全钢子午线轮胎10.00R20测温报告
全钢载重子午线轮胎硫化温度的测定

全钢载重子午线轮胎硫化温度的测定
逄华;沈世刚;王同波
【期刊名称】《轮胎工业》
【年(卷),期】2003(023)011
【摘要】通过智能硫化测温仪对9.00R20 16PR和10.00R20 16PR载重子午线轮胎进行硫化测温.通过对测温结果进行分析和计算发现,胎肩和胎面部位存在一定程度的欠硫.依据测温结果将外部硫化温度由151℃提高到155℃,改进后轮胎高速性能得到提高.
【总页数】3页(P674-676)
【作者】逄华;沈世刚;王同波
【作者单位】双星华青轮胎总公司,山东,青岛,266400;双星华青轮胎总公司,山东,青岛,266400;双星华青轮胎总公司,山东,青岛,266400
【正文语种】中文
【中图分类】U463.341+.6;TQ330.4
【相关文献】
1.GC/MS内标法测定全钢载重子午线轮胎中的多环芳烃含量 [J], 董彩玉;苍飞飞
2.从载重轮胎子午化率分析我国全钢载重子午线轮胎的发展趋势 [J], 秦义祥
3.根据无内胎全钢载重子午线轮胎花纹圈进行有内胎全钢载重子午线轮胎的设计[J], 权艳;孔令夫;韩卫宾;陆敏
4.硫化温度对全钢载重子午线轮胎粘合胶料性能的影响 [J], 郭杨;梁俐
5.硫化温度及硫化程度对全钢载重子午线轮胎胎面胶性能的影响 [J], 丛明辉;吕丹丹;林科;周鹏程;董凌波
因版权原因,仅展示原文概要,查看原文内容请购买。
全钢子午线轮胎10.00R20测温报告

1硫化测温准备工作1.1测温轮胎规格:测试轮胎为10.00R20规格XXX花纹16PR的全钢子午线轮胎。
1.2主要试验设备:高铁硫化仪、硫化测温仪、笔记本电脑、63.5”双模定型硫化机等。
1.3测温模具准备:根据测温导线总数,将测温用硫化模下侧模板开1个直径20mm的圆孔,留出导线口。
1.4测温导线的准备:此次测温选取WL-Ⅳ型热电偶,将埋入轮胎的一端进行绞接,并将每对热电偶标识。
根据测温点数量,准备24对热电偶线。
1.5埋线位置的确定:根据硫化测温资料和测温经验,我们重点选那些重要而又具有代表性的位置,如:在轮胎使用中易出现质量问题的子口、胎肩、胎冠等位置。
详见附图。
1.6埋线:此次测温选择胎胚成型时埋线,依据预先确定并绘制的埋线图,及半成品设计尺寸与施工标准,对成型好的胎胚依次准确定位埋线,并进行固定。
2测温我们于10月30日对10.00R20的XXX花纹16PR规格进行了测温,选择A2硫化机,按照现硫化工艺条件进行硫化。
硫化工艺附后。
硫化计时开始后,测温间隔时间取10秒。
在轮胎硫化结束出模后,正常条件下自然冷却至130℃左右为止。
3各部位胶料活化能计算取轮胎各部件共12种胶料分别做141℃、151℃、161℃三个温度下的不同硫化程度条件,根据阿累尼乌斯方程求算出各部件胶料活化能。
阿累尼乌斯方程:log(τ1/τ2)=E/(2.303R)*((t2-t1)/t2*t1)τ1、τ2: 正硫化时间t90 (min);t1、t2: 硫化温度(K)E: 活化能(KJ/mol)R: 气体常数(8.3143J/mol*K)4测温数据的处理根据试验室做出的151℃各胶料T90值以及求算出的胶料活化能,运用阿累尼乌斯方程对测温记录数据进行处理,求算出151℃等效硫化时间,并得出当前工艺条件下轮胎硫化程度。
