工件冲压工时费用明细表
冲压工时定额明细表

14
9/4
14
0/4
0/16
20 14.8 14.8 14.8 14.8 0/20
36 28.8 28.8 28.8 28.8
36
324
144
115.2
115.2
633.6(无天 窗)/864
259.2/115.2 (天窗)
0/115.2
(无天窗) 班产1000件 (无天窗)
班产1000 (无天窗) 班产1000件 (无天窗) 班产1000件
用工 作业时 辅助时间 单人工序 工序时间
人数 间(s) (s)
时间(s)
(s)
4
10
8
4
10
8
4
10
8
4
10
8
18
72
18
72
18
72
18
72
共7页 总工时
(s)
360
第7页 备注
班产1600件
编制(日期) 校对(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号
签字
日期 标记 处数 更改文件号
右中纵梁本体
1/5
拉延
4
右中纵梁本体
2/5
切边冲孔
4
右中纵梁本体
3/5
切边冲孔
2
右中纵梁本体
4/5
侧切边侧冲孔
2
右中纵梁本体
5/5 侧切边侧翻边冲孔
4
左中立柱外板加强板 1/4
拉延
4
10
8
18
72
10
8
10
8
18
72
234
班产1600件
冲压件加工费报价表

100
0.6 0.33 0.93 46 46 1.00 0.46
1
2 0.02 0.48
2E+06 33.333 0.33 2 90 3
100
0.6 0.33 0.93 46 46 1.00 0.46
1
2 0.02 0.48
0.3 1.84 0.184333 0.184333 0.368667 0.092167
光盘 制件 清单 序号
零件号
零部件名称
简图
32
1
冲压件明细
零件名称
冲压费用明细表
工序 名称
工序
设备损耗成本
人工成本
消耗成本
辅其助它费用
使用设备 名称
设备规 格
设备价 格
(元)
每小时 折旧费
用
费用 (元/ 件)
准备
工时 (小 时/
费用
生产 人数
每小时生 产件数
费用(元 /冲次)
班)
辅助 人工 费用 (元 )
人工 费用 合计
(行车,叉
装机 功率 (kw )
设备 耗电 单价 量/小 (元) 时
费用 (元/ 冲 次)
水量
费用
(吨/ 单价 (元/
小 (元) 冲
时)
次)
消耗成本 合计
(元)
车,模具维 护和保养和 劳保用品等 费)(元/
件)
合计
管理费
流转包装 储存费
00T冲床 OP20 翻边 400T冲床 OP30 翻边 400T冲床 OP40 翻边 400T冲床
0.3
2.04 0.204333 0.204333 0.408667 0.102167
0.3
机械加工费报价明细及计算表

件
1
0.6
0.600 12
标刻
标刻机
10 0.016 2000
11 包装费
0.058 钢球
件
1
0.05
0.050 13
包装
包装机
4 0.003 4000
12 运输费
0.030 弹簧
件
1
0.15
0.150 14
13 模具分摊费
0.183 弹簧座
件
1
0.15
0.150 15
14 工厂成本
2.564
16
15 利润率
36528
0.004 0.023 0.006 0.002
0.183 合计
日期 零件重量 细 工序工资 辅料费 设备折旧 合计 0.053 0.011 0.004 0.078 0.100 0.020 0.028 0.172 0.100 0.020 0.028 0.172 0.010 0.050 0.000 0.063 0.067 0.013 0.002 0.088 0.053 0.011 0.004 0.078 0.020 0.008 0.002 0.031 0.016 0.080 0.000 0.100 0.067 0.013 0.008 0.093 0.040 0.008 0.011 0.075 0.020 0.008 0.001 0.032
10.00%
17
16 利润
0.26
18
