焊接工艺卡
焊接工艺卡

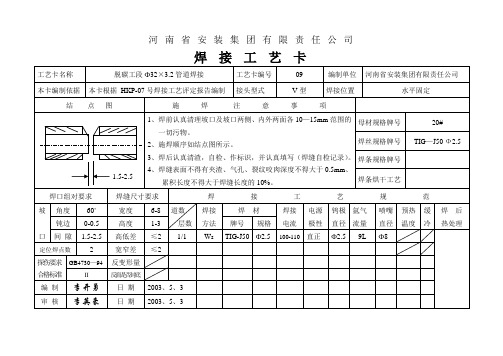
焊接位置:全方位焊条角度:随位置变化而变化
焊工分布:对称焊接接头重叠:10 mm~15 mm
焊接方式:短弧焊接打底面形状:微凹
摆动方向:横向微动接头分布:尽量避免过多重复
层间厚度:≤3 mm焊接完成后氩气延时10s左右。
焊接工艺卡
表A.2小直径高压合金钢管(横焊)
焊接方法
钨极氩弧焊打底电焊盖面
焊接规程7焊接工艺卡
表A.1小直径碳钢疏水管(吊焊)
焊接方法
钨极氩弧焊手工电焊盖面
母材
钢号:20g(δ=3.5 mm~6.0 mm)
坡口形式
焊前准备
1.焊丝清理干净
2.坡口及两侧各为10 mm~15 mm的内外壁彻底清理
3.坡口角度及装配尺寸见左图
4.错口值≤10%δ且≤1 mm
5.工作环境及工作位置良好
层间厚度:≤3 mm焊缝收尾:回焊将弧坑填满
母材
钢号:12Cr1MoV(δ=3 mm~6 mm)
坡口形式
焊前准备
1.焊丝清理干净
2.坡口及两侧各为10 mm~15 mm的内外壁彻底清理
3.坡口角度及装配尺寸见左图
4.错口值≤10%δ且≤1 mm
5.工作环境及工作位置良好
6.不允许强行对口
焊接材料
焊丝TIG-R31(φ2.4)焊条R317(直径3.2)
3.坡口角度及装配尺寸见左图
4.错口值≤10%δ且≤1 mm
5.工作环境及工作位置良好
6.不允许强行对口
焊接材料
钨极氩弧焊(打底):TIG—R31(ψ2.4)
手工电弧焊(填充及盖面):R317(ψ3.2或ψ4)
预热制度
预热温度:250℃~350℃
焊后处理
焊接工艺卡
编制
李开勇
日期
2003、2、施焊顺序如结点图所示。
3、焊后认真清渣,自检、作标识,并认真填写(焊缝自检记录)。
4、焊缝表面不得有夹渣、气孔、裂纹咬肉深度不得大于0.5mm、
累积长度不得大于焊缝长度的10%。
母材规格牌号
20#
焊丝规格牌号
TIG—J50Ф2.5
焊条规格牌号
焊条烘干工艺
焊口组对要求
焊缝尺寸要求
焊接工艺规范
坡
口
角度
60˚
宽度
6-8
道数
层数
焊接
方法
焊材
焊接
电流
电源
极性
钨极
直径
氩气
流量
喷嘴
直径
预热
温度
缓
冷
焊后
热处理
钝边
0-0.5
高度
1-3
牌号
规格
间隙
1.5-2.5
高低差
≤2
1/1
WS
TIG-J50
Ф2.5
100-110
直正
Ф2.5
9L
Ф8
定位焊点数
2
宽窄差
≤2
探伤要求
合格标准
GB4730—94
反变形量
ІІ
合格标准
河南省安装集团有限责任公司焊接工艺卡
工艺卡名称
脱碳工段Ф32×3.2管道焊接
工艺卡编号
09
编制单位
河南省安装集团有限责任公司
本卡编制依据
本卡根据HKP-07号焊接工艺评定报告编制
接头型式
V型
焊接位置
水平固定
结点图
施焊注意事项
1.5-2.5
焊接工艺卡

焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180011.清理坡口2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)图号接头名称管道接头接头编号焊接工艺评定报告编号Y2016007焊工持证项目GTAW-FeⅡ-6G-3/108-Fefs-02/10/12SMAW-FeⅡ-6G(K)-9/108-Fef3j检验序号本厂监检单位第三方或用户母材代号20G厚度mm~10焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤10其余焊接位置6G层-道焊接方法填充金属焊接电流电弧电压,V焊接速度,cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)常温根部GTAW ER50-6 直流正接100~120 11~12 7~9 / 道间温度(℃)/ 其余GTAW ER50-6 直流正接110~130 12~13 6~8 / 焊后热处理/后热钨极直径喷嘴直径脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180021.清理坡口2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)图号接头名称管道接头接头编号焊接工艺评定报告编号Y2016008焊工持证项目GTAW-FeⅡ-6G-3/108-Fefs-02/10/12SMAW-FeⅡ-6G(K)-9/108-Fef3j检验序号本厂监检单位第三方或用户母材代号20G厚度mm12~24焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤6 SMAW ≤18焊接位置6G层-道焊接方法填充金属焊接电流电弧电压,V焊接速度,cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)常温 1 GTAW ER50-6 直流正接110~130 11~12 6~8 / 道间温度(℃)/ 2~3 SMAW ER5015 直流反接100~120 24~26 8~10 / 焊后热处理/ 4~5 SMAW ER5015 直流反接110~130 25~27 6~8 / 后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180031.