上述过程采用硫化测温仪自动计算。
等效硫化时间计算公式:Tg= exp{E/R(1/T0–1/T)}dttm: 硫化终止时间(min)ts: 硫化起始时间(min)E: 活化能(KJ/mol)R: 气体常数(8.3143 J/mol*K)T0: 硫化基准温度(K)T: 硫化测得温度(K)5结果讨论与建议1在正硫化结束时,各部件的硫化程度除18点(胎肩部位)外均已达到正硫化点。
全钢载重子午线轮胎胎里周向不平的原因分析及解决措施

全钢载重子午线轮胎胎里周向不平的原因分析及解决措施248轮胎工业2008年第28卷全钢载重子午线轮胎胎里周向不平的原因分析及解决措施张春生(杭州朝阳橡胶有限公司,浙江杭州310018)摘要:分析零度带束层伸张值,胎肩压合宽度,辅鼓周长和硫化定型压力等结构及工艺参数对胎里周向不平的影响.通过优化零度带束层伸张值,合理匹配胎肩压合宽度与模具行驶面宽度,调整成型时锁块压力,硫化定型压力等措施,有效地解决了全钢载重子午线轮胎胎里周向不平的质量缺陷.关键词:全钢载重子午线轮胎;胎里周向不平;零度带束层伸张值;压合宽度中图分类号:U463.34l.3/.6文献标识码:B文章编号:1006—8l7l(2008)04—0248—02 全钢载重子午线轮胎肩部损坏是在国内强载和高速公路运输情况下较常见的一种损坏现象.胎里周向不平不仅影响轮胎的速度和耐久性能,而且导致轮胎在使用过程中发生肩空,肩爆和内露线等质量问题.本工作针对10.00R20,12.00R20和225/70R19.5等规格轮胎胎里周向不平缺陷从结构和工艺两个方面进行分析,提出相应的解决措施.1原因分析我公司生产的部分规格全钢载重子午线轮胎阶段性出现胎里周向不平外观缺陷,而且零度带束层结构轮胎比3层或4层带束层结构轮胎更容易发生胎里周向不平.分析认为,产品施工设计过程中零度带束层伸张值过大,或轮胎进行轻量化后未对零度带束层伸张值进行修正,胎坯入模硫化时受零度带束层的束紧作用,相应部位出现反拱;胎面肩宽过大,在成型过程中胎肩压合宽度过大,导致合模时冠部胎面和带束层向内侧收缩而出现反拱;胎肩压合宽度过小,肩部材料不足,带束层边部对应位置的内部材料外移造成肩部材料过薄;另外,硫化定型压力和成型锁块锁紧压力等均会对胎里周向不平外观缺陷产生影响.作者简介:张春生(1975一),男,黑龙江宾县人,杭州朝阳橡胶有限公司工程师,学士,主要从事轮胎结构设计及工艺管理_=[作.1.1零度带束层的影响零度带束层结构轮胎肩部的刚性较大,能有效地减轻轮胎扭转引起的肩部损坏.零度带束层保证了轮胎在高速行驶时的尺寸稳定性,减小了带束层边部应力和生热,提高了轮胎的使用性能.但此种结构轮胎因受零度带束层箍紧的作用,制造过程中容易产生胎里周向不平,使用过程中容易磨肩.零度带束层一般采用高伸长的3×7×0.20HE钢丝帘线,其破断伸长率较高,弹性模量较低.零度带束层伸张率一般控制在0.02~0.47.零度带束层伸张值过大,胎坯硫化过程中在内压作用下膨胀,受到零度带束层的束缚而发生内拱,导致肩部材料不足,内层胶料径向流动,通过埋线分析可以看到内衬层,胎体等胶料界面外移;零度带束层伸张值过小,容易出现零度带束层弯曲.零度带束层在引出过程中阻力过大,会造成零度带束层张力过大,导致轮胎发生胎里拱.1.2胎面肩宽的影响胎面肩宽设计过小,成型时胎肩压合宽度不足,硫化时胎肩部位材料过少,内衬层,胎体胶料外移填充,在对应部位发生胎里露线和反弧现象.