全钢子午线轮胎制造工艺
子午线轮胎的结构及生产工艺

厂牌 法国米其林 日本普利斯通 意大利倍耐力 日本东洋 国产双钱
胎型 全钢子午胎 全钢子午胎 半钢子午胎 半钢子午胎 斜交胎
室温/0C 19 22 18 17 16
胎面温 度/0C
46 45 48 45 52
北京橡胶工业研究设计院
BRDI
2
子午线轮胎结构特点
子午胎的优越性
● 滚动阻力低、节省燃料 ● 高速安全、生热低 ● 耐磨、耐刺、耐用 ● 减震、舒适 轮胎的生热和热破坏是轮胎在高速行 驶条件下损坏的主要原因之一。图15和表1-6列出了子午线轮胎与同类斜 交胎在负荷下的行使温度情况。从中 可以看出,斜交轮胎的行使温度一般 比子午线轮胎高出30度左右。
北京橡胶工业研究设计院
BRDI
2
子午线轮胎结构特点
子午胎的优越性
● 滚动阻力低、节省燃料 ● 高速安全、生热低 ● 耐磨、耐刺、耐用 ● 减震、舒适
● 操纵稳定性好。
北京橡胶工业研究设计院
BRDI
2
子午线轮胎结构特点
● 1 滚动阻力低、节省燃料
北京橡胶工业研究设计院
BRDI
2
子午线轮胎结构特点
北京橡胶工业研究设计院
BRDI
2
子午线轮胎结构特点
● 5 操纵稳定性好
北京橡胶工业研究设计院
BRDI
2
子午线轮胎结构特点
子午胎的优越性
● 滚动阻力低、节省燃料 ● 高速安全、生热低 ● 耐磨、耐刺、耐用 ● 减震、舒适
● 操纵稳定性好
轮胎与路面附着是否良好,是行车安 全的一个重要条件。子午胎胎体柔软, 下沉大,胎面与路面接触面积大,接 触压力分布均匀。此外胎冠刚性大, 胎面周向滑移小,因此,胎面与路面 抓着性能好,,所以它的抓着力强, 制动性能好,操纵稳定性能好。子午 线轮胎可以安全、高速地在高速路上 行驶。从图1-6中还可以看出,子午 线轮胎的横向滑移与纵向滑移都比斜 交胎小 。
全钢丝载重子午线轮胎生产工艺及配方
全钢丝载重子午线轮胎生产工艺及配方一、全钢子午胎配方设计原则轮胎配方设计,就是按照轮胎产品使用特点、有关国际和国家规定的各项性能指标,根据橡胶原材料的性质和积累的经验,考虑橡胶原材料以及各组分之间如何配比的方案,然后通过试验验证设计目的,如能获得产品所需要的性能及各项要求,这种橡胶和各种助剂的配比方案,就是我们所设计的配方。
我们大家都清楚,无论那一种橡胶,不可能各方面性能都能达到理想的水平,这种不足就可以通过配方设计来得到补偿,以期达到改善橡胶某些方面性能的目的(包括胶料的加工性能和制品的物理机械性能)。
1.1配方的设计原则 1、对轮胎产品的性能要求、使用条件要求均要有充分正确的认识,进行有针对性的设计。
2、对轮胎各部件的特殊性能要求和胶料的加工性能(加工过程中的温度、胶料流动性等)要求要有充分正确的认识,要与轮胎结构设计工程师进行交流,既要考虑各不同部件在使用、加工过程的差异性,又要考虑它们的共性和相关性,确保各部位的胶料性能达到要求。
3、对轮胎的硫化条件包括硫化介质、硫化温度、硫化压力等要了解,对轮胎整体配方设计时,要充分考虑各个配方的硫化速度的匹配。
4、对轮胎各部位的胶料物理性能的匹配,要在充分了解硫化速度的前提下,对胶料的强度、定伸等性能进行评价。
5、配方设计时,除考虑同一配方中各配合剂之间的内在联系,同时要考虑相接触的胶料中的配合剂的联系。
如,相邻胶料配方的硫黄、促进剂等。
6、配方设计人员在考虑选取配合剂时,要避免使用有毒原材料,尽力不使用能导致职业病的配合剂和溶剂,减少污染和公害,加强劳动保护,确保操作人员的健康和环境的清洁。
7、配方设计在保证性能的前提下,一定要体现低成本和材料简单化。
1.2配方设计程序根据配方的设计原则进行配方的设计,指定配方的程序如下: 1、先要调查研究,确切了解产品的具体使用条件,诸如使用温度、压力、接触的介质、受力情况等。
根据这些调节,收集有关资料,总结以前的经验教训,拟出一系列的性能指标。
全钢丝子午胎知识及制造工艺

全钢轮胎的命名 Denomination of TBR tire
有内胎Tube type tire 11.00 R 20 16PR 149/146 K
速度符号Speed symbol 负荷指数Load index
层级(轮胎负荷能力) Ply rating (loading ability) 轮辋名义直径(英寸) Nominal diameter of rim 子午线结构代号 Symbol of Radial 名义断面宽(英寸) Nominal section width(inch)
3belts+0°belt
21
4belts
TBR轮胎发展趋势TRDeUvCelKopTmIeRnEt tCreOndMoPfOTBNREtNirTe S
国内市场Domestic market • 子午化:子午化比率逐年提高 Radial tire:radialization is now enhancing year after year. • 无内化:主要用在客车和公共汽车 Tubeless tire: it is mainly used on bus and truck.
