唐山东海特钢120吨转炉设备安装
唐山港陆钢铁有限公司_企业报告(业主版)

目录
企业基本信息 .................................................................................................................................1 一、采购需求 .................................................................................................................................1
3/25
重点项目
项目名称
告修改版 20220323
中标单位
中标金额(万元) 公告时间
TOP2
唐山港陆钢铁有限公司节能挖潜、 装备升级、煤气发电项目社稳报 告修改版 20220323
唐山普智商务信息 咨询有限公司
8.0
TOP3
唐山港陆钢铁有限公司节能挖潜、 唐 山 市 冀 维 工 程 咨
装备升级、煤气发电项目
1.2 需求趋势
近 3 月(2022-12~2023-02):
近 1 年(2022-03~2023-02):
本报告于 2023 年 02 月 10 日 生成
1/25
近 3 年(2020-03~2023-02):
1.3 项目规模
1.3.1 规模结构 近 1 年唐山港陆钢铁有限公司的项目规模主要分布于小于 10 万区间,占项目总数的 93.8%。500 万 以上大额项目 0 个。 近 1 年(2022-03~2023-02):
企业基本信息
单位名称: 营业范围:
唐山港陆钢铁有限公司 生产和销售PC钢棒、优碳钢、弹簧钢、薄板、冷轧硅钢等钢材及高钙灰、矿渣微粉、薄板 所需原料(生铁、钢坯);液氧、液氮、液氩的批发(凭《危险化学品经营许可证》经营); 矿产品、钢材、建材、耐火材料、矿山配件、机械配件进出口、批发、佣金代理(拍卖除 外),以及相关咨询服务;冶金专用设备租赁*(依法须经批准的项目,经相关部门批准后 方可开展经营活动)
炼钢120吨转炉球铰更换施工方案

,炼钢120吨转炉球铰更换施工方案1、施工准备工具准备:直流电焊机3台、200吨液压千斤顶3台、大螺母特制扳手一把、二氧化碳保护焊机三台、倒链若干、气割工具四套、大号预热焊把两个、12吨吊车一台。
工装制作:各类尺寸的千斤顶垫墩用DN219管子加钢板制作,炉子本体需要顶高约700mm,加上炉体边框与托圈有一定左右的空间,故需准备大量的台架。
考虑到便于人工搬运,采用300H型钢加&=20mm钢板制作垫墩。
型号分别是:150mm高的六个,200mm高的6个,400mm高的6个,1400mm 高的3个。
2、(架螺栓拆除3、托1)待炉子耐材拆除后,冷炉。
炉口朝上即零度位置。
用电动扳手拆除水平托架上M56的螺栓160颗,锈死的用气焊割除,2)把螺栓用锤子或风镐打掉落入炉子内。
如有打不动的用气割吹掉,把托架用天车放下。
4、三个大螺母的拆除千斤顶和特制扳手拆除,如不能松动用气割割开(保护螺杆部分不受伤害)炉体的顶升1)倾动机构不动,抱闸抱死,托圈不用另行支撑,(如需支撑,用20号工字钢直接支撑于二层平台大梁上并焊接牢靠以防止在顶升时托圈倾翻。
2)顶升:在托圈上均布三台千斤顶,同时顶升,每台千斤顶一人操作,一人测量起升高度,并设一名指挥人员统一指挥三台千斤顶的升降。
每次顶升高度20mm,炉子顶起后,用垫铁和垫墩支好,达到千斤顶起升高度极限时用垫墩缓下千斤顶,并在千斤顶下垫垫墩继续起升。
(在顶升过程中注意保持炉体的水平以防炉体水平移动和转动。
)如此往复直至球铰耳板高出球铰螺栓上面100mm为止。
5、三个球铰螺栓及其组件的拆除安装根据施工经验,球铰与耳板之间的链接销轴一般是拆不出来的,为了节省施工时间一般采用吹氧管儿或大号割把割除的方法拆除,但如果不更换耳板的话最好不要伤到耳板。
由于三点球面螺栓的重量较大,对回装难度就很大。
在拆装过程中对每个螺栓都制作了吊耳,将吊耳用螺栓固定在螺杆前面、和销轴前面,使用吊车将螺栓,销轴,等吊运到位后,在使用手拉葫芦穿过螺杆顶头,慢慢提升后到位,然后调整拆卸。
加热炉毕业论文设计
唐山科技职业技术学院毕业实习报告系别冶金工程系专业班级09冶金技术1班学生姓名学号 **********实习单位指导教师日期目录1 实习期间的收获体会 (1)1.1 加热炉的概念及分类 (1)1.1.1 加热炉的概念 (1)1.1.2 加热炉的分类 (1)1.2 加热炉的组成 (2)1.3 加热炉炉温的影响因素 (2)1.4 加热炉炉温的控制 (4)1.5 如何做一个合格的看火工 (4)2 技术总结 (7)2.1 加热炉操作说明 (7)2.2 加热炉操作要点 (7)2.2.1 烘炉前准备 (7)2.2.2 烘炉操作要点 (7)2.2.3 加热炉正常操作要点 (9)2.2.4 停炉操作要点 (9)2.2.5 吹扫操作要点 (10)2.3 气化系统操作要点 (10)2.3.1 气化冷却系统运行必备条件 (10)2.3.2 煮炉 (11)2.3.3 运行 (11)2.3.4 停炉 (12)2.4 软化水系统操作要点 (12)2.5 加热炉常见的事故及处理 (13)结束语 (15)致谢 (16)1 实习期间的收获体会1.1 加热炉的概念及分类1.1.1 加热炉的概念这一次的实习地点是坐落于滦县茨榆坨工业园区内的唐山东海钢铁集团特钢有限公司,公司主要产品有:钢坯、螺纹钢、棒材、特种钢等。
螺纹钢、棒材的主要生产工艺流程是:加热炉→粗轧机→中轧机→精轧机→水冷装置→冷床→冷剪→自动计数装置→打捆机→卸料。
我的实习岗位就是加热炉的看火工,我们公司采用的是燃高炉煤气双蓄热连续推钢式加热炉,它的规格:全长26000㎜,有效长度24500㎜,有效宽度12800㎜,加热能力170t/h。
来料为方坯,钢坯规格;165×165×12000㎜、150×150×12000㎜下面我就着重介绍一下加热炉。
加热炉是将物料或工件加热的设备。
在冶金工业中,加热炉习惯上是指把金属加热到轧制成锻造温度的工业炉。
日钢120吨转炉出钢口工艺参数改进研究

角 为 出钢 口倾 角 。 更 换 出 钢 口时 , 保 证 倾 角 为 0。 一 方 要 。 面 能 缩 短 出 钢 口长 度 , 低 出 钢 温 度 , 轻 出 钢 口的 高 温 侵 降 减
另 在 炉 的 出钢 口 由 于 各 方 面 原 因 , 不 到 生 产 要 求 。 为 此 钢 厂 在 蚀 ; 一方面 , 出钢摇 到 水 平位 后 , 内钢 水 能接 近 于 自 达
3 3 2 出 钢 口 倾 角 采 用 0 . . 。
量 合 格 率 等 经 济 技 术 指 标 有 很 大 的 影 响
2 现 状
日钢 第 二 炼 钢 厂 ( 下 简 称 钢 厂 ) 有 4座 1 0吨 顶 底 以 现 2 复 吹 转 炉 、 套 4座 1 0吨 双 工 位 L 、 配 2 F 5座 板 坯 连 铸 机 , 全
划 、 拉 碳 法 实 施 后 , 点 碳 含 量 有 所 提 , 渣 氧 化 性 有 所 高 终 终 下 降 , 效 地 改 善 了钢 水 、 的 氧 化 性 , 低 了钢 水 、 渣 对 有 炉 降 炉 出钢 口的侵 蚀 , 高 出钢 口寿 命 创 造 了条 件 。 提
335 采用挡渣锥挡渣技 术, .. 降低 出钢 口机 械 伤 害
现 代 商 贸工 业
N O 0, .2 201 1
Mo enB s es a eId s y dr ui sTrd ut n n r
21 0 1年第 2 O期
日钢 1 0吨 转 炉 出 钢 口工 艺 参 数 改 进 研 究 2
鲍 生 科
( 日照 钢 铁 有 限 公 司 第二 炼 钢 厂 , 东 日照 2 6 0 ) 山 7 8 6
2 o 8 01 .