胎面肩宽设计值过大,在带束层端点对应部位或胎冠中部材料过剩,装模时形成胎里反弧;若胎面胶和胎肩垫胶的尺寸过大,还会造成胎肩帘线弯曲或花纹沟处稀线.第4期张春生.全钢载重子午线轮胎胎里周向不平的原因分析及解决措施249 1.3其它原因(1)胎面气孔率过大,尤其是气孔集中在胎面中心,硫化时压缩率增大,胎面中心厚度减小,导致胎面中心部位内凹.(2)成型鼓扇形块压力不足,不能有效锁紧胎圈,在内压作用下,使胎体内抽,造成内轮廓变形,产生胎里反弧.(3)胎肩垫胶定位偏内或偏外均导致肩部材料分布不均匀而出现局部反弧.(4)胎冠组合件整体偏歪,造成冠部材料分布不均.(5)硫化定型时压力过大,胎体内抽,胎面和带束层压缩内凹.2解决措施2.1挤出工艺(1)在保证胎面质量大小不变的前提下,胎肩宽度加大12mm,胎肩厚度减小1.5mm.(2)通过调节挤出机螺杆转速,提高机头压力,减小胎面气孔率.(3)定期检查胎面,胎肩垫胶等部件尺寸,并安装离线检测设备,避免因局部尺寸不合适而造成胎里拱起.2.2成型工艺(1)针对10.00R20规格轮胎胎里周向不平缺陷,测算零度带束层伸张率为0.83,将辅鼓周长增大15mm后,测算零度带束层伸张率为0.35.另外对12.00R20规格轮胎也进行了相应调整,效果很好.(2)增设胎肩压合宽度标定灯标,确保成型时肩宽在设定范围内.(3)避免胎面不正或偏移.胎坯存放时间以2~24h为宜,特殊情况不超过72h,避免因胎坯存放时间过长胎面等部位变形.每班或更换规格时检查传递环是否到位以及主辅鼓中心灯标对中情况.(4)降低成型时定型压力,保证胎坯形状达到设计要求,左右胎体滑移控制在2mm以内.2.3硫化工艺e1)制定模具脱模剂,胶囊隔离剂喷涂标准,避免模具表面脱模剂过多,定型不正.脱模剂和隔离剂喷涂由手动喷枪改为气动喷枪.(2)调整定型压力.一次定型压力为0.03~0.05MPa,二次定型压力为0.05t0.07MPa.(3)检查标定硫化胶囊径向和周向伸张,避免因其偏大或形状不合适,导致轮胎硫化后内轮廓发生变化而出现胎里拱起现象.(4)增加对活络块收缩的检查,避免因活络块回缩,冠部整体偏歪而出现胎里拱起现象.3结语通过调整胎肩部位结构设计,加强工艺控制,优化挤出,成型,硫化等工艺参数,有效地解决了10.00R20,12.00R20和225/70R19.5等规格轮胎胎里不平缺陷.收稿日期:2007-l】一l9ATC公司工程机械轮胎进入亚洲市场中图分类号:U463.341.2文献标识码:D美国《橡胶世界》(www.rubberworld.eom) 2008年2月13日报道:美国ATC轮胎公司生产的Colorado牌工程机械轮胎从2008年开始进入亚洲市场.目前已经有几个装载了轮胎轮辋直径为889和1245 ram(35和49英寸)的Colorado牌工程机械轮胎的集装箱被运抵南亚和中东地区,在未来10个月里还将有10多个集装箱的工程机械轮胎被运往该地区.此外,ATC公司轮胎轮辋直径为l295和1448ram(51和57英寸)的工程机械轮胎也将很快运抵亚洲市场.亚洲工程机械轮胎市场长期以来被日本,法国,俄罗斯和中国所占据,这是ATC公司首次直接进入亚洲国家.根据目前亚洲市场对工程机械轮胎的需求,2008年ATC公司将向亚洲市场投放价值1亿美元的工程机械轮胎,这不仅会给中国和俄罗斯的工程机械轮胎产品带来威胁,而且ATC公司将采取相应的措施与普利司通,米其林等世界轮胎巨头展开竞争.ATC公司是美国四大工程机械轮胎公司之一,主要服务于全球矿山,建筑和港口运输领域. (《RubberAsia》北京办事处梁金兰摘译)。
