API圆螺纹套管螺
API圆螺纹套管外螺纹接头紧密距测量及判定

有规格的长 、短圆螺纹套管外螺纹接头紧密距公差
范围规定为
P1 ,
mm;
P———圆螺纹套管螺距 , 其值为 31175 mm。
测量示意图如图 1a、 b所示 , 即工作环规小端
面与管子端面之间的轴向距离 。当管子端面伸出环
规小端面时紧密距为负 , 反之为正 , 但前提必须是
紧密距用符合 AP I Spec 5B 标准的螺纹量规进 行测量 , 基于种种原因 , AP I圆螺纹套管量规只是 参照短圆螺纹的尺寸进行设计加工 , 需要用一种规 格的量规去测量外径相同 , 但螺纹几何尺寸不同的 多种规格的长 、短圆螺纹套管 。这就增加了判定紧 密距测量结果合格与否的难度 , 如果对 AP I标准理 解不透彻 , 很容易造成误判 , 给套管生产和检验工 作造成重大经济损失 。如 2004 年国内某套管生产 厂加工了近 1 000根 <21911 mm 短圆螺纹套管 , 接 箍已全部机紧在套管上 , 水压试验也已全部完成 , 即将进入成品库 。但最后经反复确认套管两端外螺 纹接头紧密距参数加工有误 , 是因检验人员对标准 理解不准确误判造成的 。为防止不合格套管出厂 , 需卸下所有接箍 , 两端切头重新加工外螺纹接头 , 因返工给工厂造成至少百万元以上的经济损失 。因 此 , 紧密距测量及判定应引起各套管生产 、检验单 位的足够重视 。笔者拟通过对 AP I圆螺纹套管外螺 纹接头紧密距测量时遇到的各种情况进行分析 , 澄
API油套管管体(外)螺纹检验规程

API油套管管体(外)螺纹检验规程1.0 目的本规程对API油套管管体(外)螺纹检验程序作了规定,以确保油套管管体(外)螺纹的质量。
2.0 适用范围本规程适用于API油套管(外)螺纹的检验和验收/拒收的依据3.0 检验依据3.1 API Spec 5B 套管、油管和管线管螺纹的加工、测量和检验规范3.2 API Spec 5CT套管和油管规范(第八版)4.0检验项目检验API油套管管体(外)螺纹包括以下项目:项目No.1:外观质量检验项目No.2:紧密距检验项目No.3:锥度检验项目No.4:齿高检验项目No.5:螺距检验项目No.6:螺纹总长L4检验项目No.7:全顶螺纹长度L C检验项目No.8:螺尾螺纹检验(圆螺纹除外)项目No.9:三角形标记检验(圆螺纹除外)5.0 检验量规进行API油套管管体(外)螺纹检验要求使用下列量规:1. 游标卡尺2.深度尺3.各种规格扣型的环规4.外螺纹锥度规5. 外螺纹齿高规以及齿高标准块6. 螺距规以及螺距标准块7. 螺尾规6.0 检验规则1.根据生产规格、螺纹类型准备好量规及相应的标准块和量规触头,检查量规是否在校准周期内,各种量规及相关标准块均须保证无任何氧化现象,检验过程中需轻拿轻放,避免损坏量规。
2.每班开始正式生产时,前三件产品必须对全部螺纹参数进行检验,合格后方可进入正式生产。
3.机床加工过程中,如有参数调整,须对调整后的相邻两件产品进行相应检验。
4.如任何一项检验出现不合格,必须对此件前后相邻两件进行相应检验。
如再发现不合格,须继续向前和向后进行追查,排除所有不合格的产品。
5.所有检测数据都写入到相应的检验记录中,并保存。
7.0 检验程序及验收标准7.1 外观质量检验●检验项目号:No.1●量规类别:无●公差:无●量规校验:无●检验要求:1.在完整螺纹最小长度Lc范围内,螺纹应无明显的撕裂、刀痕、磨痕、台阶或破坏螺纹连续性的任何其他缺欠。
2.通过小薄片尖刀在螺纹底面及侧面划动来检查螺纹有无台肩,如有轻微的痕迹,可以接受,但下一件必须消除掉;如有严重的台肩,则判废。
API螺纹的特点
API 钻具接头螺纹的特点、类型、加工要求及技术参数随着牙轮钻进,空气潜孔锤钻进,气举反循环钻进等钻探工艺的推广使用。
API 系列井内钻柱构件和井下工具也得到了越来越广泛的应用。
尤其是连接钻柱构件的API 系列钻具接头螺纹,更是起着不可或缺的作用。
因此,熟悉和掌握API 系列钻具接头螺纹的相关技术规范和设计要求,采用合理的加工参数及检测方法,是保证API 系列井内钻柱构件和井下工具正常使用的重要工作之一。
本文拟在API SPEC7、GB/T9253. 1—1999、SY/T5144—2007及GB/T4749—2003等标准的基础上,并结合生产实践及使用过程中遇到的实际问题,分别就API 系列钻具接头螺纹的特点、类型、规格、加工要求、检测方法、及螺纹的主要失效形式等方面进行论述,以帮助我们加深对API 相关技术规范的理解和认识,正确掌握API 系列钻具接头螺纹的生产加工和操作使用。
一、螺纹特点API 系列钻具接头螺纹主要用于钻杆、钻铤、钻具稳定器和转换器等钻井工具及钻柱构件的连接。
目前生产和检验的主要依据标准为:API SPEC 7《旋转钻柱构件规范》(2001年11月第40版)和GB/T9253.1—1999《石油钻杆接头螺纹》。
API SPEC 7将钻具接头螺纹称为“旋转台肩连接”,这种带锥螺纹具有通过轴向位移来补偿连接部分直径误差的特点。
因此互换程度高、结合紧密、装拆容易。
其技术特点为:“英制锥管螺纹、有台肩连接、三角形螺纹”,因此在管材连接中应用极为广泛。
API 系列钻具接头螺纹按螺纹形式分为四大类,分类情况见表一。
二、螺纹类型1、数字型螺纹(NC )这是以螺纹基面中径的英寸和十分之一英寸数值表示的螺纹。
所有规格螺纹均采用V -0.038R 平顶圆底三角形牙型。
牙型特点为:圆形牙底,牙底半径为0.038英寸(0.965毫米)。
数字形螺纹(NC )是API 推荐优先使用的螺纹类型。
该螺纹有1:6和1:4两种锥度标准,主要应用于钻杆、钻铤、钻具稳定器等钻柱构件的连接,NC50还可应用于在钻头螺纹的连接上。
钻具、油套管螺纹检验(讲义)R
