/工序卡
目测、测试
首检5个
过程检1/200
角磨机
√
√
√
√
工序交接卡
通知班长、生产科
入库
搬运、核实数、入帐
依仓储管理程序
目测、计算
点数或磅重
小车
√
√
仓管物资帐
通知质检
出货
搬运、核实码数、记帐
AAA有限公司
文件编号
AA-WI-06-02
版本号
1.0
页次
1 / 1
实施日期
2002.07.08
机加工QC工程图
流程
工程名称
管制项目
质量标准
检验方法
检验
频率
设备
检验方式
负责人员
记录
异常处理
自检
巡检
首检
作业员
质检员
工艺
主管
进料
规格、数量、
依GB708-88
目测、计算
全检/抽检
\
√
验收单
与供应商联系
圆钢下料
焊接
各部尺寸、清焊渣
图纸/工序卡
目测
首检5个
过程检1/100
电焊机
√
√
√
√
√
√
√
过程巡检报表
工序交接卡
通知班长、主任
退火
各部尺寸
图纸/工序卡
玻璃加工QC工程图

每批进料 量测、目测
DXC-05-002
责任单位 IQC IPQC FQC
公差±0.1mm(2.5D)
每批工单
量测
依厂商标准
每批工单
依厂商处
1.依承认样品(ΔE≦0.5暂 定) 2.依限度标准 3.依sop
每批工单
量测、目测
依标准样品
每批工单
目测 触感
1.依标准样品 2.包装规定
每批工单
目测
检查作业
质量检查
备注﹕请厂商自行订出自主检验之频率以备核查
输送 制定
5-002
页次 1/1
单位
版次
4
OQC
备注
由厂商处检验并 附报告
由厂商处检验并 附报告
首件及巡检末件
巡检
首件及巡检末件 巡检
巡检/终检
储存 张明
列入移交 机密等级 A
工程名称
流程图
标
准
书
QC工程图--玻璃类
使用设备工具
管制项目
玻璃AG检验
材质进料检验 切片及磨边
平磨及强化清 洗
丝印
AF及清洗 成品检验包装
流程图 符号意义
核准
1.光泽度测试机 2.粗糙度测试机 3透光度测试机 4雾度测试机
1.厂商出厂检验报 告 2.ROHS检测报告
1.厚度计 Leabharlann .XRF光谱仪CNC﹑磨边朵
1.外观 2.尺寸 3.ROHS检测报告
1.尺寸 2.外观(主要是边缘 不可刮手)
平磨机及强化设 备
依厂商处项目
丝印机
1.颜色 2.外观 3.功能(油墨附着力
5B) 4依sop作业
超声波清洗机 外观及平滑度
QC工程图(正式版)

相关记录
异常处理/发送处理 备注
通知钢化主控调整参 数,纠正不良品再次发 生。 《纠正预防措施报告》 《品质异常报告》
检测数量
检测次数
批量≥30件: 检验频率: 首件确认:10件 关键工序20分 批量≤30件: 钟/次 随机抽检 样板全检
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
IPQC 水切主控
《IPQC检验报告》 《样板检验报告》
《纠正预防措施报告》 《品质异常报告》
编制:李小锋
第1页,共4页
广东省佛山市怡天玻璃制品有限公司
QC 工程图
适用范围: 适用区分:
公司内部通用 □ 样板制作 □ 量产试作 ▲准备工作 □ 量产
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
IPQC 开介主控
《IPQC检验报告》 《样板检验报告》
《纠正预防措施报告》 《品质异常报告》
3
◎
磨边工序
磨边
中工车间
单边磨边机 双边磨边机
钢卷尺 目测 半径规
规格 外观
《磨边作业指导书》 《流程卡》 《公司质量检验标准》
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
IPQC 喷油主控
《IPQC检验报告》 《样板检验报告》
《纠正预防措施报告》 《品质异常报告》
编制:李小锋
第2页,共4页
广东省佛山市怡天玻璃制品有限公司
QC 工程图
适用范围: 适用区分:
公司内部通用 □ 样板制作 □ 量产试作 ▲准备工作 □ 量产
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
QC工程图讲解

