NB_T47002.14-2009 压力容器用爆炸焊接复合板
压力容器的设计制造标准2019
(四)GB150、JB4732、 (JB/T4735.1) 的关系
1. 适用范围
GB150
压力(MPa) 0.1≤P≤35
温度(℃) -253至700
介质 不限
JB4732
NB/T47003.1 (JB/T4735.1)
0.1≤P<100 P<0.1
约<475 低于材料的蠕变温度
>-20至350
不限
压力容器设计制造标准
内容简介
一、压力容器标准体系及状况 二、GB150-2019 总 论 三、材 料 四、GB150-2019 设计计算 五、制造、检验与验收 六、GB151-2019 管壳式换热器
一、压力容器标准体系及状况
(一)标准体系
1. 标准层次 (1)国家标准(GB) (2)行业标准(JB、HG 、SH等) (3)企业标准(QB)
钢制压力容器—分析设计标准 (2019年版)
(14)JB/T4736-2019 补强圈
(15)JB/T4740-2019 空冷式换热器型式与基本参数
(16) JB4744-2000 钢制压力容器产品焊接试板的力学性能检验
(17)JB/T4746-2019 钢制压力容器用封头
(18)JB/T4747-2019 压力容器用钢焊条订货技术条件
4. 厚度 (1)厚度附加量
厚度附加量C=C1+C2 设计容器受压元件时所必须考虑的附加厚度,包括钢板 (或钢管)厚度附加量的厚度。 a. 材料厚度负偏差 c1
钢板
GB/T709-2019 热轧钢板和钢带的尺寸、外形、重量及允许偏差
GB713-2019
锅炉和压力容器用钢板
GB3531-2019
低温压力容器用低合金钢钢板
压力容器最新常用标准
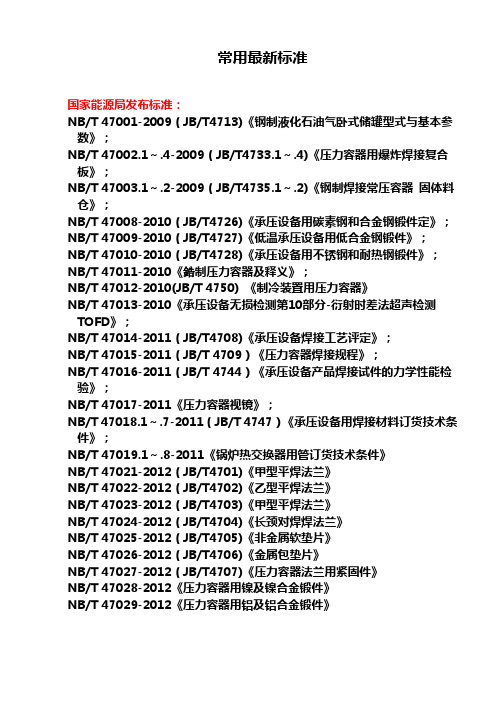
常用最新标准国家能源局发布标准:NB/T 47001-2009(JB/T4713)《钢制液化石油气卧式储罐型式与基本参数》;NB/T 47002.1~.4-2009(JB/T4733.1~.4)《压力容器用爆炸焊接复合板》;NB/T 47003.1~.2-2009(JB/T4735.1~.2)《钢制焊接常压容器固体料仓》;NB/T 47008-2010(JB/T4726)《承压设备用碳素钢和合金钢锻件定》;NB/T 47009-2010(JB/T4727)《低温承压设备用低合金钢锻件》;NB/T 47010-2010(JB/T4728)《承压设备用不锈钢和耐热钢锻件》;NB/T 47011-2010《鋯制压力容器及释义》;NB/T 47012-2010(JB/T 4750) 《制冷装置用压力容器》NB/T 47013-2010《承压设备无损检测第10部分-衍射时差法超声检测TOFD》;NB/T 47014-2011(JB/T4708)《承压设备焊接工艺评定》;NB/T 47015-2011(JB/T 4709)《压力容器焊接规程》;NB/T 47016-2011(JB/T 4744)《承压设备产品焊接试件的力学性能检验》;NB/T 47017-2011《压力容器视镜》;NB/T 47018.1~.7-2011(JB/T 4747)《承压设备用焊接材料订货技术条件》;NB/T 47019.1~.8-2011《锅炉热交换器用管订货技术条件》NB/T 47021-2012(JB/T4701)《甲型平焊法兰》NB/T 47022-2012(JB/T4702)《乙型平焊法兰》NB/T 47023-2012(JB/T4703)《甲型平焊法兰》NB/T 47024-2012(JB/T4704)《长颈对焊焊法兰》NB/T 47025-2012(JB/T4705)《非金属软垫片》NB/T 47026-2012(JB/T4706)《金属包垫片》NB/T 47027-2012(JB/T4707)《压力容器法兰用紧固件》NB/T 47028-2012《压力容器用镍及镍合金锻件》NB/T 47029-2012《压力容器用铝及铝合金锻件》压力容器材料标准碳素钢和低合金钢板■GB713《锅炉和压力容器用钢板》(Q245R、Q345R、Q370R…….)■GB3531《低温压力容器用低合金钢钢板》(16MnDR、15MnNiDR…….)■GB19189《压力容器用调质高强度钢板》(07MnMoVR………)高合金钢板■GB24511《承压设备用不锈钢钢板及钢带》S30408(06Cr19Ni10、0Cr18Ni9、304)S30403(022Cr19Ni10、00Cr19Ni10、304L)S31608(06Cr17Ni12Mo2、0Cr17Ni12Mo2、316)S31603(022Cr17Ni12Mo2、00Cr17Ni12Mo2、316L)……………碳素钢和低合金钢管GB/T8163《输送流体用无缝钢管》(10#、20#、Q345D)GB9948《石油裂化用无缝钢管》(10#、20#、12CrMo、15CrMo……)GB6479《高压化肥设备用无缝钢管》(20#、16Mn)GB5310《高压锅炉用无缝钢管》(12CrMoVG)高合金钢管GB13296《锅炉、热交换器用不锈钢无缝钢管》S30408(06Cr19Ni10、0Cr18Ni9、304)S30403(022Cr19Ni10、00Cr19Ni10、304L)S31608(06Cr17Ni12Mo2、0Cr17Ni12Mo2、316)S31603(022Cr17Ni12Mo2、00Cr17Ni12Mo2、316L)S32168(0Cr18Ni10Ti)S31668(0Cr18Ni12Mo2Ti)……………GB/T14976《流体输送用不锈钢无缝钢管》S30408(06Cr19Ni10、0Cr18Ni9、304)S30403(022Cr19Ni10、00Cr19Ni10、304L)S31608(06Cr17Ni12Mo2、0Cr17Ni12Mo2、316)S31603(022Cr17Ni12Mo2、00Cr17Ni12Mo2、316L)S32168(0Cr18Ni10Ti)S31668(0Cr18Ni12Mo2Ti)……………GB/T21833《奥氏体—铁素体型双相不锈钢无缝钢管》S21953、S22253、S22053…………GB/T12771《流体输送用不锈钢焊接钢管》S30408(06Cr19Ni10、0Cr18Ni9、304)S30403(022Cr19Ni10、00Cr19Ni10、304L)S31608(06Cr17Ni12Mo2、0Cr17Ni12Mo2、316)S31603(022Cr17Ni12Mo2、00Cr17Ni12Mo2、316L)S32168(0Cr18Ni10Ti)GB/T24593《锅炉和热交换器用奥氏体不锈钢焊接钢管》S30408(06Cr19Ni10、0Cr18Ni9、304)S30403(022Cr19Ni10、00Cr19Ni10、304L)S31608(06Cr17Ni12Mo2、0Cr17Ni12Mo2、316)S31603(022Cr17Ni12Mo2、00Cr17Ni12Mo2、316L)S32168(0Cr18Ni10Ti)GB/T21832《奥氏体—铁素体型双相不锈钢焊接钢管》S21953、S22253、S22053碳素钢和低合金钢锻件NB/T47008《承压设备用碳素钢和合金钢锻件》20#、35#、16Mn、20MnMo、35CrMo………NB/T47009《低温承压设备用低合金钢锻件》16MnD、20MnMoD、09MnNiD…………高合金钢锻件NB/T47010《承压设备用不锈钢和耐热钢锻件》S11306(0Cr13)S30408(06Cr19Ni10、0Cr18Ni9、304)S30403(022Cr19Ni10、00Cr19Ni10、304L)S31608(06Cr17Ni12Mo2、0Cr17Ni12Mo2、316)S31603(022Cr17Ni12Mo2、00Cr17Ni12Mo2、316L)…………碳素钢和低合金钢(螺柱、螺母)GB/T699《优质碳素结构钢》(20#、35#)GB/T3077《合金结构钢》(40Cr、30CrMoA、35CrMoA……)GB/T1221《耐热钢棒》(S45110)高合金钢(螺柱、螺母)GB/T1220《不锈钢棒》S30408(06Cr19Ni10、0Cr18Ni9、304)S31608(06Cr17Ni12Mo2、0Cr17Ni12Mo2、316)S31008(0Cr25Ni20)S32168(0Cr18Ni10Ti)S42020(2Cr12)检验、试验标准GB/T 228-2002《金属材料室温拉伸试验方法》GB/T 229-2007《金属材料夏比摆锤冲击试验方法》JB/T4730.1~.6《承压设备无损检测》零部件标准GB/T 25198-2010《压力容器封头》特种设备规范TSG Z0004-2007《特种设备制造、安装、改造、维修质量保证体系基本要求》TSG Z6001-2010《特种设备作业人员考核规则》TSG Z6002-2010《特种设备焊接操作人员考核细则》TSG R0004-2009《固定式压力容器安全技术监察规程》释义(第三版) TSG R0005-2011《移动式压力容器安全技术监察规程》GB 150.1~.4-2011《压力容器》。