石油管螺纹检测技术人员等级评定培训班资料(一)(钻具、油套管螺纹检验部分)石油工业专用管材质量监督检验中心石油工业专用螺纹量规计量站二○○八年六月目录一、钻具、油套管螺纹检验二、对标准中几个问题的讨论三、螺纹常见外观缺陷四、API圆螺纹套管及接箍紧密距释疑五、API圆螺纹套管外螺纹接头紧密距测量及判定六、API偏梯形螺纹套管三角形上扣标记疑点分析七、关于长、短圆螺纹套管紧密距检验的总结八、API相关知识介绍一、钻具、油套管螺纹检验1 概述1.1 油井管简介国外将钻杆、钻铤、方钻杆、转换接头等钻具和油套管统称为油井管(OCTG),顾名思义——下入油井里的管子,我们石油行业以前将之称为“石油专用管”,其实“石油专用管”还包括管线管(输送管)。
油井管和管线管总称石油专用管。
油井管年需求在120万吨左右(约占全世界的五分之一),耗资达100多亿元,油套管占总需求的90%左右。
油井管柱也就是由所说的三柱组成:钻柱、油管柱和套管柱。
油井管由锥度螺纹将单根油井管连接而成,浅则数百米,深则数千米,甚至上万米。
锥度螺纹具有上卸扣速度快,连接强度高,密封性好等优点。
管柱在不同井段要长时间承受拉伸、压缩、弯曲、内压、外压和热循环等复合应力的作用。
螺纹连接部位是最薄弱的环节,失效事故80%以上发生在螺纹连接处。
因此,油井管螺纹主要应具备两个特性:(1)结构完整性,就是螺纹啮合后应具备足够的连接强度,不致于在外力作用下使结构受到破坏;(2)密封完整性,就是要能够保证含有数以百计螺纹连接接头的管柱在各种不同受力状态下承受内外压差(一般为几百个大气压)的长期作用而不泄漏。
螺纹连接强度和密封性能是油井管极为重要的两个技术指标。
1.2 检验的意义螺纹检验的目的就是要把螺纹质量不合格的管子检查出来,防止不合格管下井,最大限度避免或减少油井管失效事故的发生。
油井管螺纹失效形式主要有:丝扣断裂、粘扣、滑脱、泄漏等。
处理事故少则几十万,多则几百万,甚至整口井报废,造成重大的经济损失。
API圆螺纹套管及接箍螺纹紧密距释疑
API圆螺纹套管及接箍螺纹紧密距释疑卫遵义吉玲康董秋莹宋治摘要简单介绍了API圆螺纹套管及接箍螺纹紧密距检验时所使用的螺纹量规的结构特点,着重阐述了套管及接箍螺纹控制和检验紧密距参数时,易被忽视和误解的有关长圆螺纹的凸出量、紧密距P和P1的正负、手紧紧密距牙数A及短圆螺纹套管紧密距的修正等几个问题。
并给出圆螺纹套管及接箍螺纹正确的检验程序,以避免检验紧密距时产生误判。
主题词紧密距圆螺纹套管套管接箍量规检验Explanation of doubtful points of API round thread casingand coupling thread standoff.Wei Zunyi, Ji Lingkang, Dong Qiuying, et al. (Tubular Goods Research Center of CNPC, Xi'an)CPM, 1999, 27(10):35~37This article introduces briefly the design feature of thread gauges used in the inspection of API round thread casing and coupling thread standoff, and expounds some questions relating to the extending amount, the positive and negative sign of standoff P and P1, the thread number of hand tight standoff A and the revising of short round thread standoff, which may be ignored easily in the control and inspection of the casing and coupling standoff. The article also gives the right inspecting procedure of the threads of round thread casing and coupling to avoid erroneous judgement in the course of standoff inspection.Subject Concept Terms standoff round thread casing casing coupling gauge inspection前言API圆螺纹套管的螺纹连接部位是最薄弱的环节。
API螺纹结构与性能分析
API螺纹结构与性能分析[摘要]本文通过有限元法研究了API螺纹的结构与性能之间的关系,圆螺纹连接强度低是因为其牙侧角较大,拉伸时产生的径向分力大,使接箍外涨,管体内缩,内外螺纹承载面之间易产生相对滑动,从而大大降低螺纹的连接强度;而偏梯形螺纹密封性差的原因是在上扣和拉伸载荷作用下,各齿面上的接触压力严重不均匀分布,及螺纹配合后泄漏通道面积加要大于圆螺纹而造成的。
这些结构上的缺陷影响了API螺纹接头的性能,使其不适用于一些工况恶劣的油气井。
[关键词]API螺纹有限元连接强度密封性能API螺纹是油管、套管的主要螺纹形式,其具有统一完善的加工、检验和使用标准,螺纹结构简单,易加工。
常用的API标准油套管接头可以分为长圆螺纹接头和偏梯形螺纹接头。
但是,由于API螺纹接头其本身结构设计的问题,至使其性能存在一定的缺陷,圆螺纹密封性能好但连接强度低,偏梯形螺纹连接强度高但密封性能差。
这些问题使API螺纹接头的适用井矿受到一定的限制,不适用于高压气井、深井、热采井等服役条件恶劣的井矿。
1 API螺纹的结构特点API圆螺纹的结构为承载面和导向面都为30°角、螺距 3.175mm、齿高1.81mm,锥度1:16。
API偏梯形螺纹的结构为导向角10°,承载角3°角、螺距5.08、齿高1.575mm,锥度1:16。
圆螺纹和偏梯形螺纹内外螺纹旋合后,螺纹之间存在一条泄露通道。
圆螺纹主要在啮合螺纹的齿顶和齿底形成螺旋形通道;偏梯形螺纹主要在啮合螺纹的导向面之间,以及螺纹齿顶和齿底之间存在螺旋形通道,这些通道使套管内、外通过螺纹之间的通道连通,从而使流体泄漏。
因此从结构上分析,API螺纹不具有流体(尤其是气体)密封能力。