清理坡口2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)图号接头名称管道接头接头编号焊接工艺评定报告编号Y2016009焊工持证项目GTAW-FeⅢ-6G-3/159-Fefs-02/11/12SMAW-FeⅢ-6G(K)-9/159-Fef3j检验序号本厂监检单位第三方或用户母材代号12Cr1MoVG厚度mm~8焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤8焊接位置6G层-道焊接方法填充金属焊接电流电弧电压,V焊接速度,cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)常温 1 GTAW ER55-B2-MnV 直流正接90~110 11~12 7~9 / 道间温度(℃)/ 2 GTAW ER55-B2-MnV 直流正接100~120 12~13 6~8 / 焊后热处理/后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180041.清理坡口图号2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)接头名称管道接头接头编号焊接工艺评定报告编号Y2016010焊工持证项目GTAW-FeⅢ-6G-3/159-Fefs-02/11/12SMAW-FeⅢ-6G(K)-9/159-Fef3j检验序号本厂监检单位第三方或用户母材代号12Cr1MoVG厚度mm7~14焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤6 SMAW ≤8焊接位置6G层-道焊接方法填充金属焊接电流电弧电压V焊接速度cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)250℃(200℃) 1 GTAW TIG-R31 直流正接110~130 11~12 6~8 / 道间温度(℃)≥200℃(250℃) 2 SMAW R317 直流反接100~120 25~26 8~10 / 焊后热处理/后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180051.清理坡口2.定位焊按焊接工艺图号接头名称管道接头3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)接头编号焊接工艺评定报告编号Y2016011焊工持证项目GTAW-FeⅢ-6G-3/159-Fefs-02/11/12 SMAW-FeⅢ-6G(K)-9/159-Fef3j检验序号本厂监检单位第三方或用户母材代号12Cr1MoVG厚度mm16~44焊接方法或焊接工艺GTAW焊缝金属厚度mm≤6 SMAW ≤38焊接位置6G层-道焊接方法填充金属焊接电流电弧电压V焊接速度cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)250(200) 1 GTAW TIG-R31 直流正接120~140 11~12 6~8 / 道间温度(℃)≥200(250) 2 SMAW R317 直流反接110~120 25~26 6~8 / 焊后热处理720~750℃ 3 SMAW R317 直流反接140~160 28~30 8~12 / 后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期。
焊接工艺卡(WPS)
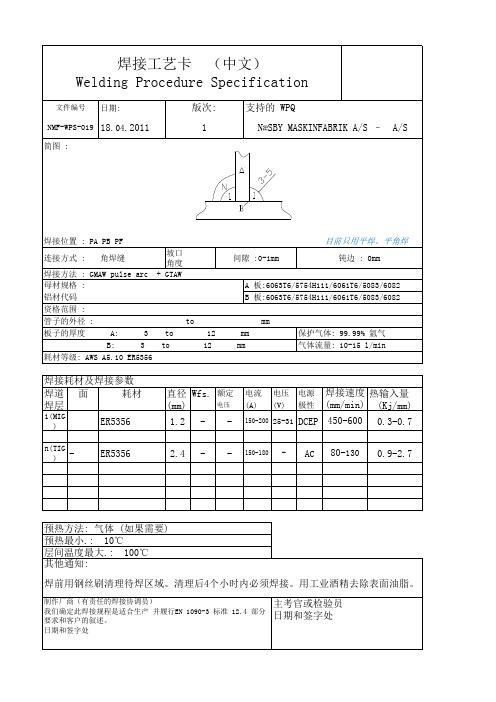
目前只用平焊、平角焊
间隙 :0-1mm 钝边 : 0mm
A 板:6063T6/5754H111/6061T6/5083/6082 B 板:6063T6/5754H111/6061T6/5083/6082 mm mm mm 保护气体: 99.99% 氩气 气体流量: 10-15 l/min
焊接耗材及焊接参数 焊道 面 耗材 焊层 1(MIG) ER5356
焊接工艺卡 (中文) Welding Procedure Specification
文件编号
日期:
版次: 1
支持的 WPQ NæSBY MASKINFABRIK A/S – A/S
NMF-WPS-019 18.04.2011 简图 :
焊接位置 : PA PB PF 连接方式 : 角焊缝 坡口角度 焊接方法 : GMAW pulse arc + GTAW 母材规格 : 铝材代码 资格范围 : 管子的外径 : to 板子的厚度 A: 3 to 12 B: 3 to 12 耗材等级: AWS A5.10 ER5356
制作厂商(有责任的焊接协调员) 我们确定此焊接规程是适合生产 并履行EN 1090-3 标准 12.4 部分 要求和客户的叙述。 日期和签字处
主考官或检验员 日期和签字处
n(TIG) -ቤተ መጻሕፍቲ ባይዱ
直径 Wfs. 额定 电压 (mm) 1.2 2.4 -
电流 (A)
150-200
电压 电源 焊接速度 热输入量 (V) 极性 (mm/min) (Kj/mm) 25-31 DCEP 450-600 0.3-0.7 -
ER5356
150-180
AC
80-130
0.9-2.7
预热方法: 气体 (如果需要) 预热最小.: 10℃ 层间温度最大.: 100℃ 其他通知: 焊前用钢丝刷清理待焊区域。清理后4个小时内必须焊接。用工业酒精去除表面油脂。
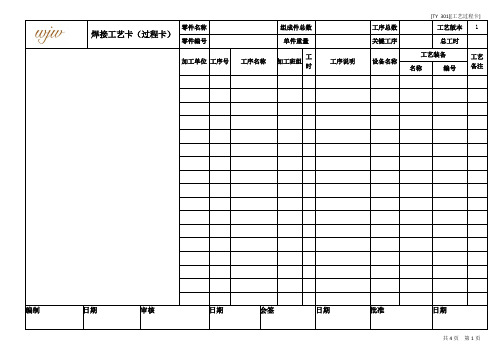
焊接过程工艺卡模板
处数
修改依据
修改人
修改日期
编制
日期
审核
日期
会签
日期
批准
日期
焊接工艺卡(工序卡)
零件名称
工序名称
加工班组
工艺版本
1
零件编号
工序编号
总工时
关键度
设备名称
设备型号
设备编号
夹具
辅料
工艺参数
名称
标识
名称
代号
消耗定额
焊接电流
焊接电压
焊接速度
焊接方向
组
成
件
No.