胎体帘线:疲劳/抗磨损性能更好,和/或重量更小,成本更低 Carcass cord:better fatigue/fretting and/or lower weight/cost. - 高强度Higher strength - 无外扰丝 Wrapless - SS或ZZ帘线SS/ZZ cords
7
轮胎的分类 Sorts of tire 按骨架材料分Sort by framework 非钢丝轮胎:胎体和带束层均不是钢丝帘线,用尼龙、 纤维、聚酯等。 半钢丝轮胎:带束层是钢丝帘线 全钢丝轮胎:胎体和带束层都是钢丝帘线
全钢载重子午线轮胎成型工艺与质量控制

摘 要 : 细介 绍 全钢 载 重 子 午 线 轮 胎 成 型 操 作 方 法 及 要 点 括 生产 前 准 备 、 助 鼓 操 作 、 型鼓 操 作 和灯 光 标 尺 详 包 辅 成 调 整 。简 要 介 绍 成 型 胎 坯质 量 标 准 和 内喷 涂 操 作 应 注 意 的 问 题 。 针 对 轮 胎 常 见 质 量 缺 陷 和 成 型 机 常 见 故 障 , 出 相 提
部 两侧 各设 反 包及 助 推 胶 囊 ( . 0 2 9 0 R 0及 以下 规
c 环境 湿度 低于 5 , ) O 温度 为( 6 )℃ ; 2 ±2 d 照 明条件 为过 滤紫 外线 的 自然 光或 灯光 。 ) () 4 检查 各种 半成 品部 件或 半成 品组合 件 , 不 允许 有 焦烧 、 压痕 、 夹杂 物 、 泡 、 气 喷霜 和粘性 不足 等 问题 , 而且 各种 部件 不允 许落 地 。
否 符合 工艺 规定标 准 。 () 3 检查 工艺 条件 是否 符合 标准 。 a 动 力 用 压缩 空气 压 力 不 低 于 0 7MP , ) . a 仪 表 用压 缩空气 压 力不 低于 0 4MP ; . a
b 抽 真空 度 为 4 . 6 3 3 P ; ) 6 6 ~5 . 3k a
成胎 坯成 型全 过程 。
() 8 每班 开始 生产 或更换 半成 品部 件 时 , 检 应 查半 成 品是否 符 合 施 工标 准要 求 , 成 品存 放 器 半 具与存放 时 间必 须 符合 工 艺 要 求 , 先 后顺 序 使 按 用 。半成 品存 放 时间过 长 , 面会 产生 喷霜 , 重 表 严 影 响部件 间粘 合 ; 放 时间过 短 , 存 部件 表面水 分 的 挥发 及散热 效 果不 好 , 而且部 件 收缩也 不到 位 , 易 影 响半成 品部 件 的尺寸 、 位及 部件 间的粘合 。 定 ] 2 辅 助鼓 操作 I . 带束 层和 胎面接 头错 开 如 图 l所示 。 ( ) 施工 表要 求导 开带 束层 , 1按 检查 带束层 角 度、 宽度 ( 差 ±1mm) 帘线 方 向( 止各 层 之 公 及 防
子午线轮胎的生产流程图
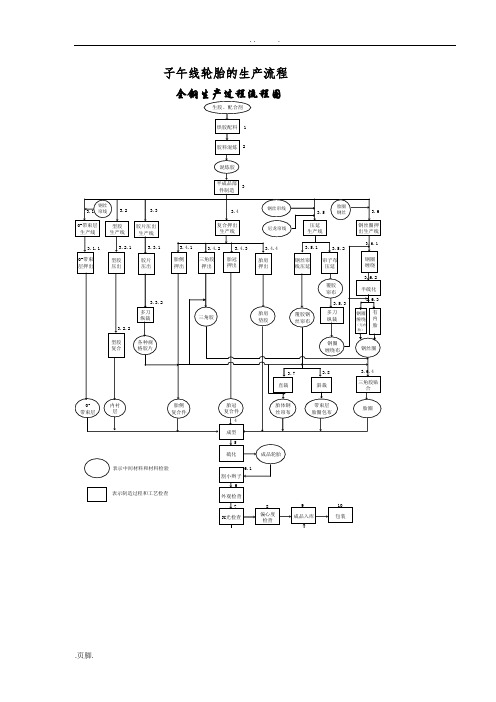
子午线轮胎的生产流程全钢生产过程流程图第一节生产工艺条件子午线轮胎的生产对工艺条件的要求比较严格。
实践证明,子午线轮胎的质量对生产工艺条件的反应特别敏感,而这一点对斜交胎的生产则表现的不是十分明显。
如果把子午线轮胎的生产工艺与斜交胎的生产工艺条件等同要求,那么就不会生产出高质量的于午线轮胎。
1.对温度、湿度的要求全钢丝子午线轮胎的生产厂房室温要求保持恒定,尤其是压延生产区、裁断生产区和成型生产区一定要严格控制,一般保持在22±2℃。
温度低则各种部件变硬,影响粘合,部件收缩率大,部件尺寸难控制,温度高则各种部件工艺操作困难。
相对湿度一般要求控制在50%以下,尤其是钢丝压延锭子房和成型区。
如果湿度过大,钢丝帘线表面有水份,重则生锈,影响橡胶与钢丝帘线的粘合。
如果湿度过小,操作人员会感到口干舌燥,极不舒服。