为了使API螺纹能够密封一定的流体或气体,在上扣时给内外螺纹涂抹一定量的螺纹脂,上扣过程中螺纹脂被挤压到螺纹之间的泄露通道中,来封堵这些通道来实现API螺纹的密封功能。
2 API螺纹连接强度和密封性能有限元模拟采用ANSYS软件对套管圆螺纹和偏梯形螺纹接头进行有限元模拟,模拟接头上扣,上扣+拉伸工况下接头螺纹上的应力分布规律,来研究圆螺纹和偏梯形螺纹结构与螺纹连接强度和密封性能的关系。
API螺纹中的全顶螺纹、完整螺纹和有效螺纹
API螺纹中的全顶螺纹、完整螺纹和有效螺纹杨力能(中国石油天然气集团公司管材研究所陕西西安710065)关键词:全顶螺纹full crested thread、完整螺纹perfect thread、有效螺纹在API 5B 的中文译版中,将full crested thread和perfect thread都翻译成“完整螺纹”。
实际上,对于API锥管螺纹,他们是两个不同的概念。
在API 5B表3、表6、表7、表9、表13、表14、表15中“L c…”对应的是“full crested thread…”,表9第五列“L7…”对应的是“perfect threa d…”。
很显然,他们表示的是不同的概念,如果不加以区分,将影响对标准的理解和执行。
1.全顶螺纹和完整螺纹的含义1.1 全顶螺纹全顶螺纹—full crested thread:在API 5B 4.1.13有如下说明:“所要求的全顶螺纹最小长度由表3、6、7、9、、12、13、14和15中的L c确定。
非全顶螺纹在过去和现在都被认为是由于原轧制表面未清除而形成的“黑顶螺纹”。
“黑顶螺纹”是一个惯用的说明性术语,但是必须指出,非全顶螺纹也可能不是黑顶的。
对于L c范围内的非全顶螺纹及原始管子外径或加厚表面,不得用机械或手工方式修整而使其看似为全顶螺纹”。
全顶螺纹首先应该牙顶完整。
1.2 完整螺纹:GB/T14791—93《螺纹术语》中的完整螺纹((complete thead))的定义是:“牙顶和牙底都完整的螺纹”。
API 5B中的完整螺纹(perfect thread)在5.1.4节有关于完整螺纹定位的叙述:“a) 第一牙完整螺纹的位置:对于外螺纹是最靠近倒角的螺纹,对于内螺纹是最靠近端面的螺纹。
其牙底两侧都是完整螺纹。
b) 最后一牙完整螺纹的位置:①外螺纹最后一牙完整螺纹的位置,油管和管线管是在距外螺纹端面(L4-g)处,偏梯型套管是在距外螺纹端面L7处;圆螺纹套管是在管端至最后划痕(最后螺纹槽)螺纹消失点长度-0.500in处。
API油套管螺纹接头拧接操作规程
API油套管螺纹接头拧接操作规程1.0 目的本操作程序规定了对API油套管接头的(机紧)拧接要求。
2.0 操作员职责操作员在使用拧紧机时,须确保每一根接头均按照本操作规程进行拧紧。
3.0 操作程序3.1打开扭矩计算机并接通拧接机电源。
3.2 将卡爪压力调至适中,以便将管体和接箍夹紧,确保机紧过程中不会出现压力过大现象。
3.3 检查所有相关设备,包括传感器等是否完好。
3.4检查拧接记录图所显示的是“扭矩——圈数”关系,而不是“扭矩——时间”关系。
3.5检查所使用的卡爪是否与相应管子、接箍规格相对应。
3.6 清洁螺纹,并用干燥的风吹干,螺纹上应无任何异物,包括毛刺、铁屑、切削液等。
3.7检查螺纹有无任何损坏。
3.8螺纹表面须均匀涂抹符合API要求的螺纹脂。
3.9接箍手紧应到位,直至拧不动为止。
3.10将手紧好的接箍管体送入拧紧机,接箍中心与卡爪中心以及输送辊道中心线应一致,并检查管子是否平放于夹钳中。
卡爪应尽量夹持在接箍的中部位置。
3.11 拧紧过程中应选择合适的转速,上扣速度不应超过25r/min.3.12 如果拧紧记录中发现实际扭矩值大于推荐的最大扭矩或小于最小扭矩,则卸下接箍,检查坏损情况。
如果内外螺纹尚可接受,可重新开始拧接。
但重复次数不得超过3次。
3.13所有的拧接记录必须保存完好以备查阅。
拧接记录的内容应包括实际最大扭矩、拧接圈数、钢管编号,接箍编号、拧接序号、拧接日期、接头细况(即尺寸规格、螺纹形状、重量等)以及当班操作员姓名3.14将接箍端面后边(或外露扣后边)多余的螺纹脂清除掉3.15拧接后,用相应的通径规对外螺纹管端和接箍进行管端通径检验,操作时须特别必注意通径规不得损坏接箍现场端螺纹。
3.16内螺纹带上保护环并拧紧。
4.0 上卸扣实验4.1 各加工分厂生产时,每个合同油管按每5000支/次、≤7″套管按3000支/次、>7″套管2000支/次进行上卸扣实验;如果合同不到规定支数则任取一组接头进行上卸扣实验:圆螺纹按最大扭矩;偏梯形螺纹至少上扣到三角形底边后1扣的位置进行上卸扣实验,油管需经4次、套管需经3次上扣和卸扣操作后,不得出现粘扣或螺纹损伤。
API圆螺纹套管锥度公差和中径公差的控制

API圆螺纹套管锥度公差和中径公差的控制API圆螺纹属圆锥螺纹,其锥度和中径是两个重要的参数,二者关系为T=(D大-D小)/L 式中T——螺纹锥度,m/m;D大——螺纹大端中径,mm;D小——螺纹小端中径,mm;L——大端与小端之间的螺纹长度,mm。
螺纹锥度表示单位长度内螺纹中径的增加量。
一方面,螺纹中径直接决定螺纹锥度的大小,另一方面,当锥度确定时,它又影响螺纹中径的变化。
所以,对API圆螺纹而言,螺纹锥度公差和中径公差的选取是相互影响和相互制约的。
API标准的规定有关API 圆螺纹生产、制造和检验方法在API STD 5B标准[1]中给出。
这个标准规定,所有圆螺纹套管锥度在名义尺寸下为1/16,即0.0625m/m (0.0625英寸/英寸),在全长螺纹范围内,公差取-0.0026~+0.0052m/m,因此,API圆螺纹套管锥度实际范围为0.0599~0.0677m/m。
API圆螺纹中径名义值在基准面E1平面给出,不同规格套管中径的名义值在API STD 5B中列表给出。
API并未直接给出中径公差值,而是通过量规(环规和塞规)检验的紧密距公差间接给出,在其它参数为名义值时,紧密距公差折算的中径公差为±0.1984375mm (0.0078125英寸),故API圆螺纹中径变化为E1±0.1984375mm。