压力容器用钢材新标准问题收集-及解答

疑问、问题及其说明:一、固定容规材料部分及其修改单1固定容规2.1(3)条“压力容器专用钢板(带)的制造单位应当取得相应的特种设备制造许可证”,何为压力容器专用钢板(带),哪些厂家取得了特种设备(材料)制造许可证?1) 压力容器专用钢板(带)是指:锅炉和压力容器用钢板低温压力容器用低合金钢钢板(2011)压力容器用调质高强度钢板承压设备用不锈钢钢板及钢带2)特种设备(材料)制造许可证:由国家质量监督检验检疫总局颁发。
对境内牌号,目前有53家材料制造厂取得了该证,对境外牌号,目前有如下几家通过评审,获得许可:舞阳钢铁有限责任公司宝山钢铁股份有限公司宝山钢铁股份有限公司不锈钢事业部湖南华菱湘潭钢铁有限公司新余钢铁股份有限公司山西太钢不锈钢股份有限公司2新标准材料(指按固定容规、GB150.2、压力容器专用钢板(带)标准生产材料)的标志和质量证明书内容是否与老标准材料有区别?有区别,新标准材料,材料标志和质量证明书内容中必须包含如下标志和编号:3压力容器专用钢板,由非材料制造单位供货时,是否每张钢板一张质量证明书原件?不需要每张钢板一张质量证明书原件。
由于目前的国内材料市场无法做到每张板一张质量证明书原件,故规定容规的修改单将该条款删除。
4境外牌号的哪些钢种需要通过技术评审后方可使用?抗拉强度下限值大于或者等于540MPa,以及用于压力容器设计温度低于-40℃的低合金钢钢材。
例如:抗拉强度下限值大于540MPa的SA302 Gr.B,SA508Gr.3Cl.2,BHW35,JFE- HITEN610U2、JFE-HITEN610U2L用于-40℃以下的低温钢 EN10028-4 13MnNi6-3 ,SA203Gr.A/D/E,SA334Gr.3,SA350LF3二、“质检特函【2010】86号”与GB150.21“质检特函【2010】86号”与GB150.2是什么关系1) GB150 处于公示阶段,没有正式实施;2) 固定容规又急需GB 150.2支持,所以“质检特函【2010】86号”提取GB150.2中的部分内容,以附件的形式供暂时使用;3) 由于只有引用了部分GB150.2内容,容易引起困惑和误解,建议结合GB150.2报批稿全文使用。
压力容器用爆炸焊接复合板标准简介

≥210
≥200
≥140
•2.未结合率
•1级、2级和3级均为钢板全面积超声检测。
NB/T47002.1
1级
2级
3级
未结合率 %
0
≤2
≤5
PPT文档演模板
压力容器用爆炸焊接复合板标准简介
3.覆材所用钢号 奥氏体型:S30408(06Cr19Ni10)、 S30403(022Cr19Ni10)、 S32168(06Cr18Ni11Ti)、 S31608(06Cr17Ni12Mo2)、 S31603(022Cr17Ni12Mo2)、 S31668(06Cr17Ni12Mo2Ti)、 S31703(022Cr19Ni13Mo3)、 S39042(015Cr21Ni26Mo5Cu2)、 美S31254、美N08367、美N08926;
NB/T47002.2
1级
2级
3级
未结合率 %
0
≤2
≤5
PPT文档演模板
压力容器用爆炸焊接复合板标准简介
3.覆材所用牌号 工业纯镍:N5(美N02201)、N6、N7(美N02200); 镍铜合金:NCu30(美N04400); 耐蚀镍合金:NS1101(美N08800)、NS1102(美N08810)、 NS1402(美N08825)、NS3102(美N06600)、 NS3304(美N10276)、NS3305(美N06455)、 NS3308(美N06022)、NS3311(美N06059)、 NS3309(美N06686)、NS3203(美N10675)。牌号 TA1、TA2、TA3、TA9、TA10。
PPT文档演模板
压力容器用爆炸焊接复合板标准简介
•四、NB/T47002.4-2009 《压力容器用爆炸焊 接复合板 第4部分:铜—钢复合板》
承压设备、特种设备国内外标准、法规相关图书单 2011_6编制

1ASME 锅炉压力容器规范(中译本)第Ⅰ卷 动力锅炉建造规范 (2010版)390.002ASME 锅炉压力容器规范(中译本)第Ⅴ卷 无损检测 (2010版)550.003ASME锅炉压力容器规范(中译本)第Ⅸ卷 焊接和钎接评定 (2010版)490.004TSG Z6002-2010特种设备焊接操作人员考核细则40.005TSG R0004-2009固定式压力容器安全技术监察规程(2011.1修订)35.006TSG R0004-2009《固定式压力容器安全技术监察规程》释义(2011.1修订)85.007TSG G5001-2010锅炉水(介)质处理监督管理规则25.008TSG G5002-2010锅炉水(介)质处理检验规则10.009压力容器制造质量保证体系建立及实施实用教程(2011年4月出版)(代替2010版《压力容器制造单位质量保证人员培训考核教材》)130.0010GB 150.1~.4-2010固定式压力容器11GB 25034-2010燃气采暖热火炉63.0012GB/T 25137-2010钛及钛合金锻件21.0013GB/T 25197-2010静置常压焊接热塑性塑料储罐(槽)78.0014GB/T 25198-2010压力容器封头54.0015GB/T 25862-2010制冷与空调用同轴套管式换热器21.0016GB 50094-2010球形储罐规范20.0017GB 50235-2010工业金属管道工程施工规范24.0018NB/T 47001-2009钢制液化石油气卧式储罐型式与基本参数19NB/T 47003.1~2-2009(JB/T 4735)钢制焊接常压容器20NB/T 47002.1~4-2009压力容器用爆炸焊接复合板(2010.8)50.0021NB/T 47004-2009(JB/T 4752)板式热交换器(2010.8)22NB/T 47005-2009(JB/T 4753)板式蒸发装置(2010.8)23NB/T 47006-2009(JB/T 4757)铝制板翅式热交换器(2010.8)24NB/T 47007-2010(JB/T 4758)空冷式热交换器(2011.1)60.0025NB/T 47008~47010-2010承压设备用碳素钢、合金钢、不锈钢锻件40.0026NB/T 47011-2010锆制压力容器及其标准释义(2011.1)180.0027NB/T 47012-2010(JB/T 4750)制冷装置用压力容器60.0028NB/T 47013.10-2010(JB/T 4730.10)承压设备无损检测 第10部分:衍射时差法超声检测35.0029含缺陷承压设备安全分析技术(2011.3出版)45.00135.00175.0030管壳式换热器(2010.1)68.00 31高效换热器及其节能作用48.00 32工业锅炉技术68.00 33余热锅炉研究与设计68.00 34工业锅炉水处理48.00 35锅炉节能与能效测试28.00 36锅炉节能减排简明教程(2011.3出版)25.00 37SY/T 0441-2010油田注汽锅炉制造安装技术规范24.00 38SY/T 0480-2010管道储罐渗漏检测方法标准12.00 39SY/T 0510-2010钢制对焊管件规范40.00 40SY/T 4117-2010高含硫化氢气田集输管道焊接技术规范18.00 41SY/T 6499-2010泄压装置的检测24.00 42SY/T 