税金
0.48
19
20
合计
0.950 合计
0.108
管理费用
模治具费用明细
包装费用
经营费用
费率
金额 NO 加工工序 模具名称
件/模 寿命
标准工时参考数据明细表

14
25%
16
25%
16
25%
2.2575 2.58 3.08
UT为电批锁 附时有效运 行时间
锁附 1个螺丝 (10.0)
锁附动作时M3P5M3P7+UT(1.0S)
16
25%
3.58
锁附 1个外观螺丝
锁附动作时M3P5M3P8+UT(1.0S)
16
25%
3.58
焊接单点(如闪光灯上导 线)
焊点加锡M2G1M2+1S(锡熔时间) 取导线M2G1M2+1S(锡熔时间)
101
25%
用镊子取垫片或双面胶 M3G1(M3G3M3)*4
贴垫片、双面胶(4 小条 ) 贴垫片于壳体 (M2P5M2A4)*4+C4*3
贴附后检查 (E2D3)*4
124
25%
铆接电池盖正负弹片 (线外加工)
取产品放入治具内 从治具取出产品放入流水 线 取产品待装配 单点检查 动作
取放弹片 M3G1M3P5 放置小弹片 (M3G1M3P2R2M3P5M1P5)*2 冲压 M5G1M5G1+1秒(1秒为冲压机周期时间) 检查 (E2D3)*2 放置 M3G1M2P0
热熔 4个点以上
热熔机气缸行程周期为 5 S
5
点UV胶(5mm为一单点)
动作时间 M3P5M1+出胶时间(1S)
9
点UV胶(线段)
动作时间 M3P5M1+出胶时间(1S)+出胶口在部品 移动时间(以每cm移动时间为3S)
目检动作(第一个工序)
针对有外观要求的部品的表面面积/1.5cm² *E2(0.25S)
25%
2.45125
冲压件成本计算
冲压件、电镀件、机加工件怎样报价的潜规则仅供参考,要根据各工厂的设备、技术水平情况而定冲压件、电镀件、机加工件怎样报价的潜规则报价填表说明(一)下面所叙内容均为不含税价格,首先务必弄清楚年产量,是新产品还是成熟产品,明确质量要求,特别是模具费用承担问题,稍有不慎就亏本,做到心中有数后,才能报价。
1、材料部分(不含税价格)SPCC0.5 5.7元/Kg SPCC1.0 5.2元/KgSPCC1.5 5.1元/Kg SPCC2.0 5.1元/KgSPCC2.5 5.0元/Kg SPCC3.0 5.1元/KgSPCC3.5 5.0元/Kg SPCC0.8 5.1元/KgDW800/0.58.1元/Kg SPCC1.2 4.8元/Kg3240/0.8 24元/Kg铝板 26元/Kg紫铜板 30元/Kg 黄铜板 27元/Kg20CrMo∮28=3.5元/Kg ∮36=3.9元/Kg红钢纸1.5mm 24.3元/Kg 红钢纸0.5mm 23.2元/Kg65Mn带3mm 6.0元/Kg Q195-235板4.5元/KgT8A带0.5mm 9.0元/Kg毛坯计算:小零件按正方形毛坯,带料根据料宽具体计算大零件按板料100宽X200长X0.1厚X7.85 g/cm3=15.7 Kg具体计算。
2、电镀费(不含税价格)最好是计算表面积,搞清是挂镀还是滚镀。
计算公式:净重? Kg x ?元/Kg=?元,滚镀价要低些。
厚t≥2.5mm DZn=1.8元/Kg DNi=20元/Kg2.5>t≥1.2mm DZn=2.0元/Kg DNi=22元/Kgt<1.2mm DZn=2.2元/Kg DNi=24元/Kg3、包装(不含税)4、回收成本i元废铜7元/Kg 废铁料:0.8元/Kg5、工时(务必熟悉定额)(不含税)(1)、大的或者厚的零件冲压或车磨刨机加工一般50→150件/小时。
(2)、大吨位→小吨位100→300件/小时6、管理费用其它费=加工成本×(22-32)%(不含税)z注:难度大,工序大于3道,有电镀工序,取32%,易做,工序小于3道,无电镀工序,取25%7、利润=加工成本×(12-15)%(不含税)B注:大吨位工序长零件精度高取15%,小吨位工序少取12%。
五金模具和冲压件单价计算表
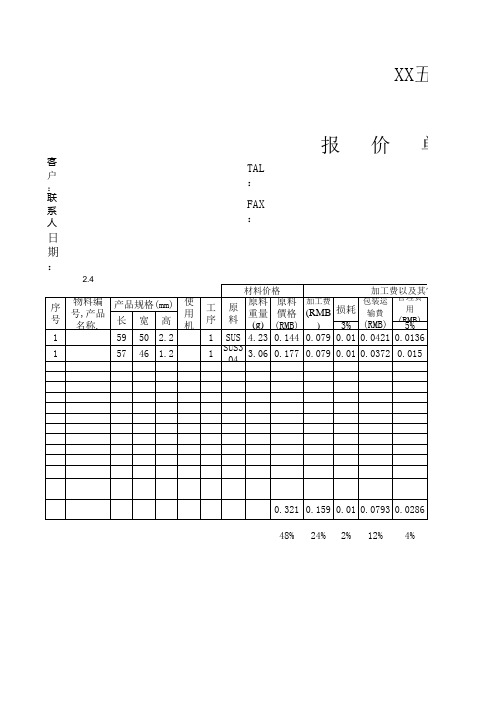
