JUKI贴片机拾取料片的原理
JUKI贴片机的使用教程
贴片机的介绍与使用目录一:贴片技术与贴片机关系讲解二:贴片机的编程循序三:贴片机的保养目的贴片技术与贴片机关系讲解(一)X-Y 与Z轴X-Y 定位系统是评价贴片机精度的主要指标,它包括传动机构和伺服系统;贴片速度的提高意味着X-Y 传动机构运行速度的提高而发热,而滚珠丝杆是主要的热源,其热量的变化会影响贴装精度,最新研制的X-Y 传动系统在导轨内设有冷却系统;在高速机中采用无磨擦线性马达和空气轴承导轨传动,运行速度做得更快。
西门子贴片机是采用同步带-直线轴承驱动,该系统运行噪声低,工作环境好。
X-Y 伺服系统(定位控制系统)由交流伺服电机驱动,并在传感器及控制系统指挥下实现精确定位,因此传感器的精度起关键作用。
位移传感器有园光栅编码器、磁栅尺和光栅尺。
1.园光栅编码器园光栅编码器的转动部位上装有两片园光栅,园光栅由玻璃片或透明塑料制成,并在片上镀有明暗相间的放射状铬线,相邻的明暗间距称为一个栅节,整个园周总栅节数为编码器的线脉冲数。
铬线的多少也表示精度的高低。
其中一片光栅固定在转动部位作指标光栅,另一片则随转动轴同眇运动并用来计数,因此指标光栅与转动光栅组成一对扫描系统,相当于计数传感器。
园光栅编码器装在伺服电机中,它可测出转动件的位置、角度及角加速度,它可以将这些物理量转换为电信号舆给控制系统。
编码器能记录丝杆的放置数并将信息反馈给比较器,直至符合被线性量。
该系统抗干扰性强,测量精度取决于编码器中光栅盘上的光栅数及溢珠丝杆导轨的精度。
2.磁栅尺由磁栅尺和磁头检测电路组成,利用电磁特性和录磁原理对位移进行测量。
磁栅尺是在非导磁性标尺基础上采用化学涂覆或电镀工艺在非磁性标尺上沉积一层磁性膜(一般10~20um)在磁性膜上录制代表一定年度具有一定波长的方波或正弦波磁轨迹信号。
磁头在磁栅尺上移动和读取磁恪,并转变成电信号输入到控制电路,最终控制AC伺服电机的运行。
磁栅尺的优点是制造简单、安装方便、稳定性高、量程范围大,测量精度高达1~5um,贴片精度一般在0.02mm。
CTF8_JUKI飞达说明书

教育训练
1. 为了防止由于不熟悉机器而发生的事故,关于本机器的操作,请一定由接受过本公司规定的操作研修,并具 有一定的知识和操作技能的操作人员来进行操作。
用途
1. 请不要把本机器用于规定用途以外的目的。如果使用于用途以外的目的,本公司不负任何责任。 2. 请不要改装机器。对于因改装而发生的事故,本公司不负任何责任。
3. 为了防止人身事故,修理调整、更换零件等作业后,请确认螺丝、螺母等是否没有松动。
使用环境
1. 为了安全,请在下列环境下进行使用。
动作时的周围温度
+10℃~+35℃
动作时的相对湿度
50%以下(35℃)
90%以下(20℃)
2. 为了防止因各零部件的生锈发生的机械事故,从寒冷的地方急速地移动到温暖的地方等时,有可能发生结露
9. 定期更换零部件一览表 ...................................................... 19
10.选购品 ................................................................... 20
1. 条码标签 .................................................... 20 2. 轧花垫片 .................................................... 20 3. 支撑拉条 ..................................................... 21
有关安全的注意事项
注意
JUKI高速贴片机操作手册

ponent direction error
元件尺寸錯誤
Error: Component direction error 現象描述: 元件尺寸錯誤 處理方法: 1:檢查元件尺寸是否與實物一致. 2:Laser是否清洁,元件尺寸檢測是否打開.
3:使用OCC檢查吸取坐標有無偏移.Feeder供料
1.如遇到不會處理的報警時,請不要只敲回車鍵,需保 留報警畫面,待技術員處理.2.在處理報警后需檢查 Feeder上蓋有無翹起、是否上好.方可開机.
JUKI高速贴片机操作手冊
JUKI贴片机 工作原理镭射识别,机构简单,更稳定,后 期维护费用低,磨砺造就的高速度高精度技术,通过采用 高效率新型线性伺服马达,贴装头组件的轻量化和高刚性 化,以及优化贴装程序,实现了0.040秒/芯片 (90,000CPH)(最佳条件)的贴装速度。
Error: Feeder sensor detected 現象描述:供料器之感應器被擋到. 處理方法:檢查Feeder前蓋.料帶是否浮起,Sensor間是否有 其它異物,確認好后讓机器歸零再進行補打,若机 器沒有記憶貼片步驟,需知會技術人員處理.