第10页,共17页。
第11页,共17页。
第12页,共17页。
↓ = 用箭頭下第一個抽樣計劃,當n>N,採全檢。
↑ = 用箭頭下第一個抽樣計劃。
Ac = 合格判定個數。 Re = 不合格判定個數。
第13页,共17页。
第14页,共17页。
第15页,共17页。
• QC工程圖就是把公司的生產過程中的各個 工序和流程加以排列,並說明每個流程和 工序的品質管控方法,工具及注意事項來 保證品質。應該被當作活生生的文件來使 用。
第5页,共17页。
4.QC工程圖在整個產品壽命週期裡,都應加 以維持並被使用。在產品壽命週期中的初 期,它主要的目的是將製程管制的初步方 案加以書面化與進行溝通之用。然後,它 引導我們告訴我們在製造中如何進行製程 的管制及確保產品品質。最後階段,它仍 是一份活生生的書面文件,反映出現行的 管制方法以及所使用的量測系統。當量測 方法及管制方法有所改善後,QC工程圖也 應隨之更新。
第1页,共17页。
• 目的: • 是依據客戶的各種需求來製造滿足其需求
產品的一種輔助工具。
第Байду номын сангаас页,共17页。
• 作用:
1.設計及篩選提供了一種結構性的方法,同 時對整個系統實施能增加附加價值的管制 方法。QC工程圖提供了整個系統,如何減 少製程與產品變異的書面化的說明。QC工 程圖不是用來取代作業標準書的。QC工程 圖的方法被廣泛地應用到各種的製程與技 術上。QC工程圖所扮演的是整體品質程序 裡的一個整合的部分。
第16页,共17页。
第17页,共17页。
第7页,共17页。
具體制作步驟
• [1]試作、量試、量產等以指出適當的分類 • [2]編號 • [3]零件編號/最後一次設變 • [4]零件名稱/說明 • [5]供應商 • [6]供應商代碼 • [7]關鍵人名/電話 • [8]核心小組 • [9]供應商認可日期 • [10]最初日期
QC工程图SIP02

晋江市华冠鞋业
文件名称
QC 工程图
文件编号 编制/日期
二、流程说明
№
工序名称
重要设备
功课依照
1
产品开创
全套设备
产品开创操纵法度榜样
版本 审核/日期
操纵重点 恰当市场的需求
考查频率 样品全检
页码 赞成/日期
义务人/单位 开创课
质量记录 产品开创记录
2
冲裁
冲床
冲裁车间功课指导书
材料、模具、裁片外不雅
首末件确认
全检 全检 全检 全检
功课员 功课员 品检员 功课员 功课员
临盆日报表
临盆日报表 帮面考查记录表
临盆日报表 过程确认记录表
8
最终考查
目视
成品德量标准
外不雅
全检
品检员
成品考查记录表
9
入库
推车
数量、标识、包装方法
全检
仓管员
QC 工程图 SIP02
文件名称
QC 工程图
一、临盆流程图:
文件赞成/日期
产 品 样 板
冲 (
QC1
剪
)
裁
外 加 ( 协 ) 工
QC1
打 点 、 贴 衬 布
针 ( QC2 帮 面
QC1
成 型
包 装
)
车
FQC
入 库
说明:流程图中“QC1”代表临盆部车间自检,“QC2”代表品管部定点专检,“FQC”代表最终成品考查。
操作员
临盆日报表
3
外加工
高频、印刷
临盆过程操纵法度榜样
色彩、图案
全检
功课员
进料考查记录表
4 打点、贴衬布
QC工程图(车床)

制造
9
▼
抽检
制造指導書
制程抽檢記錄表 品质异常投诉单 品管PQC 不良品追踪报表
深圳固斯特五金有限公司 QC 工 程 圖(车床)
10 ▼ 热处理 外观,硬度,扭力,推 热处理炉 力等。 热处理作业指导书
2/2 文件编号:WI7.5.1-002-021 文件版次:
外观按抽樣計劃
A
目视,硬度,扭 表AQL0.65,硬 力,推力等。 度,扭力,推力
测10PCS
硬度检验记录 表,扭力,推力 品管IQC 记录表等。 物料员
11
●
电镀/清洗
电镀设备 外观,盐雾等
电镀/不锈钢清洗作业 指导书 铜酸洗作业指 目视,盐雾机 导书 全檢作業指导书 外观检验作业指导书 外观不良样板 全檢作業指导书 外观检验作业指导书 目視.模板.检 具. 目視.模板.检 具.
制造指導書
首件檢驗记录表 品质异常投诉单
品管IPQC
5
●
量产
制造指導書
千分尺、牙規, 機器保養/日自 不做记录,品管 塞规,高度规, 主檢驗20PCS/1H 监督制约 投影機等. 千分尺、牙規, 塞规,高度规, 10PCS/2H 投影機等. 电子称 制程巡檢記錄表 品质异常投诉单
制造
6
▼
巡检
尺寸、外觀
1/2 文件编号:WI7.5.1-002-021 文件版次:
管 理 方 法 责任部门 相關記錄 送货单 進料檢驗報告 品质异常投诉单 領料單
A
1
▼
進料檢驗
电子秤
目视,千分尺 依抽樣計劃表 AQL0.65
仓库.品管IQC
2
□
領料
制造.仓库
3
●
线材加工QC工程图