39 0 29 9
低热值煤气双蓄热技术在薄板坯连铸连轧的应用
全丰1580全无头轧制加热工艺简介
在连铸和粗轧之间设置了一段约60m长的辊底炉,将钢坯从1000℃加热到1150℃,该辊 底炉兼顾了连铸钢坯内部均温及事故处理缓冲段的功能。1#辊底炉设置摆渡段,可将最 大剪切24m长坯料剔除下线,可为粗轧实现12min缓冲时间,这个功能段是日照ESP所没 有的。在粗轧之后设置事故处理保温段及具有补热功能的辊底炉约120m长(相当于日照 钢铁ESP的感应加热段),需要将钢坯从950℃快速加热到1150℃。2#炉事故处理段带有 保温罩,事故状态保温罩升起,下部剔钢及垛料机可实现将连铸出口与粗轧出口间坯料 全部剔除,这部分中间坯可作为中厚板产品。
2017-10-15 5
2017-10-15
6
2.双蓄热技术充分发挥钢 坯高热装温度的节能优势
本章重点提出的是当钢坯在热装温度较高的情况下,低热值煤气双 蓄热技术与常规加热炉之间的节能效果的对比
2017-10-15
7
双蓄热加热炉与常规加热炉能耗指标率比较
加热炉能耗指标(GJ/吨钢)
钢坯热装率 和热装温度
2017-10-15 16
4.唐钢1810辊底炉加热炉采用单蓄热 技术的情况分析
2017-10-15
17
唐钢1810辊底式炉改造前概况
• 唐钢连铸连轧生产线上辊底炉由美国BRICMONT公司设计,分别于2003和 2004年投产,两条线的燃烧方式均采用了常规燃烧技术。两座加热炉的炉 型结构基本相同,A线加热炉分成加热段、横移段和保温段,B线加热炉分 成加热段和横移段,加热段又包括第一、二、三加热段,第一加热段长度 32.4m ,第二加热段长度 64.8m ,第三加热段长度 55.2m ,炉膛上部内宽 2030mm,下部内宽1930mm,炉辊面以上炉膛高度845mm,炉辊辊面以 下炉膛高度915mm。炉辊以上炉墙厚度250mm,炉墙材料为陶瓷纤维折叠 块。炉辊以下炉墙厚度300mm,采用浇注料和隔热材料复合结构。炉顶厚 度250mm,材料用陶瓷纤维折叠块。炉底厚度350mm,为浇注料和隔热材 料复合结构。
炼钢120吨转炉安装施工方案(邯钢老区钢轧改造项目炼钢工程)
************邯钢老区钢轧改造项目炼钢工程120吨转炉安装施工方案编号:上海**集团有限公司*****邯钢老区钢轧改造项目炼钢工程项目部2010年7月12日发布受控状态:受控版本:A版发放编号:目录1 编制说明: (4)1.1编制依据 (4)1.2编制说明: (4)2 工程概况 (4)2.1主要设备 (5)2.2工程特点: (5)3 施工部署 (6)3.1安装工艺流程: (6)3.2、施工方法 (8)3.3 施工配合要求 (9)4 施工步骤 (11)4.1基础验收及垫板设置 (11)4.2耳轴轴承装配 (11)4.3转炉安装 (13)4.4托圈安装 (14)4.5炉壳安装 (16)4.6倾动装置安装 (17)4.7转炉的滑移就位 (19)4.8转炉滑移梁受力分析及立柱稳定性分析 (19)5、质量保证措施 (27)5.1质量管理体系 (27)5.2执行安装标准 (28)5.3质量保证措施 (28)6安全施工保证措施 (29)6.1安全保证体系 (29)6.2安全保证措施 (30)7文明施工 (31)8主要施工机具及材料 (32)9 转炉安装过程及安装平台设计、转炉滑移示意图,附图1-141 编制说明:1.1编制依据1.1.1**与**********签定的《邯钢老区钢轧改造炼钢工程》施工合同;1.1.2业主提供的施工图纸及其它技术文件;1.1.3国家有关建筑安装施工验收规范;1.1.4**对炼钢系统设备安装经验以及对施工现场查看的结果。
1.2编制说明:本次转炉安装的思路是:整体平移就位,在加料跨设置转炉安装平台,平台两边设置滑移梁,滑移梁上部标高高度与耳轴轴承座齐平,平台两滑移梁纵向中心线与两耳轴纵向中心线一样。
在加料跨进行拼装,包括倾动装置一、二次减速机。
2 工程概况邯钢是河北省较大型的钢铁联合企业,有良好的发展环境,是高新技术企业发展的地区,因此,邯钢老区钢轧改造炼钢工程项目建设目标是:工艺技术先进、起点高、装备精良、生产成本低并具有后发优势。
5.5m焦炉烘炉方案

唐山市东海钢铁集团特钢有限公司120万吨/年捣固焦工程烘炉方案中国三冶集团有限公司工业炉工程公司二0一三年六月目录1. 概述 (1)2 焦炉烘炉升温计划制定 (1)2.1焦炉主要部位硅砖的线膨胀率数据 (1)2.2烘炉升温图表制定原则 (1)2.3烘炉升温图表制定 (2)3 焦炉烘炉前必须完成的主要工作项目 (2)3.1机、焦侧操作平台 (2)3.2护炉设备 (2)3.3焦炉本体砌筑收尾 (3)3.4炉顶部位 (3)3.5废气导出系统 (3)3.6烘炉设备、设施 (4)3.7烘炉点火前的准备工作 (4)3.8烘炉用其它准备工作 (5)4 烘炉管理 (6)4.1烘炉管理原则 (6)4.2烘炉点火前准备工作 (6)4.3炭化室点火操作 (6)4.4炉温管理 (7)4.5烘炉过程中的各种测定工作 (7)4.6炉体膨胀与护炉铁件的测量、调节 (9)4.7烘炉热修工作 (12)5. 焦炉烘炉组织机构与人员配备 (12)5.1组织机构与人员配备原则 (12)5.2人员配备 (12)5.3人员组织结构图 (13)5.4用人计划表 (14)5.5烘炉各岗位职责 (15)6. 热态工程项目 (19)7. 烘炉工具、材料表 (26)8.烘炉过程中关键阶段操作及特殊情况处理 (28)9 烘炉安全注意事项 (30)附录:烘炉天数计算书 (31)烘炉升温计划 (32)烘炉升温曲线 (32)烘炉测温点布置图 (33)1、概述本方案是为在建65孔焦炉烘炉而制定的。
烘炉是焦炉由施工向投产过度的重要而复杂的工艺技术过程,其质量的优劣对焦炉寿命有着至关重要的影响。