8.BOC mark recog error (Mark識別錯誤)
Error:Pwb Conveying Error 現象描述:基板傳送錯誤 處理方法:按” ”鍵,確認基板卡住的位置,檢查軌道寬度 調試是否合理,輸送帶是否磨破,板子是否變形.感 應器是否老化 及感應位置和感應時間是否正確.
7.Feeder sensoቤተ መጻሕፍቲ ባይዱ detected (供料器之感應器被擋到)
操作安全
1.站立機臺時,勿靠近機臺,以免碰到EMERGENCY STOP按鈕. 2:機器運轉時,不可將頭,手及身體部位伸進機臺中, 以免造成傷害.處理机器報警時需打開安全蓋操作. 3:操作機器時應特別小心,不可將工具及其他物品 遺留在機臺內部. 4:機臺運轉時禁止上.下供料器<做此操作時須停下 機器> 5:在按下<START>開關前務必確認裝置內部無人 方可進行.
贴片机结构及原理分析ppt课件

2.贴装头及其组成
贴装头的基本功能是从供料器取料部位拾取SMC/SMD, 并经检查、定心和方位校正后贴放到PCB的设定位置上。 它安装在贴装区上方,可配置一个或多个SMD真空吸嘴 或机械夹具,θ轴转动吸持器件到所需角度,Z轴可自由 上下将器件贴装到PCB安装面。贴装头是贴装机上最复 杂和最关键的部件,和供料器一起决定着贴装机的贴装 能力。它由贴装工具(真空吸嘴)、定心爪、其它任选部 件(如粘接剂分配器)、电器检验夹具和光学PCB取像部 件(如摄像机)等部分组成。根据定心原理区分,典型的 贴装头有3种。
贴片机结构及原理分析
随着SMC小型化、SMD多引脚窄间距化和复合式、组合 式片式元器件、BGA、CSP、DCA〔芯片直接贴装技 术)、以及表面组装的接插件等新型片式元器件的不断 出现,对贴装技术的要求越来越高。近年来,各类自动 化贴装机正朝着高速、高精度和多功能方向发展。采用 多贴装头、多吸嘴以及高分辨率视觉系统等先进技术, 使贴装速度和贴装精度大大提高。
机架是机器的基础,所有的传动、定位、传送机 构均牢固地固定在它上面,大部分型号的贴片机 及其各种送料器也安置在上面,因此机架应有足 够的机械强度和刚性,图3-1 为贴装机结构示意 图。目前贴片机有各种形式的机架,大致可分为 两类。
;
;
第四章 贴装机传动系统
一. 传送机构与支撑台
传送机构就是图3-1中的轨道,它的作用是将需要贴片的 PCB送到预定位置,贴片完成后再将SMA送至下道工序。
;
此外,现代的贴片机在传动结构〔Y轴方向由单 丝械向双丝杠发展);元件的对中方式〔由机械 向激光向全视觉发展);图像识别〔采用高分辨 CCD);BGA和CSP的贴装〔采用反射加直射镜技 术);采用铸铁机架以减少振动,提高精度,减 少磨损;以及增强计算机功能等方面都采用了许 多新技术,使操作更加简便、迅速、直观和易掌 握。
自动贴片机工作原理
自动贴片机工作原理
自动贴片机是一种用于电子元器件表面粘贴的设备。
其工作原理包括以下几个步骤。
首先,将待粘贴的电子元器件放置在一个料盘或者一个进料口中。
这些元器件通常是以细小的芯片形式存在,如电阻、电容、晶体管等。
然后,料盘或进料口会将元器件送入到机器的工作区域。
工作区域包括一个移动的平台,上面附有粘贴机构。
接着,机器会使用一个视觉系统来检测元器件的位置和方向。
视觉系统通常包括一个高分辨率的摄像头和图像处理算法。
通过分析待贴片元器件的特征,机器能够准确地确定其位置和方向。
然后,粘贴机构会使用一个真空吸盘将元器件吸附在其底部。
吸盘的设计能够确保元器件的牢固吸附,以便在后续的操作中保持其位置不变。
最后,粘贴机构会将元器件移动到粘贴位置并将其粘贴在目标位置上。
通常,这是通过将元器件轻轻按压在目标位置上来实现的。
整个过程是自动完成的,由机器内部的控制系统进行控制和协调。
这种自动化的过程可以大大提高生产效率和质量,并减少人力成本。
贴片机操作规程
贴片机操作规程一、引言贴片机是电子制造过程中常用的自动化设备,用于将电子元件精确地贴附到印刷电路板(PCB)上。
为了确保贴片机的安全操作和高效生产,制定本操作规程。
二、贴片机的基本原理贴片机通过自动化的方式将电子元件从供料器中取出,并精确地贴附到PCB 上。
其基本原理包括以下几个步骤:1. 供料器准备:将电子元件装入供料器,并确保供料器正常工作。