零件名称
零件编号
数量
No.
零件名称
零件编号
数量
1
修改日期
标记
处数
修改依据
修改人
修改日期
标记
处数
修改依据
修改人
修改日期
编制
日期
审核
日期
ห้องสมุดไป่ตู้会签
日期
批准
日期
辅料
工艺参数
名称
标识
名称
代号
消耗定额
焊接电流
焊接电压
焊接速度
焊接方向
组
成
件
No.
零件名称
零件编号
数量
No.
零件名称
零件编号
数量
1
2
3
4
工步号
工步名称
工步要点及要求
No.
工步号
管理项目
验收规范
检测
生产
备注
方法/量具
标识
作业担当
检查频率
检查担当
标记
处数
焊接工艺卡片

B11
焊工合格项目
GTAW-AⅡ-3G-12-02
母材材质
5052
母材规格
δ=6
焊接工艺评定号
WPQ-070
产品试板要求
标记
处数
更改文件号
日期
编制
日期
审核
日期
批准
日期
河南开元空分
集团有限公司
焊接工艺卡片H(09)
产品代号
K27.000
产品名称
冷凝蒸发器
焊接层次
工艺参数
一(正)
一(反)
焊缝坡口及焊接层次示意
2、焊丝、坡口表面极其两侧50mm范围进行表面清理。用丙酮等有机溶剂去除表面的油和油脂,也可用机械法或化学法清除。
3、经清理的焊丝和焊件,焊前严禁玷污,否则应重新清理。
4、检查焊接设备、仪表能正常使用。
外观要求:
1、焊缝表面不得有裂纹、弧坑、飞溅物、咬边等。
2、焊缝与母材应圆滑过渡。
无损探伤:
100%射线探伤,透照质量不低于AB级,符合JB/T4730.2-2005标准,检查结果达到Ⅱ级合格。
5.手工点固引熄弧板。
外观要求:
1、焊缝表面不得有裂纹、弧坑、飞溅物、咬边等。
2、焊缝与母材应圆滑过渡。
无损探伤:
100%射线探伤,透照质量不低于AB级,符合JB/T4730.2-2005标准,检查结果达到Ⅱ级合格。
零件名称
封头
焊缝号
A003
焊工合格项目
GTAW-AⅣ-3G-12-02
母材材质
5083
外观要求:
1、焊缝表面不得有裂纹、弧坑、飞溅物、咬边等。
2、焊缝与母材应圆滑过渡。
无损探伤:
焊接工艺卡标准模板

焊接工艺卡标准模板关键信息项:焊接工艺卡编号: ____________________________产品名称: ______________________________图号: ______________________________材料牌号及规格: ______________________________焊接方法: ______________________________焊接材料型号及规格: ______________________________焊接位置: ______________________________焊接电流: ______________________________焊接电压: ______________________________焊接速度: ______________________________气体流量: ______________________________预热温度: ______________________________层间温度: ______________________________后热温度及时间: ______________________________焊前准备: ______________________________焊接顺序: ______________________________检验标准: ______________________________备注: ______________________________1、目的11 明确焊接工艺参数确保焊接质量满足设计和使用要求111 规范焊接操作流程保证生产安全提高工作效率2、适用范围21 适用于本公司所有需要进行焊接的产品包括但不限于钢结构件机械设备零部件管道等211 确保焊接工艺卡中所列各项参数适用于具体产品并符合相关国家标准或行业标准3、引用文件31 GB/T 5117 钢焊条311 GB/T 8110 气体保护电弧焊用碳钢低合金钢焊丝312 GB/T 3669 钨极惰性气体保护焊用焊丝4、定义与缩略语41 定义411 焊接工艺卡: 记录焊接作业所需各项技术参数及操作要求的文件412 焊接位置: 