从API STD 5B的规定来看,API圆螺纹锥度和中径公差的选择并无直接关系,即锥度和中径公差的确定并未充分考虑其相关性。
这种规定产生的不良后果是:当锥度和基准面处中径合格时,在大端或小端处的中径却有可能不合格;当全长螺纹内中径均合格,锥度却可能不合格,而且这种不合格,按目前的检验方式有可能检验不出来。
锥度公差对中径公差的影响如图1所示,位于大端和小端处的中径可由下面的关系式确定。
图1中径计算示意图对于外螺纹D小=E-L1TD大=E+(L-L1)T对于内螺纹D小=E-LT D大=E式中E——螺纹基准面处的中径,mm;L1——管端至基准面长度,mm。
API标准讲义

API标准、NS-1、DS-1标准1.API标准简介API标准是美国石油学会的英文缩写简称API标准。
始建于1919年是美国国家级的商业协会也是世界范围内最早、最成功的制定标准的商会之一。
API的一项重要任务,就是负责石油天然气工业用设备的标准化工作,以确保该工业界所用设备的安全,可靠和互换性。
API是标准制订机构也出版标准,API参与ISO (是国际标准化组织)标准制订工作。
因此,很多标准规范写为API Spec7-1-2006 (ISO 10424-1:2004)旋转钻柱构件规范,共同属名。
如API Spec 5CT-2005(ISO 11960:2004)套管和油管规范,如API Spec 5DP (ISO 11966:2008)钻杆规范。
API在国际上享有很高的声望它所制定的标准被许多国家采用,中东、南美和亚洲许多国家的石油公司在招标采购石油机械时一般要求佩有API标志的产品才有资格参加投标。
因此,拥有API标志的石油机械设备不仅被认为是质量可靠,而且具有先进水平。
上边提到API标志,该标志经美国注册登记,未经许可任何人不得使用。
API取证是通过申请、检查、确认等程序颁发许可证书号的,检查其中包括质量管理体系。
(天合公司认证许可证号:API Spec 7-1 0396 API Spec7-0396、API Spec 5CT-0655、API Spec )(ISO 9001)符合条件才能授予证书允许制造厂在其产品上使用API会标标志。
但是会标使用上了是要符合条件的,也就是从原材料到出成品发货一系列工作必须符合规范标准要求才可以使用API会标,协会要定期对审核单位的运行情况进行复验。
2.会标的使用,API会标持证者是一个非独家拥有的,许可证号是唯一的。
标志要求是用于已取证的制造厂在由本规范覆盖的产品上使用API会标,比如API Spec7-1规范中,涵盖方钻杆旋塞阀、方钻杆(四方钻杆、六方钻杆)钻柱转换接头(接头、水龙头接头、提升短节、浮阀接头)、钻铤(无磁钻铤)、钻井钻头和取心钻头(牙轮钻头和刮刀钻头)。
API圆螺纹套管接箍尺寸

代号1
规格a
外径
最小长度
mm
镗孔直径
承载面
宽度
重量
kg
外径
D
mm
W
mm
短接箍
NL
长接箍
NL
Qb
mm
b
mm
短接箍
长接箍
1
2
3
4
5
6
7
8
9
4-1/2
5
5-1/2
6-5/8
7
7-5/8
8-5/8
9-5/8
10-3/4
11-3/4
13-3/8
16
18-5/8
20
114.30
228.60
234.95
254.00
266.70
-
-
-
-
-
292.10
116.68
129.38
142.08
170.66
180.18
197.64
223.04
248.44
277.02
302.42
343.69
411.96
478.63
513.56
3.97
4.76
3.18
6.35
4.76
5.56
6.35
6.35
Wb
mm
NL
mm
Q
mm
b
mm
Bf
mm
kg
1
2
3
4
5
6
7
8
1.050
1.315
1.660
1.900
2-3/8
2-7/8
川崎(KO)API园螺纹及FOX扣套管强度数据
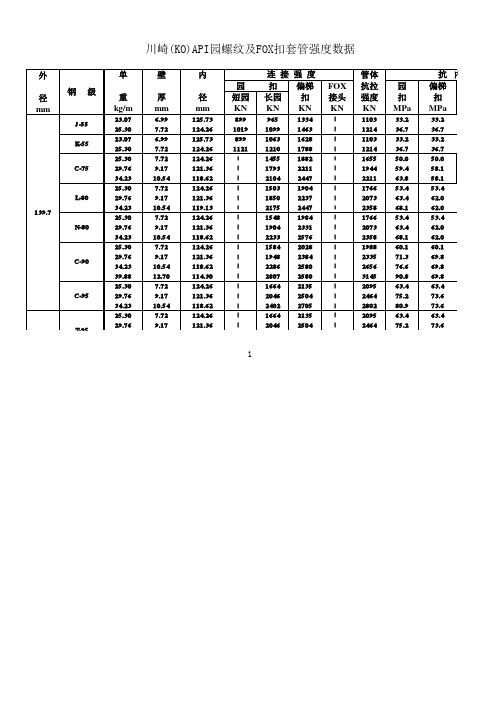
园 短园 KN
752 952 1165
1081 1263 1437
连接强度
扣 偏梯 长园 扣
KN KN
2402
2705
2945
2709
1979
2527
2438
2967
2860
3221
3087
3479
850
1246
1028
1423
1259
1650
1979
2527
2438
2967
1161
1610
1361
2860
3225
3505
3221
1503
1904
1850
2237
2175
2447
2664
2447
FOX 接头 KN
2882 2882
管体 抗拉 强度 KN
3243 3843 1877 2197 2509 2971 1988 2335 2656 3145 2095 2464 2802 3318 2429 2851 3243 3843 1766 2073 2358 2793
2
139.7
川崎(KO)API园螺纹及FOX扣套管强度数据
外 钢级
径 mm
K O-110T
139.7
K O-80S
K O-85S
K O-90S
K O-95S
K O-110S
单
重 kg/m
25.30 29.76 34.23 39.88 25.30 29.76 34.23 39.88 25.30 29.76 34.23 39.88 25.30 29.76 34.23 39.88 25.30 29.76 34.23 39.88 25.30 29.76
套管、油管圆螺纹加工测量与检验

8 89
1 660
42 2
66 7
46 0
44 470
18 52
30 63
34 92
0 44 649 -0 100
12 06
1 900
48 3
68 3
53 2
51 614
20 12
32 23
36 53
0 51 693 -0 120
13 67
10
2 3/ 8
60 3
101 6
65 9
63 697
29 31
K
A
4 1 / 2 114 3 5 127 0