所以绝大多数工厂在锭子房和成型区采用大面积空调,来保持春夏秋冬温度、湿度恒定。
2.对紫外线和臭氧的要求全钢线于午轮胎生产中的各种部件存放应严格控制太中紫外线的照射和臭氧的侵入。
因为紫外线和臭氧都会引起橡胶老化而影响橡胶粘合,故子午线轮胎生产厂房一般不采用日光采光,即使是墙上有窗也要在玻璃上涂上一层黄色涂料,用来过滤紫外线,室采光多采用一种特制的、尽量减少紫外线的日光灯管。
半成品部件的贴合面在成型之前尽量不暴露在外面,防上与紫外线和臭氧接触。
3.对灰尘的要求灰尘对橡胶有隔离作用,影响橡胶的粘合,所以目前太多数于午线轮胎生产厂房都采用封闭式,厂房的通风采取过滤,胶料及原材料运输采用外用车辆不进车间,用车辆不出车间的、外交接。
有的厂规定进出车间职工换鞋等一系列措施防止灰尘进入生产区。
第二节胶料生产的主要工艺过程1. 原材料的加工主要包括天然橡胶、丁基橡胶的烘胶,将大块的小料加工成符合工艺规程要求的重量。
混炼前将天然橡胶、丁基橡胶烘到工艺要求的温度,以利于保护设备和炼胶质量。
2. 配料工艺炼胶车间要根据胶料的生产配方中规定的质量标准和生产计划的要求将各种小料和大料进行配制,配制的公差要符合制造标准要求。
全钢子午线轮胎制造工艺

全钢子午线轮胎制造工艺全钢子午线轮胎制造工艺特点及工艺流程第一节全钢子午线轮胎制造工艺特点全钢子午线轮胎的制造工艺特点1、各种胶料按照塑炼和混炼的质量要求做到均匀的充分的符合技术要求的物理机械性能的工艺技术操作性能。
2、各种部件的尺寸符合技术规定的尺寸标准。
3、骨架材料与胶料覆合要达到帘线密度均匀且帘线的两面胶料厚度均一。
4、各种复合材料半成品的成型覆贴组合定位准且要均匀对称。
5、各种半成品要做到在技术规定的时间内使用。
6、各种半成品要做到无污染、无变形。
7、胎胚在硫化过程中装胎胚要定位准严格执行硫化三要素。
8、成品的搬运、包装、仓储要满足全钢子午胎的要求。
第二节全钢子午线轮胎制造工艺流程一、全钢子午线轮胎主要制造工艺1、密炼一一混炼胶2、压出一一胎面、胎侧、垫胶、胎圈胶芯3、型胶压延一一薄胶片、内衬层气密层4、钢丝压延胎体、带束层帘布、子口包布帘布5、0?压出一一0?带束层6、纵裁一一窄纤维胶帘布条和窄薄胶片条。
7、胎圈缠绕成型一一胎圈和缠绕胎圈包布8、胶芯敷贴一一将胶芯敷贴在胎圈上9、半硫化一一将胎圈进行半硫化10、15?裁断一一带束层、子口、90?裁断一一胎体帘布12、成型一一胎胚13、硫化一一轮胎外胎成品14、包布11质量检查一一100地进行外观和X光透视检查二、制造工艺流程二、生产工艺条件1、对温度、湿度要求1成型、裁断区温度20?2?湿度50?5所有半成品要及时进入该区。
2锭子房的温度高于环境温度2-3?相对湿度?60。
30?带束层锭子房条件同上。
2、对紫外线和臭氧的要求。
避免阳光的照射3、无污染、无灰尘。
第五章全、内衬层气密钢子午线轮胎制造工艺整个全钢子午线轮胎的半成品组合从内向外1层1件2、胎体帘布1件3、胎圈钢丝圈、窄的包布、填充胶或称芯胶2 件4、钢丝子口包布2件5、带束层1、2、3带束层、2根缠绕两圈的0?带束层组合件1件6、垫胶胶肩垫胶或称带束层垫胶2件7、胎侧2件8、胎面1件第一节配料和混炼胶制造工艺混炼胶的主要工艺流程配合剂的加工?橡胶和配合剂的称量?混炼?下片冷却存放?胶料快检。
全钢子午胎的加工工艺及轮胎新技术精品文档

15. August 2003 2019/10/12 ]
Mario Negri
[ Folie: 15 ]
1-3) Measures to reduce irregular arrangement of cord 减少钢丝帘线不规则排列的方法
Inside Creel Room Proper procedure should be needed for arranging hundreds of steel cords just before starting calendering. 开始压延前,应在锭子室内正确的排列好上百根钢丝帘线