根据焊缝相对于焊工的位置将焊接分为平焊立焊横焊仰焊等几种方式413 焊接材料: 包括焊条焊丝焊剂等用于填充金属间隙形成焊缝的材料5、工艺要求51 焊前准备511 清理母材表面去除油污锈迹氧化皮等杂质512 检查焊接设备确保其处于良好工作状态513 准备好所需焊接材料并按要求烘干处理514 对需要预热的焊件进行预热处理并控制预热温度在规定范围内515 按照图纸和技术文件要求确定焊接顺序516 对于多层多道焊应控制每层每道焊接后的层间温度517 对于需要后热处理的焊件应在焊接完成后立即进行后热处理并控制后热温度及保温时间6、操作步骤61 装配定位611 将零件按图纸要求装配固定防止焊接过程中发生位移变形612 使用定位焊固定零件位置但定位焊长度间距及厚度需符合相关标准要求7、检验方法71 外观检查711 在自然光线下目测焊缝外观是否光滑平整无裂纹气孔夹渣等缺陷712 使用焊缝规测量焊缝尺寸是否符合图纸要求713 对于重要部位还需使用放大镜进行更细致地检查714 若发现外观不合格则需返修直至合格为止715 无损检测716 根据产品特点选择合适的方法如磁粉探伤渗透探伤超声波探伤射线探伤等717 按照相应标准评定检测结果判断焊缝内部是否存在缺陷718 若发现内部缺陷则需采取补焊或其他措施消除缺陷并重新进行无损检测直至合格为止8、注意事项81 焊接环境811 确保焊接区域通风良好防止有害气体积聚812 控制焊接环境温度湿度避免对焊接质量产生不利影响813 在室外作业时应采取防风防雨措施814 劳动保护815 焊工应穿戴专用防护用品如防护服防护眼镜面罩手套等816 避免长时间连续作业定期休息防止疲劳过度817 焊接完成后应及时清理现场防止火灾事故发生818 对于易燃易爆物品应远离焊接区域存放819 焊接参数调整820 在实际操作中若发现原定焊接参数无法满足质量要求时可适当调整但需记录调整前后参数对比效果以供后续参考821 记录保存822 填写完整焊接工艺卡并将原件存档备查823 对于重要项目还应制作焊接工艺评定报告详细记录试验过程结果分析结论建议等内容824 定期对焊接工艺卡进行评审修订确保其始终符合最新标准要求。
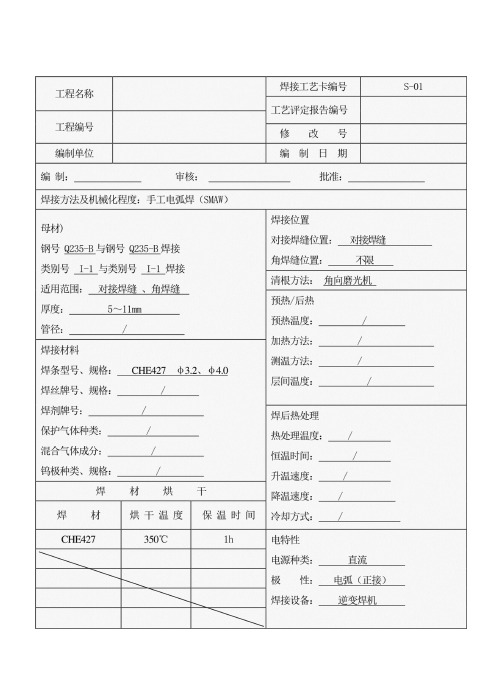
钢结构焊接工艺卡
喷嘴尺寸:/
焊接接头外观及无损检验要求(加热炉钢结构立柱)
焊接接头 外观质量要求
射线探伤
超声波探伤
渗透探伤
磁粉探伤
%
合格标准
%
合格标准
%
合格标准
%
合格标准
无咬边、飞溅、裂 纹、夹渣、气孔及 弧坑等缺陷。
/
/
100
I
/
/
焊接接头:用简图回出坡口型式、尺寸、焊缝层次、每层焊道和焊接顺序
焊接接头 外观质量要求
射线探伤
超声波探伤
渗透探伤
磁粉探伤
%
合格标准
%
合格标准
%
合格标准
%
合格标准
无咬边、飞溅、裂 纹、夹渣、气孔及 弧坑等缺陷。
/
/
100
I
/
/
CIIE427
Φ3.2
/
/
90-130
20-25
4.5-9
18
2
1
SMAW
CIE427
Φ4.0
/
/
150-180
21-28
10-15
26
3
1
SMAW
CIE427
Φ4.0
/
/
150-180
21-28
10-15
26
送丝速度:/
喷嘴与工件的角度:/
单丝或多丝:/
摆动焊或不摆动焊:摆动
导电嘴至工件的距离:/
Z*∩∙φC∙
y
L
I b
I〃///// /入
2√⅜「
焊接工艺参数
层 数
焊接工艺卡

华中科技大学焊接工艺卡产品型号部件图号2、11 工艺编号材控1106班产品名称操作室结构部件名称2号、11号钢板 1产品简图及焊接编号焊接材料焊条(丝)编号直径/mm焊剂气体烘烤温度保温时间消耗定额E4303 4 无无无无焊接类型编号层数预热温度层间温度保温方式冷却方式焊后处理角焊缝 1 无无无自然冷却无序号工序名称及内容焊缝号设备工艺装备层数电源电流A电压V焊速m/h人工数工时1手工电弧焊a直流焊机挡块、压夹器、直尺1 ZX5-400 180 30 72手工电弧焊b直流焊机挡块、压夹器、直尺1 ZX5-400 180 30 7工艺要求1、焊前对焊条按规定进行烘干,清除坡口20mm以内处的油污、铁锈等杂质。