111 846 124 546 137 426 165 821 175 346 191 114 216 514 241 914 270 489 295 889 337 164 403 839 505 439
0 0 39 27 48 79 59 44 68 96 66 68 76 20 111 126 -0 140 110 531 -0 140
43 26
49 23
0 63 599 -0 120
23 83 8
1:16
2
397
34 06
48 01
53 98
0 76 002 -0 120
28 58
3 1/ 2
88 9
114 3
95 2
93 064
40 41
54 36
30 32
0 92 272 -0 140
L en La
管 规 外 格 径 D
体 加厚部分 管端至手紧面 中径 E1 长度 L1
螺 有效 长度 L2 mm 管端至 消失点 总长度 L4 管 端 外 径 D 1 (h 10 )
API油套管螺纹检验检测
API RP 5C1 套管和油管的维护与使用推荐作法,对螺纹拧接扭矩、现 场使用、运输等有详细的要求
精品课件
1、API油套管加工工序
轧管 热处理 探伤 水压
精品课件
2、API 5B螺纹术语(二)
LC:从管端起全顶螺纹最小长度
紧密距:(1)手紧紧密距“A”是两个具有相同标称值的部件在没有产 生机械过盈时的名义上紧位置。
量。
(2)手紧紧密距“A”是基本机紧上扣的基本留
L4 :管端至螺纹消失点总长度
A1 :管端至三角形标记长度
螺尾:螺纹消失点处。
为产品拒收的依据。
精品课件
2、API 5B螺纹术语(一)
锥度:圆螺纹和管线管螺纹锥度的定义是螺纹中径的增加量;偏梯形螺 纹锥度的定义是沿外螺纹小径圆锥和内螺纹大径圆锥直径的变化量。所 有螺纹的锥度公差按in/in表示,锥度偏差也必须按此确定。
螺距:螺距的定义是螺纹上某一点至相邻螺纹上对应点之间的距离。螺 距公差的表示方法有“每英寸”和“累积”两种,螺距误差也必须按此 确定。对于测量间距超过1in者,测得的偏差应以每英寸计算。
精品课件
2、API 螺纹类型
API 螺纹
特殊螺纹
油管 螺纹
NU
EU
套管 螺纹
油管 不加厚
TBG
油管 外加厚
UPTBG
圆螺 纹
直连 型
XC
长圆 螺纹类型LC图 螺纹
LCSG
短圆 螺纹
SC
CSGLPFra bibliotek管线管 钻具螺纹 螺纹
偏梯 螺纹
API螺纹与特殊螺纹连接特点及国内外特殊螺纹介绍
A P I螺纹与特殊螺纹连接特点及国内外特殊螺纹介绍Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998API螺纹与特殊螺纹连接特点及国内外特殊螺纹介绍(宝鸡石油机械有限责任公司广汉钻采设备厂四川广汉 618300)摘要:API螺纹在油套管市场上扮演举足轻重的作用。
但随着各种特殊螺纹在油气田高温、高压井不断涌现,证明其已经很好地弥补API螺纹的设计缺陷。
因国内几乎没有对特殊螺纹产生相应的标准及对比其特点,笔者现将API螺纹与特殊螺纹进行比较:API螺纹具有加工容易、经济适应、可重复上扣等优点,但抗拉强度差、且不具备气密封特点。
特殊螺纹具有良好的气密封性能、较高的抗拉强度及可控制上扣扭矩等优点,但价格昂贵、且只允许一定的上扣次数。
最后,笔者提出了几点看法。
关键词:API螺纹;特殊螺纹;对比;国内外The API thread and special threaded connection characteristics and the domestic and foreign specialthread introduced(Guanghan drilling equipment factory of Baoji Petroleum Machinery Co., Ltd.,Guanghan 618300)Abstract:API thread to play a pivotal role in the oil casing market.However, with a variety of special thread emerging in the oil and gas fields of high temperature, high pressure wells, prove that it has to make up the the API thread of design defects. Almost no domestic special thread standard and comparing its characteristics, I will now compare the API thread and special thread: API thread with easy processing, economic adaptation, can be repeated on the buckle advantages, but the tensile strength and does not have the characteristics of the gas seal. Special thread has good gas sealing performance, high tensile strength and can control up torque, but the price is expensive, and only allows a certain number on the buckle. Finally, The authors put forward a few points.Keywords: API thread; special thread; contrast; at home and abroad一概述油套管是油气钻采过程中不可或缺的专用管材,其质量好坏直接影响到钻采作业的成败和油气井的寿命。
拉弯复合载荷作用下的API短圆套管螺纹力学行为
第 1期
石
油
学
报
Vo 1 . 3 4 No.1
2 0 1 3年 1月
A CT A PETR O LEI SI NI CA
J a n .