德信诚培训网线材加工QC工程图文件编号:番号:版本版次:QC工程图流程图工程名责任单位规格标准机器、设备治具品质管理异常处理者备注管理标准管理方式管理频率记录表单异常处理方式1.原物料检验品管(IQC)依IQC检验规范、材料验收通知单、材料规格书卡尺、千分尺、摇摆试验机、恒温箱、砝码、硬度计、目视、投影机1.确认线材规格:2.套管规格:3.扎带:4.ADP侧料:各低毒要求;含镉5PPM以下,用EN1122:2001方法测试,铅含量90PPM以下,用EPA3050B方法测试。
首件检查巡回检查首10件1次/2H首件检查记录表IPQC巡查记录表退货退库选别制造品管主管2.啤机(尾部)制造(干部)依啤机(尾部)作业指导书成型机、模具1.确认胶料:ADP侧料2.确认模具:检查模具腔有无撞伤缺损并确认机器是否正常。
3.尺寸留长:4.外观无起泡、裂缝、断胶、压线、成型不满、毛刺等不良现象。
首件检查自主检查巡回检查首10件100%1次/2H首件检查记录表IPQC巡查记录表品质异常联络书退货退库选别制造品管主管3.修饰制造(干部)依修饰作业指导书美工刀1.成型水口料处修剪平齐2.检查尾部成型首件检查自主检查巡回检查首10件100%1次/2H首件检查记录表IPQC巡查记录表品质异常联络书前进段之半成品重工,全检制造品管主管4.缠线制造(干部)依缠线作业指导书缠线架、钢尺1.缠线有无尺寸不符头部:2.扎带的方向不能扎反,扎带末露铁芯不得超过。
3.扎带规格:首件检查自主检查巡回检查首10件100%1次/2H首件检查记录表IPQC巡查记录表品质异常联络书前进段之半成品重工,全检制造品管主管5.脱外被SR制造(干部)依脱外被SR作业指导书脱皮机1.脱皮外被留长尾部:2.脱皮是否有断铜丝、脱皮不齐、脱皮不断、伤芯线等不良3.脱皮机是否夹伤线材外被4.脱皮裁剪长度符合要求首件检查自主检查巡回检查首10件100%1次/2H首件检查记录表IPQC巡查记录表品质异常联络书前进段之半成品重工,全检制造品管主管。
QC工程图 模版

砂芯制作
射砂机/砂芯模
铸造/ 单据、规格、数量 砂 操作员 芯存放入库备用
抽检
每批次
依据<铸造砂芯工艺流程>要求砂 <铸造首件/巡检记 如有品质异常,需即时通知工 〈铸造砂芯工艺流程〉、
芯强度,硬度,数量等检验记录
录表>
程或品管给予协助解决
〈砂芯机作业指导书〉
浇注成型 毛坯前处理
终检
精工多工序
6
加工
称
操作员
单据、规格、数量
抽检
每批次 每批次
按领料单对原材料进行必要的核 对
依据<铸造砂芯工艺流程>要求配 比成分,添加化学剂数量等检验记
录
<领料单>
<铸造首件/巡检记 录表>
如有单据不齐不给予领料作 业,并及时提报相关主管协助
解决
<仓库管理程序>
如有品质异常,需即时通知工 〈铸造砂芯工艺流程〉、 程或品管给予协助解决 〈砂芯搅拌机作业指导书〉
检具
抛光/ 操作员
表面质量、尺寸、数 量
抛光机/焊机/风枪
抛光/ 操作员
表面质量、尺寸、数 量
目测、卡尺、及专 配套专用抛光检具
FQC
表面质量、尺寸及安 装实配验证、数量
抛光机、拉丝机、 卷圆校平机、钢/ 卷尺,卡尺、角尺
采购 / 供应商
镀前装配重点/表面 质量、尺寸、数量
组装/ 装配重点/表面质量 操作员 、尺寸、数量
理单>
如有品质异常,需即时通知工 程或品管给予协助解决
〈制程检验管理程序〉、 〈生产制程管理程序〉
第1页/共3页
QC工程图(铸造本体全工序)
QC工程图

不认设备不允许.
13
电性能
花屏,黑屏,白屏,死 机,
测试 不允许
电流大不允许
外观:破损,污脏油污不允.
刮花,偏色不允许
14
检查铁 模
灯孔小、有批锋不允许
扭镜头处无螺纹不允
QC工程图注意事项说明:
1.工序名称:“ ”表示关键工序. 2.项目: 尺寸.成份.外观等的检查项目. 3.方法:是计测还是目视等的作法. 4.方式,频度:是全数检查还是抽检的区别. 5.计测器:使用的测定器名. 6.担当者:职责上准在管理. 7.手段:管理图.检查表等. 8.使用设备:设备,工具,模具.
加工部位 版次
目 视
. 2H/次
巡检员 巡检表
测 定
全数
.
.
QC QC日报表
目 视
. 2H/次
巡检员 巡检表
电脑 音频延长线 不良标贴
圆珠笔 周转箱
电脑
USB线延长线
测 定
全数
.
.
QC QC日报表
不良标贴
抽查
圆珠笔
目 视
. 2H/次
巡检员 巡检表
周转箱
目 视
全数
.
. 作业员
.
目 视
. 2H/次
巡检员 巡检表
第 1 页 共 5 页 品质工 制定日期 May 26,2005 程部
实施日 May 27,2005
管理状况
方 法
方式.频度
计测 器 担当者
批准
审核 作成 记录 手段
撕掉保护摸 贴在底版上
外观:破损.残缺.断裂.划
27
贴底夹 板
伤.浮起.粘不牢均不允许.
双面胶 方向.位置:贴装反向.装不
QC工程图