客 户:TAL:联系人FAX:日期:48%24%2%12%4%Prepared by:Xiao Deng Liu Date:This Quotation is valid for 30 days2.付款方式:□当月结30天; □当月结45天;□当月结60Payment terms:3.交货地点: 贵公司厂区内4.Delivery address:::2009-11-101. 本报价单有效期30天XX五金报 价 单X五金塑胶制品有限公司 单9%0%100%開材料清單名稱單價(元/KG)噸位0.0機器清每啤加加工費平均周期 開機率每啤加工價噸位平均周期元/小時秒50%H K$/啤秒Remarks:1.First shot lead time is 15 day2.The Mold life is 500K.3. Payment terms:1) 50% deposit. 2) 30%4.This quotationTel:0752-*******Fax:0752-*******模具報價單(Mold Quotation)Prepared by: Xiao Deng Liu Approved by:Ren Kun Chen date:2007-5-23 date:2007-5-231.First shot lead time is 15 days.After the drawing confirmed by Customer or receipted the official purchase order.2.The Mold life is 500K.3. Payment terms:1) 50% deposit. 2) 30% first shot. 3) 20% balance on mould approval.otation validity is 3 month.計算#N/A#N/A134.6201.9凸使用材質。
冲压模具价格估算表-冲压模具价格估算办法
无论进行哪种冲压模具价格估算的报价,在报价之前都需要与进行开发评估,这是必不可少的环节之一。
开发评估:冲压模具的定位,预估产量,技术面是否可行。
其中还包括技术要求能否达到、品质能否确保、材料、外包件件是否有货源、设备是用原有的还是新购、目前公司的产能人力负荷是否足够等。
通过评估结果来决定这个开发案是否进行。
下面大家一起来看看冲压模具价格如何估算,以及冲压模具价格估算办法,以及冲压件价格是如何计算的。
冲压模具工程分析1,分析模具的冲压工艺2,计算零件的材料展开3,列出工步或工程4,计算出模面尺寸,冲裁力这些工作必须安排资深的模具设计工程师来完成。
做完这四步以后的报价工作就简单了,就是本文接下来探讨的重点。
对模具了解不够,专业知识缺乏的人,是做不了工程分析的。
先要去系统地学习,了解模具结构和模具设计。
这要花费相当多精力,并且不是本文模具报价的讨论范围。
所有的模具报价,都应要有专业可靠的工程分析数据后才能进行计算。
有类似的产品模具制作经验的,参照做过的模具直接报价不在除外。
冲压模具报价计算方法一——冲压模具价格估算办法计算模具材料费,然后以模具材料费推算整套模具报价。
模具材料费指一套模具所有模板的材料费,包括冲头,镶件;但不包含标准件,其它零配件,下同。
为便于理解,下面计算模具材料费以一套模面尺寸(指下母模板尺寸,下同)为400W*1000L (单位mm,下同)的工程模和连续模为例说明:下母模板通常都按40mm厚计算(取中间值),材质用Cr12MoV国标机轧料,按28元/公斤计算。
1,下模板材料费计算:先计算下母模板重量:400*1000*40*0.0000079 得出理论重量=126.4KG 一块下模板的材料费=126.4KG*28元/KG=3540元2,计算出一整套模具的材料费:一套冲压模具的模板材料费,按一块下模板材料费的4倍计算。
这样可以大致得出,一套模面400W*1000L的模具材料费为:3540*4=14200元冲压模具结构复杂,模板数目会视情况有所不同,常见模板组成上模有:上模座,上垫板,上夹板(上固定板),止档板(脱料背板),脱料板5块;下模有:下母模板,下垫板,下模座3块,有时还有下夹板(下固定板),再加上垫脚及托板。