编制审核批准第 1 页共12 页评定华中科技大学焊接工艺卡产品型号部件图号3、9 工艺编号材控1106班产品名称操作室结构部件名称9号槽钢、3号钢板 2产品简图及焊接编号焊接材料焊条(丝)编号直径/mm焊剂气体烘烤温度保温时间消耗定额E4303 4 无无无无焊接类型编号层数预热温度层间温度保温方式冷却方式焊后处理角焊缝 1 无无无自然冷却无序号工序名称及内容焊缝号设备工艺装备层数电源电流A电压V焊速m/h人工数工时1手工电弧焊a直流焊机挡块、压夹器、直尺1 ZX5-400 180 30 72手工电弧焊b直流焊机挡块、压夹器、直尺1 ZX5-400 180 30 7工艺要求1、清除坡口20mm以内处的油污、铁锈等杂质;编制审核批准第 2 页共12 页评定华中科技大学焊接工艺卡产品型号部件图号3、4、13 工艺编号材控1106班产品名称操作室结构部件名称3、4、13号钢板 3产品简图及焊接编号焊接材料焊条(丝)编号直径/mm焊剂气体烘烤温度保温时间消耗定额E4303 5 无无无无焊接类型编号层数预热温度层间温度保温方式冷却方式焊后处理角焊缝 1 无无无自然冷却无序号工序名称及内容焊缝号设备工艺装备层数电源电流A电压V焊速m/h人工数工时1手工电弧焊a直流焊机挡块、压夹器、直尺1 ZX5-400 220 32 72手工电弧焊b直流焊机挡块、压夹器、直尺1 ZX5-400 220 32 7工艺要求1、清除坡口20mm以内处的油污、铁锈等杂质;编制审核批准第 3 页共12 页评定华中科技大学焊接工艺卡产品型号部件图号2号、3号工艺编号材控1106班产品名称操作室结构部件名称2号、3号钢板 4产品简图及焊接编号焊接材料焊条(丝)编号直径/mm焊剂气体烘烤温度保温时间消耗定额E4303 4 无无无无焊接类型编号层数预热温度层间温度保温方式冷却方式焊后处理角焊缝(平焊)1 无无无自然冷却无序号工序名称及内容焊缝号设备工艺装备层数电源电流A电压V焊速m/h人工数工时1 手工电弧焊a直流焊机挡块、压夹器、直尺1 ZX5-400 180 30 72 手工电弧焊b直流焊机挡块、压夹器、直尺1 ZX5-400 180 30 7工艺要求1、清除坡口20mm以内处的油污、铁锈等杂质;编制审核批准第 4 页共12 页评定华中科技大学焊接工艺卡产品型号部件图号3、4号工艺编号材控1106班产品名称操作室结构部件名称3号、4号钢板 5产品简图及焊接编号焊接材料焊条(丝)编号直径/mm焊剂气体烘烤温度保温时间消耗定额E4303 3.2 无无无无焊接类型编号层数预热温度层间温度保温方式冷却方式焊后处理角焊缝(立焊)1 无无无自然冷却无序号工序名称及内容焊缝号设备工艺装备层数电源电流A电压V焊速m/h人工数工时1手工电弧焊c直流焊机挡块、压夹器、直尺1 ZX5-400 120 26 72手工电弧焊d直流焊机挡块、压夹器、直尺1 ZX-400 120 26 7工艺要求1、清除坡口20mm以内处的油污、铁锈等杂质;编制审核批准第 5 页共12 页评定华中科技大学焊接工艺卡产品型号部件图号6、7 工艺编号材控1106班产品名称操作室结构部件名称6号角钢、7号钢板 6产品简图及焊接编号焊接材料焊条(丝)编号直径/mm焊剂气体烘烤温度保温时间消耗定额H08Mn2SiA 1.6 无无无无焊接类型编号层数预热温度层间温度保温方式冷却方式焊后处理角焊缝 1 无无无自然冷却无序号工序名称及内容焊缝号设备工艺装备层数电源电流A电压V焊速m/h人工数工时1 二氧化碳气体保护焊a、c推丝式半机械化CO2焊机挡块、压夹器、直尺1NBC-500250 25 252 二氧化碳气体保护焊b、d挡块、压夹器、直尺1NBC-500250 25 25工艺要求1、焊前清除坡口20mm以内处的油污、铁锈等杂质;2、a、b、c、d均为角焊缝,不用开坡口,形状与工艺编号4一样;3、7号钢板有16块,按照离中性轴由近及远焊接。
焊接工艺卡标准模板

5 直流反接
140
26
170
5
5 焊条电弧焊 E309-15
4 直流反接
120
24
150
焊接工艺规程
接头焊接工艺卡
QG/LT-C75
焊接顺序
焊接工艺卡编号
1
1 焊接前将焊接区域及周围20mm范围内的油污
图号
1
、锈蚀、水及其它有害杂质清理干净。
接头名称
对接
2 采用焊条电弧焊
接头编号
1,4,5
3 焊缝外观检查
焊评编号
/
持证项目
/
序号 本厂 /
检验
4
W/
母材-1
40角钢Q235
厚度
4mm
5
H/
180
26
140
140
24
130
140
24
140
9
2 焊条电弧焊 E308-16
4
直流反接
140
24