按生产工艺要求,
推移图、柏拉
图、特性要因
班组转接记录表、加 如有品质异常,需即时通知工艺或品管
图、层别法、 工中心零件转入/转出记录、
给予协助解决
甘特图
9
IPQC
外观/尺寸/实装检验 和验证
产品的监视和测量控制程序、 不合格品控制程序、纠正和预 防措施控制程序、制程检验规 范(机加工)、标识和可追溯性
正与预防措施
入(物
3
料)库
4
生产准备
领料
6
锡膏
印刷
物料的搬运、分类 库房温度、湿度控制
账、物、卡管理 库存期、库存量控制
产品防护控制程序、物料入库/ 出库/退库/报废处理操作程序
、仓库管理办法
磅秤、电子秤、 卷尺
仓储
数量、重量、 规格
抽检
依据仓库管理办法对库存物 一卷或一个包装 料进行管理,如FIFO、温/湿
目视
生产
外观质量自检
100%
推移图、柏拉 按作业指导书/生产工艺要求 图、特性要因
及制程检验规范自检 图、层别法、 甘特图
外观目检日报表
如有品质异常,需即时通知工艺或品管 给予协助解决
产品外观检查
产品的监视和测量控制程序、 不合格品控制程序、纠正和预 防措施控制程序、制程检验规 范(电装)、标识和可追溯性控
图、特性要因 返工返修单、品质异常联络单 或已通知未改善者,则开具品质异常联
图、层别法 、不合格品评审和处置单
络单
套件装配
设施和工作环境控制程序、生 产和服务提供控制程序、产品 防护控制程序、文明安全生产
规定、各类设备操作规程
电批 剪钳 等
电生产
装配质量、尺 寸、数量
QC工程图

IPQC
去除工件的利边、利角,清洗吹干净; IPQC检验规范
首件报表 巡检报表
IPQC
本色镀镍,膜厚要求5-8um,表面不能有 刮花,不能有脱层、起泡等不良,要求 供应商提供膜厚测试报告。
IQC作业指导 书
IQC检验报表
IQC
物料异常处理单 物料异常处理单 来料异常处理单
出货检验
依检验规范对工件外观、螺纹全检。
XXXXXXX制品有限公司
QC工程图
产品编号
客户代号
表面处理
材料
版本
序号
工序 名称
1 备料
2 铣床
工序说明
管制重点
作业标准 质量记录 负责人
异常处理
外购
外观没有明显缺陷,材料平面度0.2mm以 IQC作业指导 物料确认登
78*70*6.65 内。
书
记表
精飞厚度
精飞底面厚度至6.3+0.3/0,底面光洁度 Ra1.6以下,工件不能变形。(注刀纹方 IPQC检验规范 向:按单件产品宽度走刀)
出货检验规范
出货检验报 表
包装
Байду номын сангаасOQC
所有的包装标识要清楚,要方便点数, 做好防护措施。
物料包装规范
出货检验报 表
物料异常处理单 物料异常处理单
7 QA 核准
抽检
QA按MIL-STD-105EⅡ级,AQL值:CR=O MAJ=1.0 MIN=1.5对照检验规范中的重 点尺寸表及产品外观进行抽检。
出货检验规范
出货检验报 表
QA
物料异常处理单
审核
制表
首件报表 巡检报表
IQC IPQC
来料异常处理单 物料异常处理单
机加工QC工程图