汽车冲压厂人员工时定额明细表

8
0126200031
右后车门外板(升降)
OP10 OP20 OP30 **
★ 1.5 123
9
0125700043
顶盖外板
OP10 OP20 OP30 OP40 **
★
1.2
184
10
0128402044
机盖外板
OP10 OP20 OP30 **
★ 2.2 104
11
0125600023
后围外板
OP10 OP20 OP30 **
序号19产品型来自 产品名称作业时 间(s)
10 40 15 15 15 30 50 10 40 15 15 15 30 50 40 20 40 50 26 10 15 10 12 10
电动乘用车
共 6 页
第 5 页
备注
零件图号
0126300000
零件名称
左后车门总成
工序 号
OP10 OP20 OP30 OP40 OP50 **
42 37 30 23 41 32 25 25 41 32 25 25 43 32 52 32 25 27 26 26 25 33 30 31 25
校对(日期) 审核(日期) 会签(日期)
★ 1.4 132
7
0126300011
左后车门外板(升降)
OP10 OP20 OP30 **
★ 1.5 123
3
0128403001
左翼子板
OP10 OP20 OP30 OP40 **
★ 1.4 196
4
0128403002
右翼子板
OP10 OP20 OP30 OP40 **
★ 1.4 196
5
附件一(表1)日常维修工时费项目报价表(单位元)
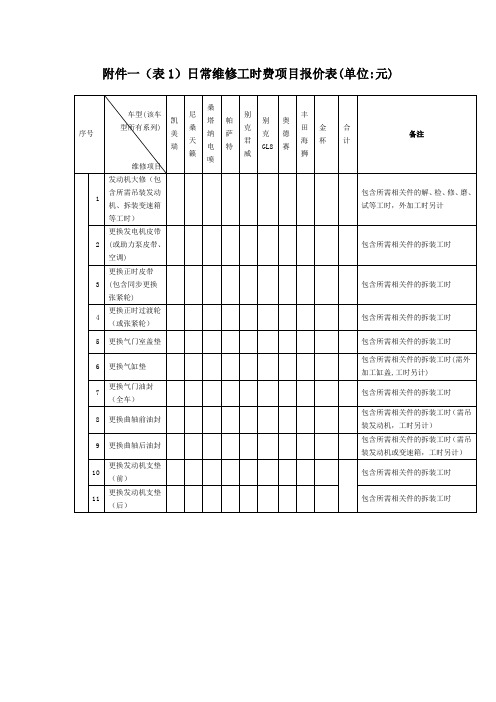
附件一(表1)日常维修工时费项目报价表(单位:元)
说明:1、总计为附件一(表1)+(表2)+(表3)+(表4)+(表5)的总计数。
2、总计金额应与开标一览表序号7报价一致。
附件二:三清、二保、年检及特检报价表
说明:1、年检费、特检费包括但不局限于二保、调整费、代办手续费等,不包括车管所收取的费用,维修厂家应充分考虑特检车通过年检的风险。
2、上述各子项的报价可为零报价,但是合计数不可为零。
3、本表合计金额应与开标一览表序号3至序号5各子项对应
附件二(表1)汽车配件(正厂)清单报价表(含管理费)
附件二(表2)汽车配件(正厂)清单报价表(含管理费)
附件二(表3)汽车配件(正厂)清单报价表(含管理费)
说明:1、总计为附件二(表1)+(表2)+(表3)的总计数。
2、总计金额应与开标一览表序号6报价一致。
冲压件报价明细表

j=k+l+m+n k l m n n
o=p/q p q
=J+o
r s t u
0.10
0.03 0.01 0.05 0.01
0.00
100000 0.10
0.30
0.10 0.02 0.14 0.04
0.05 5000 100000 0.35
0.30
0.10 0.02 0.14 0.04
0.04 4000 100000 0.34
编号:FQ7200-03 A 询价内容: 冲压件
询价明细表
生产纲领:
100000 件
报出日 期:
2019-6-19
单位:人民币(元)RMB
供应厂家:风起三月机械制造有限公司
零件编号 零件名称
FQ123456-01 夹板
供应厂家地址:河北省唐山市风起区 三
工序4
工序5
小计
比例
材料名称 材料规格 材 采购价格(元/吨)
h=c
i=f/b
0.58 2.79 2.93
95%
0.58 2.79 2.93 2.87 95%
76.14%
加工工序 机床规格
下料 剪板机
落冲 125T冲床
翻边 80T冲床
制 加工费用(元/件) 其中: 设备折旧 工资 能源费用 其它费用
造 模具工装摊销 模具工装原值 摊销比例 制造费用小计:
费 财务费用 包装费用 运输费用 管理费用
0.09
0.79 20.95%
0.02 0.02 0.02 0.05
0.53% 0.53% 0.53% 1.33%