6507-2010压力容器检验规范维护检验、定级、修理和改造20.00 43SY/T 6517-2010石油设施储罐过量充装的防护18.00 44GB/T 18443.1-2010真空绝热深冷设备性能试验方法第1部分:基本要求16.00 45GB/T 18443.2-2010真空绝热深冷设备性能试验方法第2部分:真空度测16.00 46GB/T 18443.3-2010真空绝热深冷设备性能试验方法第3部分:漏率测量16.00 47GB/T 18443.4-2010真空绝热深冷设备性能试验方法第4部分:漏放气速率测量16.00 48GB/T 18443.5-2010真空绝热深冷设备性能试验方法第5部分:静态蒸发率测量16.00 49GB/T 18443.6-2010真空绝热深冷设备性能试验方法第6部分:漏热量测18.00 50GB/T 18443.7-2010真空绝热深冷设备性能试验方法第7部分:维持时间16.00 51GB/T 18443.8-2010真空绝热深冷设备性能试验方法第8部分:容积测量16.00 52GB 25025-2010搪玻璃设备技术条件24.00 53GB/T 25026-2010塘玻璃闭式搅拌容器24.00 54GB/T 25027-2010塘玻璃开式搅拌容器21.00 55GB/T 25145-2010搅拌设备名词术语39.00 56GB/T 25151.1-2010尿素高压设备制造检验方法第1部分:不锈钢带极自动堆焊层超声波检测16.0057GB/T 25151.2-2010尿素高压设备制造检验方法第2部分:尿素级超低碳铬镍钼奥氏体不锈钢选择性腐蚀检查和金相检查14.0058GB/T 25151.3-2010尿素高压设备制造检验方法第3部分:尿素级超低碳铬镍钼奥氏体不锈钢晶间腐蚀倾向试验16.0059GB/T 25151.4-2010尿素高压设备制造检验方法第4部分:尿素级超低碳铬镍钼奥氏体不锈钢晶间腐蚀倾向试验的试样制取21.0060GB/T 25151.5-2010尿素高压设备制造检验方法第5部分:尿素高压设备氨渗漏试验方法16.00 61GB/T 25153-2010化工压力容器用磁浮子液位计16.00 62HG/T 2806-2009奥氏体不锈钢压力容器制造管理细则10.00 63HG/T 2145.1~.4-2009搪玻璃手孔(2009)25.00 64HG/T 2268-2009钢制机械搅拌容器技术条件9.00 65HG/T 2468-2009不锈钢铁道罐车15.00 66HG/T 3109-2009钢制机械搅拌容器型式与基本参数9.00 67HG/T 3126-2009搪玻璃蒸馏容器8.00 68HG/T 4080-2009尿素合成塔氦泄漏试验方法8.00 69HG/T 4088~4093-2009塑料衬里设备试验方法25.00 70HG/T 4112-2009塑料衬里储槽和罐式容器技术条件10.00 71化工管路设计手册(2011.6出版)280.00 72密封设计手册56.00 73密封元件选用手册48.00 74化工密封实用技术56.00 75英汉·汉英密封技术词汇68.00 76GB/T 13347-2010石油气体管道阻火器21.00 77GB/T 24920-2010石化工业用钢制压力释放阀45.0078GB/T 24921.1-2010石化工业用压力释放阀的尺寸确定、选型和安装第1部分:尺寸的确定和选型36.0079GB/T 24921.2-2010石化工业用压力释放阀的尺寸确定、选型和安装第2部分:安装18.00 80SH/T 3030-2009石油化工塔型设备基础设计规范40.00 81SH/T 3075-2009石油化工钢制压力容器材料选用规范35.00 82SH/T 3158-2009石油化工管壳式余热锅炉30.00 83SH/T 3502-2009钛及锆管道施工及验收规范25.00 84SH/T 3523-2009石油化工铬镍不锈钢、铁镍合金和镍合金焊接规程38.00 85SH/T 3524-2009石油化工静设备现场组焊技术规程37.00 86SH/T 3527-2009石油化工不锈钢复合钢焊接规程25.00 87SH/T 3537-2009立式圆筒形低温储罐施工技术规程40.0088石油化工厂设备检修手册容器(2011.3)158.00 89石油化工厂设备检修手册焊接(2011.1)80.00 90油田加热炉(2011.4)52.00 91工业管道应力分析与工程应用(2011.4)88.00 92焊接残余压力的产生与消除(第二版)38.00 93压力管道检验师考核复习参考资料(2011.4出版)90.00 94石油化工设备防腐蚀技术(2011.3)68.00 95DL/T 369-2010电站锅炉管内压蠕变试验方法 5.00 96DL/T 370-2010承压设备焊接接头金属磁记忆检测 5.00 97DL/T 438-2009火电厂金属技术监督规程10.00 98DL/T 589-2010火力发电厂燃煤锅炉的检测与控制技术条件 5.00 99DL/T 592-2010火力发电厂锅炉给水泵的检测与控制技术条件 5.00 100DL/T 1105.1-2009电站锅炉集箱小口径接管座角焊缝无损检测技术导则第1部分:通用要求 5.00 101DL/T 1105.2-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则第2部分:超声检测 5.00 102DL/T 1105.3-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则第3部分:涡流检测 5.00 103DL/T 1105.4-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则第4部分:磁记忆检测 5.00 104DL/T 1113-2009火力发电厂管道支吊架验收规程7.00 105DL/T 1117-2009核电厂常规岛焊接工艺评定规程11.00 106DL/T 1118-2009核电厂常规岛焊接技术规程7.00 107DL/T 5210.2-2009电力建设施工质量验收及评价规程第2部分:锅炉机150.00 108DL/T 5210.4-2009电力建设施工质量验收及评价规程第4部分:热工仪表及控制装置68.00 109DL/T 5210.5-2009电力建设施工质量验收及评价规程第5部分:管道及36.00 110DL/T 5210.6-2009电力建设施工质量验收及评价规程第6部分:水处理及制氢设备和系统53.00 111NB/T 2003.1-2010核电厂核岛机械设备无损检测第1部分:通用要求27.00 112NB/T 2003.2-2010核电厂核岛机械设备无损检测第2部分:超声检测240.00 113NB/T 2003.3-2010核电厂核岛机械设备无损检测第3部分:射线检测138.00 114NB/T 2003.4-2010核电厂核岛机械设备无损检测第4部分:渗透检测45.00 115NB/T 2003.5-2010核电厂核岛机械设备无损检测第5部分:磁粉检测84.00 116NB/T 2003.6-2010核电厂核岛机械设备无损检测第6部分:管材制品涡流检测57.00117NB/T 2003.7-2010核电厂核岛机械设备无损检测第7部分:目视检测45.00 118NB/T 2003.8-2010核电厂核岛机械设备无损检测第8部分:泄漏检测75.00 119NB/T 20010.1-2010压水堆核电厂阀门第1部分:设计制造通则117.00 120NB/T 20010.10-2010压水堆核电厂阀门第10部分:应力分析和抗震分析114.00 121NB/T 20011-2010压水堆核电厂核安全有关的钢结构设计要求66.00 122NB/T 20013-2010含缺陷核承压设备完整性评定260.00 123NB/T 20017-2010压水堆核电厂安全壳结构整体性试验54.00 124NB/T 20018-2010核电厂安全壳密封性试验69.00 125NB/T 20030-2010压水堆核电厂设备管道惯用颜色和管道标识方法36.00 126NB/T 20032-2010压水堆核电厂反应堆压力容器承压热冲击评定准则33.00 127火电厂特种设备安全技术(2011.3)25.00 128超超临界锅炉设计及运行39.00 