2 0 1 3
文章编号 : 0 2 5 3 — 2 6 9 7 (7 D O I : 1 0 . 7 6 2 3 / s y x b 2 [ ) 1 3 0 1 0 2 O
2 .C h u a n d o n g Dr i l l i n g Co mp a n y,CNPC Ch u a n q i n g Dr i l l i n g En gi n e e r i n g Co mpa n y Li mi t e d,C h o n gq i n g 4 0 0 0 2 1 ,C h i n a ) Ab s t r a c t : Wh i l e c a s i n g g o e s d o wn i n t o t h e c u r v e d s e c t i o n o f a h o r i z o n t a l we l l , wh e t h e r c a s i n g t h r e a d s h a v e b e e n y i e l d e d h a s a g r e a t i n — f l u e n c e o n f o l l o wi n g d r i l l i n g a n d o i l — g a s p r o d u c t i o n . Ho we v e r ,t h e r e h a v e b e e n v e r y f e w r e s e a r c h e s o n me c h a n i c a l b e h a v i o r s o f c a s i n g t h r e a d s wh i l e c a s i n g g o e s d o wn t h r o u g h t h e c u r v e d p o r t i o n o f a h o r i z o n t a l we l l ,s u c h a s c o n n e c t i o n s t r e n g t h a n d s e a l i n g a b i l i t y o f t h e c a s i n g .B a s e d o n t h e p r i n c i p l e o f v i r t u a l wo r k,n o n l i n e a r c o n t a c t t h e o r y a n d y o n Mi s e s y i e l d c r i t e r i o n ,we e s t a b l i s h e d a 3 - D c a l c u l a -
API圆螺纹套管螺
《API圆螺纹套管螺纹检验》API圆螺纹套管螺纹检验1.总则本文适用于按API 5B标准,并依据宝钢分公司钢管厂制定的内控标准生产的圆螺纹套管,包括了螺纹尺寸要求、螺纹测量方法、螺纹测量单项仪的使用和方法及以质量要求,S13密封槽。
2.检验项目检验项目分专项检查项目和常规检验2.1. 专项检查项目:外观检查、锥度、螺距、齿高、紧密距、外螺纹有效螺纹长度、内螺纹同轴度。
2.2. 常规检验项目3.检验前的准备3.1. 量具准备检验前根据所检产品规格,准备相应的量具量规及板规,并对量具进行有效性的检查及校对,单项仪的检查及查对见单项参数检验,同时应检查量具的编号,有效期及合格证是否齐全。
3.2. 待检产品准备检验前,先用压缩空气将残留在螺纹表面的乳化液、铁屑等异物吹干净。
用工业百洁布或气动纸砂轮打磨去除螺纹表面、螺纹始端和特殊的毛刺和尖锐边缘。
螺纹始端的严重翻边必须去除。
修磨后,应先用回丝擦干螺纹表面,再用压缩空气吹净螺纹表面上残留的金属粉末、铁屑等异物。
第 1 页共 14 页《API圆螺纹套管螺纹检验》4. 螺纹检验4.1. 测量位置4.1.1. 首牙完整螺纹的定位对于外螺纹是最靠近倒角的螺纹,对于内螺纹是最靠近端面的螺纹。
且其齿根两侧各有一个全顶螺纹。
4.1.2. 末牙完整螺纹的定位圆螺纹套管是管端至螺纹消失点实测长度减去12.70mm处,即螺纹参数控制长度TECL,内螺纹末牙完整螺纹的位置:在距离油、套管接箍中心J+1牙处。
4.2. 测量间距4.2.1. 齿高测量间距检测内外螺纹时,测量应在首牙完整螺纹和末牙完整螺纹之间以1英寸为间距进行,测量接触点不超过末牙完整螺纹位置。
4.2.2. 螺距和锥度测量间距4.2.2.1. 普通间距检测内外螺纹螺距和锥度时,应从首牙完整螺纹或末牙完整螺纹之间以1英寸为间距进行,如果最后若干牙螺纹不足一个测量间距,则与前一测量间距重叠测量。
测量接触点不得超出末牙完整螺纹位置。
API规范石油专用管材螺纹
94 年曾以 API Spec5 CT,92 年第 4 版为主,修订编写了细则的第三 版,但尚未定稿,95 年 Spec5CT 第五版又出版了,最新的 5CT 在章节编 排和内容上,又有了很大变化,因此又重新编写本细则的第三版的第二版 的第二稿。
〞(3.18mm)
4.管子圆度在规范中没有要求;对电焊管的圆度一般按补充订货技术
要求进行检查。
5.电焊管焊缝高度和修整:在 7.7 节中规定:
电焊油管和套管焊缝外表面应修整到基本齐平状态;
电焊油管和套管焊缝内表面应修整应达到:
(1)基本齐平 (2)不应带毛边。
修整尺寸要求:
a、对 1、2 组:
(1)套管的内焊缝高度不应超过 0.045〞(1.14mm)
协议为检验依据的标准。
API 标准有:Spec 5CT、STD 5B
5CT 中钢级分组如下:1 组:H J K N 级钢;2 组:L C T 级