钢丝压延生产线+钢丝斜裁机和接合机
* For more details, discuss with machinery manufacturer 详细信息请与设备生产商联系
Mario Negri
[ Folie: 7 ]
TBR TIRE PRODUCTION LINE 全钢子午线轮胎生产线
15. August 2003 2019/10/12 ]
Splicing point接合点
15. August 2003 2019/10/12 ]
Normal 正常
Too wide 太宽
Mario Negri
[ Folie: 19 ]
1-4) Measures to reduce irregular arrangement of cord 减少钢丝帘线不规则排列的方法
Spools 钢丝锭子
15. August 2003 2019/10/12 ]
Mario Negri
[ Folie: 16 ]
Major Manufacturing Problems and Measures of TBR Tires 全钢子午胎的主要的生产问题及措施
全钢子午胎制造工艺
第一章全钢子午胎简介第一节什么是全钢丝子午线轮胎1、什么是子午线?为了确定人们各自在地球上的位置,科学家们以地球的南极和北极为中心,把地球分成360等分,地球表面从面北极到南极通过英国伦敦格林威治天文台的那条经线叫做0º经线。
同时,以赤道线为基准,把地球分成南北各90条与赤道相平行的等分线圈叫纬线。
通过格林威治天文台的这条0º经线叫本初子午线,其它经线通称子午线。
2、什么是子午线轮胎?子午胎轮胎的胎体帘线排列方向象子午线一样,以轮轴为中心,从一个胎圈到另一个胎圈,径向排列。
带束层帘线虽然是斜向交叉排列,但与胎冠中心线呈很小的角度。
胎体帘线按子午线方向排列(与胎冠中心线呈90º),并有帘线排列几乎接近圆周方向的带束层箍紧胎体的这类轮胎叫做子午线轮胎,这是子午胎与斜交胎的根本区别。
3、什么是全钢丝子午线轮胎?胎体和带束层全部采用钢丝帘线的子午线轮胎叫做全钢丝子午线轮胎。
第二节全钢子午胎识别—胎侧标志介绍子午线轮胎与斜交轮胎的区别是结构上的不同。
但是这些内部结构的变化对成品胎来说外表是看不见的。
那么怎样来识别呢?只要细看轮胎胎侧上的标志即可。
1、全钢子午胎的种类标志:轮胎生产厂家在胎侧上标有“全钢丝子午线轮胎”,对应英文标识为“ALL STEEL RADIAL TYRE”。
2、子午线轮胎标志:在轮胎的规格标志中加有“R”字样,表示子午线轮胎。
“R”是英文“RADIAL TYRE”第一个大写字母。
3、不同品种、规格全钢子午线轮胎:例如:9.00 R 20轮辋名义直径(英寸)子午结构标志轮胎名义断面宽(英寸)285/ 70 R 24.5轮辋名义直径(英寸)子午线结构标志轮胎扁平率轮胎名义断面宽(毫米)4、速度级符号:代表轮胎的最高行驶速度,以英文字母表示。
如:标有“M”字样,表示该种轮胎最高行驶速度为每小时130公里。
5、层级(PR):表示轮胎在规定使用条件下所能承受的最大允许负荷的特定强度指标。
全钢子午胎的加工工艺及轮胎新技术
全钢子午胎的加工工艺及轮胎新技术
TBR TIRE PRODUCTION LINE 全钢子午线轮胎生产线
15. August 2003 2020/5/30 星期六 ]
全钢子午胎的加工工艺及轮胎新技术
Steel Cord Calender Line 钢丝压延生产线
15. August 2003 2020/5/30 星期六 ]
全钢子午胎的加工工艺及轮胎新技术
Single Stage Building Machine for Truck-Bus Radial Tire 全钢子午胎一段成型机