130
10
3 焊条电弧焊 E308-16
11
4 焊条电弧焊 E308-16
4
直流反接
140
24
130
4 直流反接
140
24
120
焊接工艺规程
接头焊接工艺卡
焊接顺序
焊接工艺卡编号
4
1 焊接前将焊接区域及周围20mm范围内的油污 、锈蚀、水及其它有害杂质清理干净。
预热温度(℃)
/
母材-2
厚度
层间温度(℃)
/
焊缝金属-1
j422
厚度
焊后热处理
/
焊缝金属-2
厚度
焊接位置
焊接工艺卡
焊接工艺卡在生产工艺中的应用
焊接工艺卡指导生产工艺的制定
• 根据焊接工艺卡的规定,制定相应的生产工艺 • 保证生产过程符合焊接工艺卡的要求
焊接工艺卡有助于提高生产效率和质量
• 通过焊接工艺卡的控制,提高生产效率和产品质量 • 降低生产过程中可能出现的问题
焊接工艺卡在质量检测中的应用
焊接工艺卡为质量检测提供依据和标准
• 焊接材料包括钢材、铝合金、钛合金等 • 不同材料的焊接工艺卡有所不同
03 焊接工艺卡的形式包括纸质和电子文档
• 纸质焊接工艺卡方便操作人员查阅和使用 • 电子文档焊接工艺卡便于存储和管理
焊接工艺卡在工业生产中的重要性
焊接工艺卡是工业生产中必不可少的工艺文件
• 保证了焊接产品的质量和性能 • 提高了生产效率,降低了生产成本
• 根据焊接工艺卡的规定,制定相应的质量检测方法和标 准 • 保证质量检测的准确性和有效性
焊接工艺卡有助于提高质量检测水平
• 通过焊接工艺卡的控制,提高质量检测水平 • 降低质量检测过程中可能出现的问题
05
焊接工艺卡的发展趋势与展望
焊接工艺卡的智能化与自动化
焊接工艺卡的智能化发展
• 利用计算机技术和信息技术,实现焊接工艺卡的智能化 管理 • 提高焊接工艺卡的编制、管理和应用效率
焊接工艺卡在焊接生产中起到关键作用
• 指导焊接操作人员按照规定的工艺进行生产 • 确保焊接产品的质量和性能 • 降低生产成本,提高企业竞争力
焊接工艺卡的分类与形式
01 焊接工艺卡按照焊接方法分类
• 焊接方法包括电弧焊、气焊、电阻焊等 • 每种焊接方法都有相应的焊接工艺卡
02 焊接工艺卡按照焊接材料分类
焊接工艺卡的规范
管道焊接工艺卡

12
焊接要求:
1焊前清理焊缝坡口各侧20mm致金属光泽
2焊口详见焊口图
3.手工钨极氩弧焊焊丝〔ER50-6〕2层次,焊前清理焊丝上的油、锈、水汽,焊缝高2-3mm,喷嘴直径Ф8mm,与工件间夹角75-85度
4.焊缝加强高0-2mm
5.焊后清理,外观检查
6.自检合格焊后进行5%RT探伤检测,Ⅲ级合格
编制
审核
编制单位:杭州聚蓝锅炉安装有限公司 编制时间:2020.5.10
水平焊
温度范围
——
测温方法
——
焊后热处理
种类
——
保温时间
——
加热方式
——
冷却方式
——
温度范围
——
测温方法
——
焊 接 工 艺 参 数
焊层
焊材
牌号
焊材
直径(mm)
焊接
电流
(A)
电弧
电压
(V)
焊接速度(cm/min)
保护气体
流量
(L/min)
1
ER50-6
φ2.0
90
12
6
8
2
ER50-6
φ2.0
100
14
管道焊接工艺卡
管道类别
设计压力
设计温度
焊口数量
共 道
第 1 页
GC2
1.0MPa
230℃
焊口详图(下)
共 1 页
材料编号
20#
60±5°
2-3
材料规格
Φ89×4、Φ57×3.5、
焊接方法
GTAW
焊接电源
种类
直流
极性
正接
接头与坡口型式
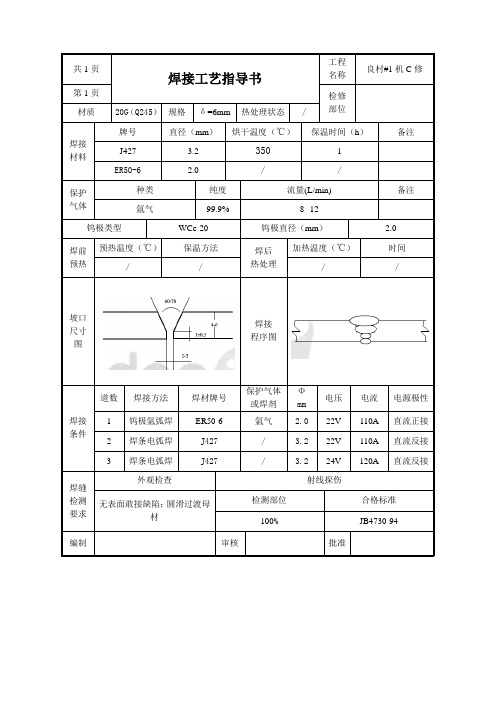
焊接工艺卡(20G)
共1页
焊接工艺指导书工程
名称
良村#1机C修
第1页检修
部位材质20G(Q245)规格δ=6mm 热处理状态/
焊接材料
牌号直径(mm)烘干温度(℃)保温时间(h)备注J427 3.2 350 1
ER50-6 2.0 //
保护气体种类纯度流量(L/min) 备注氩气99.9% 8--12
钨极类型WCe-20 钨极直径(mm) 2.0
焊前预热预热温度(℃)保温方法焊后
热处理
加热温度(℃)时间////
坡口尺寸图
焊接程序图
焊接条件道数焊接方法焊材牌号
保护气体
或焊剂
Φ
mm
电压电流电源极性
1 钨极氩弧焊ER50-6 氩气 2.022V 110A 直流正接
2 焊条电弧焊J427/ 3.222V 110A 直流反接
3 焊条电弧焊J427/ 3.224V 120A 直流反接