如有品质异常,需即时通 班组 知工艺或品管给予协助解 转接记录表 决
7
IPQC( 1)
产品的监视和测量控 制程序、不合格品控 塞规、厚薄 制程序、纠正和预防 外观/尺寸/实装检验 规、千分尺 措施控制程序、制程 和验证 、卡尺、角 检验规范(机加工)、 尺、卷尺 标识和可追溯性控制 程序
品管
首检:1Pcs/ 次;巡 首检 表面质量、形 检:5Pcs/2Hs 巡检 位尺寸 , 附带5S 定位检 检查; 定位 检:50%以上
塞规、厚薄 规、千分尺 、游标卡尺 、角尺、卷 尺
品管
首检:1Pcs/ 次;巡 首检 表面质量、形 检:5Pcs/2Hs 巡检 位尺寸 , 附带5S 定位检 检查; 定位 检:50%以上
首件检验单、机 依据机加工图 加工零部件巡回 如有不符,通知机械部校 纸、生产工艺 推移图、柏 检验记录、返工 机或修模;如严重不合格 要求及制程检 拉图、特性 返修单、品质异 或已通知未改善者,则开 验规范(机加 要因图、层 常联络单、不合 具品质异常联络单或组织 工)进行检验和 别法 格品评审和处置 MRB会议 验证 单 按机加工图纸 及生产工艺要 求,进行程式设 定并对原材料 进行定位/攻丝 /去毛刺/去屑
推移图 层别法 查检表
如有不符要清查(规格或 领料单、补料单 质量不符,通知品管查 、借料单 核)
5
下料
设施和工作环境控制 程序、生产和服务提 剪床、带锯 程式设定、外形尺寸 供控制程序、产品防 机、卡尺、 量测、定位、剪锯 护控制程序、文明安 钢卷尺 全生产规定、各类设 备操作规程
机械
表面质量、外 形尺寸、数量
自检 互检
100%
按机加工图纸 及生产工艺要 求,进行程式设 定并对原材料 进行定位/剪切 /锯割 按机加工图纸 及生产工艺要 求,进行程式设 定并对原材料 进行定位/车铣 冲/去毛刺/去 屑
(完整版)QC工程图范本

员 1PC/每批 目视/3M胶纸 PQC
②外观 ③颜色
符合检验指引外观之要求 符合BOM文件之要求
√√ √ √ 1次/2H
目视 目视
PQC 作业
员
④附着力测试 符合附着力测试指引之要求
①首件
符合检验标准之要求
②外观
符合检验指引外观之要求
③结构
与样板一致
④颜色 ⑤尺寸
符合BOM文件之要求 与首件样板一致
⑥成品样板
⑦BOM文件
⑧生产工作单
①外观
符合成品检验基准书外观之要求
②游水功能 符合游水测试指引之要求
③尺寸
与工程样板相符合
④装配
符合装配检验之指引
⑤可靠性测试 符合可靠性测试之指引
⑥包装
符合包装检验指引要求
目视
鱼杆/水池
依《AQL抽 直尺/卡尺
样计划》抽
OQC 成品检验记录表
样
目视
拉力/落地测试
目视
√
1PC/每批 目视 PQC
PQC
①装眼睛作业指导书
②外观
符合检验指引外观之要求
√√
目视 作业
16
②IPQC检验指引 装眼睛 ③抽样计划
④BOM文件
镊子 介子刀 ③颜色
符合工程样板或BOM文件
√√ 1次/2H
目视
P员QC 生产日报表 作业 PQC巡检记录表
员
⑤工程样板
④装配
符合检验指引装配之要求
√√
Q-WI-0008
版次 A1
适用范围 ****
页次 4/5
The
shortest
way 设备
to
do
many
QC工程图(完整版)
目视
维修管控 指导书
《维修日报表》
作业员
有异常要及时报告主 管
15
外观包 装
将目检完后的制品进
行外观检查,打标 识,按规定方向放入
按包装作业指导书要求
包装箱
防静电手环、 手套
1.包装托盘 2.周转箱
1.标示卡 2.泡沫袋 3.包装箱
1.外观品质状态及标 识 2.生产包装数量 3.型号、日期
目视
《贴装目 视检查规 全检 范》
《手贴元件记录表》
作业员 主管
11.2H内不良发生 3PCS以上报告技术员 调试。2.连续3PCS不 良应停机稽核,并及 时汇报主管处理
1.2H内不良发生3PCS
11
回流
将中检完的PCB流入 回流炉
按炉温管理 操作说明书 要求
炉温测试仪 1.炉温测试仪
1.回流炉点检状况 2.炉温设定 3.炉温曲线
仓管员 主管
发生异常需立即汇报 主管
锡膏
1.锡膏回温时间在24H。2.搅拌机应搅拌 5-10分钟。2.开封后 的锡膏在12小时内使 用完。
核对
《锡膏搅 拌机操作 每次使用时 指导书》
《锡膏搅拌记录表》
作业员 线长
1.发生异常需立即停 机并汇报工程解决
1.印刷机点检状况
8
印刷
1.锡膏使用前充分搅 拌,用搅拌刀顺时针 均匀搅拌,直到焊膏 为流状物为止2.印刷 过程中添加锡膏应少 量多次
1.显微镜15X 2.放大镜5X
防静电手环、 手指套
不良标签
1.外观品质状态及标 识 2.生产包装数量
目视
范、
IQC/QA抽 样计划标
每班
准和作业
《成品检验报告》
QC工程图示