2. 图像识别:贴片机通过摄像头对PCB上的位置进行图像识别,确定电子元件的精确贴附位置。
3. 电子元件取料:贴片机根据图像识别结果,自动控制吸嘴取出电子元件,并将其准确放置在PCB上。
4. 焊接:贴片机将电子元件精确地焊接到PCB上,确保连接可靠。
5. 检测:贴片机完成贴附后,进行检测,确保贴附质量符合要求。
三、贴片机操作规程1. 操作前准备:a. 确保贴片机及相关设备处于正常工作状态。
b. 检查供料器中的电子元件是否充足,并及时补充。
c. 检查PCB的质量和准备就绪状态。
2. 贴片机操作步骤:a. 打开贴片机电源,并等待其启动。
b. 将PCB放置在贴片机工作台上,并调整好位置。
c. 进行图像识别校准,确保贴附位置的准确性。
d. 设置贴附参数,包括贴附速度、贴附压力等。
e. 启动贴片机,开始自动贴附过程。
f. 监控贴附过程,确保贴附质量符合要求。
g. 完成贴附后,进行检测,确保贴附质量合格。
h. 关闭贴片机电源,清理工作区域。
四、安全注意事项1. 操作人员应接受相关培训,熟悉贴片机的操作规程和安全注意事项。
2. 在操作过程中,应佩戴适当的防护设备,如手套、护目镜等。
3. 禁止在贴片机运行过程中触摸机器内部零部件。
4. 禁止将未经验证的PCB放入贴片机进行贴附。
5. 在清理工作区域时,应注意避免触摸贴片机的运动部件。
五、故障排除在贴片机操作过程中,可能会出现故障。
以下是常见故障及排除方法的示例:1. 供料器卡料:停机后检查供料器,清理卡料部分并重新启动。
smt贴片机工作原理

smt贴片机工作原理
贴片机是一种自动化设备,用于在电子产品制造过程中将SMT(表面贴装技术)元器件精确地贴装到PCB(印刷电路板)上。
其工作原理如下:
1. 材料准备:首先,需要准备SMT元器件和PCB,这些元器件通常以卷带、盘或托盘的形式供应。
PCB则通过传输系统输送到贴片机工作区域。
2. 自动进料:贴片机通过传送带将元器件自动送入工作区域。
通常,这个过程包括将元器件从卷带或盘上剪切下来,并对其进行定位和校准,以确保其正确放置。
3. 识别和定位:在将元器件投入到PCB上之前,贴片机会使用视觉系统或其他传感器来识别元器件的位置和方向。
这些系统能够准确地检测元器件的位置和角度,并将其与PCB上的精确位置进行对齐。
4. 贴装操作:一旦元器件的位置和方向被准确定位,贴片机便会采取适当的方法将其粘贴到PCB上。
这个过程可能涉及到采用真空吸盘将元器件抓取,再通过设备上的喷射嘴或其他机械装置精确地放置到相应的PCB位置上。
5. 焊接:一旦元器件被正确贴装到PCB上,接下来就是进行焊接过程,以确保元器件和PCB之间的电气连接。
这个过程可能包括热风或电熔的焊接技术,具体方法取决于元器件的类型和料号。
6. 检验和修复:完成焊接后,PCB会经过各种检查和测试设备来确保元器件的贴装质量。
如果检测到任何错误或缺陷,可以在此阶段进行修复或重新贴装。
通过这样的自动化工作流程,贴片机能够高效地实现大规模的SMT元器件贴装,大大提高了电子产品制造的生产效率和贴装质量。
JUKIKE贴片机简介
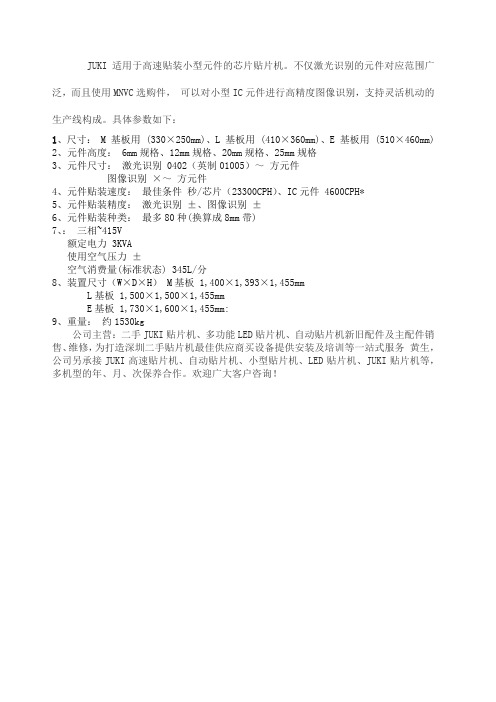
JUKI 适用于高速贴装小型元件的芯片贴片机。
不仅激光识别的元件对应范围广泛,而且使用MNVC选购件,可以对小型IC元件进行高精度图像识别,支持灵活机动的生产线构成。
具体参数如下:
1、尺寸: M 基板用(330×250mm)、L 基板用(410×360mm)、E 基板用(510×460mm)
2、元件高度: 6mm规格、12mm规格、20mm规格、25mm规格
3、元件尺寸:激光识别 0402(英制01005)~方元件
图像识别×~方元件
4、元件贴装速度:最佳条件秒/芯片(23300CPH)、IC元件 4600CPH*
5、元件贴装精度:激光识别±、图像识别±
6、元件贴装种类:最多80种(换算成8mm带)
7、:三相~415V
额定电力 3KVA
使用空气压力±
空气消费量(标准状态) 345L/分
8、装置尺寸(W×D×H) M基板1,400×1,393×1,455mm
L基板1,500×1,500×1,455mm