15. August 2003 2020/5/30 星期六 ]
全钢子午胎的加工工艺及轮胎新技术
Cutting & Splicing Machine for Steel Radial Carcass 钢丝子午胎胎体的裁断及接合机
15. August 2003 2020/5/30 星期六 ]
全钢子午胎的加工工艺及轮胎新技术
PROCESSING EQUIPMENT 加工设备
PROCESSING EQUIPMENT 加工设备
1. Extruding 挤出
Tread / Base / Tread Wing : 8”x 4.5”x 3.5” 胎面/基部/翼部
15. August 2003 2020/5/30 星期六 ]
全钢子午胎的加工工艺及轮胎新技术
Creel for Metallic Cord Spools 钢丝帘线锭子架
15. August 2003 2020/5/30 星期六 ]
1. Lower humidity inside creel room be better against wire corrosion
全钢轮胎制造工艺流程
Metallic Cord Inlet in the Calender 压延机钢丝帘线入口
压延生产线(主要用于生产胎体、带束层、子口包布)
压型生产线(主要用生产复合内衬层、胶片)
钢圈制造工序
Assembling plate for dimensional stability of Apex
预备工艺及装备
预备工艺主要是生产组成轮胎所需的各种 部件的工序。
主要工序有:压出、压延、压型、钢圈制 造等。
Duplex aggregat for TBR production
双复合挤出机载重胎胎面生产
2
■ Head and all
extruders fitted into steel structure三ຫໍສະໝຸດ 角胎包半圈
硫
缠 绕
圈
化
胶 芯 贴 合
成型 喷涂 硫化 X光检验 外观检验 偏心度检验 成品入库
炼胶工艺及装备
炼胶工艺是将橡胶、炭黑、油料及各种配 合剂利用密炼机混炼成胶料的工序。
主要工序有:炭黑输送系统、油料输送系 统、配合工序、密炼工序、流片工序等。
四楼
配料
炭黑斗
炼胶工艺流程示意图
二楼
三楼
微机室
硫化工艺及装备
硫化工艺主要是利用硫化机将成型工艺生 产的各种轮胎生胎胚在一定的压力、温度、时 间条件下硫化成成品轮胎的工序。
主要工序有:硫化、外检、X光、外观修 补。
一 硫化设备:
子午线轮胎长期使用的硫化设备是A型(AFV 型)和B型(BOM型)两大类硫化机。
活络模和两半模型:
子午线轮胎的外胎硫化使用的模型有活络模和两 半模两种。同规格轮胎的胎胚定型后的外直径,用 活络模的可以大到接近成品外直径;用两半模的只 能小于轮胎模型花纹底部直径,才能使胎胚安置在 模型中充压硫化。
全钢子午胎成型工序日常操作1

方法及要求
首先保证“三线为一”的 基本准则。检查部件的定 位灯标是否准确,左右的 对称是否有偏移。 还要重点保证成型传递环 的标记与中心灯标的重合, 发现异常及时通知技术员 和车间工艺。
1.3成型机辅鼓工艺参数的检查
工艺参数
3.辅鼓周长及带 束层的标尺
质量问题
方法及要求
辅鼓周长发生波动时: 要求操作工和品保人 过大出现零度打折的病 员进行检查,做好自己 象;过小严重出现胎里 的首检记录,保证真实 不平和帘线弯曲。 可追溯,发现有波动要 及时的更改,防止造成 批量的质量事故。 使用卷尺进行绕辅鼓 一周进行测量,规定每 班组进行测量3次。
3.1 X光的胎侧气泡
3.2成型气泡类(胎肩气泡)
1.胎面胶与翼胶之间
有气泡,且有水。严 重影响质量。
2.检验方法:检查胎面胶与翼
胶相接处面,有凸出的部分可用 刀片轻微划开,看是否有分离迹 象。(特别是局部的,要检查仔 细!)