因此,对烘炉工作必须给予高度重视,严格按制定的烘炉计划进行焦炉的升温管理。
根据双方充分协商,这次烘炉使用转炉煤气与高炉煤气混合气(3:1)为燃料、烘炉时带炉门(不砌外部小灶及封墙)。
炉门的下部设计有烘炉孔,燃气烧嘴伸入烘炉孔在炭化室内燃烧,提供烘炉所需热量。
烘炉用混合煤气热值不应小于1200kCal/m3,以此为依据进行烘炉管道的设计。
唐山钢铁产能汇总

唐山钢铁产能汇总
This manuscript was revised by the office on December 10, 2020.
唐山钢企产能汇总
2015年3月6日,河北省人民政府办公厅印发《河北省新增限制和淘汰类产业目录(2015版)》,明确在全省范围内淘汰450立方米及以下高炉、40吨及以下转炉,将450立方米高炉列入新的淘汰目录。
要求各市、县(市、区)政府切实强化属地责任,结合实际抓好贯彻落实。
H前工信部发布的符合钢铁行业规范企业名单一、二、三批钢企共计309 家,其中:河北省77家,唐山地区35家,炼铁高炉总计152座,其中:2000 m3以上共计11座,1000-2000 m3髙炉60座,450-1000m3高炉81座。
2000 m3以上高炉主要分布在唐钢、首钢迁钢、京唐钢铁等大型国有企
业、燕山钢铁(民企)拥有2两座2560 m3高炉;1000-2000 m3高炉60座,其中1080 m3为主导炉型,共计45座;450-1000 m3共计81座,其中:450 m3 高炉共计33座。
目前拥有450立方米高炉钢企共计15家,合计容积14850立方米,此次政策调整预讣影响产能约2000万吨。
唐山地区炼钢转炉总it 137座,其中:100t以上转炉50座,40-100t转炉73座,40t 及以下转炉14座。
100t以上转炉中:120t转炉为主要炉型,共计29座;40-100t转炉中:50t转炉为主要炉型,共计26座;40t及以下转炉14 座,涉及钢铁企业6家。
附:唐山地区钢鉄企业高炉统讣表
及唐山地区符合钢铁行业规范的名单企业详录。
5.5m焦炉烘炉方案
唐山市东海钢铁集团特钢有限公司120万吨/年捣固焦工程烘炉方案中国三冶集团有限公司工业炉工程公司二0一三年六月目录1. 概述 (1)2 焦炉烘炉升温计划制定 (1)2.1焦炉主要部位硅砖的线膨胀率数据 (1)2.2烘炉升温图表制定原则 (1)2.3烘炉升温图表制定 (2)3 焦炉烘炉前必须完成的主要工作项目 (2)3.1机、焦侧操作平台 (2)3.2护炉设备 (2)3.3焦炉本体砌筑收尾 (3)3.4炉顶部位 (3)3.5废气导出系统 (3)3.6烘炉设备、设施 (4)3.7烘炉点火前的准备工作 (4)3.8烘炉用其它准备工作 (5)4 烘炉管理 (6)4.1烘炉管理原则 (6)4.2烘炉点火前准备工作 (6)4.3炭化室点火操作 (6)4.4炉温管理 (7)4.5烘炉过程中的各种测定工作 (7)4.6炉体膨胀与护炉铁件的测量、调节 (9)4.7烘炉热修工作 (12)5. 焦炉烘炉组织机构与人员配备 (12)5.1组织机构与人员配备原则 (12)5.2人员配备 (12)5.3人员组织结构图 (13)5.4用人计划表 (14)5.5烘炉各岗位职责 (15)6. 热态工程项目 (19)7. 烘炉工具、材料表 (26)8.烘炉过程中关键阶段操作及特殊情况处理 (28)9 烘炉安全注意事项 (30)附录:烘炉天数计算书 (31)烘炉升温计划 (32)烘炉升温曲线 (32)烘炉测温点布置图 (33)1、概述本方案是为在建65孔焦炉烘炉而制定的。
烘炉是焦炉由施工向投产过度的重要而复杂的工艺技术过程,其质量的优劣对焦炉寿命有着至关重要的影响。
因此,对烘炉工作必须给予高度重视,严格按制定的烘炉计划进行焦炉的升温管理。
根据双方充分协商,这次烘炉使用转炉煤气与高炉煤气混合气(3:1)为燃料、烘炉时带炉门(不砌外部小灶及封墙)。
炉门的下部设计有烘炉孔,燃气烧嘴伸入烘炉孔在炭化室内燃烧,提供烘炉所需热量。
烘炉用混合煤气热值不应小于1200kCal/m3,以此为依据进行烘炉管道的设计。
120吨转炉汽化烟道更换顺利圆满完成

120吨转炉汽化烟道更换及副线检修圆满完成山东鲁丽钢铁有限公司一炼钢车间有一座120吨转炉,2015年11月中旬宣化华冶承揽了120吨转炉主线、副线检修项目。
主线项目包括:烟道补偿器拆除恢复;清枪平台拆除恢复;17.3m 除尘罩拆除恢复;更换移动段烟道;更换炉口固定段烟道;更换活动烟罩;更换八字梁;更换隔热板;炉前大梁防护;焊接转炉南侧耳轴水管;炉后隔热板安装;转炉两侧耳轴分渣板安装、焊接;焊接三点支撑加强板;炉体裙板加固焊接;更换转炉两侧隔热板。
副线项目包括:炉底道轨检查加固;废钢车更换联轴器、车体加固;钢包车、渣车检查加油、焊接;倾动减速机联轴器检查齿轮、加油、更换油脂、清理过滤网;34m 下料系统检查、更换气缸;更换1-4#皮带联轴器尼龙棒、检查同心度、电机保养;氧枪系统加油保养、更换南枪钢丝绳;废钢厂除尘罩制作安装、管道对接。
合同工期4天半,根据甲方铁水生产计划要求,根据现场厂房钢结构的布置、烟道烧损严重及备件进场时间的不确定性等因素影响,4天半的工期非常紧张,其中移动段烟道移动台车烧损严重,二次除尘罩变形严重,各层面交叉作业且存在很高的危险性,和考虑备件是否能到货需保护性拆除,再加上烟道各段形状占用空间大,受到空间的制约,这大大的给我们工期造成了影响。
我们认真研究设备安装图纸,并结合现场实际情况,制定出了一整套合理的更换方案,力争4天完工。
商议检修方案 拆除的烟道新烟道准备就位 检修完毕开炉运行首先我们对人员进行了分配,分为白班和夜班,两班倒。
其次我们对工作量进行了排步,分层、分段、分片、分任务,把工作量细分到班组、到个人,高效率的利用这紧张的4天。