E基板1,730×1,600×1,455mm:
9、重量:约1530kg
公司主营:二手JUKI贴片机、多功能LED贴片机、自动贴片机新旧配件及主配件销售、维修,为打造深圳二手贴片机最佳供应商买设备提供安装及培训等一站式服务黄生,公司另承接JUKI高速贴片机、自动贴片机、小型贴片机、LED贴片机、JUKI贴片机等,多机型的年、月、次保养合作。
欢迎广大客户咨询!。
贴片机的技术和原理
贴片机视觉系统构成原理及其视觉定位1 贴片机视觉系统构成及实现原理如图1所示,贴片机视觉系统一般由两类CCD摄像机组成。
其一是安装在吸头上并随之作x-y方向移动的基准(MARK)摄像机,它通过拍摄PCB上的基准点来确定PCB板在系统坐标系中的坐标;其二是检测对中摄像机,用来获取元件中心相对于吸嘴中心的偏差值和元件相对于应贴装位置的转角θ。
最后通过摄像机之间的坐标变换找出元件与贴装位置之间的精确差值,完成贴装任务。
1.1 系统的基本组成视觉系统的基本组成如图2所示。
该系统由三台相互独立的CCD成像单元、光源、图像采集卡、图像处理专用计算机、主控计算机系统等单元组成,为了提高视觉系统的精度和速度,把检测对中像机设计成为针对小型Chip元件的低分辨力摄像机CCD1和针对大型I C的高分辨力摄像机CCD2,CCD3为MARK点搜寻摄像机。
当吸嘴中心到达检测对中像机的视野中心位置时发出触发信号获取图像,在触发的同时对应光源闪亮一次。
1.2 系统各坐标系的关系为了能够精确的找出待贴元件与目标位置之间的实际偏差,必须对景物、CCD摄像机、CCD成像平面和显示屏上像素坐标之间的关系进行分析,以便将显示屏幕像素坐标系的点与场景坐标系中的点联系起来;并通过图像处理软件分析计算出待贴元件中心相对于吸嘴中心的偏差值。
对于单台摄像机,针孔模型是适合于很多计算机视觉应用的最简单的近似模型[3]。
摄像机完成的是从3D射影空间P3到2D射影空间P2的线性变换,其几何关系如图3所示,为便于进一步解释,定义如下4个坐标系统:(1)欧氏场景坐标系(下标为w):原点在OW,点X和U用场景坐标系来表示。
(2)欧氏摄像机坐标系(下标为c),原点在焦点C=Oc,坐标轴Zc与光轴重合并指向图像平面外。
在场景坐标系和摄像机坐标系之间存在着唯一的关系,可以通过一个平移t和一个旋转R构成的欧氏变换将场景坐标系转化为摄像机坐标。
其关系如式(1)所示:(3)欧氏图像坐标系(下标为i),坐标轴与摄像机坐标系一致,Xi和Yi位于图像平面上,Oi像素坐标系的坐标为(xp0,yp0)。
贴片机原理与应用

《SMT设备原理与应用》贴装机基板定位元件定位送板基板处供料理贴片机的主要性能参数生产速率Throughout Rate 功能范围Versatility贴片精度Accuracy & Repeatability可靠性(长短期)Long & Short term Reliability贴片质量Placement Quality保养和维修Maintainability & Repairability操作性和防误性Ease of Operation and Error Proof价格和维持费Purchase & Running Cost柔性或灵活性Flexibility04基板定位元件定位送板您需要知道详细资料,包括:封装尺寸、包装、所需吸咀、定位技术、和拾放性能。
应注意整线给予同时考虑自动转换在线更换简便软件硬件Networking or离线硬件准备floppy disc离线软件快速更换设备多备供料站料站更换统一设置+自动软件更换‘模块’式设计‘模块’式设计=柔性?柔性=可更换+容易更换!14组合因素例:- 使用成熟技术。
- 使用简单组合。
- 避用管式供料。
ppm 的意义自动更正功能。
可靠性(长期)工业界中常用MTBF(平均无故障时间)来衡量设备的可靠性。
实用性 ?统一的定义和测量方法 ?可靠的数据资料 ?用户需要做许多功课才能使这方法有效。
不能靠供应商或其他用户的数据。
17电脑数据的协助ADAPTIVE PICK-UP吸咀设计供料器设计和选用元件选用移动式供料固定式供料设备技术原理Laseralignw12345贴片的拾取性能因素不是所有的供应商都提供拾取性能的ppm值,即使有提供也意义不大。