焊缝检测要求
外观检查射线探伤
无表面敢接缺陷;圆滑过渡母
材
检测部位合格标准
100%JB4730-94
编制审核批准。
焊接工艺卡

J422
Φ3.2
150-200℃
1h
焊接规范参数
焊接方法
焊机
极性
层次
焊条直径
电流(A)
电压(V)
速度mm/min)
焊丝直径
钨棒直径
伸出长度(mm)
气体流量(L/min)
GTAW
直流
正接
1
90-100
13-16
/
Φ2.5
Φ2.5
5-8
7-10
热处理方法及工艺要求:
SMAW
直流
反接
2-5
Φ3.2
3.2手工电弧焊焊条(507)层次(2-5)层间清理,焊缝加高0-4mm
4焊后清理,外观检查,力学性能
5(5)%X射线探伤,(II)级合格
WPS NO:HP053
焊接位置
水平固定
PQR NO:HP053
焊接方法
GTAW/SMAW
基本金属型号规格
20 X>DN80
焊接材料
牌号
规格
烘干温度
烘烤时间
定量
TIG-J50
3.2手工电弧焊焊条(/)层次(/)层间清理,焊缝加强高0-2mm
4焊后清理,外观检查,力学性能
5(10)%X射线探伤,(II)级合格
WPS NO:HP028
焊接位置
水平固定
PQR NO:HP028
焊接方法
GTAW
基本金属型号规格
20GФ32×3
焊接材料
牌号
规格
烘干温度
烘烤时间
定量
TIG-J50
Φ2.5
110-130
22-26
120-130
审批
校核
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
16~44
焊接方法或焊接工艺
GTAW
焊缝金属厚度mm
≤6
SMAW
≤38
焊接位置
6G
层-道
焊接方法
填充金属
焊接电流
电弧电压
V
焊接速度
cm∕min
线能量
kj∕cm
施焊技术
摆动
牌号
直径
极性
电流(A)
预热温度(℃)
250(200)
1
GTAW
TIG-R31
2.5
直流正接
120~140
11~12
6~8
/
焊接速度,cm∕min
线能量kj∕cm
施焊技术
摆动
牌号
直径
极性
电流(A)
预热温度(℃)
常温
1
GTAW
ER50-6
2.5
直流正接
110~130
11~12
6~8
/
道间温度(℃)
/
2~3
SMAW
ER5015
3.2
直流反接
100~120
24~26
8~10
/
焊后热处理
/
4~5
SMAW
ER5015
3.2
直流反接
常温
根部
GTAW
ER50-6
2.5
直流正接
100~120
11~12
7~9
/
道间温度(℃)
/
其余
GTAW
ER50-6
2.5
直流正接
110~130
12~13
6~8
/
焊后热处理
/
后热
钨极直径
喷嘴直径
脉冲频率
脉宽比(%)
气体成分
Ar
气体
流量Hale Waihona Puke 正面8-10L/min
背面
编制
项光元
日期
2018.7.1
审核
王雅玮
日期
喷嘴直径
12
脉冲频率
脉宽比(%)
气体成分
Ar
气体
流量
正面
8-10L/min
背面
编制
项光元
日期
2018.7.1
审核
王雅玮
日期
2018.7.1
批准
高栋
日期
2018.7.1
焊接工艺卡
接头简图:
焊接工艺程序
焊接工艺卡编号
J2018005
1.清理坡口
2.定位焊按焊接工艺
3.外观检查按DLT_5210.7-2010规定
4.RT25%Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)
图号
接头名称
管道接头
接头编号
焊接工艺评定
报告编号
Y2016011
焊工持证项目
GTAW-FeⅢ-6G-3/159-Fefs-02/11/12
SMAW-FeⅢ-6G(K)-9/159-Fef3j
检
验
序号
本厂
监检单位
第三方或用户
母材代号
12Cr1MoVG
cm∕min
线能量
kj∕cm
施焊技术
摆动
牌号
直径
极性
电流(A)
预热温度(℃)
250℃(200℃)
1
GTAW
TIG-R31
2.5
直流正接
110~130
11~12
6~8
/
道间温度(℃)
≥200℃(250℃)
2
SMAW
R317
3.2
直流反接
100~120
25~26
8~10
/
焊后热处理
/
后热
钨极直径
铈钨Ф2.5
检
验
序号
本厂
监检单位
第三方或用户