如有不符,物
管员将该信息
目视
送货单、材料检 收料单、原材料 即时反馈至采
验单
检验报告 购部,由采购
员通知供方进
行更改
入库
3
如有不符,物
管员将该信息
物料的搬运、分 类 管理,并做
记账工作
入库操作程序、 仓库管理制度
磅秤、电子秤、 卷尺
制造部
数量、重量、规 格
抽检
依据仓库管理制 度对库存物料进
行管理,
入库单
如有不符,通
知机械部校机
生产日报表、生产 或修模;如严 完成情况日报表 重不合格或已
通知未改善
者,则开具品
标签
油漆
产品外观质量 包
装
定位检
按最终检验规范及 返工返修单、品质
相关规程,进行检 异常联络单、不合
验和验证
格品评审和处置单
品名、规格/型号、 数量
品名、规格/型号、 数量
自检 自检
按产品物料入库/出
即时反馈至采 购部,由采购
员通知供方进
行更改
下料
5
生产车间现场管
生产计划安排的 下料作业
理制度、生产计 划管理制度、文 明安全生产规定
卡尺、钢卷尺、 切断机
、技术汇编手册
制造部
按机加工图纸及
如有不符,制
表面质量
生产工艺要求, 领料单、生产报 造部将该信息
外形尺寸 自检 互检 进行程式设定并 工单、工艺流程 即时反馈,由
文件
卡尺
放大镜
物料的搬运及分类 温度和湿度控制 账、物、卡管理
库存期、库存量控 制
产品防护控制程序 、物料入库/出库/退 库/报废处理操作程 序、仓库管理办法
QC工程图PMP教材专题知识讲座

入庫單
品名/品番/数量
資材出庫傳票
1 . 材质 2 . 色号
1 .烘料时间 《原料烘干参考条件表》
2 .烘料温度
《成形条件表》 SOP
1. 吨位
2. 成型條件 a. 料溫 b. 射速 c. 射壓 d. 保壓和時間 温度
1 外观
2 材质/色号
SIP
1 .品名/品番 2 .尺寸 3.外观
三. QC工程图旳制作流程 2-7
❖ [ 2]编号与版本 ❖ ◎便于追踪更新之用 ❖ [ 3]零件制程编号/最终一次设变 ❖ ◎将欲管制旳系统、次系统、组件旳编
号填入。适当初,将最终一次进行设计变更 旳层次或图面规格公布日期填入。 ❖ [ 4]零件名称/阐明 ❖ ◎将欲进行管制旳产品/制程旳名称与阐 明填入。
1.PC/A BS LB1015 K2995 1 .2 ~3 H 2 .8 0 ~1 0 0 ℃
1.450T
Meas ur ement Method
确认送货单 零箱(袋)称实重
确认材質証明書/目视
卡尺/三次元/目视
核對入庫單 核對資材出庫傳票 确认<<除湿干燥机使
用良表表>> QP 702-06
核对机台
❖ ◎各项矫正措施旳责任一般是归属于最接近制程旳人员, 他可能是作业人员、工作设定人员、或领班,在QC工程表 中应该要明确旳表白责任归属。多种要求应该加以书面化。
❖ 在全部可能发生旳情况里,假如对产品拟定有不合格或 怀疑时,都应该加以明确旳辨识或隔离,并交由在本栏中所 指旳责任人员来处理。本栏也能够用来标示特定旳矫正计划 之编号(另行参阅该矫正计划)及该负责此一矫正计。
应该要去确认哪些制程特征值旳变异必需加以管制,以期使 产品特征值得变异减为最小。每一种产品特征值旳制程特征 值可能是一种也可能是诸多种。 ❖ ◎在有些制程中一种制程特征值有可能会影响到多种产 品特征值。
冲压成型机构件QC工程图 模板