129大型循环流化床锅炉机组工艺设计28.00 130电站锅炉性能试验原理方法及计算(2011.3)43.00 131电站锅炉煤粉制备与计算(2011.2)36.00 132电梯标准法规汇编(上、下) 第二版460.00 133GB 25194-2010杂物电梯制造与安装安全规范57.00 134GB 25856-2010仅载货电梯制造与安装安全规范84.00 135电梯检验人员考核复习参考资料(2011.5)90.00 136电梯安全守则(2011.6出版)39.00 137电梯控制、安全与操作(2011.6出版)46.00 138起重机常用标准汇编(上、下)(2011.4出版)380.00 139起重机械安全管理实用指南(设计、制造、安拆、使用)58.00 140冶金起重机58.00 141葫芦式起重机80.00 142GB/T 5972-2009起重机钢丝绳保养、维护、安装、检验和报废45.00 143GB 6067.1-2010起重机械安全规程第1部分:总则36.00 144GB/T 6974.2-2010起重机术语第2部分:流动式起重机18.00 145GB/T 10051.1-2010起重吊钩第1部分:力学性能、起重量、应力及材料18.00146GB/T 10051.2-2010起重吊钩第2部分:锻造吊钩技术条件16.00 147GB/T 10051.3-2010起重吊钩第3部分:锻造吊钩使用检查14.00 148GB/T 10051.4-2010起重吊钩第4部分:直柄单钩毛坯件149GB/T 10051.5-2010起重吊钩第5部分:直柄单钩16.00 150GB/T 10051.6-2010起重吊钩第6部分:直柄双钩毛坯件16.00 151GB/T 10051.7-2010起重吊钩第7部分:直柄双钩16.00 152GB/T 10051.8-2010起重吊钩第8部分:吊钩横梁毛坯件16.00 153GB/T 10051.9-2010起重吊钩第9部分:吊钩横梁16.00 154GB/T 10051.10-2010起重吊钩第10部分:吊钩螺母16.00 155GB/T 10051.11-2010起重吊钩第11部分:吊钩螺母防松板14.00 156GB/T 10051.12-2010起重吊钩第12部分:吊钩闭锁装置16.00 157GB/T 10051.13-2010起重吊钩第13部分:叠片式吊钩技术条件14.00 158GB/T 10051.14-2010起重吊钩第14部分:叠片式吊钩使用检查14.00 159GB/T 10051.15-2010起重吊钩第15部分:叠片式单钩14.00 160GB/T 10183.1-2010起重机车轮及大车和小车轨道公差第1部分:总则161GB/T 10183.4-2010起重机车轮及大车和小车轨道公差第4部分:臂架起重机14.00 162GB 12602-2009起重机械超载保护装置安全技术规范21.00 163GB/T 12932-2010船用臂架起重机16.00 164GB 15052-2010起重机安全标志和危险图形符号总则165GB/T 18441-2009港口起重机供需文件30.00 166GB/T 22437.1-2008起重机载荷与载荷组合的设计原则第1部分:总则33.00 167GB/T 22437.2-2010起重机载荷与载荷组合的设计原则第2部分:流动式起重机21.00 168GB/T 22437.4-2010起重机载荷与载荷组合的设计原则第4部分:臂架起重机169GB/T 23720.1-2009起重机司机培训第1部分:总则18.00 170GB/T 23720.3-2010起重机司机培训第3部分:塔式起重机16.00 171GB/T 23721-2009起重机吊装工和指挥人员的培训24.00 172GB/T 23722-2009起重机司机(操作员)、吊装工、指挥人员和评审员的资格要求27.00 173GB/T 23723.1-2009起重机安全使用第1部分:总则27.00 174GB/T 23723.3-2010起重机安全使用第3部分:塔式起重机27.00175GB/T 23723.4-2010起重机安全使用第4部分:臂架起重机14.00 176GB/T 23724.1-2009起重机检查第1部分:总则14.00 177GB/T 23724.3-2010起重机检查第3部分:塔式起重机27.00 178GB/T 23725.1-2009起重机信息标牌第1部分:总则14.00 179GB/T 23725.3-2010起重机信息标牌第3部分:塔式起重机14.00 180GB/T 25195.1-2010起重机图形符号第1部分:总则21.00 181GB/T 25195.2-2010起重机图形符号第2部分:流动式起重机42.00 182GB/T 25195.3-2010起重机图形符号第3部分:塔式起重机24.00 183GB/T 25196.1-2010起重机状态监控第1部分:总则16.00 184GB/T 25850-2010起重机指派人员的培训18.00 185GB/T 25851.1-2010流动式起重机起重机性能的试验测定第1部分:倾翻载荷和幅度186GB/T 25852-20108级链条用锻造起重部件187GB/T 25853-20108级非焊接吊链188GB/T 25854-2010一般起重用D形和弓形锻造卸扣189GB/T 25855-2010索具用8级连接环190GB/T 25896.1-2010设备用图形符号起重机第1部分:通用符号191GB/T 25896.2-2010设备用图形符号起重机第2部分:流动式起重机符号192GB/T 25896.3-2010设备用图形符号起重机第3部分:塔式起重机符号193JB/T 6391.1-2010滑接输电装置第1部分:绝缘防护型滑接输电装置20.00 194JB/T 6391.2-2010滑接输电装置第2部分:刚体滑接输电导轨装置17.00 195GB 17907-2010机械式停车设备通用安全要求24.00 196GB 25849-2010移动式升降工作平台设计计算、安全要求和测试方法197JGJ 88-2010龙门架及井架物料提升机安全技术规范10.00 198JB/T 2785-2010工矿内燃机车20.00 199JB/T 3300-2010平衡重式叉车整机试验方法32.00 200JB/T 6127-2010电动平车技术条件14.00 201JB/T 11037-201010000KG~45000KG内燃平衡重式叉车技术条件14.00 202GB/T 24913-2010非公用往复索道技术规范18.00 203GB/T 25652-2010地下矿用架空索道技术规范21.00204GB/T 16767-2010游乐园(场)服务质量21.00 205大型游乐设施安全技术(2010.9)58.00 206GB/T 7562-2010发电煤粉锅炉用煤技术条件14.00 207GB/T 14087-2010船用空气瓶安全阀16.00 208GB/T 14211-2010机械密封试验方法14.00 209GB/T 14416-2010锅炉蒸汽的采样方法16.00 210GB/T 24947-2010船用辅锅炉水质要求14.00 211GB/T 25146-2010工业设备化学清洗质量验收规范18.00 212GB/T 25147-2010工业设备化学清洗中金属腐蚀率及腐蚀总量的测试方法重量法16.00 213GB/T 25148-2010工业设备化学清洗中除垢率和洗净率测试方法16.00 214GB/T 25149-2010工业设备化学清洗中碳钢钝化膜质量的测试方法红点14.00 215GB/T 25150-2010工业设备化学清洗中奥氏体不锈钢钝化膜质量的测试方法蓝点法14.00 216GB/T 25896-2010汽车用液化天然气加注装置18.00 217GB 25960-2010动力配煤规范16.00 218GB/T 26126-2010中小型煤粉工业锅炉用煤技术条件14.00 219GB/T 26127-2010车用压缩煤层气14.00 220GB/T 26073-2010有毒与可燃性气体检测系统安全评价导则221JT/T 773-2010气瓶直立道路运输技术要求10.00 222GB/T 228.1-2010金属材料拉伸试验第1部分:室温试验方法223GB/T 232-2010金属材料弯曲试验方法18.00 