第1天白班为夜班能顺利拆下移动段、固定段烟道、活动烟罩做基础工作,并开展副线检修,该切割的切割,该保护性拆除的保护性拆除,当天夜班就要把所要拆除的烟道移到地面。
第2天将新的活动烟罩、固定段烟道、移动段烟道依次吊入就位,校正位置。
第3天恢复平台、对接各管路。
宣钢120t转炉汽化烟道改造项目的实施

加 了 循 环 设 备 如 循 环 泵 、 电机 等 的 故 障 1 6 . 4 m平 台 的移 动小 车 梁在 转 动设 备 处需 率 ,加大 了工 人 的劳动 强度 ,增加 了备件 切 开 一段 3 m长的 通道 。 ( 3 )施 工程 序 。 消耗 ,提 高 了成本 同时影 响 了正常 的 吹炼 托 圈 转 动设 备 支 护 ,5 0 t 汽车 吊就位 ,烟 工序 。原 有冷却 水循 环管 路管 径偏 细 ,不 罩 接活 平 台就位 ,切 断烟道 风 、水 、电 , 能 满 足 冷却 水 循 环需 要 ,冷却 效果 不 明 拆 除移动 小车 上 和烟道 周 围的 障碍物 及 台 显 ,是 管路 漏水 的重 要原 因 。炉 口段烟 道 车 面 上 部 分 水 冷 板 ,拆 除 吊装 通 道 平 台 直 径偏 小 ,除尘效 果 低 ,造成 厂区环 境 污 板 、梁 、障碍 物 。拆 除烟道 进料 管 、支架 染 ,也不 利于 职工身 体健康 ,急需 改造 。 及杂 物 ,拆开 移动 段与第 一 固定 段接 口, 3 方案 实施 内容 并作 必要 的支 护 ,放 活 动烟罩 至 炉 口并 拆 ( 1 ) 汽化 烟道系统改强制 循环为 自 然 开 吊链及 供排水 管 ,向北 水 平移 动烟罩 至 循 环 ,拆 除强 制循 环泵 、电机及 其附 属设 天车 吊走 ,令 移动烟 道 台车 向西行 至 吊装 备。 ( 2 ) 重新铺设 冷却水 下降管路 ,增大 通道 。卷 扬 机 和2 0 t 天 车 吊起移 动 段 烟 道 管路 直径 ,由原来 的 3 2 5 一 小2 7 3 一 小1 5 9 离 开 台 车 ,令 台 车 东 移 至 炉 口上 方 。 由 改为 3 7 7 一 2 7 3 一 1 6 8 。 ( 3) 增 大炉 5 0 t 汽车 吊或 天 车配 合 经 吊装 通 道 ,放 移 口段 烟道 直径 ,同时为适 应 炉 口段烟 道 的 动段 烟 道 至 炉 台上 ,令 2 0 t 天车 东 移 至 转 增 大 ,适 当 增 大 了 固 定 段 烟 道 的 直 径 尺 炉上方 ,配 合卷 扬机 拆除第 一 固定段 烟道 寸。 ( 4) 对尾部 烟道进行 改造 ,延长 尾部 放 在 台车上 ,令 台车 西行 至 吊装 通道 ,由 烟 道直角单边长 度。 2 0 t 天 车 和 卷扬 机 吊起 固定 段 离 开 台 车 , 4方 案实施 令 台车 东 行 , 固定 段 烟 道 从 吊装 通 道 移 ( 1 )施工 依 据 :宣 钢 1 2 0 T 转炉 局部 出。 ( 标 高5 2 m的2 0 t 天 车 ,行程 及 吊装 能 改 造 图I J L 4 7 2 一O 一1 / 2 宣钢 1 2 0 T 转炉 汽化 力满 足不 了吊装 烟道 的需要 ,估 计 旧烟道 冷 却 烟道 安 装 要求 及 说 明 。 ( 2 )施 工 准 毛重 在 3 5 t 左右 )。 ( 4) 施 工 要点 。① 烟 备 。① 标 高为 7 . 2 m 的1 2 0 t 转 炉平 台上 放一 罩 、烟 道 在 拆 除 前 除 了必 要 的加 固支 护 台5 0 t 汽 车 吊 ,为 炉 口活 动烟 罩 和 烟道 的 外 ,一定 要把 相关 控制 尺寸 点和进 出水 管 拆 除安 装 过度 吊装 用 。烟 道两 侧 上方 4 5 m 的管 孑 L 接 口位 置作 出标 记 ,并和 生产单 位
300吨转炉本体设备安装施工技术践考

300吨转炉本体设备安装施工技术践考作者:宿勇进来源:《管理观察》2010年第15期摘要:本文结合笔者工作实际,详实地记录了转炉本体设备安装施工和相关技术工作的整个过程,用实际安装过程践考了安装前期准备工作中的成功和不足,为今后的大型转炉设备安装提出了常规对策。
关键词:300吨转炉设备安装技术实践1.工程概述曹妃甸首钢京唐炼钢工程是首钢京唐钢铁联合有限责任公司2007年开工扩建的重点工程之一,也是中冶京唐建设有限公司力争两个鲁班奖的重要工程之一。
该工程分一次规划,两期施工。
一期工程将建成2套KR脱硫装置;1座脱磷转炉(具备常规炉功能);2座脱碳转炉;1套双工位RH真空处理装置;1套双工位LF钢包精炼炉;1套CAS精炼装置;2台双流2150板坯连铸机。
于2007年3月开工, 计划2008年8月底建成。
2.高难度的转炉本体设备安装300吨转炉系统设备安装包括转炉本体设备安装、氧枪和副枪设备安装、烟罩设备安装、汽化冷却系统设备安装等,是一个安装要求高、安装难度大、安装复杂程度高的系统工程,而转炉本体设备安装则是以上诸项中要求最高难度最大并且最复杂的一项。
2.1 安装要求:安装要求高主要体现在耳轴轴承座安装精度的要求上:该转炉托圈耳轴总宽度(耳轴方向)16米多,炉体总高度11米多,炉身外径接近9米,组装后重达约585吨(砌砖前且不包括耳轴轴承底座),如此庞然大物,其耳轴轴承座纵横向中心线偏差要求仅为1.0mm以内;两轴承座中心距偏差仅为±1.0mm以内,两轴承座高低差仅为1.0mm以内;整体纵向水平度偏差仅为0.10/1000以内,横向水平度偏差驱动端仅为0.20/1000以内、移动端仅为0.10/1000以内。
如此之高的安装精度是通过什么来保证的呢?答案是通过严格的土建基础测量施工和设备安装前的基础复测验收以及设备安装人员、测量人员的严谨协作来完成的。