作业员 组长
—
按异常处理标准处理
镀层厚度测试报告 依照客户要求为准
依照客户要求为准
IQC
IPQC FQC OQC
按异常处理标准处理
《出货检验表》 返工或开不合格处理单 《入库检验记录表》 将不良品隔离 《出库检验记录表》 将不良品隔离
业员 同上
IPQC IPQC IPQC 作业员
审核
工程
品质
批准
判定
记录表 相关记录
共页 第页 异常处置
《进料检验报告表》 特采或 退货
领料单 物料出
库单
退库或退上工序并隔离
《首件检查记录表》 停机调试
《巡检记录表》
停机调试
《巡检记录表》
停机调试
—
退上工序并隔离
《首件检查记录表》 停机调试
组长
《巡检记录表》
编制
冲压成型机构件QC工程图
品质管理 检验方法 检验频率
目视
卡尺、投影仪
作业指引
目视
目视
卡尺 目视 卡尺 目视 卡尺 目视 目视 卡尺 目视 卡尺 目视 目视
目视
每批 每班开始 产品图纸
每小时一次 产品图纸
每小时一次 产品图纸 每批 每班开始 产品图纸
每小时一次 产品图纸 一班两次 每批
担当
IQC
IPQC IPQC/ 作
停机调试
《成型条件记录表》 停机调试
—
退上工序并隔离
下工序 批量加工 产品外观
冲床 电镀厂后
产品外观
来料检验 产品尺寸
上锡后pin脚颜色、大小
全检
成品检查 产品外观
包装
入库检验
出货 入库 出货检验
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
备料、领料、发料 机械生产准备 电装生产准备
产品防护控制程序、
物料入库/出库操作 程序、仓库管理办法 、工装夹具管理办法
磅秤、电子 秤、卷尺
、生产场所布局方案
仓储
品管
仓储
仓储 机械 电装 研发 工艺
物料请购清单 BOM
外观 尺寸 电气性能
推移图 层别法
如有不符,仓管员将该信 物料验收入库单 息即时反馈至物料部,由
采购员通知供方进行更改
人员安排
设备检查
图纸、工艺 工装夹具
/
工作场所
环境
/
按MPS、生产计 划通知单来进 行备料、领料
、发料
推移图 层别法 查检表
领料单、补料单 、借料单
如有不符要清查(规格或 质量不符,通知品管查 核)
设施和工作环境控制
数量、重量、 规格
称量 目视
抽检
抽检
100%
将物料请购单 与送货单及物 料验收入库单
进行核对
层别法
如有不符,仓管员将该信 物料验收入库单 息即时反馈至物料部,由
采购员通知供方进行更改
GB2828-87一 次正常或加 严抽样、Ⅰ
水平
依据进料检验 规范、物料技 术规范书对来 料进行检验和
验证
物料验收入库单
尺
电镀 品管
表面质量、镀 厚尺寸、数量
首批检 查自检
互检
首批(槽) 检查;自检
、互检: 100%
依据电镀工艺 要求及相关规 程进行电镀作
业
推移图、柏 拉图、特性 要因图、层 别法、甘特
图
班组 转接记录表
如有品质异常,需即时通 知工艺或品管给予协助解
决
15
IPQC( 5)
16
装配
17
IPQC( 6)
标识和可追溯性控制
尺
程序
品管
表面质量、形 位尺寸
首检 巡检 定位检
首检:1Pcs/ 次;巡
检:5Pcs/2Hs , 附带5S 检查; 定位 检:50%以上
依据机加工图 纸、生产工艺 要求及制程检 验规范(机加 工)进行检验和
验证
推移图、柏 拉图、特性 要因图、层
别法
首件检验单、机
加工零部件巡回 如有不符,通知机械部校
砂机、校平 机、塞规、 厚薄规、千 分尺、卡尺
机械 外协加工
表面质量、数 量
备操作规程
、角尺
自检 互检
100%
按机加工图纸 及生产工艺要 求,进行程式设 定并对原材料 进行定位/校平
/拉丝/喷砂
推移图、柏 拉图、特性 要因图、层 别法、甘特
图
班组 转接记录表
如有品质异常,需即时通 知工艺或品管给予协助解
、
电装
表面质量、形 自检 位尺寸、数量 互检
100%
按装配图纸、 生产工艺要求 及制程检验规 范(电装),进行 装配并作自检/
互检
推移图、柏 拉图、特性 要因图、层 别法、甘特
图
生产日报表、调
试记录表、零件 如有品质异常,需即时通
领用统计表、生 知工艺或品管给予协助解
产完成情况日报
决
表
塞规、厚薄
产品的监视和测量控 规、千分尺
程式设定、外形尺寸 量测、定位、剪锯
程序、生产和服务提 供控制程序、产品防 护控制程序、文明安 全生产规定、各类设
剪床、带锯 机、卡尺、
钢卷尺
备操作规程
机械
表面质量、外 自检 形尺寸、数量 互检
100%
按机加工图纸 及生产工艺要 求,进行程式设 定并对原材料 进行定位/剪切
/锯割
推移图、柏 拉图、特性 要因图、层 别法、甘特
100%
按机加工图纸 及生产工艺要 求,进行程式设 定并对原材料 进行定位/攻丝 /去毛刺/去屑
推移图、柏 拉图、特性 要因图、层 别法、甘特
图