224GB/T 3310-2010铜及铜合金棒材超声波探伤方法225GB/T 3624-2010钛及钛合金无缝管226GB/T 25047-2010金属材料管环扩张试验方法14.00 227GB/T 25048-2010金属材料管环拉伸试验方法14.00 228GB/T 25996-2010绝热材料对奥氏体不锈钢外部应力腐蚀开裂的试验方法16.00 229GB/T 26057-2010钛及钛合金焊接管16.00 230GB/T 26058-2010钛及钛合金挤压管16.00 231GB/T 26076-2010金属薄板(带)轴向力控制疲劳试验方法232GB/T 26077-2010金属材料疲劳试验轴向应变控制方法233GB/T 26078-2010金属材料焊接残余应力爆炸处理法234GB/T 90.3-2010紧固件质量保证体系235GB/T 3098.1-2010紧固件机械性能螺栓、螺钉和螺柱236GB/T 9112-2010钢制管法兰类型与参数237GB/T 9113-2010整体钢制管法兰238GB/T 9114-2010带颈螺纹钢制管法兰239GB/T 9115-2010对焊钢制管法兰240GB/T 9116-2010带颈平焊钢制管法兰241GB/T 9117-2010带颈承插焊钢制管法兰242GB/T 9118-2010对焊环带颈松套钢制管法兰243GB/T 9119-2010板式平焊钢制管法兰244GB/T 9120-2010对焊环板式松套钢制管法兰245GB/T 9121-2010平焊环板式松套钢制管法兰246GB/T 9122-2010翻边环板式松套钢制管法兰247GB/T 9123-2010钢制管法兰盖248GB/T 9124-2010钢制管法兰技术条件249GB/T 9125-2010管法兰连接用紧固件250GB/T 13402-2010大直径钢制管法兰251GB/T 1226-2010一般压力表21.00 252GB/T 1227-2010精密压力表18.00 253GB/T 13627-2010核电厂事故监测仪表准则18.00 254GB/T 15474-2010核电厂安全重要仪表和控制功能分类21.00 255GB/T 25112-2010焊接、切割及类似工艺用压力表18.00 256GB/T 8118-2010电弧焊机通用技术条件18.00 257GB/T 10249-2010电焊机型号编制方法18.00 258GB/T 13165-2010电弧焊机噪声测定方法18.00 259GB/T 25312-2010焊接设备电磁场对操作人员影响程度的评价准则21.00 260GB/T 25313-2010焊接设备电磁场检测与评估准则16.00 261GB/T 25473-2010焊接、切割及类似工艺用管路减压器27.00262GB/T 25774.1-2010焊接材料的检验第1部分:钢、镍及镍合金熔敷金属力学性能试样的制备及检验16.00263GB/T 25774.3-2010焊接材料的检验第3部分:T型接头角焊缝试样的制备及检验16.00 264GB/T 25775-2010焊接材料供货技术条件产品类型、尺寸、公差和标志16.00 265GB/T 25776-2010焊接材料焊接工艺性能评定方法16.00 266GB/T 25777-2010焊接材料熔敷金属化学分析试样制备方法14.00 267GB/T 25778-2010焊接材料采购指南16.00 268焊接质量管理与控制读本58.00 269焊接材料、工艺及设备手册(第二版)(2011.2)128.00 270焊接残余应力的产生与消除(第二版)(2011.3)38.00 271特种焊接技术及应用(2011.5)56.00 272电焊条选用指南(第四版)69.00 273射线检测(2011.3出版)35.00 274射线探伤检测装置(2011.3出版)36.00 275GB/T 7233.2-2010铸钢件超声检测第2部分:高承压铸钢件276GB/T 25757-2010无损检测钢管自动漏磁检测系统综合性能测试方法277GB/T 25758.1-2010无损检测工业X射线系统焦点特性第1部分:扫描方法278GB/T 25758.2-2010无损检测工业X射线系统焦点特性第2部分:针孔照相机射线照相方法279GB/T 25758.3-2010无损检测工业X射线系统焦点特性第3部分:狭缝照相机射线照相方法280GB/T 25758.4-2010无损检测工业X射线系统焦点特性第4部分:边缘方法281GB/T 25758.5-2010无损检测工业X射线系统焦点特性第5部分:小焦点和微焦点X射线管的有效焦点尺寸的测量方法282GB/T 25759-2010无损检测数字化超声检测数据的计算机传输数据段指283GB/T 26140-2010无损检测测量残余应力的中子衍射方法284GB/T 26141.1-2010无损检测射线照相底片数字化系统的质量鉴定第1部分:定义、像质参数的定量测量、标准参考底片和定性控制285GB/T 26141.2-2010无损检测射线照相底片数字化系统的质量鉴定第2部分:最低要求。
复合钢板压力容器制造工艺

复合钢板压力容器制造工艺沈阳东方钛业股份有限公司 销售部 摘要:文章首先分析了复合钢板压力容器生产前的准备工作,并对加工过程中所应用到的各项技术方法和安全措施进行探讨,总结出加工中的注意事项,避免在加工制造过程中,有影响到复合板材料质量安全的问题出现。
关键词:复合钢板;压力容器;制造工艺一、复合板制作前准备复合板由基层材料和复层材料(或包含过渡层)通过爆炸或爆炸---轧制等方法复合而成的双层(或三层)金属板。
复合板具有强度高、耐蚀、耐磨等特殊性能和造价低等优点,主要用于制造反应釜、换热器、贮罐等设备。
复合板目前主要有两类:一类是基层材料与复层材料焊接性较好,如不锈钢复合板、镍基合金复合板等;另一类是基层材料与复层材料焊接性较差或不能焊接,如钛/钢复合板、锆/钛/钢复合板等,对这两类复合材料,在压力容器产品设计、制造和检验时,都有很大的不同,应区别对待。
以GB150.2-2011《压力容器—材料》和NB/T47002-2009《压力容器用爆炸焊接复合板》为依据,复合板容器在制造前,应对复合板的贴合率进行检验。
如果基层和复层间的贴合率达不到要求,不仅不能满足防腐、耐磨等特殊性要求,而且还有可能产生容器壳体鼓包或大面积脱层,严重降低设备使用寿命和安全性能,贴合不紧还将造成容器壳体的组装和焊接困难。
因此,贴合率检查对复合板容器制造至关重要。
复合板材料稳定性的控制,以加强技术手段来解决调控办法。
容器制造前,使用超声波探伤对复合板的贴合率再次进行复验。
复合板合成过程中,及时检测材料厚度(考虑到爆炸复合可能带来的减薄,有时需要对复层材料适当加厚),确保合成后的复合板满足标准要求和图样规定。
二、复合板筒体制作与组焊复合板筒体卷圆时,以中性层周长为基准,及时测量筒体外圆周长,确保筒体周长与对接的另一筒体(或封头)周长保持一致。
筒体与筒体(或封头)拼接前,要对筒体或封头的直径进行测量,观察是否一致,并从技术性角度探讨误差的解决方案,避免压力容器使用功能最终受到影响。
压力容器用材料的复验基础知识

压力容器用材料复验基础知识由生产部提议并受研究院的委托,由我给大家讲讲压力容器用材料复验方面的相关基本知识。
下面我就分几个侧面共同学习一下压力容器用材料复验方面的基础知识。
一、哪些情况下需要进行材料复验由于压力容器材料经过10年的发展,相对于99版《容规》颁布时已有了长足进展,冶金行业装备条件大为改善,钢材质量得到很大的提高;另一方面,压力容器专用钢板、钢管(压力管道元件)的制造已由工业生产许可转化为特种设备制造许可,基于上述原因,对于压力容器用材料进行大量复验,已无必要。
因此,TSG R0004-2009《固定式压力容器安全技术监察规程》(以下简称《固规》)取消了绝大部分的压力容器用材料的复验要求。
但在《固规》的2.11条(1)款要求压力容器制造单位应当采用对材料供货单位进行考察、评审、追踪等方式,确保所使用的压力容器材料符合《固规》的规定,并且在材料进厂时审核材料质量证明书和材料标志。
这一条款的实质是对材料的生产厂家提出了要求,比如说,你采购甲醇合成塔常用的13MnNiMoR材料你首先要考虑舞阳钢厂,其次是武钢等等,你千万不要到没有业绩支持的其他钢厂去采购;你若采购奥氏体不锈钢材料,你首先考虑的是太钢的、其次是上钢三厂的等等。