0.90 3.77 0.00 0.00% 3.77 100.0%
铝制品冲压件加工费报价表

0.69 0.63 0.69 0.63 0.63ห้องสมุดไป่ตู้3.25
200T冲床 250T冲床 200T冲床 200T冲床
350 0.042857 300 0.05
350 0.042857 350 0.042857
流转包装 储存费
利润
风险系数
总合计
250T冲床
OP20 铝制品加工 OP30 OP40 OP50 成型 冲孔 冲孔 打弯
470000 7.8333 350000 5.8333 470000 7.8333 350000 5.8333 350001 5.8334
0.03 0.02 0.03 0.02 0.02
消耗成本
装机 设备 费用 水量 费用 消耗成本 功率 耗电 单价 (元/ (吨/ 单价 (元/ 合计 (kw 量/小 (元) 冲 小 (元) 冲 (元) ) 时 次) 时) 次)
冲压件明细
32 1 OP10 落料
辅助费用 (行车,叉 车,模具维 护和保养和 劳保用品等 费)(元/ 件)
其它
合计
管理费
0 0 0 0 0
0 0 0 0 0
0.00 0.00 0.00 0.00 0.00
0.08 0.06 0.08 0.06 0.06
0.49 0.45 0.49 0.45 0.45
0.048944 0.048944 0.097889 0.044667 0.044667 0.089333 0.048944 0.048944 0.097889 0.044667 0.044667 0.089333 0.044905 0.044905 0.08981
0 0 0 0 0
0 0 0 0 0
1 1 1 1 1
冲压件的工艺及成本分析表

4
0.68
25吨冲床
0.1
450 350 230 0.55
4
450 350 230 0.55
4
450 350 230 0.5
4
0.63
25吨冲床
0.1
0.63
25吨冲床
0.1
0.57
25吨冲床
0.1
25.41
3.10
检具规格(mm)
检具 挖空 系数
检具单价 /万元/吨
检具价格 (未税/万
元)
设备投资 万元/无税
备注
0.00
0.00
材料费用 无税/元
加工费用 元/无税
工艺及成本分析表
模具费用 检具费用 万元/无税 万元/无税
分摊数量
运输/包装 管理费
费用
用
1.58
1.15
10.20
0
30000
1.58
1.15
10.20
0
30000
0.17
0.4
2.50
0
30000
0.20
0.4
2.50
0
30000
0.20
0.4
2.50
0
30000
零件成本 零件成本
利润 元/无税
元/无税
备注
不含分摊
含分摊
2.73
6.13
2.73
6.13
0.57
1.41
0.60
1.43
0.60
1.43
0.6
模具单 模/焊具价 价/万元 格/万元
/吨 (未税)
4
2.23
使用设备 110吨床
人工费用 未税/元
冲床工时定额标准

冲床工时定额标准冲孔、压弯、切口、压凸冲次利用面积a.bmm2厚Hmm 5-15 35-50 68-80 5-15 35-50 60-80 71以上 46-70 30-45 71以上 46-70 30-50 50以下0.1-0.5 22 19 16 20 17 15 0.6-1.5 24 21 18 22 19 16 50-5000.1-0.5 22 19 16 20 17 15 0.6-1.5 24 21 18 22 19 16 1.6-2.5 22 19 16 20 17 15 2.5-4 20 17 15 18 16 14 500 -10000.1-120 17 15 18 16 14 1.5-2.5 22 19 16 20 17 15 2.6-4 20 17 15 18 16 14 4.6-6 19 16 14 16 14 12 1000 -25000.5-118 16 14 16 14 12 1.1-2.5 20 17 15 18 16 14 2.5-4 18 16 