3.3 X光的胎肩气泡
3.4操作不细心所造成的废次品。
直裁工序不细心,在胎体帘布上出现垫布的迹象造成废品。
1.1 机平宽、鼓 宽、鼓宽对 称性、超定 型
质量问题
1.平宽、鼓宽异常导致成 品材料分布尺寸超标,影 响轮胎使用性能。平宽大 导致成品出现胎体帘线打 弯;平宽小导致成品出现 胎里露钢丝;平宽与鼓肩 宽不匹配,导致钢丝圈定 位不准,严重影响质量。
方法及要求
二、各个部件接头的质量影响
• 子口包布定位偏移、带束层接头过大都会产生 应力集中,造成成品胎质量隐患!
2.1胎侧定位和接头质量
1。胎侧定位必须与灯光标尺对 起,然后胎侧接头必须是对齐 接,不易过大或过小,接头标 准X=-1MM. 接头过大易造成稀线和实鼓的 迹象,过小易造成缺胶。
全钢载重子午线轮胎制造基础知识_五_

技术讲座全钢载重子午线轮胎制造基础知识(五) 邬全亮(续上期)4.3.2.3 下辅机组下辅机组是将密炼机混炼后排出的胶料接取压片或补充加工,以适应冷却、储存、计量和二次投料混炼。
它的排列大致有以下形式:(1)255立升密炼机后用三台XKY-660E1压片机串联排列出片,辊筒速比为1∶1.09。
前辊筒靠近表面呈周向钻孔冷却,后辊筒内孔要机器加工。
此种机组排列特别适用于低速密炼机终炼要求低温的胶料,第二、三台压片机还有补充混炼的功效,对钢丝帘线胶料的终练条件更加合适。
(2)400立升密炼机后用一台SSGJ-416/936压片机连续出片,辊筒螺杆尺寸为416×936,辊筒靠近表面周向钻孔,螺杆长度为1475mm,螺杆速度为2.2~22r/m in。
这类螺杆长度比常用的要短,具有减少螺杆磨损机筒、降低胶料挤出温度等优点。
此种机组排列,特别适用于较高速度的40~60r/m in密炼机制造塑炼胶和母炼胶,也可与20~30r/m in密炼机配用。
胶料经压片机或辊筒机头螺杆挤出机出片后,经过刻印上胶料的批号、生产日期、班次等标识,在箱内喷淋或浸涂隔离剂液,强风吹除积液,挂片连续运行,水分蒸发加上风吹冷却,连片折叠定重自动切断。
折叠胶片安放位置可以与密炼机在同一平面上,也可以在楼上或楼下,胶料温度不应高出室温5℃以上。
对于混炼工序生产线则是由生胶和炭黑油料软化剂等配合剂的称量、输送装置、密炼机、炼胶下片装置、胶片冷却装置等组成。
双螺杆挤出机压片用于将密炼机排出的胶料挤出压延成连续的胶片,而后送往胶片冷却装置冷却后存放,供下工序使用。
双螺杆挤出压片机主要由双螺杆挤出装置、两辊压片装置(俗称辊筒机头)、底座、料槽、管路系统、辊筒传动装置、润滑系统和电气控制系统等构成。
双螺杆挤出压片机安装在密炼机排料口的下方,密炼机是安装在一个平台上,密炼排料口和挤出压片装置的进料口之间用料槽相连接。
挤出装置两根螺杆的主要工作部分暴露在料斗处。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
全钢子午线轮胎制造工艺
全钢子午线轮胎制造工艺特点及工艺流程第一节全钢子午线轮胎制造工艺特点全钢子午线轮胎的制造工艺特点 1、各种胶料按照塑炼和混炼的质量要求做到均匀的充分的符合技术要求的物理机械性能的工艺技术操作性能。
2、各种部件的尺寸符合技术规定的尺寸标准。
3、骨架材料与胶料覆合要达到帘线密度均匀且帘线的两面胶料厚度均一。
4、各种复合材料半成品的成型覆贴组合定位准且要均匀对称。
5、各种半成品要做到在技术规定的时间内使用。
6、各种半成品要做到无污染、无变形。
7、胎胚在硫化过程中装胎胚要定位准严格执行硫化三要素。
8、成品的搬运、包装、仓储要满足全钢子午胎的要求。