这一条款的第二层意思就是你要确认你采购来的压力容器用材料确实是你想要采购厂家的产品,比如说,你想采购的是舞阳钢厂的13MnNiMoR钢板,你要审核材料质量证明书和材料标志,确保它就是舞阳钢厂的产品。
这一点很关键,因为它不但是对用户负责,同时也是对采购人员自身负责。
总之,《固规》虽然取消了绝大部分压力容器用材料的复验要求,但它对采购环节提出了更高的要求,也同时加大了采购人员的责任,如果采购的压力容器材料质量不过关,性能得不到保证,又没有经过复验,有可能要出问题的。
总之,一句话,就是压力容器制造单位,应当对所取得的压力容器用材料与材料质量证明书的真实性和一致性负责。
关于这一点,大家也不要过分的担心,因为通常情况下,对于严格的场合,用户都对材料的供货商有着严格的要求,在这方面,他们可能更有经验和发言权,有时仅指定一家如舞阳钢厂作为材料唯一供货商,只要按采购说明书规定的厂家采购就行了。
压力容器用爆炸焊接复合板标准简介

Байду номын сангаас2020年6月5日星期五
一、NB/T47002.1-2009 《压力容器用爆炸焊接 复合板 第1部分:不锈钢—钢复合板》
1.复合界面的结合剪切强度
标 准 NB/T47002.1 JIS G3601 ASME SA264
τb MPa
≥210
≥200
≥140
•2.未结合率
•
•
•四、NB/T47002.4-2009 《压力容器用爆炸焊 接复合板 第4部分:铜—钢复合板》
•1.复合界面的结合剪切强 度 • τb≥100 MPa。 •2.未结合率
•1级、2级和3级均为钢板全面积超声检测。
NB/T47002.4
1级
2级
3级
未结合率 %
0
≤2
≤5
•
3.覆材所用牌号 T2、TU1、 H68、H62、HSn62-1、 QSn6.5-0.1、QAl9-2、 B19、BFe10-1-1、BFe30-1-1。
•
铁素体型:S11306(06Cr13)、 S11348(06Cr13Al)、 S11972(019Cr19Mo2NbTi);
奥氏体-铁素体型:S21953(022Cr19Ni5Mo3Si2N)、 S22253(022Cr22Ni5Mo3N)、 S22053(022Cr23Ni5Mo3N)。
•
•二、NB/T47002.2-2009 《压力容器用爆炸焊 接复合板 第2部分:镍—钢复合板》
•1级、2级和3级均为钢板全面积超声检测。
NB/T47002.1
1级
2级
3级
未结合率 %
0
≤2
≤5
•
压力容器用爆炸焊接复合板标准简介
四、NB/T47002.4-2009 《压力容器用爆炸焊接 复合板 第4部分:铜—钢复合板》
1.复合界面的结合剪切强度 τ b≥100 MPa。 2.未结合率
1级、2级和3级均为钢板全面积超声检测。来自NB/T47002.4
未结合率 %
1级
0
2级
≤2
3级
≤5
3.覆材所用牌号 T2、TU1、
H68、H62、HSn62-1、 QSn6.5-0.1、QAl9-2、 B19、BFe10-1-1、BFe30-1-1。
压力容器用爆炸焊接 复合板标准简介
中国通用机械工程总公司 秦晓钟 2011年1月
一、NB/T47002.1-2009 《压力容器用爆炸焊接 复合板 第1部分:不锈钢—钢复合板》
1.复合界面的结合剪切强度
标 准 τ b MPa 2.未结合率 1级、2级和3级均为钢板全面积超声检测。 NB/T47002.1 1级 2级 3级 NB/T47002.1 ≥210 JIS G3601 ≥200 ASME SA264 ≥140
未结合率 %
0
≤2
≤5
3.覆材所用钢号 奥氏体型:S30408(06Cr19Ni10)、 S30403(022Cr19Ni10)、 S32168(06Cr18Ni11Ti)、 S31608(06Cr17Ni12Mo2)、 S31603(022Cr17Ni12Mo2)、 S31668(06Cr17Ni12Mo2Ti)、 S31703(022Cr19Ni13Mo3)、 S39042(015Cr21Ni26Mo5Cu2)、 美S31254、美N08367、美N08926;
1.复合界面的结合剪切强度 标 准 τ b MPa NB/T47002.2 ≥210 JIS G3602 ≥200 ASME SA265 ≥140
国家能源局最新发布标准规程目录

SY/T 5844.1-2012
油气地质实验数据项名称范例 第1部门:地球化学
SY/T 5844.1-1995
2012-11-09
2013-03-01
48
SY/T 5844.2-2012
油气地质实验数据项名称范例 第2部门:沉积岩矿
SY/T 5844.2-1995
2012-11-09
2013-03-01
序号
尺度编号
尺度名称
取代尺度
采标号
批准日期
实施日期
1
NB/T 31029-2012
海上风电场风能资源丈量及海洋水文观察范例
2012-10-29
2013-03-01
2
NB/T 31030-2012
陆地和海上风电场工程地质勘察范例
2012-10-29
2013-03-01
3
NB/T 31031-2012
海上风电场工程预可行性研究陈诉体例规程
2012-11-09
2013-03-01
62
SY/T 6931-2012
石油地质画图软件标记范例
2012-11-09
2013-03-01
63
SY/T 6932-2012
石油地质图形数据互换范例
2012-11-09
2013-03-01
国度能源局2012年 第8号通告:
根据《能源领域行业尺度化治理措施(试行)》(国能局科技[2009]52号)的划定,经审查,国度能源局批准《海上风电场风能资源丈量及海洋水文观察范例》等19项能源尺度(NB)(见附件),现予以公布。 2012年10月29日
2013-03-01
6
NB/T 47025-2012
压力容器用钢材新标准问题收集_及解答
疑问、问题及其说明:一、固定容规材料部分及其修改单1固定容规2.1(3)条“压力容器专用钢板(带)的制造单位应当取得相应的特种设备制造许可证”,何为压力容器专用钢板(带),哪些厂家取得了特种设备(材料)制造许可证?1) 压力容器专用钢板(带)是指:锅炉和压力容器用钢板低温压力容器用低合金钢钢板(2011)压力容器用调质高强度钢板承压设备用不锈钢钢板及钢带2)特种设备(材料)制造许可证:由国家质量监督检验检疫总局颁发。
对境内牌号,目前有53家材料制造厂取得了该证,对境外牌号,目前有如下几家通过评审,获得许可:舞阳钢铁有限责任公司宝山钢铁股份有限公司宝山钢铁股份有限公司不锈钢事业部湖南华菱湘潭钢铁有限公司新余钢铁股份有限公司山西太钢不锈钢股份有限公司2新标准材料(指按固定容规、GB150.2、压力容器专用钢板(带)标准生产材料)的标志和质量证明书内容是否与老标准材料有区别?有区别,新标准材料,材料标志和质量证明书内容中必须包含如下标志和编号:3压力容器专用钢板,由非材料制造单位供货时,是否每张钢板一张质量证明书原件?不需要每张钢板一张质量证明书原件。
由于目前的国内材料市场无法做到每张板一张质量证明书原件,故规定容规的修改单将该条款删除。
4境外牌号的哪些钢种需要通过技术评审后方可使用?抗拉强度下限值大于或者等于540MPa,以及用于压力容器设计温度低于-40℃的低合金钢钢材。
例如:抗拉强度下限值大于540MPa的SA302 Gr.B,SA508Gr.3Cl.2,BHW35,JFE- HITEN610U2、JFE-HITEN610U2L用于-40℃以下的低温钢 EN10028-4 13MnNi6-3 ,SA203Gr.A/D/E,SA334Gr.3,SA350LF3二、“质检特函【2010】86号”与GB150.21“质检特函【2010】86号”与GB150.2是什么关系1) GB150 处于公示阶段,没有正式实施;2) 固定容规又急需GB 150.2支持,所以“质检特函【2010】86号”提取GB150.2中的部分内容,以附件的形式供暂时使用;3) 由于只有引用了部分GB150.2内容,容易引起困惑和误解,建议结合GB150.2报批稿全文使用。
最新不锈钢产品的制造工艺专业知识讲座

文档来源于网络,文档所提供的信息仅供参考之用,不能作为科学依据,请勿模 仿。文档如有不当之处,请联系本人或网站删除。