热板式硫化全钢载重子午线轮胎胎圈欠硫的原因分析及预防措施

440轮胎工业2019年第39卷热板式硫化全钢载重子午线轮胎胎圈欠硫的原因分析及预防措施王胜利,岳智勇,王志平,张玲欣,贾永军(风神轮胎股份有限公司,河南焦作454150)摘要:介绍热板式硫化全钢载重子午线轮胎胎圈欠硫的检查方法。
从卡盘密封泄漏、胶囊与卡盘结合部泄漏、回水温度传感器测温失真、内外温度下降等方面分析造成胎圈欠硫的原因,并提出相应的预防措施,从而降低生产过程中胎圈欠硫的发生风险。
关键词:全钢载重子午线轮胎;热板式硫化机;胎圈欠硫中图分类号:U463.341+.3/.6;TQ330.6+7文章编号:1006-8171(2019)07-0440-03文献标志码:B DOI:10.12135/j.issn.1006-8171.2019.07.0440胎圈欠硫是热板式硫化机硫化轮胎外观缺陷之一:轻微的胎圈欠硫从外观不易判断,容易漏检,但对轮胎质量影响很大,会带来严重的安全风险。
目前全钢载重子午线轮胎硫化主要采用热板式双模硫化机"1。
热板式硫化机对蒸汽室部分泄漏及温控失真而实际温度降低导致的温度波动非常敏感,因此成品轮胎欠硫从程度上分为严重欠硫和轻微欠硫两种。
严重欠硫典型表现为成品轮胎鼓包、表面有蜂窝状气泡、大面积胶料发粘等,在外观上表现明显,易于检查,漏检风险较小,而轻微欠硫现象漏检风险较大。
胎圈轻微欠硫典型外观表现见图1。
1胎圈欠硫检查方法全钢载重子午线轮胎成品外观检查主要是通过人工滚动轮胎进行,极少数企业辅以检测平台检查,即主要采用眼看、手摸、仪器测量的方式。
对胎圈轻微欠硫的主要判别方法和依据如下。
(1)眼看。
全钢载重子午线轮胎成品出现胎圈欠硫,胎圈胶料颜色明显亮且黑,有时还会出现变色现象,与正常部位有区别(见图2)。
(2)手摸。
用指甲掐胎圈部位后观察胶料是作者简介:王胜利(1975-),男,河南孟州人,风神轮胎股份有限公司助理T.程师,主要从事轮胎生产工艺管理工作。
E mail:wangshengli@图1轻微欠硫成品轮胎胎圈图2轻微欠硫成品轮胎外观否有弹性,如出现指甲痕迹证明欠硫,见图3。
全钢子午线轮胎胎圈耐久性能试验方法有限元验证
理论•研究第10期全钢子午线轮胎胎圈耐久性能试验方法有限元验证张伟伟,刘岩,罗哲[浦林成山(青岛)工业研究设计有限公司,山东青岛266000]摘要:对12R22.5无内胎和12.00R20有内胎全钢子午线轮胎进行有限元仿真分析,分别对有、无胎面两种模型的轮胎胎圈部位进行受力分析,对比胎体反包端点应变能密度。
结果表明,磨掉胎面轮胎的胎圈部位受力情况与正常轮胎相当,因此磨掉胎面再进行胎圈耐久性能试验能够更有效地反映正常轮胎的胎圈受力情况。
关键词:全钢子午线轮胎;胎圈;耐久性能;无胎面;有限元分析;应变能密度中图分类号:U463.341+.3;O241.82文章编号:2095-5448(2019)10-0557-03文献标志码:A DOI:10.12137/j.issn.2095-5448.2019.10.0557轮胎耐久性能是室内轮胎标准检验项目之一,是与轮胎安全性相关的强制性试验项目。