而土建基础测量施工和设备安装前的基础复测验收又是以什么为原始基准的呢?这个原始基准可靠吗?答案是肯定的。
符合钢铁行业规范条件企业名单(第二批)
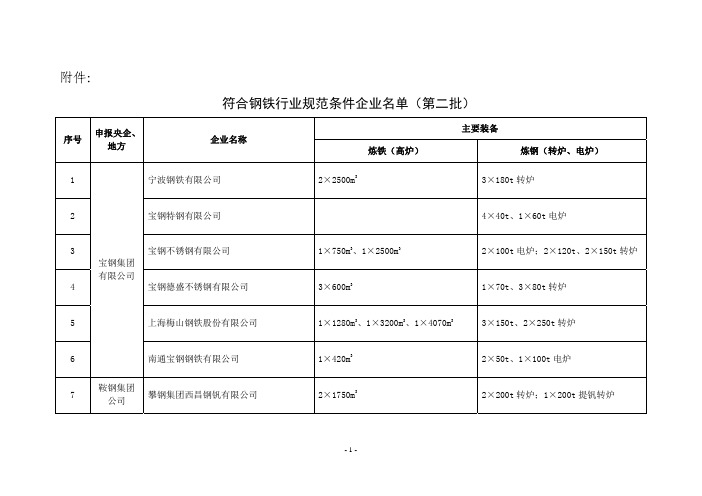
附件:符合钢铁行业规范条件企业名单(第二批)序号 申报央企、地方企业名称主要装备炼铁(高炉) 炼钢(转炉、电炉)1宝钢集团有限公司 宁波钢铁有限公司 2×2500m33×180t转炉2 宝钢特钢有限公司 4×40t、1×60t电炉3 宝钢不锈钢有限公司 1×750m3、1×2500m32×100t电炉;2×120t、2×150t转炉4 宝钢德盛不锈钢有限公司 3×600m31×70t、3×80t转炉5 上海梅山钢铁股份有限公司 1×1280m3、1×3200m3、1×4070m33×150t、2×250t转炉6 南通宝钢钢铁有限公司 1×420m32×50t、1×100t电炉7 鞍钢集团公司攀钢集团西昌钢钒有限公司 2×1750m32×200t转炉;1×200t提钒转炉- 1 -8 鞍钢集团朝阳鞍凌钢铁有限公司 1×2600m32×120t转炉9武汉钢铁(集团)公司武汉钢铁集团鄂城钢铁有限责任公司1×544m3、1×620m3、1×1080m3、1×1800m3、1×2600m31×70t电炉;2×35t、2×130t转炉10 中国五矿集团公司五矿营口中板有限责任公司 4×450m3、2×2300m33×100t转炉11新兴际华集团有限公司 新兴铸管股份有限公司(武安本部) 1×420m3、1×460m3、1×560m32×80t转炉12 新疆金特钢铁股份有限公司 1×588m3、1×1080m33×40t转炉13 芜湖新兴铸管有限责任公司 2×620m31×70t电炉;2×50t转炉14天津市 天津荣程联合钢铁集团有限公司1×410m3、2×588m3、1×1200m3、1×1380m33×120t转炉15 天津天钢联合特钢有限公司 2×500m3、3×1080m33×120t转炉16 迁安轧一钢铁集团有限公司 3×450m3、2×580m32×40t、2×160t转炉- 2 -17 天津天丰钢铁有限公司 1×580m3、1×630m33×40t转炉18 崇利制钢有限公司 3×505m32×35t转炉19河北省 唐山钢铁集团有限责任公司 2×2000m3、2×3200m34×55t、3×150t转炉20 邯郸钢铁集团有限责任公司 1×1000m3、2×2000m3、3×3200m34×100t、2×120t、2×260t转炉21 石家庄钢铁有限责任公司 1×480m3、1×580m3、1×1080m31×60t电炉;2×60t转炉22 宣化钢铁集团有限责任公司 1×450m3、1×1800m3、1×2000m3、2×2500m33×120t、2×150t转炉23 承德钢铁集团有限公司 3×450m3、1×1260m3、3×2500m34×40t、2×100t、2×120t、2×150t转炉;1×80t、2×120t、1×150t提钒转炉24 首钢京唐钢铁联合有限责任公司 2×5500m35×300t转炉25 河北省首钢迁安钢铁有限责任公司 2×2650m3、1×4000m35×210t转炉- 3 -26 秦皇岛首秦金属材料有限公司 1×1200m3、1×1780m33×100t转炉27 唐山国丰钢铁有限公司 8×450m3、2×1780m31×40t、2×50t、3×80t、2×120t转炉28 唐山东华钢铁企业集团有限公司 1×550m3、1×680m3、2×1080m31×120t、1×150t转炉29 唐山瑞丰钢铁(集团)有限公司 1×450m3、2×680m3、2×1080m3、1×1350m33×80t转炉30 迁安市九江线材有限责任公司 6×480m3、6×1080m35×50t、2×80t、3×100t转炉31 河北钢铁集团燕山钢铁有限公司 6×450m3、2×1080m3、2×2560m32×35t、2×50t、4×180t转炉32 河北钢铁集团松汀钢铁有限公司 2×450m3、2×580m3、2×1080m32×100t、2×120t转炉33 河北普阳钢铁有限公司 3×1050m32×120t转炉34 武安市裕华钢铁有限公司 3×600m3、2×1080m32×50t、2×120t转炉- 4 -35 河北文丰钢铁有限公司 2×460m3、2×480m3、1×550m34×35t、1×120t转炉36 河北新金钢铁有限公司 2×450m3、1×600m3、2×1080m32×50t、2×120t转炉37 邢台钢铁有限责任公司 2×420m3、1×450m3、1×1050m33×50t、1×80t转炉38 河北津西钢铁集团股份有限公司 8×550m3、4×1280m36×50t、2×100t转炉39 唐山港陆钢铁有限公司 2×650m3、4×1080m33×75t、2×150t转炉40 唐山东海钢铁集团特钢有限公司 1×680m3、1×1080m3、3×1350m34×120t、1×130t转炉41 河北敬业集团有限责任公司 3×450m3、2×588m3、3×1080m3、6×1260m34×50t、3×150t转炉42 德龙钢铁有限公司 3×1080m32×120t转炉43 唐山市德龙钢铁有限公司 2×1080m32×80t转炉- 5 -44 承德建龙特殊钢有限公司 1×650m3、1×1350m31×70t、1×120t转炉;1×70t提钒转炉45 唐山建龙实业有限公司 3×450m32×60t转炉46 河北前进钢铁集团有限公司 3×450m3、2×1080m34×60t转炉47 沧州中铁装备制造材料有限公司 3×2500m3、1×1350m33×180t转炉48 涞源县奥宇钢铁有限公司 