在不锈钢零部件周转和运输过程中,应 配备必要的防铁离子污染和磕划伤的运送 工具。钢板及零部件起吊所用钢丝绳,与 之接触的部分必须包有橡皮,所用吊具及 卡具、夹具、辅具等与不锈钢接触的夹紧 面,必须垫有铝板或其他有色金属板,严 防压伤零件或钢板表面。
(2)用于制造一、二类压力容器主要受压 元件的不锈钢材料,其质量证明书中项目 不全或实物标志不清时,须进行必要的检 验或试验,判明其牌号符合相应的质量标 准后方可使用。
文档来源于网络,文档所提供的信息仅供参考之用,不能作为科学依据,请勿模 仿。文档如有不当之处,请联系本人或网站删除。
用于制造三类压力容器主要受压元件的 不锈钢材料,除按有关要求进行必要的化学 成份、力学性能和弯曲性能复验外,对有抗 晶间腐蚀要求的,应对材料的抗晶间腐蚀性 能进行复验。 (3)不锈钢材料需作晶间腐蚀复验的,按 GB4334《不锈钢晶间腐蚀试验》或 GB1223《不锈耐酸钢晶间腐蚀倾向试 验方法》进行,设计图样另有规定的除外。
(2)为防止铁离子和其它杂质的污染,不锈 钢压力容器生产场所保持清洁、干燥,严 格控制灰尘。要求地面铺设橡胶或木质垫 板。严禁与铁基类材料接触,不得有铁屑, 焊条头之类易划伤钢板表面的东西存在。 避免形成碳化铬和磕碰划伤。 不锈钢设备装配和焊接所用的辊轮架, 其辊轮必须包有橡胶或电胶木,不得使用 钢辊轮。
文档来源于网络,文档所提供的信息仅供参考之用,不能作为科学依据,请勿模 仿。文档如有不当之处,请联系本人或网站删除。
(4)制造压力容器的不锈钢不得有分层,表 面不允许有裂纹、结疤。经酸洗供应的不锈
钢板表面不允许有氧化皮和过酸洗。
NBT 47003.1-2009 钢制焊接常压容器

ISO 3651-1:1998&ISO 3651-2:1998,MOD)
紧固件表面缺陷 螺母 (GB/T 5779.2—2000, ISO 6157-1:1995,IDT) 高压化肥设备用无缝钢管( GB6479-2000,ISO9329-2:1997,NEQ) 结构用无缝钢管 输送流体用无缝钢管 不锈钢复合钢板和钢带 压力容器公称直径 埋弧焊用低合金钢焊丝和焊剂 锅炉、热交换器用不锈钢无缝钢管 熔化焊用钢丝 流体输送用不锈钢无缝钢管 建筑结构荷载规范 建筑抗震设计规范 钢结构设计规范 现场设备、工业管道焊接工程施工及验收规范 甲型平焊法兰 乙型平焊法兰 长颈对焊法兰 承压设备焊接工艺评定
附录 A(资料性附录)
I
NB/T 47003.1—2009
前
JB/T 4735 分为两个部分: —— JB/T 4735.1:钢制焊接常压容器; —— JB/T 4735.2:固体料仓。
言
本部分与 JB/T 4735— 1997 相比,主要变化如下: —— 在修订了碳素钢、低合金钢、铁素体高合金钢的安全系数,将钢材标准抗拉强度下限值 的安全系数由 2.5 降为 2.4; —— 对第 4 章的最小厚度和计算厚度的定义进行了修订;压力试验中增加气压试验;压力试 验时的应力校核进行了修订; —— 第 5 章根据钢材标准的变动,相应的增加钢号;增加螺柱、螺母用钢钢号;增加型钢许 用应力;增加焊接材料; —— 将原标准的第 5 章“ 内压圆筒” 、第 6 章“ 外压圆筒与外压球壳” 、第 7 章“ 封头” 、第 8 章“ 平盖” 、第 9 章“ 开孔和开孔补强” 、第 10 章“ 法兰” 合并为本部分第 6 章“ 基本结 构元件” ; —— 对第 6 章“ 基本结构元件” 中的“ 平盖” 、 “ 开孔和开孔补强” 和“ 法兰” 的部分公式进 行了修正;放宽了开孔的范围和直径; —— 对第 7 章“ 立式圆筒形容器” 的部分公式进行了修正; —— 对第 8 章“ 矩形容器” 的部分公式进行了修正; —— 第 9 章增加了矩形容器、气压试验及方法的内容。将气压试验时介质温度修改为应不低 于 5℃; —— 撤消原标准第 12 章“ 立式圆筒形储罐” 、第 14 章“ 圆筒形料仓” 、附录 A“ 材料的补充 规定” 、附录 C“ 立式圆筒形储罐的抗震设计” 、附录 D“ 带肋拱顶的设计” 、附录 E“ 立 式圆筒形储罐基础设计的基本要求” 、附录 F“ 储罐 T 型接头、角焊接接头试件制备和检 查” 、附录 G“ 结构节点详图” 、附录 H“ 齐平型清扫孔的开孔和开孔补强” 。 本部分的附录 A 是资料性附录。 本部分由全国锅炉压力容器标准化技术委员会( SAC/TC 262)提出并归口。 本部分负责起草单位:甘肃蓝科石化高新装备股份有限公司。 本部分参加起草单位:安徽省特种设备检测院、中国石化工程建设公司、中国寰球工程公司、 中国石油工程设计公司大连分公司、中国石化集团上海工程有限公司、洛阳石化工程公司、中国特 种设备检测研究院、北京市燃气集团有限责任公司特种设备检验所。 本部分主要起草人:刘福录、张勇、严国华、费继增、夏莉、岳国印、赵建新、王文江、冀峰、 岳彬、姜英明、沈炳余、朱保国、王万磊、李晓明、李世玉、寿比南、王为国、江枫。 本部分所代替标准的历次版本发布情况为: —— JB/T 4735— 1997。
复合板压力容器制造工艺规程(修改)

SMS3128-2011第1版<0>复合板压力容器制造工艺规程THE FABRICATION PROCEDURE SPECIFICATION OF CLAD PLATEPRESURE VESSEL上海森松压力容器有限公司地址:中国上海浦东新区金闻路29号邮编:201323传真:0086-21-33756881电话:0086-21-38112058E-mail:******************.cn2011年03月20日发布2011年03月20日实施目录1.目的Purpose为保证复合板制压力容器制造质量,正确指导施工、检验等,特制订本规程。
This procedure is prepared for ensuring the fabrication quality of clad plate pressure vessel and guiding the construction, inspection and so on.2.适用范围Scope of application2.1.本规程适用于不锈钢、镍及镍基合金与碳钢、低合金钢,镍及镍基合金与不锈钢具有良好可焊性的复合板设备的制造。
This procedure is applied to the equipment that fabrication with clad plates which have good weldability and are composed of stainless steel, nickel and nickel alloy with carbon steel or low alloy steel, nickel and nickel alloy with stainless steel. 2.2.本规程不适用于钛、锆及其合金与钢或不锈钢的复合板设备的制造。
This procedure is not applied to the equipment that fabrication with clad plates which are composed of titanium, zirconium or their alloy with steel or stainless steel.2.3.本规程为制造过程中必须遵循的工艺原则。
压力容器用钢锻件标准简介[1]
![压力容器用钢锻件标准简介[1]](https://img.taocdn.com/s3/m/7e1269a3988fcc22bcd126fff705cc1755275f28.png)
压力容器用钢锻件标准简介[1]
10. S22053钢锻件
标准 钢号 C% Cr % Mo % N% P% S%
NB/T47010-2010 S22053 ≤0.030
22.00~23.00 3.00~3.50 0.14~0.20 ≤0.030 ≤0.020
取消1Cr18Ni9Ti。
压力容器用钢锻件标准简介[1]
2. S11306钢锻件
标准
JB4728-2000
钢号 C% Cr %
0Cr13 ≤0.08 11.50~13.50
P%
≤0.035
S%
≤0.030
公称厚度 mm
≤100
NB/T47010-2010 S11306 ≤0.06
11.50~13.50 ≤0.035 ≤0.020 ≤150
压力容器用钢锻件标准 简介
2024/2/8
压力容器用钢锻件标准简介[1]