一般在直径为1.7m的试验转鼓上检验轮胎耐久性能,只有耐久性能满足要求的轮胎才能进入市场“叫当按照国家标准耐久性能试验方法进行试验时,轮胎胎肩往往会早于胎圈损坏这是由于胎面胶较厚,胎肩部位因变形产生的热量不断积累且散热较慢而导致提前损坏,发生这种情况将无法评估胎圈的耐久性能。
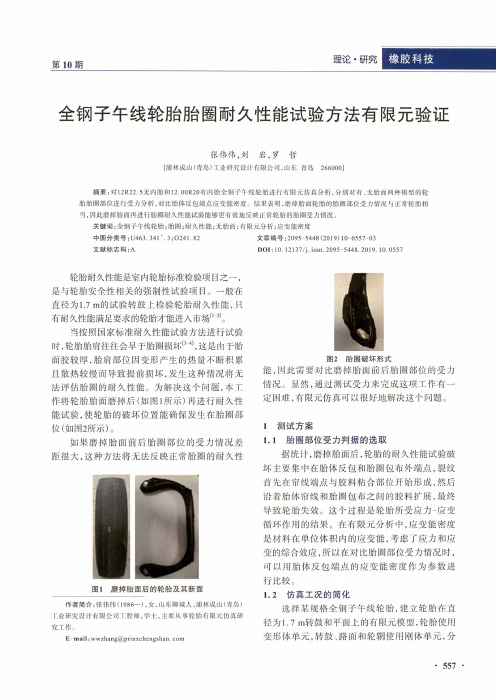
为解决这个问题,本工作将轮胎胎面磨掉后(如图1所示)再进行耐久性能试验,使轮胎的破坏位置能确保发生在胎圈部位(如图2所示)。
如果磨掉胎面前后胎圈部位的受力情况差距很大,这种方法将无法反映正常胎圈的耐久性图1磨掉胎面后的轮胎及其断面作者简介:张伟伟(1986-),女,山东聊城人.浦林成山(青岛)工业研究设计有限公司工程师.学士.主要从事轮胎有限元仿真研究工作。
E-mail:wwzhang@图2胎圈破坏形式能,因此需要对比磨掉胎面前后胎圈部位的受力情况。
显然,通过测试受力来完成这项工作有一定困难,有限元仿真可以很好地解决这个问题。
1测试方案1.1胎圈部位受力判据的选取据统计,磨掉胎面后,轮胎的耐久性能试验破坏主要集中在胎体反包和胎圈包布外端点,裂纹首先在帘线端点与胶料粘合部位开始形成,然后沿着胎体帘线和胎圈包布之间的胶料扩展,最终导致轮胎失效。
双桥区的“三大步”

双桥区的“三大步”作者:瞿灿萍来源:《当代党员》2009年第01期编者按:科学发展,重在实践。
党的十六届三中全会提出科学发展观以后,在市委、市政府的高度重视和周密部署下,全市上下紧紧围绕贯彻落实“314”总体部署,立足实际,大胆探索,开拓创新,学习贯彻科学发展观迈出了坚实的步伐,一些区县取得了明显的成效。
为了配合学习实践科学发展观活动的深入开展,本期特别刊登这组反映部分区县探索科学发展道路的经验报道。
双桥区因车而建,因车而兴。
30年来,“红岩”牌重型汽车笑傲双桥,不仅年产值占工业产值的70%以上,而且贡献了80%以上的地方财政收入。
也正因如此,长期以来,双桥区一直围绕红岩重汽打转转。
过分依赖单一的重型汽车市场,双桥经济阴晴不定:一旦重汽市场好,全区经济就好;一旦重汽市场萧条,全区经济便跟着下滑。
2003年前后,重汽市场开始萎缩。
2004年,红岩重汽的生产和销售都出现下滑,当年产量不足2万辆,同比下降3.6%。
红岩重汽一“呛水”,区域经济跟着“呛水”,全区大小260余家零部件制造企业也跟着遭殃。
双桥人形象地将这一现象称为:“重汽一感冒,双桥打喷嚏。
”面对这种“不可持续”的产业发展困境,双桥区围绕汽车产业的上下游,迈开了科学发展的三大步——■ 从闭门造车到外引内联红岩重汽生产和销售的双下滑,让双桥上下都捏了一把汗:重汽究竟怎么了?红岩究竟怎么了?双桥区领导深入调研后发现,红岩重汽产品技术老化、车型品种单一,如果没有雄厚的资金注入,没有先进的技术支撑,红岩重汽将难逃被市场淘汰的厄运。
“我们不能坐以待毙,必须主动走出去,外引内联,强身健体。
”双桥区领导与企业领导形成共识。
经过考察,上汽股份和意大利依维柯进入双桥的视野。
上汽股份拥有充裕的资金和布局商用车的强烈愿望,意大利依维柯有成熟的产品线,正着力发展中国重卡市场,急于寻求合作伙伴。