应附带的资料:性能的定义(Auto or Manual refine)。
对贴片效率的影响。
(按设备设计而定、自动更正时间)提供的协助(警报、MIS资料)和所需更正技术难度。
测量条件(所用吸咀、供料器种类)。
JUKI JX-100_100LED_操作说明书

则有导致死亡或重伤的潜在性危险。
注意 表示在进行机器操作、保养时,如果当事人、第三者操作错误,或不防止该情况,
则有造成中度或轻度伤残的危险。
2)警告标识、禁止标识及指示标识
警告、禁止及指示,用下述标识表示。
警告标志
手或衣服有可能 被卷入
1.为防止人身受伤,请勿在拆下安全罩、安全装置等状态下运行。 2.为防止人身受伤,请务必小心,以免头发、衣服等被卷入传送带链。
此外,请勿戴手套。 3.为防止人身受伤,维护时(加油、调试、日常检修),请切断电源。 4.为防止人身受伤,请在电源线上使用漏电断路器。
1.本装置的操作系统采用 Windows XP。 除安装本装置提供的软件之外,加装其他软件,不保证正常运行。对 SSD 内组 装的文件进行转移、重命名、文件夹·文件的压缩、复制,也同样不保证正常 运行,敬请谅解。
iv操作手册为了安全使用机器目录前言s1本书概要s1关于标示s1本书的构成s1用语集s21装置概要1111本装置概要1112本装置的构成112操作程序2121生产流程2122操作概要22步骤1接通主机电源22步骤2执行预热23步骤3读入生产程序24步骤4选择生产画面25步骤5设置生产基板26步骤6把生产所要使用的元件安装在带状送料器等元件供给装置上213步骤7把带状送料器安装在送料器台架上213步骤8确认元件吸取位置214步骤9执行生产218步骤10退出生产画面219步骤11关闭主机电源2203生产时的各项处理3131用完元件在操作选项中选中无元件暂停时3132用完元件操作选项中未勾选无元件暂停时3233标记识别错误3334激光脏污错误3435发生各种错误la识别错误芯片站立异元件判定3536吸嘴错误3637暂停时的用完元件补满功能3738继续生产38操作手册前言本书概要本书是为进行jx100生产的操作方法的入门书
JUKI_贴片机操作指引
JUKI_贴片机操作指引JUKI贴片机是一种用于电子元件贴装的设备,能够高效地将电子元件精确地粘贴在电路板上。
本文将详细介绍JUKI贴片机的操作流程和注意事项。
一、操作前的准备工作1.确保贴片机的电源已连接并打开,检查设备是否正常工作。
2.准备好需要贴装的电子元件和电路板。
二、设置设备参数1.打开贴片机的控制面板,进入设置界面。
2.根据需要贴装的电子元件的尺寸和类型,设置相应的参数,包括贴装速度、吸嘴吸力、贴装定位数据等。
3.保存设备参数,确保在下次使用时可以直接加载。
三、加载电路板和元件1.将电路板放置在贴片机工作台上,并将其固定好,以防其移动。
2.按照元件的封装类型和规格,选择合适的吸嘴,并将其安装在贴片机的吸嘴头上。
3.将需要贴装的元件按照正确的方向放在供料器中,并确保其排列整齐。
4.启动设备,使其自动将元件从供料器中吸取,并精确地放置在电路板上。
四、监控贴片过程1.一旦设备开始工作,应密切监控贴片过程,确保元件的贴装位置准确无误。
2.如发现贴装错误,例如元件位置偏移、缺失或倾斜,应立即停止设备工作,并进行相应的调整。
3.贴片过程中需定期清理吸嘴和设备工作区域,以防元件堵塞或污染。
五、完成贴装并检查1.当所有元件贴装完成后,关闭贴片机并将电路板取出。
2.仔细检查贴装效果,确保所有元件已正确贴装,无误操作或缺失。
3.如发现贴装问题,应追踪到具体元件,重新贴装或更换。
4.检查完毕后,可以进行一轮功能性测试,确保电路板能正常工作。
六、注意事项1.操作贴片机时需佩戴静电手套,以防止静电对元件产生损害。
2.在更换元件尺寸或类型时,需重新设置设备参数,以确保贴装的准确性。
3.定期清洁设备和更换吸嘴,以保持贴片机的正常工作。
4.注意操作过程中的安全,避免手指触碰设备运动部件。
5.如需长时间放置贴片机不用,应关闭电源并进行适当的维护。
七、故障排除1.如出现贴装错误或设备故障,应先停止设备工作,检查设备和元件是否存在问题。
SMT-JUKI贴片机常见问题及解决方法,你值得拥有!