一、NB/T47008-2010
《承压设备用碳素钢和合金钢锻件》
1. 钢 号
标 准 JB4726-2000
NB/T47008-2010
钢号
11个钢号
16个钢号 增加20MnNiMo、15NiCuMoNb、
12Cr2Mo1V、12Cr3Mo1V、 10Cr9Mo1VNb
0℃,≥34 (-20℃,≥34)
≤100 >200~300
480~630 450~600
≥305
≥275
压力容器用钢锻件标准简介[1]
标准
NB/T47008-2010 ASME(2010)
钢号
16Mn
SA105
C%
0.13~0.20
压力容器用爆炸焊接复合板界面剪切强度标准研究

################################################## 与应用 [ -] 化学工业出版社, , 北京: !111 , (上接第 *! 页) 送检波纹管发生局部泄漏失效的性 应力 质是: 在 45 # 条件和潮湿的环 境 中 产 生 点 腐 蚀、 腐蚀开裂。
’ ’-$
爆炸焊接复合板两类界面剪切强度 第一类剪切强度 由于 过 熔、 气固二相流聚集等原因造成的界面
剪切强度较低, 比 基、 复 材 二 者 的 基 体 强 度 均 要 低, 但达到国家标准 的 要 求, 这类复合板界面在做剪切 强度测试时, 其界面破断处一般就在界面处, 其真实 剪切强度值也就等于测试值, 如图 $ 所示。
参考文献: ["] %& ’($$ — "))* , 压力容器用爆炸不锈钢复合钢板 [ +] , [!] 郑哲敏, 杨振声, 等 , 爆炸加工 [ -] 国防工业出 , 北京: 版社 , ")." , [$] 史长根 / 爆炸焊接界面微观特征及应用研究 [ 0] / 南 京: 解放军理工大学博士论文, !11" / 收稿日期: !11* # 1" # 1’ 作者简介: 史长根 ( ")(" # ) , 男, 副 教 授, 主要从事金属复合 材料方面的研究工 作, 通 讯 地 址: 解放军理工大学工程兵工 程学院装备维修教研室。
中图分类号: 01*2, 3 , ; 4’&+ 文献标识码: 5 文章编号: ("$$%) !$$! 6 *&’% $" 6 $$"* 6 $’
!"#$%&’( )* !"+’$+,$ )* !-.+,&’( !",.’("- &’ /’".,*+0. )* 12+$$&’( 32+". 45&’( 6% 3,.55#,. 7.55.2
NB-T47014承压设备焊接工艺评定

三、NB/T47015-2011承压设备焊接工艺 评定的适用范围
3.4焊接工艺评定和焊工
3.4.1施焊下列各类焊缝的焊接工艺应按 NB/T47014评定合格:
(1)受压元件焊缝; (2)与受压元件相焊的焊缝; (3)上述焊缝的定位焊缝;注:不熔入和熔入永久
NB/T47014-2011标准中,焊接工艺 评定的目的是使
1)焊接接头力学性能符合规定;
2)堆焊层化学成分符合规定;
3)焊接工艺附加评定的目的是使焊接接头 附加特性(如焊透、角焊缝厚度)符合规 定。
2.规范性引用文件:
共引用86项标准,其中部分标准已经更 新了版本及名称。对于未曾引用国内标准 的材料、国外的标准的材料和在国内生产 的国外的标准的材料,则应按《固定式压 力容器安全技术监察规程》1.9条的规定和 附录B:母材、填充金属和焊接方法的补充规 定执行。
但如果设计文件或者用户要求焊接工艺评定 要做小于0℃的冲击试验时,则应按照要求进 行小于0℃的冲击试验。
固定式压力容器安全技术监察规程
第4.2.1条 焊接工艺评定
压力容器焊接工艺评定的要求如下:
(1)压力容器产品施焊前,受压元件焊缝、 与受压元件相焊的焊缝、熔入永久焊缝内 的定位焊缝、受压元件母材表面堆焊与补 焊以及上述焊缝的返修焊缝都应当进行焊 接工艺评定或者具有经过评定合格的焊接 工艺规程(WPS)支持。
二. NB/T47014-2011中规定了承压设备
(锅炉、压力容器和压力管道)五类焊接工艺评定和 一类焊接工艺附加评定基本要求:
1.对接焊缝和角焊缝焊接工艺评定;
2.耐蚀堆焊焊接工艺评定;
压力容器用爆炸焊接复合板标准简介

压力容器用爆炸焊接复合板标准简介一、NB/T47002.1-2009 《压力容器用爆炸焊接复合板第1部分:不锈钢—钢复合板》1. 复合界面的结合剪切强度标准NB/T47002.1 JIS G3601 ASME SA264τb MPa ≥210 ≥200 ≥1402. 未结合率1级、2级和3级均为钢板全面积超声检测。
NB/T47002.1 1级2级3级未结合率%0 ≤2 ≤53. 覆材所用钢号奥氏体型:S30408(06Cr19Ni10)、S30403(022Cr19Ni10)、S32168(06Cr18Ni11Ti) S31608(06Cr17Ni12Mo2)、S31603(022Cr17Ni12Mo2)、S31668(06Cr17Ni12Mo2Ti)、S31703(022Cr19Ni13Mo3)、S39042(015Cr21Ni26Mo5Cu2)、美S31254、美N08367、美N08926;铁素体型:S11306(06Cr13)、S11348(06Cr13Al)、S11972(019Cr19Mo2NbTi);奥氏体-铁素体型:S21953(022Cr19Ni5Mo3Si2N)、S22253(022Cr22Ni5Mo3N)、S22053(022Cr23Ni5Mo3N)。
二、NB/T47002.2-2009 《压力容器用爆炸焊接复合板第2部分:镍—钢复合板》1. 复合界面的结合剪切强度标准NB/T47002.2 JIS G3602 ASME SA265τb MPa ≥210 ≥200 ≥1402. 未结合率1级、2级和3级均为钢板全面积超声检测。
NB/T47002.2 1级2级3级未结合率%0 ≤2 ≤53. 覆材所用牌号工业纯镍:N5(美N02201)、N6、N7(美N02200);镍铜合金:NCu30(美N04400);耐蚀镍合金:NS1101(美N08800)、NS1102(美N08810)、NS1402(美N08825)、NS3102(美N06600)、NS3304(美N10276)、NS3305(美N06455)、(美N06022)、(美N06059)、(美N06686)、(美N10675)。
NBT 47014-2011《承压设备焊接工艺评定》标准解析
NB/T 47014-2011《承压设备焊接工艺评定》标准解析一、我国压力容器焊接工艺评定标准的制定和演变过程。
我国压力容器焊接工艺评定标准的建立要追溯到七十年代末,随着焊接工艺技术的发展以及对工艺评定认识的加深,该标准经过了多次修订。
其演变过程为:(1)1980年颁布的JB741-80《钢制焊接压力容器技术条件》附录二。
(2)1985年颁布的JB3964-85《压力容器焊接工艺评定》代替JB741-80附录二。
(3)1992年颁布的JB4708-92《钢制压力容器焊接工艺评定》代替JB3964-85。
(4)2000年颁布的JB4708-2000《钢制压力容器焊接工艺评定》代替JB4708-92。
(5)2011年颁布的NB/T47014-2011《承压设备焊接工艺评定》代替JB4708-2000。
在2000年颁布JB4708-2000版后,为了对按92版标准评定的项目适用性做出答复,国家质监局于2001年下发了质技监办发【2001】003号文(关于执行JB4708-2000《钢制压力容器焊接工艺评定》标准的意见),提出了以往按92版做的工艺评定哪些可继续有效,哪些需要补做项目,并要求对继续有效的评定,要按2000版进行转化。
在GB713-2008《锅炉压力容器用钢板》标准发布后,国家质检总局以质检特函【2008】64号文《关于GB713-2008实行过渡期安排的通知》中,提出了由于钢板钢号的改变,对已进行的工艺评定需进行转换,但如何转换,没有明确规定。
二、NB/T 47014修订原则修订原则是国际上通用标准接轨并结合中国的法规和国内的实际情况,参照采用ASMEⅨ制定适用于我国锅炉、压力容器、压力管道三类产品的统一的焊接工艺评定标准。
目前国际上焊接方面的标准,虽然不断有ISO国际标准出台,但实际使用的还是两大体系的标准,即欧洲标准和泛太平洋地区使用的美国标准;焊接工艺评定也一样,欧洲采用的标准是EN288《金属材料的焊接工艺规程及评定》。