如能与这些企业合资合作,无疑将为红岩重汽带来重振雄风的希望。
在历经“德隆系危机”、“股权回购”、“合资名额之困”的一波三折后,在市委、市政府的支持下,红岩重汽与上汽股份、意大利依维柯之间的重组,终于尘埃落定。
全钢载重子午线轮胎质量鉴定知识
精品ppt模板
侧滑角度越大,磨耗量越大,温度越高。频繁的急转 弯容易造成子口锯齿形裂口。
What is 城市轨道交通 urban rail transport
精品ppt模板
刹车前瞬间速度越高,磨耗量越大,制动频次多,升 温快,磨耗量也大。
What is 城市轨道交通 urban rail transport
精品ppt模板
1、复轮间隙一般不能小于13mm。
2、当双胎外径差分别为0.5mm、1mm、1.5mm时,使用 轮胎的磨损分别是正常磨损的105%、108%和114%
What is 城市轨道交通 urban rail transport
精品ppt模板
正常换位,校正到最佳状态时,轮胎综合寿命能达到 122%
What is 城市轨道交通 urban rail transport
精品ppt模板
转弯半径过小,扭力过大,子口部位易出现锯齿形裂口。
轮辋大边宽度不足易引起子口裂。
重载缺气时,易引起子口裂(20——30分钟的时间)。
新轮胎作驱动轮使用时,出现子口裂或肩空的几率大。先作 为承重轮使用一段时间后,再换位使用出现的问题相应会少 。
胎圈部件之间粘合不牢
子口反包端点无差级或端点低
胎圈挂胶不好
下三角硬度不够/抗撕裂强度低。如撕裂状/分层/有气泡/严 重的呈海棉状
含气泡或杂质
胎圈部件散热性能不好
What is 城市轨道交通 urban rail transport
精品ppt模板
结构设计或生产工艺问题。 性能问题---能力问题如散热能力,承载能力(子口
生热脱层(性能问题)
撞击、挤压、撕裂脱层
轮胎硫化时间的优化

cure
degree.The results of the curing tempera—
ture-measuring and the durability experiments of cured tire showed that the tire 9.00R2016PRS811 was overcured
cure to a
certain extent,and the properties of cured tire did
to
not
attain
as
to
the optimum.The
ቤተ መጻሕፍቲ ባይዱ
time of the tire 9.00R2016PRS81 1 was shortened from 54 min
48 min
第32卷第3期
2011年6月
特种橡胶制品
Special Purpose Rubber Products
V01.32
NO.3
2011
June
轮胎硫化时间的优化
赵菲,夏荣芝,毕雪玲 (青岛科技大学橡塑材料与工程教育部重点实验室,青岛
266042)
摘要:主要通过气泡点的检测和硫化程度的计算等方法优化了轮胎硫化时间。硫化测温及减时耐久性测试 结果表明,9.00R2016PRS811型轮胎存在一定程度的过硫,轮胎性能未达到最佳状态。在保证轮胎性能的前 提下,将硫化时间由原来的54rain缩短至48min,减少了能耗,提高了生产效益。