SMT-JUKI贴片机常见问题及解决方法,你值得拥有!展开全文一、JUKI贴片机元件吸取不良/识别错误处理方法1、JUKI贴片机抛料:操作员俗称。
实际细分为两类:吸取不良和识别错误2、吸取不良识别错误区分:吸取不良:元件未吸取或吸取后掉落。
元件一般会在料仓或供料器附近。
识别错误:元件在激光器/照相识别过程中发生错误,将元件抛至回收装置(弃料盒)。
3、吸取不良处理措施:吸取坐标:示教吸取坐标,吸取坐标中心为料仓中心。
供料器问题:通过更换供料器方式可快速判断。
更换供料器请注意更换现用的同型号、同包装、同进位的供料器,以确保判断的准确性。
吸嘴问题:按下停止按钮停止生产,检查放回的吸嘴。
损坏或动作不良请联系维修。
二、JUKI MTC E063:Head Err现象:MTC吸嘴Z轴下降后不上升。
手柄报警“E063:Head Err”故障判断:Z轴气缸下降端磁性传感器已触发。
由“近及远”判断顺序1,吸嘴滑轨问题阻力大;2,气缸故障(一般为密封圈漏气);3,电磁阀故障;4,控制部分问题;首先判断Z轴滑轨,手动动作上升下降正常,排除。
判断气缸,再次报警时气缸应该回收,所以下端气管应有压缩空气,上端无压缩空气。
拔掉上端气管发现有气体从气缸漏出。
故判断气缸密封圈漏气。
后面的问题也就不用判断了。
下一步要拆卸气缸,使用密封油脂密封气缸密封圈。
拆卸过程遇到顶丝难拆卸,此时不要暴力拆卸容易弄滑顶丝造成维修难度扩大。
使用热风加热顶丝部分使螺丝胶失效后方便拆卸。
不过这个顶丝到最后发现是不用拆的。
卸下气缸将气缸密封圈涂抹油脂后恢复!OK三、JUKI贴片机激光器脏相关报警及擦拭方法激光器相关报警信息:1,吸嘴姿势错误吸嘴长度超过0.3mm 请取下吸嘴上的不详物2,元件废弃失败(废弃异常)3,因Z轴下降无法移动Xy轴4,在Z轴带回了贴片元件5,因吸嘴安装姿势不对,不能放回吸嘴6,吸嘴上可能附有元件,无法归还吸嘴7,吸嘴测定的吸嘴宽度与设定的不一致8,返回原点时报E601201 Z轴错误:因Z轴下降,9,不能移动XY轴放回吸嘴后,检查吸嘴是否存在时发现阴影四、Z 轴归零时报 Return to home has not been completed原因分析: 1.Z 轴马达损坏处理方法: 1.更换.Z 轴马达,如下图所示原因分析: 2.Z 轴马达皮带损坏处理方法: 2.更换.Z 轴皮带马达原因分析: 3.NOZZLE OUT SHIFT 轴杆弯曲处理方法: 3.更换 NOZZLE OUT SHIFT 轴杆弯曲,如上图所示原因分析: 4.Z 轴马达控制卡处理方法: 4.更换 Z 轴马达控制卡二.X 轴和 Y 轴归零时有异响,且报 Return to home has not been completed 原因分析: 1.X 轴和 Y 轴马达损坏(各有两只). 处理方法: 1.更换.X 轴和 Y 轴马达,如图下所示原因分析: 2.X 轴和 Y 轴马达皮带损坏处理方法: 2.更换 X 轴和 Y 轴皮带马达,如上图所示原因分析: 3.X 轴和 Y 轴线性磁尺(光学尺)损坏处理方法: 3.更换 X 轴和 Y 轴线性磁尺(光学尺)损坏,如下图所示原因分析: 4.X 轴和 Y 轴 INCODE 损坏处理方法: 4. X 轴和 Y 轴 INCODE 损坏,如上图所示原因分析: 5.X 轴和 Y 轴马达电源卡损坏(没有供给 x 轴和 Y 轴马达电压)处理方法: 5.更换 X 轴和 Y 轴马达电源卡原因分析: 6. X 轴和 Y 轴马达控制卡损坏处理方法: 6.更换 X 轴和 Y 轴马达控制卡五、MARK CAMERA 无法读取机器的原点原因分析: 1.CAMERA 不亮处理方法: 1.检查 CAMERA 的电源线,接口和给 MARK CAMERA 供电的电源卡.原因分析: 2.机器的校准块的原点赃污.处理方法: 2.清洁赃物,如图所示原因分析: 3.与机器的原点偏差太大处理方法: 3.重新校准六、真空检测吸嘴时报错. 原因分析: 1.真空切换电磁阀损坏处理方法: 1 更换电磁阀,如图所示原因分析: 2.吸嘴的滤芯赃污处理方法: 2.清洁滤芯,不行就更换. 原因分析: 3.真空气路有故障. 处理方法: 3.检查真空气路.七、“System file was lost” 故障原因分析: 非正常操作或意外删除或移动系统文件,导致系统文件丢失原因分析: 1.系统文件路径变动或损坏.处理方法:1.重新把系统文件移至原来的路径中去或重新COPY 其他同种机台同种系统的系统文件重新放置于原来的路径中,关机重启.2.