母材代号
12Cr1MoVG
厚度mm
1.5~8
焊接方法或焊接工艺
GTAW
焊缝金属厚度mm
≤8
焊接位置
6G
层-道
焊接方法
填充金属
焊接电流
电弧电压,V
焊接速度,cm∕min
线能量kj∕cm
施焊技术
摆动
牌号
直径
极性
电流(A)
预热温度(℃)
常温
1
GTAW
ER55-B2-MnV
2.5
GTAW-FeⅢ-6G-3/159-Fefs-02/11/12
SMAW-FeⅢ-6G(K)-9/159-Fef3j
检
验
序号
本厂
监检单位
第三方或用户
母材代号
12Cr1MoVG
厚度mm
7~14
焊接方法或焊接工艺
GTAW
焊缝金属厚度mm
≤6
SMAW
≤8
焊接位置
6G
层-道
焊接方法
填充金属
焊接电流
电弧电压
V
焊接速度
SMAW-FeⅡ-6G(K)-9/108-Fef3j
检
验
序号
本厂
监检单位
第三方或用户
母材代号
20G
厚度mm
1.5~10
焊接方法或焊接工艺
GTAW
焊缝金属厚度mm
≤10
其余
焊接位置
6G
层-道
焊接方法
填充金属
焊接电流
电弧电压,V
焊接速度,cm∕min
线能量kj∕cm
施焊技术
摆动
牌号
直径
极性
电流(A)
预热温度(℃)
焊工持证项目
GTAW-FeⅡ-6G-3/108-Fefs-02/10/12
SMAW-FeⅡ-6G(K)-9/108-Fef3j
检
验
序号
本厂
监检单位
第三方或用户
母材代号
20G
厚度mm
12~24
焊接方法或焊接工艺
GTAW
焊缝金属厚度mm
≤6
SMAW
≤18
焊接位置
6G
层-道
焊接方法
填充金属
焊接电流
电弧电压,V
日期
2018.7.1
审核
王雅玮
日期
2018.7.1
批准
高栋
日期
2018.7.1
110~130
25~27
6~8
/
后热
钨极直径
铈钨Ф2.5
喷嘴直径
12
脉冲频率
脉宽比(%)
气体成分
Ar
气体
流量
正面
8-10L/min
背面
编制
项光元
日期
2018.7.1
审核
王雅玮
日期
2018.7.1
批准
高栋
日期
2018.7.1
焊接工艺卡
接头简图:
焊接工艺程序
焊接工艺卡编号
J2018003
1.清理坡口
2.定位焊按焊接工艺
焊接工艺卡
接头简图:
焊接工艺程序
焊接工艺卡编号
J2018001
1.清理坡口
2.定位焊按焊接工艺
3.外观检查按DLT_5210.7-2010规定
4.RT25%Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)
图号
接头名称
管道接头
接头编号
焊接工艺评定
报告编号
Y2016007
焊工持证项目
GTAW-FeⅡ-6G-3/108-Fefs-02/10/12
批准
高栋
日期
2018.7.1
焊接工艺卡
接头简图:
焊接工艺程序
焊接工艺卡编号
J2018004
1.清理坡口
2.定位焊按焊接工艺
3.外观检查按DLT_5210.7-2010规定
4.RT25%Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)
图号
接头名称
管道接头
接头编号
焊接工艺评定
报告编号
Y2016010
焊工持证项目
2018.7.1
批准
高栋
日期
2018.7.1
焊接工艺卡
接头简图:
焊接工艺程序
焊接工艺卡编号
J2018002
1.清理坡口
2.定位焊按焊接工艺
3.外观检查按DLT_5210.7-2010规定
4.RT25%Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)
图号
接头名称
管道接头
接头编号
焊接工艺评定
报告编号
Y2016008
直流正接
90~110
11~12
7~9
/
道间温度(℃)
/
2
GTAW
ER55-B2-MnV
2.5
直流正接
100~120
12~13
6~8
/
焊后热处理
/
后热
钨极直径
铈钨Ф2.5
喷嘴直径
12
脉冲频率
脉宽比(%)
气体成分
Ar
气体
流量
正面
8-10L/min
背面
编制
项光元
日期
2018.7.1
审核
王雅玮
日期
2018.7.1
道间温度(℃)
≥200(250)
2
SMAW
R317
3.2
直流反接
110~120
25~26
6~8
/
焊后热处理
720~750℃
3
SMAW
R317