2×480m32×45t转炉49 唐山不锈钢有限责任公司 2×450m3、2×550m31×80t、2×100t转炉50 唐山中厚板材有限公司 1×1580m3、1×1780m33×120t转炉51 唐山市丰南区经安钢铁有限公司 1×1280m3、2×1080m32×120t转炉、1×60t转炉52 山西省 山西中阳钢铁有限公司 2×1080m3、1×1780m33×50t、2×120t转炉- 6 -53 文水海威钢铁有限公司 6×450m3、1×1800m32×60t、1×120t转炉54 山西新泰钢铁有限公司 1×450m3、1×1080m32×90t转炉55 山西立恒钢铁股份有限公司 2×550m32×65t转炉56 襄汾县星原钢铁集团有限公司 1×450m3、2×550m32×65t转炉57 山西通才工贸有限公司 1×450m3、1×550m3、1×1860m32×65t转炉、1×80t转炉58 海鑫钢铁集团有限公司 4×630m3、1×1080m3、1×1380m31×80t、1×90t、2×120t转炉59 潞城市兴宝钢铁有限责任公司 2×550m32×60t转炉60 山西宏达钢铁有限公司 1×450m3、1×580m32×40t转炉61 内蒙古自治区赤峰远联钢铁有限责任公司 1×450m3、1×500m3、1×1280m33×50t转炉- 7 -62辽宁省 东北特钢集团大连特殊钢有限责任公司 1×1260m31×40t、1×50t、1×110t电炉;1×110t转炉63 东北特钢集团抚顺特殊钢股份有限公司 2×30t、1×50t、1×60t电炉64 后英集团海城钢铁有限公司 2×450m3、2×580m32×80t转炉65 吉林省吉林建龙钢铁有限责任公司 2×1800m32×120t转炉66黑龙江省西林钢铁集团阿城钢铁有限公司 1×450m3、1×1260m32×65t电炉;1×120t转炉67 东北特钢集团北满特殊钢有限责任公司 2×450m32×40t、1×45t、1×90t电炉;2×120t转炉68江苏省 江苏省镔鑫特钢材料有限公司 2×1080m32×120t转炉69 连云港兴鑫钢铁有限公司 3×1080m32×120t转炉70 徐州东南钢铁工业有限公司 2×550m3、1×1280m32×60t、1×150t转炉- 8 -71 盐城市联鑫钢铁钢铁有限公司 2×1080m31×70t电炉;2×120t转炉72 江苏新长江实业集团有限公司 2×500m32×50t转炉73 徐州宝丰特钢有限公司 2×630m32×60t转炉74 常州东方特钢有限公司 3×550m34×40t转炉75 丹阳龙江钢铁有限公司 1×630m3、1×850m33×40t转炉76 徐州东亚钢铁有限公司 1×450m3、1×550m32×60t转炉77 扬州市秦邮特种金属材料有限公司 2×1080m32×120t转炉78 无锡新三洲特钢有限公司 1×450m3、1×660m31×50t电炉;2×50t转炉79 江苏西城三联控股集团有限公司 2×50t、1×90t电炉- 9 -80 江阴华西钢铁有限公司 2×450m32×40t转炉81 江苏鸿泰钢铁有限公司 2×60t、2×80t电炉82 张家港浦项不锈钢有限公司 1×60t、1×140t电炉83 江苏苏钢集团有限公司 1×450m31×100t电炉84 江苏华菱锡钢特钢有限公司 1×90t电炉85 浙江省 振石集团东方特钢股份有限公司 1×75t电炉86福建三安钢铁有限责任公司 2×550m3、1×1250m33×50t转炉 福建省87 福建三宝钢铁有限公司 1×620m3、1×1080m31×70t、1×90t电炉;2×100t转炉88 江西省 萍乡萍钢安源钢铁有限公司 3×450m3、1×1080m32×50t、1×60t转炉- 10 -89 萍乡萍钢钢铁有限公司 2×420m3、1×422m3、1×450m34×35t转炉90 九江萍钢钢铁有限公司 1×450m3、1×1080m3、2×1780m32×60t、2×120t转炉91 新余钢铁集团有限公司 3×1050m3、2×2500m33×100t、2×210t转炉92山东省 日照钢铁控股集团有限公司2×450m3、2×530m3、2×580m3、10×1080m34×60t、4×120t转炉93 山东广富集团有限公司 2×450m3、3×750m31×50t、1×100t电炉;2×60t、2×80t转炉94 山东西王特钢有限公司 2×1080m32×80t电炉;2×100t转炉95 山东传洋集团有限公司 3×630m32×120t转炉96河南省舞阳钢铁有限责任公司 2×90t、1×100t电炉;1×120t转炉 97 沙钢集团安阳永兴钢铁有限公司 2×450m3、2×580m32×120t转炉- 11 -98 安钢集团新普有限公司 2×600m32×80t转炉99 安钢集团河南凤宝特钢有限公司 1×420m3、1×450m3、1×1080m32×50t转炉 100 河南亚新钢铁集团有限公司 3×630m32×65t转炉 101 湖北省 武汉顺乐不锈钢有限公司 4×50t电炉102广东省 广东国鑫实业股份有限公司 2×1080m32×100t转炉103 广东泰都钢铁实业股份有限公司 2×1080m32×90t转炉104 珠海粤裕丰钢铁有限公司 4×450m32×65t、1×70t转炉 105 阳春新钢铁有限责任公司 2×1250m32×120t转炉106 广东广青金属科技有限公司 2×75t电炉- 12 -107 广东世纪青山镍业有限公司 1×120t电炉108四川省 成渝钒钛科技有限公司 1×420m3、4×460m3、2×1250m32×80t、3×120t转炉;1×120t提钒转炉109 四川德胜集团钒钛有限公司 