上述还是不能解决问题,就请重新 GHOST 硬盘,步骤如下 (1)准备一张 98 启动软盘,一张存有 GHOST 文件的软盘,双接口的数据线,硬盘跳线接口一个,在同机种同系统的机台上进行硬盘对拷. (2)关机,拆下硬盘,用跳线设置该硬盘为从盘;拿至同机种同系统的机台处,同样把备份系统的机台关机,拆下数据线,换上双接口的数据线,把系统损坏的硬盘一起插上. (3)开机,进入 SET UP 模式下,设置机器从 A 盘启动,关机. (4)在软驱中插入先前准备好的98 启动盘,开机,直至机台读入A 盘,显示>A:\ (5)取出 98 启动盘,插入 GHOST 软盘,手工键入 GHOST ,按回车键,直到画面显示 GHOST 程序接口. (6)同时按下 CTRL 和 ESC 键,在左下角弹出菜单中,选者 DISK\DISK TO DISK,按下回车键,在出现的对话框中,选者冲主盘到从盘对拷,按下OK 键执行此项操作. (7)GHOST 完成后,退出此程序后,返回至 A:\,取出软盘,关机,. (8)拆下 GHOST 后的软盘,取下跳线,拿至原来的机台安装,重新启动. (9)在机器正常开启至主画面未归零之前,取消归零动作.在菜单栏中选择fire\control data management… \data manager,在出现的对话栏中,选择 master data 中的每一项,点选restor 一下,恢复机台原有的calibration 数据.然后再归零.原因分析: 2.硬盘损坏处理方法: 2.更换新的硬盘,按上述介绍,重新GHOST 硬盘,恢复系统.八、“Laser sensor is dirty” 故障原因分析: laser sensor 赃污1.原因分析: 1. laser sensor 赃污.处理方法: 1.清洁laser sensor. 方法:用无尘布小心擦拭LASER SENSOR 的两面镜面, 2.在菜单栏中,选择控制--head 控制—激光控制,出现以下图示再选择图像显示,检查 LASER 曲线是否在 65~200 之间,且起伏不大,否则得重新擦拭 LASER 的镜面.原因分析: 2. laser 损坏.处理方法: 2.更换 LASER .原因分析: 3. laser 控制卡损坏.处理方法: 3.更换 LASER 控制卡损坏九、KE2050M Z轴故障E620014报错处理方法生产中突然听到啪的一声.机器停止故障为E620014Z轴驱动警报.查看驱动器.为Z驱动1第三灯亮(闪烁).头部保护开关断开.确认各吸杆轴无明显异常.于是把保护开关按下开机归原点仍出现报错.不能归原点.(心想一下:因第一次遇到)把全部Z轴跳过再归原点.OK.可回原点.于是再一个.一个头跳回.问题出来了.为L2头不良所致.手动转动.上下.明显感觉较紧.找来备品更换.开机OK.校正后生产.问题解决.建议大家:一般易损.易坏配件还是要订点库存.以备急用.就如今天如没备品更换.跳过头贴装可要少打很多点哦!十、KE2050机器不能贴装状况:机器不能贴装基准台MARK识别超出允许范围分析:1.关机重启后无效2.检查头部、OCC线路3.调整OCC光亮度4. 对换IPC-X3 CTL BOARD5.OCC/LASER/HEAD OFFSET校正6.对换SAFTY CTL BOARD7.检查MSP CTL参数,将基准台MARK识别范围由初始化“0”改为“5000、3000”后OK十一、Z3轴错误,返回原点失败在生产中突然出现错误提示:Z3轴错误,返回原点失败。
JUKI贴片机的使用教程

贴片机的介绍与使用目录一:贴片技术与贴片机关系讲解二:贴片机的编程循序三:贴片机的保养目的贴片技术与贴片机关系讲解(一)X—Y 与Z轴X—Y 定位系统是评价贴片机精度的主要指标,它包括传动机构和伺服系统;贴片速度的提高意味着X-Y 传动机构运行速度的提高而发热,而滚珠丝杆是主要的热源,其热量的变化会影响贴装精度,最新研制的X—Y 传动系统在导轨内设有冷却系统;在高速机中采用无磨擦线性马达和空气轴承导轨传动,运行速度做得更快。
西门子贴片机是采用同步带-直线轴承驱动,该系统运行噪声低,工作环境好.X—Y 伺服系统(定位控制系统)由交流伺服电机驱动,并在传感器及控制系统指挥下实现精确定位,因此传感器的精度起关键作用。
位移传感器有园光栅编码器、磁栅尺和光栅尺.1.园光栅编码器园光栅编码器的转动部位上装有两片园光栅,园光栅由玻璃片或透明塑料制成,并在片上镀有明暗相间的放射状铬线,相邻的明暗间距称为一个栅节,整个园周总栅节数为编码器的线脉冲数。
铬线的多少也表示精度的高低。
其中一片光栅固定在转动部位作指标光栅,另一片则随转动轴同眇运动并用来计数,因此指标光栅与转动光栅组成一对扫描系统,相当于计数传感器.园光栅编码器装在伺服电机中,它可测出转动件的位置、角度及角加速度,它可以将这些物理量转换为电信号舆给控制系统。