14 16 14 12 4.1-6 X 14 12 X 12 10 2500 -50000.1-1.516 14 12 14 12 10 1.6-2.5 18 16 14 16 14 12 2.6-4 16 14 12 X 12 10 4.1-8 X 11 9 X 9 7 5000 -100000.3-1.514 12 10 X 10 8 1.6-2.5 16 14 12 X 12 10 2.6-4 X 12 10 X 10 8 4.1-8 X 11 9 X 9 7 10000 -500000.5-1.513 11 9 X 10 8 1.6-2.5 14 12 10 X 10 8 2.6-5 X 11 9 X 10 8 5.1-10 X 10 8 X 9 7 50000 -1000000.5-1.5 12 10 8 9 7 1.6-2.5 13 11 9 10 8 2.6-5X10897简 图冲床吨位 T原 有冲 次选 用 冲 次面积加工方法冲次/时间 原油冲次5.1-10X19786说 明1.正形与单冲相同;2.复合模时本表选用冲次减2;3.级进模时本表次减4;4.拉伸时本表冲次减5。
模具工时估价表

98 105 110 113 107 126 135 131
126 130 138 143 134 157 169 161
185 190 199 202 194 221 235 228
278 285 298 303 291 326 344 335
369 373 388 391 380 418 418 418
①产品尺寸系数K1 产品的大小决定了模具的加工量,成型大尺寸产品的 模具型腔加工时去除的材料必然多,工时就必然多,用产 品尺寸系数K1来修正基点工时。 求出以产品外形尺寸(即模具型腔表面尺寸)与分型 面组成的产品包络体积(也可看作型腔体积),以该体积 乘以调整系数K11,再除以基准产品的包络体积,得到的 即是产品尺寸系数K1。即:
Mc1=[Ga1(1+d1)+U1]*(0.2~0.25)/(1-0.2~0.25)
式(1-12)
3.技术开发费系数d1(设计费系数)的确定 小型冲压模具设计费系数d1,依据设计难易程度、工作量 多少,分三种情况选取,其值列于表9中。
表9 技术开发费系数d1
设计分 类 审核模具图样 依冲件图设计 依冲件样品设计
落 料 模
固定卸料工 件下漏 弹压卸料工 件下漏 固定卸料工 件下顶 弹压卸料工 件下顶 凹模倒装工 件下打 平均工时
37 41 43 47 43
39
40 43 46 50 46
45 49 53 56 53
56 60 65 68 65
68 72 76 81 76
98 105 110 114 110
125 131 138 143 138
φ63
φ80
φ100
φ125
φ160
φ200
冲压成本计算方法【范本模板】
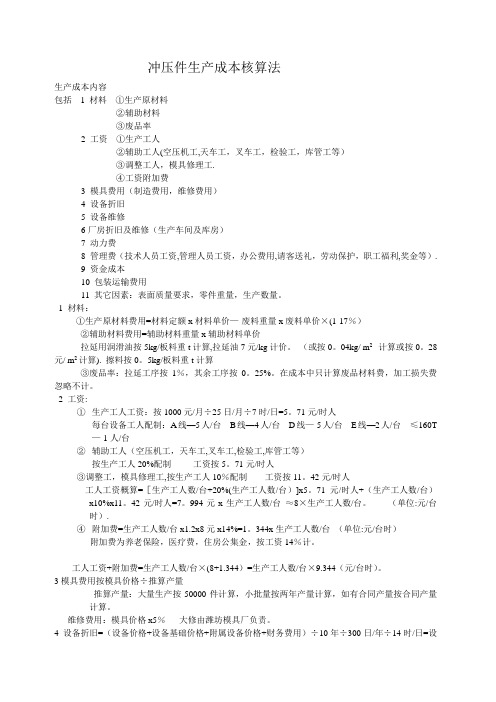
冲压件生产成本核算法生产成本内容包括 1 材料①生产原材料②辅助材料③废品率2 工资①生产工人②辅助工人(空压机工,天车工,叉车工,检验工,库管工等)③调整工人,模具修理工.④工资附加费3 模具费用(制造费用,维修费用)4 设备折旧5 设备维修6厂房折旧及维修(生产车间及库房)7 动力费8 管理费(技术人员工资,管理人员工资,办公费用,请客送礼,劳动保护,职工福利,奖金等).9 资金成本10 包装运输费用11 其它因素:表面质量要求,零件重量,生产数量。
1 材料:①生产原材料费用=材料定额x材料单价—-废料重量x废料单价×(1-17%)②辅助材料费用=辅助材料重量x辅助材料单价拉延用润滑油按5kg/板料重t计算,拉延油7元/kg计价。
(或按0。
04kg/ m2 计算或按0。
28元/ m2计算). 擦料按0。
5kg/板料重t计算③废品率:拉延工序按1%,其余工序按0。
25%。
在成本中只计算废品材料费,加工损失费忽略不计。
2 工资:①生产工人工资:按1000元/月÷25日/月÷7时/日=5。