2×420m3、1×1250m31×50t、1×80t转炉;1×50t提钒转炉 110 四川西南不锈钢有限责任公司 2×70t电炉;3×70t转炉111 云南省 云南曲靖钢铁集团有限公司 5×450m3、1×600m3、1×630m3、2×1080m32×50t、1×120t电炉;4×60t、1×80t转炉112 陕西省 陕西龙门钢铁(集团)有限责任公司 1×450m3、4×1280m34×60t、2×120t转炉113甘肃省酒泉钢铁(集团)有限责任公司 4×450m3、1×1000m3、2×1800m31×100t电炉;3×60t、3×120t转炉 114 酒钢榆中钢铁有限责任公司 2×420m3、1×2800m32×40t、2×120t转炉115 青海省 西宁特殊钢股份有限公司 2×450m32×35t、1×40t、1×60t电炉;1×65t 转炉- 13 -。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、工程概况:唐山东海特钢1#转炉为120t氧气顶底复吹转炉设备,同时配备供氧、供料、出钢、出渣、连铸、烟气处理及修炉等系统。
整个生产系统,布局紧凑合理,具有顶底复吹的现代化设备。
转炉是炼钢系统中的主要生产设备,它位于主厂房KJ轴线12—14柱线之间,其轴承座基础标高为+6.470米,转炉中心标高为+9.420米,两轴承座中心宽为9.580米。
转炉总重量为467.64吨,其中托圈为144吨,炉体为140.57吨。
主动轴耳轴轴承座为33.62吨,被动端耳轴轴承座为31.93吨。
1、转炉倾动机构为先进的四点啮合全悬挂式结构,配有抗缓冲的柔性扭力装置,托圈为整体焊接通水冷却结构,耳轴和耳轴座采用法兰的组合联接,托圈两侧开有通孔,炉口、炉帽、托圈和耳轴均采用通水冷却。
2、耳轴轴承采用洛阳轴承厂产品,为调心滚子轴承,型号为240/900/CA/W33/C4成品,重1.783吨。
轴承采用下油路润滑。
被动侧轴承座采用铰接形式,以便在炉体膨胀时做靠支座的偏动补偿耳轴轴线方向的膨胀位移。
3、炉体连接装置炉体与托圈的连接采用三点球铰支承,其支承装置采用球面座将炉体和托圈连接在一起。
以装料侧转炉中心线为起点均分120°为一组。
4、转炉底吹配管及冷却水配管转炉底吹系统管路通过主动侧耳轴中心孔从耳轴端引出,与接头连接,冷却水和冷却气体的管路全布置在非传动侧,两路进水。
两路排水。
5、倾动装置及其稀油润滑系统转炉倾动装置是四点啮合悬挂装置,由驱动装置,一二次减速机,扭力杆和润滑装置等组成。
一次减速机共有四台,其输出轴上的小齿轮与安装在耳轴上的悬挂大齿轮相啮合组成二次减速机。
扭曲杆装置的润滑方式是:一次减速机的齿轮和轴承采用稀油飞溅式润滑,二次减速机的齿轮和轴承为稀油强制喷淋式润滑。
二、安装转炉执行标准及规范1、YBJ201—83《冶金机械设备安装工程施工及验收规范》通用规定,2 、YBJ202—83《冶金机械设备安装工程施工及验收规范》炼钢设备;3、YBJ244—92《冶金机械设备工程质量检验评定标准》炼钢设备;4、YBJ207—85《冶金机械设备安装工程施工及验收规范》液压和润滑系统。
三、基础验收与交接1.设备安装前要对基础进行验收和交接,根据土建单位给定的中心纵横线及原始标高点对基础进行校核,对校核情况认真做好记录,为设备安装做好准备。
2.对基础面的地脚螺栓要进行认真的校核,可以做临时固定支架挂0.5mm钢线,测量每个螺栓对中心的实际偏差,并做好记录。
3.检查基础使之达到如下要求:表一:四、设备安装顺序步骤与方式:顺序:耳轴轴承底座→扭力杆轴承座、止动座→装炉台车→花篮支架支撑立柱及千斤顶→托圈对接及轴上件安装→吊装托圈→将对接好的上中部炉壳吊放在托圈内→拉动装炉台车转炉就位→倾动装置安装→扭力杆安装→炉体支承和定位装置安装→其它附件安装。
步骤与方式:1、认真查阅图纸,了解托圈和炉壳等结构特性及出厂时的状况,落实在现场组装的工程量,并制定出大型设备吊装运输方案。
2、办理基础验收交接手续,设置中心点、标高点、挂好转炉中心线。
3、用经纬仪测定转炉中心线,根据测定的中心线挂好钢线,其偏差不得大于±0.5mm,并确定转炉耳轴中心标高基准点。
4、研磨垫铁基础,合理布置各垫铁组,先安装主传动端轴承座,以它为基准再安装非转动端的轴承底座。
5、用精密水准仪和框式水平仪检测轴承底座的水平度和标高,用中心钢线测定其中心位置。
轴承座与底座,底座与台板,台扳与垫铁间的局部间隙不大于O.05mm。
6、以转炉中心线为基准安装扭力杆轴承座和止动座,标高以转炉耳轴中心标高为基准。
表二轴承底座的安装允许偏差(见下表):表三托圈和炉壳的主要参数:7、托圈的安装(1)首先用天车将2部装炉台车放在炉下轨道上,距离转炉轴承座基础西侧7米处,并做好防滑动措施。
(2)用天车将支架吊放在台车上,利用定位托圈的十字中心线分别和台车上的相应中心线相符合,摆放好后,与车体局部焊接,达到支架承重后无滑动即可。
(3)将四个立柱按图示位置,垂直与支架上并焊牢,同时做好4个立柱的支撑,防止其承重后歪斜、倾倒,而后将4个320t千斤顶吊放在立柱顶都,并采取防滑动措施。
(4) 上述工作完成之后,利用主跨180t天车将托圈整体平行吊起,然后平稳放在4个立柱千斤顶上面,托圈吊装之前,应牢记将转炉轴承座及耳轴环的防热板等轴上件按图纸要求组装在耳轴上。
(5)为了保证托圈的稳定性,在托圈耳轴的下方位置相对称的做2个辅助钢支撑立柱,上方焊好40mm的钢板垫,再将2个200t千斤顶放在上面,顶住托圈耳轴的下面,其作用是防止托圈倾斜、翻转。
(6)为防止液压千斤顶泄压,影响托圈的稳定性,在4组主立柱顶部千斤顶侧利用钢垫板叠起与千斤顶同步做好第二道安全防护,以防不测。