其硬三角与肩部混炼胶,青岛赛轮股份有限公司。
1.2主要设备与仪器
双模轮胎定型硫化机,LL—B1525×4220× 2,中国环球集团橡胶机械有限公司;轮胎高速耐 久性试验机,QNS4--1324型,青岛高校测控技术 有限公司;硫化仪,MDR2000型,上海埃迩法仪 器科技有限公司;硫化测温仪,TNX—F型,上海 埃迩法仪器科技有限公司;橡胶加工分析仪, RPA2000型,上海埃迩法仪器科技有限公司。 1.3选择测温部位 根据硫化测温资料和测温经验,重点选择那 些重要而又具有代表性的部位,如,轮胎使用过程 中易出现质量问题的子口、胎肩和胎冠等部位。 硫化测温时间间隔为10s。轮胎出模后,常 温条件下自然冷却,待轮胎内最高温度点降至 110℃以下时,停止测温。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1硫化测温准备工作
1.1测温轮胎规格:
测试轮胎为10.00R20规格XXX花纹16PR的全钢子午线轮胎。
1.2主要试验设备:
高铁硫化仪、硫化测温仪、笔记本电脑、63.5”双模定型硫化机等。
1.3测温模具准备:
根据测温导线总数,将测温用硫化模下侧模板开1个直径20mm的圆孔,留出导线口。
1.4测温导线的准备:
此次测温选取WL-Ⅳ型热电偶,将埋入轮胎的一端进行绞接,并将每对热电偶标识。
根据测温点数量,准备24对热电偶线。
1.5埋线位置的确定:
根据硫化测温资料和测温经验,我们重点选那些重要而又具有代表性的位置,如:在轮胎使用中易出现质量问题的子口、胎肩、胎冠等位置。
详见附图。
1.6埋线:
此次测温选择胎胚成型时埋线,依据预先确定并绘制的埋线图,及半成品设计尺寸与施工标准,对成型好的胎胚依次准确定位埋线,并进行固定。
2测温
我们于10月30日对10.00R20的XXX花纹16PR规格进行了测温,选择A2硫化机,按照现硫化工艺条件进行硫化。
硫化工艺附后。
硫化计时开始后,测温间隔时间取10秒。
在轮胎硫化结束出模后,正常条件下自然冷却至130℃左右为止。
3各部位胶料活化能计算
取轮胎各部件共12种胶料分别做141℃、151℃、161℃三个温度下的不同硫化程度
条件,根据阿累尼乌斯方程求算出各部件胶料活化能。
阿累尼乌斯方程:log(τ1/τ2)=E/(2.303R)*((t2-t1)/t2*t1)
τ1、τ2: 正硫化时间t90 (min);
t1、t2: 硫化温度(K)
E: 活化能(KJ/mol)
R: 气体常数(8.3143J/mol*K)
4测温数据的处理
根据试验室做出的151℃各胶料T90值以及求算出的胶料活化能,运用阿累尼乌斯方程对测温记录数据进行处理,求算出151℃等效硫化时间,并得出当前工艺条件下轮胎硫化程度。
上述过程采用硫化测温仪自动计算。
等效硫化时间计算公式:Tg= exp{E/R(1/T0–1/T)}dt
tm: 硫化终止时间(min)
ts: 硫化起始时间(min)
E: 活化能(KJ/mol)
R: 气体常数(8.3143 J/mol*K)
T0: 硫化基准温度(K)
T: 硫化测得温度(K)
5结果讨论与建议
1在正硫化结束时,各部件的硫化程度除18点(胎肩部位)外均已达到正硫化点。
2胎肩部过硫程度最小为77.09%。