第二节全钢子午线轮胎制造工艺流程一、全钢子午线轮胎主要制造工艺 1、密炼——混炼胶 2、压出——胎面、胎侧、垫胶、胎圈胶芯 3、型胶压延——薄胶片、内衬层气密层 4、钢丝压延———胎体、带束层帘布、子口包布帘布 5、0?压出——0?带束层 6、纵裁——窄纤维胶帘布条和窄薄胶片条。
7、胎圈缠绕成型——胎圈和缠绕胎圈包布 8、胶芯敷贴——将胶芯敷贴在胎圈上 9、半硫化——将胎圈进行半硫化 10、15?裁断——带束层、子口
、90?裁断——胎体帘布 12、成型——胎胚 13、硫化——轮胎外胎成品 14、包布 11
质量检查——100地进行外观和X光透视检查二、制造工艺流程二、生产工艺条件 1、对温度、湿度要求 1成型、裁断区温度20?2?湿度50?5所有半成品要及时进入该区。
2锭子房的温度高于环境温度2-3?相对湿度?60。
30?带束层锭子房条件同上。
2、对紫外线和臭氧的要求。
避免阳光的照射 3、无污染、无灰尘。
第五章全
、内衬层气密钢子午线轮胎制造工艺整个全钢子午线轮胎的半成品组合从内向外 1层 1件 2、胎体帘布 1件 3、胎圈钢丝圈、窄的包布、填充胶或称芯胶 2件 4、钢丝子口包布 2件 5、带束层1、2、3带束层、2根缠绕两圈的0?带束层组合件 1件 6、垫胶胶肩垫胶或称带束层垫胶 2件 7、胎侧 2件 8、胎面 1件第一节配料和混炼胶制造工艺混炼胶的主要工艺流程配合剂的加工?橡胶和配合剂的称量?混炼?下片冷却存放?胶料快检。
一、配合剂的加工和称量对橡胶制品所用的橡胶和配合剂进行准备加工并按照技术配方规定称量配合的加工工艺过程称为加工和配料工序。
1、原材料的加工 1天然胶要烘胶配有烘胶房大块切成小块。
2配合剂的加工和准备的目的确保配合剂的质量便于混炼的工艺操作提高混炼分散效果实现自动化条件制造好的胶料。
3配合剂的加工方式 --粉碎按一定的质量标准将大的颗粒粉碎或磨细。
目的增加配合剂与生胶的接触面积便于混炼均匀便于配合剂的分散。
--干燥将配合剂在专门设制的加温室或干燥器内进行加热干燥。
目的除去和减少配合剂中水分及低挥发性杂质保证配合剂质量。
因为水分过多易结团则在混炼过程不利于分散最后导致混炼不均。
--筛选利用各种筛网设备对配合剂进行筛选。
目的去掉颗粒大的杂物。
--熔化、过滤和蒸发脱水对易熔化的固体和粘性液体进行加热熔化通过筛网除去杂质对于液体软化进行蒸发脱水。
目的除去水分。
2、配合剂的称量和配合 1按照配方规定的配合剂的品种、规格、数量按配方要求进行分别称量。
此工序对混炼胶的质量至关重要。
如漏配、错配不符合称量公差。
多配、少配等。
2对称量和配合的操作要求。
a料种准确。
b称量准确。
c不漏配和错配。
d不多配和少配。
如硫化剂和促进剂的称量天平的精度要求1-5g。
3配料工序要注意的方面 a要注意防潮配合剂要存放在干燥的区域。
b有些配合剂如氧化镁MgO、氧化钙CaO遇到水后就会发生化学反应就改变了配合剂本身的性能。
所以在配料和存放过程中必须注意防水出现结团就不能使用。
c防火如硫黄要特别注意电气开关的下面不允
许存放生胶和CB也要注意防火。
特别注意电气焊。
d防混料因为在配合室原材料很多并且有些外观差不多易出现混料所以必须定置存放有明显标志。
没有标志的药品不能使用必须经取样试验确定后才能使用。
二、混炼工序 1、将生胶与各种配合剂通过专用炼胶机均匀地混合成一体的加工工艺过程称为混炼工序。
经过混炼加工制成的胶料称为混炼胶。
混炼胶目的1制备物理机械性能均匀一致达到配方要求。
2改善胶料的加工工艺性能满足后工序的加工要求。
3降低成本满足产品质量要求。
4提高橡胶制品的使用性能。
2、混炼胶的质量要求 1保证胶料各项快检指标的合格。
2有良好的加工工艺性能。
3保证成品具有良好的物理机械性能。
3、生产合格混炼胶要满足 1配合剂分散均匀避免出现结团现象。
2使胶料具有特定的粘度、焦烧值保证各项工艺过程中的安全性和顺利进行。