编码器能记录丝杆的放置数并将信息反馈给比较器,直至符合被线性量。
该系统抗干扰性强,测量精度取决于编码器中光栅盘上的光栅数及溢珠丝杆导轨的精度。
2.磁栅尺由磁栅尺和磁头检测电路组成,利用电磁特性和录磁原理对位移进行测量.磁栅尺是在非导磁性标尺基础上采用化学涂覆或电镀工艺在非磁性标尺上沉积一层磁性膜(一般10~20um)在磁性膜上录制代表一定年度具有一定波长的方波或正弦波磁轨迹信号.磁头在磁栅尺上移动和读取磁恪,并转变成电信号输入到控制电路,最终控制AC伺服电机的运行。
磁栅尺的优点是制造简单、安装方便、稳定性高、量程范围大,测量精度高达1~5um,贴片精度一般在0。
JUKI贴片机的构造以及结构
SMT生产中的贴片技术通常是指用一定的方式将片式元器件准确地贴放到PCB指定的位置, 这个过程英文称之为“Pick and Place”,显然它是指吸取/拾取与放置两个动作。
在SMT初期,由于片式元器件尺寸相对较大,人们用镊子等简单的工具就可以实现上述动作,至今尚有少数工厂仍采用或部分采用人工放置元件的方法。
但为了满足大生产的需要,特别是随着SMC/SMD的精细化,人们越来越重视采用自动化的机器--贴片机来实现高速高精度的贴放元器件。
近30年来,贴片机已由早期的低速度(1-1.5秒/片)和低精度(机械对中)发展到高速(0.08秒/片)和高精度(光学对中,贴片精度+-60um /4δ)。
高精度全自动贴片机是由计算机、光学、精密机械、滚珠丝杆、直线导轨、线性马达、谐波驱动器以及真空系统和各种传感器构成的机电一体化的高科技装备。
从某种意义上来说,贴片机技术已经成为SMT的支柱和深入发展的重要标志,贴片机是整个SMT 生产中最关键、最复杂的设备,也是人们初次建立SMT生产线时最难选择的设备。
本章将着重讨论贴片机的主要结构,工作原理,各类贴片机的主要特点以及IPC最新推出的贴片机验收标准,为选购及组织验收贴片机提供依据。
9.1 贴片机的结构与特性目前,世界上生产贴片机的厂家有几十家,贴片机的品种达几百个之多,但无论是全自动贴片机还是手动贴片机,无论是高速贴片机还是中低速贴片机,它的总体结构均有类似之处。
贴片机的结构可分为:机架,PCB传送机构及支撑台X,Y与Z/θ伺服,定位系统,光学识别系统,贴片头,供料器,传感器和计算机操作软件。
现将上述各种结构的特征及原理简介如下。
金狮王科技长期提有JUKI:750、760、2010、2020、2030、2050、2060、2070、2080、JX-100LED、JX-200LED、JX-300LED 等机器。
我们、有板卡、马达、镭射、主设备、备品仓、以及所有配件给予。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
到目前为止,机器拾取的工具和方式仍然与手工拾取相似:机械抓取和真空吸取两种基本模式,只不过机器拾取工具的复杂性和过程的速度是手工无法比拟的。
如图1所示。
图1 手工元件拾取的工具和方式示意图
图1(a)所示的手工用镊子夹取元器件的机械抓取方法,在机器贴装中基本不使用。
几乎所有的贴片机都采用真空吸取元件的方式。
只有在特殊情况下,例如,某些体积较大,形状特殊的异型元件,如图2所示,采用机械夹头抓取进行贴装可能是更加经济有效的方法。
图2 形状特殊的异型元件实例
在贴片机中,真空吸取元件是通过元器件拾取工具——吸嘴来完成的。
由于元器件大小及形状相差很大,一般贴片机都配备多种吸嘴。
图3是一种贴片机配置的吸嘴,这些吸嘴存放在吸嘴盒中,在贴装工作中,贴装头根据控制计算机指令选取相应的吸嘴,完成贴装任务后再放回吸嘴盒。
图3 贴片机配置的吸嘴
吸嘴是贴装技术中非常重要的工具,关于吸嘴以下几个问题是必须注意的。
·吸嘴的真空系统:包括为吸起元器件必须的真空设备、空气的过滤、吸取元器件异常时检测与报警装置等。
·吸嘴的材料:在高速贴装过程中,吸嘴与元器件在快速运动接触中,磨损不可避免。
在吸嘴的头部进行耐磨处理或采用相应耐磨材料是现代贴片技术研究课题。
从耐磨合金材料、碳纤维材料和耐磨陶瓷直到金刚石,都是增强吸嘴耐磨性的选择。
·特殊吸嘴:有些特殊元件需要特殊的吸嘴,某些重而体积大的元器件可能需要在吸嘴上设置密封圈,才能保证真空吸着的可靠性。
如图4所示。
图4 特殊吸嘴
吸嘴的结构:为了适应高密度微小型化元器件的贴装,吸嘴的结构在不断改进,如,在0603元件的贴片中,为了保证吸起的可靠性,在吸嘴上开有两个孔,以保证吸起时的平衡;此外不仅是元件本身尺寸在减小,而且与周围元件的间隙也在减小,因此不仅要能可靠贴装元件而且要不影响周边元件,故吸嘴的结构也必须不断改进。