钢;3 组:P 级钢;4 组:Q 级钢。
1.2.2管体尺寸、2 管体尺寸、单重、通径的标准要求-Spec 5CT。
1. 在 7.10.1、7.10.2 和 7.10.3 节中对外径、壁厚、单重公
产品、规格
通径规尺寸(最小)
长度
直径
≤2 7/8〞
42〞(1067mm)
d-3/32〞(d-2.38mm)
≥3 1/2〞
42〞(1067mm)
d-1/8〞(d-3.18mm)
当合同规定的对 7〞~13 3/8〞的套管作大径通径套管供货时,通径
规应符合表 27 的规定;当合同规定用作油管的尺寸大于 4 1/2〞,但又
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《API圆螺纹套管螺纹检验》API圆螺纹套管螺纹检验1.总则本文适用于按API 5B标准,并依据宝钢分公司钢管厂制定的内控标准生产的圆螺纹套管,包括了螺纹尺寸要求、螺纹测量方法、螺纹测量单项仪的使用和方法及以质量要求,S13密封槽。
2.检验项目检验项目分专项检查项目和常规检验2.1. 专项检查项目:外观检查、锥度、螺距、齿高、紧密距、外螺纹有效螺纹长度、内螺纹同轴度。
2.2. 常规检验项目3.检验前的准备3.1. 量具准备检验前根据所检产品规格,准备相应的量具量规及板规,并对量具进行有效性的检查及校对,单项仪的检查及查对见单项参数检验,同时应检查量具的编号,有效期及合格证是否齐全。
3.2. 待检产品准备检验前,先用压缩空气将残留在螺纹表面的乳化液、铁屑等异物吹干净。
用工业百洁布或气动纸砂轮打磨去除螺纹表面、螺纹始端和特殊的毛刺和尖锐边缘。
螺纹始端的严重翻边必须去除。
修磨后,应先用回丝擦干螺纹表面,再用压缩空气吹净螺纹表面上残留的金属粉末、铁屑等异物。
第 1 页共 14 页《API圆螺纹套管螺纹检验》4. 螺纹检验4.1. 测量位置4.1.1. 首牙完整螺纹的定位对于外螺纹是最靠近倒角的螺纹,对于内螺纹是最靠近端面的螺纹。
且其齿根两侧各有一个全顶螺纹。
4.1.2. 末牙完整螺纹的定位圆螺纹套管是管端至螺纹消失点实测长度减去12.70mm处,即螺纹参数控制长度TECL,内螺纹末牙完整螺纹的位置:在距离油、套管接箍中心J+1牙处。
4.2. 测量间距4.2.1. 齿高测量间距检测内外螺纹时,测量应在首牙完整螺纹和末牙完整螺纹之间以1英寸为间距进行,测量接触点不超过末牙完整螺纹位置。
4.2.2. 螺距和锥度测量间距4.2.2.1. 普通间距检测内外螺纹螺距和锥度时,应从首牙完整螺纹或末牙完整螺纹之间以1英寸为间距进行,如果最后若干牙螺纹不足一个测量间距,则与前一测量间距重叠测量。
测量接触点不得超出末牙完整螺纹位置。
4.2.2.2. 螺纹螺距间距检测内外螺纹螺距累积误差应在首牙完整螺纹和末牙完整螺纹间某一间距内进行,该间距长度等于0.5英寸的最大倍数。
5. 检验方法与质量要求5.1. 外观检验5.1.1. 采用视觉、手感等方法进行检验5.1.2. 检验频度每件5.1.3. 质量要求从管端起,在外螺纹全顶螺纹的最小长度(Lc)范围内和接箍端面至接箍中心J+1牙的平面内,螺纹应无明显的撕裂、刀伤、划痕、铁屑镏、台肩、波纹或破坏螺纹连续性的任何缺欠,外螺纹起始点应位于管端倒角面上并距管端面大于第 2 页共 14 页《API圆螺纹套管螺纹检验》1mm,螺纹加工应具有一定的牙形和尺寸精度及粗糙度,以便经牢固机紧后能做到紧密连接并能承受4次机紧上卸扣操作而不损伤螺纹,同时接箍外表和距公扣管端300mm内不允许存在肉眼可见的缺陷。
5.2. 锥度检验5.2.1. 锥度定义API圆螺纹套管螺纹锥度的定义是螺纹中径的增加量,单位为in/in或mm/in。
5.2.2. 检查和调整量规5.2.2.1. 检查和调整量规的有效性选配锥度规的可调测量臂,API圆螺纹套管测头为球形,测头直径1.89mm,设置适当的间距,使锥度规能够测量工件的最小和最大部份。
5.2.3. 测量步骤将锥度规上的固定球形测头放在第一牙完整螺纹的牙槽内,而把活动测头放在对侧同一螺纹的牙槽内,保持固定测头不动,活动测头作小圆弧摆动;调节指示表使零位与最大读数重合。
锥度规沿同一条圆锥母线轴向移动规定的间距,以同样的方法小圆弧摆动活动测头,此时指示表上的示值即为该规定的间距内的锥度值。
5.2.4. 检验频度每班首检三件外,检验频度不得低于10%,当设备发生故障或者更新加工程序重新加工时,应按首件进行检验,当抽检中发现锥度不合,必须往前逐根检验,直至合格。
5.2.5. 质量要求5.3. 螺距检验5.3.1. 螺距定义第 3 页共 14 页《API圆螺纹套管螺纹检验》螺距定义:螺纹上某一点至相邻螺纹上对应点之间的距离,测量时须平行于螺纹轴线。
5.3.2. 检验和调整量规正确选配螺距规测头,API圆螺纹套管测头为球形,测头直径1.829mm,调整固定测头,使测头间距等于待测螺纹的间距。
使用螺距标准样块,将螺距规指示表校零。
5.3.3. 螺距测量步骤量规测头置于相应的螺纹槽内,以固定测头为轴心,在测量线的两侧旋转一小圆弧,读出的正或负的读数,就是螺距误差。
5.3.4. 测量频度每班首检三件外,检验频度不得低于10%,当设备发生故障重新加工时,应按首件进行检验,当抽检中发现螺距不合,必须往前逐根检验,直至合格。
5.3.5. 质量要求5.4. 齿高检验 5.4.1. 齿高定义螺纹牙顶与牙底之间垂直于螺纹轴线的距离。
5.4.2. 检查和调整量规5.4.2.1. 检查齿高量规及标准样块的有效性选配齿高量规的测头,圆螺纹齿高量规测头为锥形,最大锥角50°,测头尺寸和形状不得接触被测螺纹的侧面。
量规应根据所测螺纹采用相应的U型槽校对。