3要使生胶与补强剂产生一定数量的结合橡胶有良好的补强效果。
补强剂主要有CB、
SiO2.nH2O白炭黑。
4在保证混炼胶质量的前提下尽量缩短混炼时间减少动力消耗避免过炼。
4、胶料的混炼由密炼机、上辅机、下辅机组成的炼胶生产线。
1上辅机是将粉状、液体、颗粒状、块状等原
下辅机是将密炼机混炼排出的胶材料经储备、称量、输送投入到密炼机的装置。
2
料压片直到叠片切割等一系列的装置。
上辅机是为密炼机配套的有炭黑、油类、粉药、生胶四类称量输送装置主要有a炭黑输送装置即CB解包房CB由风压打入储存罐内按品种依次投入到悬挂的自动秤上然后投入密炼机内。
b液体软化剂输送系统。
C小药称量系统用低熔点的聚乙烯包装袋包装然后投入密炼机内。
下辅机有两种形式A开炼机B双螺杆挤出机一般用于压母炼胶的胶片。
5、密炼机的工艺条件 1生胶和各种配合剂的重量和配料重量公差。
2装胶容量即填充系数。
3密炼室的加料顺序。
大多数混炼分三段分清每段所加的原材料。
4混炼时间。
5混炼排胶温度。
6上顶栓的压力。
7密炼机的转子转速。
8混炼胶的存放时间和存
放温度要求存放时间的目的是使各种配合剂充分分散。
9冷却水进水口的压力和温度及出水口温与进水口水温的温差进水口温度为25?2?压力越大流量越大。
如果进水温度过低密炼室内易结水珠配合剂易结团温度过高冷却效果不佳。
6、混炼周期的控制方法时间、温度、能量消耗、功率积分等方法一般控制方法以温度为主辅助参考时间的方法先进的方法是以能量为主温度为辅。
7、各段胶要求要存放一段时间的目的有 1使胶料恢复疲劳、松驰在密炼机中受到剪切力。
2减少胶料的收缩。
3使配合剂在胶料中继续扩散。
4使橡胶与炭黑进一步形成结合橡胶提高补强效果。
三、胶料快检混炼胶的质量好坏直接影响下工序的工艺性能和成品的最终质量所以必须控制胶料的质量。
1、胶料快检对密炼机混炼制成的终炼胶随即取胶料试片在很短的时间内用专门的快检仪器进行流变仪、门尼粘度、门尼焦烧、硬度、比重等多项指标的检验以此判断终炼胶的合格。
2、快检检测设备和仪器 1平板硫化机用于硫化胶料快检试片。
26〃炼胶机用于炼压粘合胶料的试片。
3流变仪用于胶料流变性能的检验即硫化曲线。
4门尼焦烧仪器用于胶料粘度值和焦烧时间的检验。
5硬度仪器用于胶料的硬度的检验。
6比重用于胶料的比重的检验。
7电力拉力机用于粘合胶料的钢丝抽出力的检验。
8挺性检验仪器用于胶料的挺性检验。
供成型用的半成品 ?胎面 1条 ?1带束层 1条 ?胎侧 2条 ?2带束层 1条 ?垫胶 2条 ?3带束层 1条 ?胎圈 2条 ?钢丝子口包布 2条 ?内衬层 1条 ? 0?带束层 2条 11胎体帘布 1条第二节胎面等部件压出制造工艺全钢子午线轮胎的压出工艺主要压出胎面、胎侧、带束层垫胶、胎圈胶芯。
一、压出生产线的设备装置。
全钢子午线轮胎的压
出联动线主要由冷、热喂料橡胶螺杆挤出机及供热喂料的粗炼、细炼和供胶开炼机、贴胎侧胶片装置、胎面底面胶片压延敷贴装置、冷却装置、称量装置、定长切割装置、吹风装置、输送接取装置和输送装置、温控装置、冷却、加热装置、传动装置及操作控制系统等组成。
压出工艺主要采用一冷一热双复合压出或双冷复
合压出。
1、热喂料压出工艺流程是胶料热炼—喂料压出—预称量—检查尺寸—自动打印—贴合—冷却—自动定长裁断—自动称量—检查—存放。
目的胶料在开炼机上预先加热软化提高胶料的机械可塑性和热可塑性使胶料的温度较接近挤出机或压延机的工艺操作温度从而使胶料易于压出制造出规格尺寸合格、表面光滑均一的半成品。
胶料的热炼通常分为粗炼、细炼和供炼。
2、冷喂料压出工艺流程是胶片割条—冷喂料—复合压出—收缩辊道—单位米长度预称量—检查尺寸—自动打印—冷却—自动定长裁断—自动称量—检查—存放。