正硫化结束时该部位欠硫,,硫化程度为
-11.20%,通过硫化后效应而完成的。
子口部位过硫程度超过800%,正硫化结束时该部位过硫,硫化程度已经为519%。
其他部位在硫化结束时硫化程度都超过了90%。
3有些点(如第1、21点)在硫化过程中有加大波动,原因待查。
4显示屏的显示蒸汽压力与压力表的蒸汽压力相差约1bar;活络块与侧板的实测温度比设定温度高7-10℃。
5应组织与设备有关人员对此次测温发现的问题,进行详细地分析,找出可能存在的问题。
轮胎硫化测温报告
报告编制人:
正硫化后硫化
101.55
103.43
35.52
109.77 81.69
28.00/14.00 132.49 82.15
16.50/32.00 145.36 66.71
129.19
133.63 92.58
120.90
18.00/28.00 125.91 132.14 109.98 22.16
115.71
18.00/28.00 119.78 125.30 102.23 23.07
121.78
14.00/16.50 112.12 70.02
注:1. 13#测温线断开,没有提取数据。
2. 23#、24#两点分别是测试下侧板、活络块温度。
附:埋线部位及胶料说明
1# 胎冠中部,胎冠胶料与模具之间。
1345-BASE胶料。
2# 胎冠中部,胎冠胶料的下部。
1345-BASE胶料。
3# 胎冠中部,内衬层与胶囊之间。
8385-LIB胶料。
4# 下模胎冠肩部, 胎冠胶料与模具之间。
1345-BASE胶料。
5# 下模胎冠肩部,靠近带束层,胎冠下胶片与垫胶间。
5310-ANN和3255-THC胶料之间。
6# 下模胎侧大变形区,胎侧与模具。
2245-ESD胶料。
7# 下模,胎体反包端点。
4310-ALT和9235-TMD(上三角)胶料。
8# 下三角与钢丝圈之间。
9315-TVPA和9280-ATG胶料。
9# 上模胎冠肩部, 胎冠胶料与模具之间。
1345-BASE胶料。
10# 上模胎冠肩部,胎冠下胶片、0度与2#带束层之间。
5310-ANN胶料。
11# 上模胎侧大变形区,胎侧与模具。
2245-ESD胶料。
12# 上模胎侧大变形区,内衬层与胶囊之间。
8385-LIB胶料。
13# 下模硬三角部位,内衬层与胶囊之间。
8385-LIB胶料。
14# 下模,上下三角之间。
9235-TMD和9315-TVPA胶料。
15# 下模,耐磨胶料与模具之间。
2245-ESD胶料。
16# 下模胎侧大变形区,胎侧和胎体之间。
2245-ESD和4310-ALT胶料。
17# 胎冠中部,2#带束层与3#带束层之间。
5310-ANN胶料。
18# 下模胎冠肩部,胎冠下胶片胎冠胶料间。
1345-BASE胶料。
19# 上模胎冠肩部,胎冠下胶片、0度与2#带束层之间。
5310-ANN胶料。
20# 上模胎侧大变形区,胎侧和胎体之间。
2245-ESD和4310-ALT胶料。
21# 上模硬三角部位,内衬层与胶囊之间。
8385-LIB胶料。
22# 上模,上下三角之间。
9235-TMD和9315-TVPA胶料。
23# 下侧板。
24# 活络块。
附:现硫化工艺条件
内压过热水温度:173±3℃。
外部蒸汽温度152℃±2℃外部蒸汽压力 3.9±0.3巴。