MLCC电容物理应力导致击穿问题案例
如何解决电容电应力及热应力造成的微裂纹等问题
MLCC使用注意事项
焊接工艺
元件突然受热,会降低其机械强度。原因是较大的温度变化会导致 内部变形。为防止造成机械损坏,应对元件和PCB板进行预热。
MLCC使用注意事项
焊接工艺
1206及以上大规格不推荐波峰焊. ΔT≤150℃, 峰值温度≤270℃
MLCC使用注意事项
焊接工艺 :使用烙铁返修
最佳焊料量
MLCC使用注意事项
组装注意
以下动作都可能产生板弯曲从面导致电容 裂纹:
• 应力移动 • 贴装其他元件 • 将带引线的元件插在电路板上 • 安装/拆下插座 • 拧紧螺钉
MLCC使用注意事项
建议认真阅读MLCC供应商提 供的《MLCC使用注意事项》
Q&A Thank You !
一、MLCC失效模式 --裂纹
二、使用注意事项
MLCC失效模式之—裂纹
MLCC产品电性能优良,具有容量体积 比值大,适合SMT自动化工艺等优点,广 泛应用于各种电子产品中。
但因陶瓷材料本身较脆,且其电极和 瓷介质交替的内部结构,在使用时常因使 用时作业不当,容易导致产品漏电、无容 值、短路甚至烧毁等问题。
近些年,客户均已发现产品断裂可以通过PCB的 设计以及制程的管控来避免其发生。但仍存在一些产 品在使用中发现有小比例的断裂问题,而这些产品大 多是X7R材质的小容值产品。而X7R小容值产品易断 裂的根本原因是其机械强度较差。
MLCC失效模式之—裂纹
产品强度对比
MLCC失效模式之—裂纹
产品抗弯曲强度对比
波峰焊设备的制造商和用户现在能更好地掌控产生热冲击 的源头,大部分的波峰焊机器具有足够的预热控制且已经把裂 纹源头最小化(除大规格尺寸外,如1812(4525)以上,或是 厚型产品,厚度大于1.25mm)。
电容器凸底击穿的失效模式分析案例
电容器凸底击穿的失效模式分析案例(1)潮湿对电参数恶化的影响空气中湿度过高时,水膜凝聚在电容器外壳表面,可使电容器的表面绝缘电阻下降。
此处,对于半密封结构电容器来说,水分还可渗透到电容器介质内部,使电容器介质的绝缘电阻绝缘能力下降。
因此,高温、高湿环境对电容器参数恶化的影响极为显著。
经烘干去湿后电容器的电性能可获改善,但是水分子电解的后果是无法根除的。
例如:电容器工作于高温条件下,水分子在电场作用下电解为氢离子和氢氧根离子,引线根部产生电化学腐蚀。
即使烘干去湿,也不可能引线复原。
(2)银离子迁移的后果无机介质电容器多半采用银电极,半密封电容器在高温条件下工作时,渗入电容器内部的水分子产生电解。
在阳极产生氧化反应,银离子与氢氧根离子结合生成氢氧化银。
在阴极产生还原反应、氢氧化银与氢离子反应生成银和水。
由于电极反应,阳极的银离子不断向阴极还原成不连续金属银粒,靠水膜连接成树状向阳极延伸。
银离子迁移不仅发生在无机介质表面,银离子还能扩散到无机介质内部,引起漏电流增大,严重时可使两个银电极之间完全短路,导致电容器击穿。
银离子迁移可严重破坏正电极表面银层,引线焊点与电极衣面银层之间,间隔着具有半导体性质的氧化银,使无机介质电容器的等效串联电阻增大,金属部分损耗增加,电容器的损耗角正切值显著上升。
由于正电极有效面积减小,电容器的电容量会因此而下降。
表面绝缘电阻则因无机介质电容器两电极间介质表面上存在氧化银半导体而降低。
银离子迁移严重时,两电极间搭起树枝状的银桥,使电容器的绝缘电阻大幅度下降。
综上所述,银离子迁移不仅会使非密封无机介质电容器电性能恶化,而且可能引起介质击穿场强下降,最后导致电容器击穿。
值得一提的是:银电极低频陶瓷独石电容器由于银离子迁移而引起失效的现象比其他类型的陶瓷介质电容器严重得多,原因在于这种电容器的一次烧成工艺与多层叠片结构。
银电极与陶瓷介质--次烧也过程中,银参与了陶瓷介质表面的固相反应,渗入了瓷银接触处形成界面层。
多层陶瓷电容破裂失效原因
多层陶瓷电容破裂失效原因英文回答:The cracking and failure of multilayer ceramic capacitors (MLCCs) can be attributed to various reasons. Here are some common causes:1. Mechanical stress: MLCCs are often subjected to mechanical stress during handling, assembly, or operation. Excessive stress can lead to cracking and failure. This stress can arise from thermal expansion and contraction mismatch between the MLCC and the