班组 转接记录表
如有品质异常,需即时通 知工艺或品管给予协助解
决
产品的监视和测量控
外观、尺寸的实装检 验和验证
制程序、不合格品控 制程序、纠正和预防 措施控制程序、制程 检验规范(机加工)、 标识和可追溯性控制
依据电镀工艺 要求及相关规 程进行外观/色 泽/镀厚尺寸的
检验和验证
推移图、柏 拉图、特性 要因图、层
别法
首件检验单、机 加工零部件巡回 检验记录、返工 返修单、品质异 常联络单、不合 格品评审和处置
单
如有不符,通知电镀部查 验电镀生产工艺或调整电 镀作业方法;如严重不合 格或已通知未改善者,则 开具品质异常联络单或组
决
产品的监视和测量控
外观/尺寸/实装检验 和验证
制程序、不合格品控 制程序、纠正和预防 措施控制程序、制程 检验规范(机加工)、 标识和可追溯性控制
塞规、厚薄 规、千分尺 、卡尺、角
尺、卷尺
程序
品管
表面质量
首检/巡 检/定位
检
首检:1Pcs/ 依据机加工图
次;巡 纸、生产工艺
检:5Pcs/2Hs 要求及制程检
单
烘箱设定 温度设定 时间监控
产品老化工艺 烘箱操作工艺说明
烘箱
电装
表面质量、温 度/时间调控
自检
100%
按产品老化工 艺说明及相关 规程,进行温 度设定并对其 时间进行调控
推移图、柏 拉图、特性 要因图、层 别法、甘特
图
生产日报表、生 产完成情况日报 表、部件/整机
老化记录表
如有品质异常,需即时通 知工艺或品管给予协助解
塞规、厚薄 规、千分尺 、卡尺、角
尺、卷尺
程序
品管
表面质量、形 位尺寸
首检 巡检 定位检
首检:1Pcs/ 次;巡
检:5Pcs/2Hs , 附带5S 检查; 定位 检:50%以上
依据机加工图 纸、生产工艺 要求及制程检 验规范(机加 工)进行检验和
验证
推移图、柏 拉图、特性 要因图、层
别法
首件检验单、机
图
班组 转接记录表
如有品质异常,需即时通 知工艺或品管给予协助解
决
设施和工作环境控制 铣床、冲床
程式设定、外形尺寸 量测、定位、车/铣/
冲、去毛刺、去屑
程序、生产和服务提 供控制程序、产品防 护控制程序、文明安 全生产规定、各类设
、钻床、塞 规、厚薄规 、千分尺、 卡尺、角尺
备操作规程
、风枪
机械
表面质量、形 自检 位尺寸、数量 互检
加工零部件巡回 如有不符,通知机械部校
检验记录、返工 机或修模;如严重不合格
返修单、品质异 或已通知未改善者,则开
常联络单、不合 具品质异常联络单或组织
格品评审和处置
MRB会议
单
8
CNC 加工
9
IPQC( 2)
10
钳
11
IPQC( 3)
12
表面 处理
13
IPQC( 4)
14
电镀
程序设定 定位
CNC铣加工 点孔
推移图、柏 拉图、特性 要因图、层 别法、甘特
图
班组 转接记录表、加 工中心零件转入
/转出记录、
如有品质异常,需即时通 知工艺或品管给予协助解
决
去屑
产品的监视和测量控
制程序、不合格品控 塞规、厚薄
外观/尺寸/实装检验 和验证
ቤተ መጻሕፍቲ ባይዱ
制程序、纠正和预防 措施控制程序、制程 检验规范(机加工)、
规、千分尺 、游标卡尺 、角尺、卷
18
老化
外观/色泽/镀厚尺寸 检验和验证
产品的监视和测量控 制程序、不合格品控 制程序、纠正和预防 措施控制程序、标识 和可追溯性控制程序
塞规、厚薄 规、千分尺 、卡尺、角 尺、卷尺、 放大镜、激
光测厚仪
品管
表面质量、镀 厚尺寸
首检 巡检 定位检
首检:1Pcs/ 次;巡
检:5Pcs/2Hs , 附带5S 检查; 定位 检:50%以上
决
19
初调
20
做油 漆
三阶
上盖板 螺杆高度 电气指标调试
电气调试标准 网络分析仪 网络分析仪使用规范 、一字起子
文明安全生产规定 、扳手、隔 各类设备操作规程 板、电脑
电装
表面质量、形 位尺寸、电气
性能、数量
自检
100%
按电装车间调 试工艺指导书 及生产工艺要 求,进行程式 设定和指标调
试
推移图、柏 生产日报表、调
各谐振杆间距、谐振 制程序、不合格品控 、卡尺、角
杆对地高度、谐振杆 制程序、纠正和预防 尺、卷尺、
对窗口尺寸、飞杆对 措施控制程序、制程 扭力扳手、
地高度、外观/内腔 检验规范(电装)、标 力矩计、温
检查
识和可追溯性控制程 度测试仪、
序
放大镜、镊
子
品管
表面质量、形 位尺寸
首检 巡检 定位检
首检:1Pcs/ 次;巡
QC工程图
流程图
标准工程制程
品质工程管制
项次 工程符号/名称 工程内容说明
相关规程
设备、治 /工/夹/ 量/检具
权责 重点管制 管制 单位 特性 类别
管制频 率
管制方法
统计手 法
管制/检验 表单
适用机种: 改善措施
1
进料
2
IQC
入(物
3
4
生产准备
5
下料
6
冲铣车
7
IPQC( 1)
待验物料之存放规划 、物料暂收
加工零部件巡回 如有不符,通知机械部校