8、耳轴轴承的装备要求:(1) 托圈部件在轴承未装配前,首先检查左右耳轴的同轴度,其同轴度要求在1mm误差范围内,检查同轴度时,以传动侧耳轴的中心线是否与之重合。
如是平行,则两平行线间距应小于1mm,如是相交,则检测非传动侧轴端中心的开口度应小于0.5mm。
(2)检查准备安装的轴承型号是否符合图纸要求,不但要看型号而且要复查其它规范和尺寸。
同时还要按照图纸检查与轴承相配合的轴与其它相配合的零件。
检查的次序一般应先看配合件的结构是否符合图纸,然后测量轴和轴承外径配合孔德尺寸和公差是否符合配合要求,最好接近配合的平均公差,再检查表面粗糙度和形状精度。
(3)轴承装配采取温差装配法:温差装配法有加热装配和冷冻装配两种,前者是被轴承加热,使之微膨胀,是冷态的过盈配合变成热态的间隙配合。
温差装配法不用压力机,便于施工现场安装操作。
此种方法还有配合表面不受损伤的优点。
(4)用温差法装配时轴承的加热温度控制在80—100℃之间。
采取油浴法加热时,将轴承放于矿物油槽内并用网架支垫起来加热,不能与油槽底直接接触,以防轴承受热不匀。
轴承过热和油中沉淀杂质进入轴承。
加热恒温一般约30分钟即可,计算微膨胀间隙可按每1mm每升高1℃,膨胀0.000011毫米计。
也可加工一个T型尺子,T字尺头由轴承内径加膨胀系数,当油温达到恒温时,不断用T字头尺子快速检查轴承内径尺寸,一旦符合尺寸要求,立即用事先准备的钢制轴承卡具卡住轴承,用天车吊起进行装配。
(5)根据有关规定:出厂时已密封好带有润滑脂的轴承不能采用加热法安装。
(6)底圈定位环与轴肩之间应贴合紧密,局部不得有轴向间隙。
两侧密封装置、密封圈与挡尘环安装既不能与耳轴摩擦引起发热,又必须良好的起到防止灰尘进入轴承箱内。
注:活动端轴承外圈和端盖问隙应在0.2—1mm之间,固定端轴承外圈和端盖间隙府为O.25mm。
(7)托圈部件就位后,装好轴承盖等,注意润滑油通路不能被堵塞。
托圈应调到水平位置,水平度允差O.1/1000。
在耳轴端部做“0”位标记,用于转炉进行位置调试时的依据。
(8)轴承安装必须掌握一个原则:就是安装时施加的压力应直接加在紧配合的套圈端面上,绝不能通过滚动体传递压力。
当轴承内圈是紧配合,外圈是较送配合时,可将轴承先装到轴上,然后一起装入轴承座内;反之,则应先将轴承压入轴承壳内,再与轴承装配;如果内外圈均为紧配合,则应同时压紧内外圈端面。
严禁用铁锤直接锤击轴承的任何部位来进行装配。
注:剖分式轴承座如出现“夹帮”现象,安装时可对瓦口处进行修帮。
9、炉壳的对接与吊装:炉壳是分体运来的,分上部、中部和下部。
在现场平台上先将炉壳的上部和中部对接,焊完后,用加料跨180t天车整体吊起放在托圈之上。
待托圈就位后,再进行炉壳下部安装。
见图以上工作完成之后,用6个千斤顶将托圈缓缓顶起,注意应同时加钢板垫保护,顶起高度应是轴承座下沿超过轴承底座上沿50mm。
在确认托圈起升高度准确无误安全可靠之后,用2个5t倒链拉动台车,向东平移约7米,使托圈耳轴轴承座中心线对正轴承底座中心线后,然后6个干斤顶同步缓缓降下,将轴承座落在轴承底座上,紧固螺栓为止。
并拉上4根钢绳做临时固定。
为适应下部炉体的安装高度,在安装前,应先将安装用台车组装好,将千斤顶放到安装下部炉体的位置上,炉体下部吊到台车上,用倒链牵引到安装位置,下部炉体上顶面标高应低于设计标高100mm,待到达安装位置时,用千斤顶向上抬起逐渐与炉体上部结合,完成炉体一体化。
焊接完毕使炉体合体。
10、炉体支承装置的安装炉体为三点支承装置,炉体通过三个加强垫和三个带球面垫圈的T型自调螺栓与托圈连在一起,三个螺栓在圆周上是120度角均匀分布,螺栓装置与焊接在托圈上的支座铰接,当炉壳产生热胀冷缩时,螺柱本身倾斜,靠其球面垫圈的自动调位,使炉壳中心位置保持不变。
安装时,应使炉口向上,即耳轴在“O”位处,三点位置的炉壳与托圈间的间隙应均匀一致。
其误差应小于5mm,三个螺栓的原始位置应一致,而且要直立,与加强圈上下托架装置的安装固定,托架与托圈的结合而应紧密。
11.倾动装置的安装大齿轮安装应符合以下要求:(1)圆柱孔大齿轮与耳轴轴肩应靠紧,只允许有局部间隙。
(2) 每对键的两斜面以及键的工作面与键槽的接触面不应小于70%,耳轴大齿轮装配后,检查齿轮端面与耳轴轴向中心线相互垂直,铅垂度小于0.1/1000mm,当误差超过时可能是轴肩未靠紧,轴有局部间隙或是因径向键装配不好,这是绝不允许的,所以必须确保键在键槽内的过盈量和接触面,应使之靠紧。
(3)一次减速器的定位应以其输出轴与二次减速器输入轴的联轴器定心确定;水平度公差为0.1/1000mm。
(4)悬挂式倾动装置的二次减速器防扭支座的纵、横向中心线极限偏筹均为±0.5mm;标高极限偏差为±1mm;水平度公差为0.2/1000。
(5)倾动装置安装,在驱动侧基础上设置一套装置,使倾动装置与炉体顺利装配。
在滚杠上座上托板,千斤顶座在托板之上,作横向移动之用,用千斤顶调整悬挂齿轴孔与耳轴轴径的高差。
用10T葫芦拉动横向移动并将事先研磨合格的切向键安上。
安装前应首先测出轴与孔的公差,跟图纸装配要求是否符合,切不可盲目安装,出现进退两难的状况。
13、托圈、炉壳、倾动装置、三点支承和定位装置及挡渣板安装好后,将炉壳旋转安装卡板定位块。
五、OG除尘系统设备安装:OG除尘系统是炼钢工程安装中的一个重点,也是施工作业中的一大难点。
因其设备构件大,且穿过多层平台,安装工序也很复杂,吊装运输多采用土法进行。
因此,在设备安装前,须制定详尽的施工措施与其它设备一块,有序进行,避免失误。
OG除尘系统主要由固定及活动烟罩、斜烟道、汽包、一次集尘装置(一文)、二次集尘装置(二文)、引风机、排放塔等设备组成,其中斜烟道安装最为困难。
1、高端汽包坐落在40.52米的平台上,在主厂未封顶前,应首先吊装就位。