量规测头置入相应槽内时,量规测砧应置于标准样块相应平面上,然后左右两侧小幅摆动量规,当指针在最小读数处停止摆动时,即转动指示表盘使零位与指针重合。
量规还应根据所测螺纹置入相应的V型槽内比对,量规在标准样块的第 4 页共 14 页《API圆螺纹套管螺纹检验》V型槽与U型槽校对的读数变动不得超过0.0005in(0.013mm),如果超出,则测头可能已磨损,应予以更换。
5.4.3. 齿高测量步骤量规测头置入相应螺纹槽内,同时,测砧应平行于螺纹轴线并置于相邻的螺纹牙顶上(避开不完整螺纹),然后将量规在垂直于圆锥母线的位置两侧作小圆弧左右摆动,当指针在某平衡点处停止摆动时,此读数即为齿高误差。
5.4.4. 检验频度每班首检三件外,检验频度不得低于10%,当设备发生故障重新加工时或更换梳刀后,应按首件进行检验,当抽检中发现齿高不合,必须往前逐根检验,直至合格。
5.4.5. 质量要求5.5. 综合测量(紧密距)5.5.1. 定义紧密距为螺纹手紧面的中径和螺纹单项参数的综合尺寸体现。
5.5.2. 测量前的准备工作根据不同规格选用经过校对的螺纹环规或螺纹塞规,计算紧密距检验使用值及合格范围。
并用压缩空气吹净后待用。
环规对管端紧密距为P和P1,塞规对接箍端面或内螺纹端面的紧密距为A和A+(S1-S)。
5.5.3. 测量步骤使用量规前应确认工件螺纹表面的毛刺已得到有效去除,并用压缩空气吹净工件的螺纹表面及量规螺纹表面。
然后用均匀的力手紧至螺纹啮合,测量P值或A 值。
5.5.4. 测量频度每班首检三件外,测量频度不得低于20%,当更换刀具、调整刀补值或设备第 5 页共 14 页《API圆螺纹套管螺纹检验》发生故障重新加工时,应按首件进行检验,直至紧密距合格并数值稳定,当抽检中发现紧密距不合,必须往前逐件检验直至合格。
5.5.5. 质量要求单位:mm注:①适用于低于P110钢级的接箍。
②适用于P110钢级或理高钢级的接箍。
5.6. 有效螺纹长度L2 5.6.1. 有效螺纹长度定义有效螺纹长度指公螺纹从管端起至有效螺纹长度截面位置的距离,即管端至螺纹12°退刀点的距离。
5.6.2. 检查量具使用L2专用量具和适当量程的深度游标卡尺进行检验。
使用前,应检查这些量具的有效性。
5.6.3. 测量步骤将L2专用量具的表座底部坐在工件完整螺纹上,测头置入完整螺纹牙槽底部,转动百分表盘使长指针与零位重合(同时观察短指针所指位置),然后往螺第 6 页共 14 页《API圆螺纹套管螺纹检验》尾方向逐牙轴向移动检测装置,采用表座底部坐在工件螺纹上,测头置入螺纹牙槽底部的方法测量,直至长指针在某牙偏离零位,指示增量时,随即平稳、缓慢地逆时针周向移动量具,直至长指针在“某点位置”时复归零位(此时短指针也应复归原位),即以该“某点位置”为退刀点,标记该点,用深度游标卡尺测量管端至该点的距离,即为工件有效螺纹长度。
5.6.4. 检验频度每班首检三件外,当更换加工程序或修正Z方向刀补后必须检查L2长度。
5.6.5. 质量要求5.7. 接箍螺纹同轴度 5.7.1. 接箍螺纹同轴度定义接箍两端螺纹圆锥轴线应呈一直线贯穿,可用以下量表示:角度位移:被测接箍的一个或二个螺纹圆锥相对于轴线中心的角度偏差;同心度:被测接箍的一个或二个螺纹圆锥相对于轴线中心的同心度偏差。
5.7.2. 检查和调整量规正确选配同轴度规测头,量规测头为球形,测头直径1.829mm。
5.7.3. 同轴度测量步骤第 7 页共 14 页《API圆螺纹套管螺纹检验》使用前应检查量规的有效性。
测量时将两测头平行于螺纹轴线置于螺纹槽内,两侧的测头距接箍中心的距离应相等,且该距离不小于2J+2P,然后沿着螺纹槽旋转一周,指示表指针的最大摆动范围(即最大和最小读数之间的间隔)不得超过下列公式确定的数值:R=式中:EA 240R——指示表指针的最大允许摆动范围 E——量规测头检测位置的接箍螺纹中径A——每20英尺的最大允许轴线不重合量(要求:0.75英寸/20英尺) 5.7.4. 测量频度每班首检三件外在设备翻转卡盘发生故障或设备大修后也要求测量。
当用户有要求时按同一台设备加工的同一规格每100件抽检1件。
5.7.5. 质量要求最大同轴度允许偏差:单位:mm5.8. SR13密封槽检验第 8 页共 14 页《API圆螺纹套管螺纹检验》5.8.1. 密封槽定义:按附录7 SR13在接箍两端螺纹相应位置加工用于装配非金属密封环的割槽。
5.8.2. 检查量规有效性密封槽尺寸可用板规和内锥度规及标准样块进行检验。
使用前应检查这些量规的有效性。
5.8.3. 测量步骤密封槽板规可用来检验密封槽距接箍端面的距离和密封槽宽度。
根据产品规格选择标准样块。
内锥度规选配Φ3.658mm球形测头。
根据待检密封槽直径,设置内锥度规两测量臂的间距,然后在标准样块上校准零位。
将内锥度规两测头置入密封槽内,保持固定测头不动,活动测头作小圆弧摆动,指示表显示的最大读数即为密封槽直径误差。
5.8.4. 测量频度首检三件,当修改程度、修正刀补值、更换刀片后按首检要求进行三件检查,正常加工过程中按10%抽检。
5.8.5. 质量要求密封槽的加工应与螺纹加工在一次装夹中完成,密封槽侧与相邻螺纹不允许存在条带或带状毛剌和未切净的夹层。
非金属密封环采用含25%玻璃纤维的纯四氟乙烯制造。
密封槽的尺寸、密封环的尺寸和公差应符合下述要求。
第 9 页共 14 页《API圆螺纹套管螺纹检验》5.9. 常规检验5.9.1. 外径螺纹长度检验 5.9.1.1. 外螺纹长度定义管端至螺纹消失点长度定义为螺纹总长L4,L4-28.58mm定义为从管端起全顶螺纹的最小长度Lc。