71元/时人每台设备工人配制:A线—5人/台B线—4人/台D线—-5人/台E线—2人/台≤160T—-1人/台②辅助工人(空压机工,天车工,叉车工,检验工,库管工等)按生产工人20%配制工资按5。
71元/时人③调整工,模具修理工,按生产工人10%配制工资按11。
42元/时人工人工资概算=[生产工人数/台+20%(生产工人数/台)]x5。
71元/时人+(生产工人数/台)x10%x11。
42元/时人=7。
994元x生产工人数/台≈8×生产工人数/台。
(单位:元/台时).④附加费=生产工人数/台x1.2x8元x14%=1。
344x生产工人数/台(单位:元/台时)附加费为养老保险,医疗费,住房公集金,按工资14%计。
工人工资+附加费=生产工人数/台×(8+1.344)=生产工人数/台×9.344(元/台时)。
工时汇总表和明细表
工时汇总表和工时明细表是两种重要的表格,分别用于汇总和记录员工的工时信息。
工时汇总表是一个概括性的表格,它汇总了员工在一段时间内(如一个月或一个季度)的工时信息。
这个表格通常包括员工的姓名、部门、岗位、工作时间(开始时间、结束时间)、加班小时数和加班金额等基本信息。
通过这个表格,管理者可以轻松地了解员工的工作时间分布,以便更好地规划和分配资源。
工时明细表则是一个详细记录员工每次工作时间的表格。
它不仅记录了员工的基本信息,如工作时间、工作地点、工作内容等,还详细记录了员工的具体工作过程和成果。
这个表格对于评估员工的工作表现、制定培训计划以及解决工作中出现的问题非常有帮助。
通过这个表格,管理者可以更好地了解员工的工作情况,为员工的职业发展提供更有针对性的支持和指导。
制作这两种表格时,需要注意以下几点:
1. 准确性和客观性:所有数据和信息都应准确无误,且应客观反映实际情况,避免夸大或缩小。
2. 清晰易读:表格应简洁明了,易于阅读。
字体、字号、颜色等应符合规范,避免影响阅读效果。
3. 完整性:表格应包含所有必要的信息,避免遗漏关键数据。
4. 更新和调整:随着时间的推移,数据和情况可能会发生变化。
因此,应定期更新表格,以确保其准确性和有效性。
5. 保密性:在处理员工个人信息时,应注意保密,避免泄露敏感信息。
通过制作和使用这些表格,管理者可以更好地了解员工的工作情况,为员工的职业发展提供更有针对性的支持和指导,从而提高整体工作效率和质量。
加工设备工时单价表1-13-8-30

5
铣床
6 钻床及攻丝机
钻孔直径<35 35<钻孔直径<50 50<钻孔直径<80 钻孔直径>80
0.1 0.1 0.1 0.1 ±0.005 ±0.005 ±0.005
40~45 50~60 70~80 85~95 50~60 60~70 80~90 65~80
平面磨M7130G/F 8 磨床 外圆磨M1332B 内圆磨 9 加工中心(CNC) FWV-4A
佛山市南海区辉通机械制造有限公司
加工设备工时单价表(含17%增值税票)
序 号 设备名称 设备型号 设备加工范围(mm) 加工精 度 (mm)
±0.01 ±0.01 ±0.01 ±0.01 ±0.01 ±0.02 ±0.02 ±0.02 ±0.02 ±0.02 ±0.02 ±0.02 ±0.01 ±0.01
第 3 页,共 50 页
第 4 页,共 50 页
第 5 页,共 50 页
第 6 页,共 50 页
第 7 页,共 50 页
第 8 页,共 50 页
第 9 页,共 50 页
第 10 页,共 50 页
第 11 页,共 50 页
第 12 页,共 50 页
第 13 页,共 50 页
第 14 页,共 50 页
回转直径<360 360<回转直径<500 500<回转直径<800 800<回转直径<1000 1000<回转直径<1500 回转直径<400 400<回转直径<1000 1000<回转直径<1500 φ 1650×12000 回转直径<1600 1600<回转直径<2500 回转直径>2500 320×750 320×1325
第 15 页,共 50 页
第 16 页,共 50 页
第 17 页,共 50 页