surrounding materials, as well as from external forces or vibrations.2. Thermal stress: MLCCs can experience thermal stress due to rapid temperature changes or high operating temperatures. The coefficient of thermal expansion (CTE) mismatch between the MLCC and the substrate or solderjoints can cause the MLCC to crack.3. Moisture and humidity: Ceramic materials are susceptible to moisture absorption. When moisture enters the MLCC, it can cause expansion and contraction during temperature cycling, leading to cracking and failure. Humidity can also cause corrosion of the internal electrodes, resulting in electrical failure.4. Manufacturing defects: MLCCs can have inherent defects introduced during the manufacturing process. These defects can include voids, delamination, or improper electrode connections. These defects can weaken the structural integrity of the MLCC and make it more susceptible to cracking and failure.5. Voltage and current overload: Exceeding the maximum voltage or current ratings of an MLCC can cause it to fail. High voltage or current can generate excessive heat, leading to thermal stress and cracking. It is important to operate MLCCs within their specified limits to avoid failure.中文回答:多层陶瓷电容破裂失效的原因有多种。
mlcc电容击穿短路原因
mlcc电容击穿短路原因MLCC电容是一种多层陶瓷电容器,具有小体积、大容量、高稳定性等特点,在电子设备中被广泛应用。
然而,有时候我们会遇到MLCC电容击穿短路的情况,导致电子设备无法正常工作。
本文将探讨MLCC电容击穿短路的原因。
了解MLCC电容的结构对于理解击穿短路原因非常重要。
MLCC电容由多个层状电极和介质层组成,电极和介质层交替叠加形成多层结构。
电极通常由银或铜制成,而介质层则由陶瓷材料制成,如二氧化钛或氧化铝。
MLCC电容的击穿短路主要有以下几个原因:1. 动态电压异常:MLCC电容通常用于电子设备的滤波和解耦电路中,其工作电压范围广泛。
然而,当电容器承受超过其额定电压的过电压时,就会发生击穿现象。
过电压可能由于供电电源的故障、电路设计错误或其他因素引起。
因此,确保电容器所承受的电压不超过其额定值是避免击穿短路的重要措施。
2. 温度变化:温度的变化对MLCC电容的性能有很大影响。
当电容器在高温环境下工作时,陶瓷材料会膨胀,可能导致电容器内部应力的集中和破裂。
相反,当电容器在低温环境下工作时,陶瓷材料会收缩,可能导致电容器内部结构的破坏。
因此,在设计电子设备时,应考虑适当的温度范围以避免击穿短路。
3. 设计和制造缺陷:MLCC电容的设计和制造缺陷也可能导致击穿短路。
例如,电极与陶瓷材料之间的黏结可能不够牢固,导致电容器内部结构的不稳定性。
此外,电容器的表面涂层如果不均匀或存在缺陷,也可能导致击穿短路。
因此,在选择和使用MLCC电容时,应选择质量可靠的产品,并确保其符合相关的标准和规范。
4. 电压梯度:电容器的电压梯度是指电容器两个电极之间的电位差。
当电压梯度超过电容器的承受能力时,就会发生击穿短路。
电压梯度的大小与电容器的尺寸和结构有关。
较大的电容器通常能够承受更高的电压梯度,而较小的电容器则容易发生击穿短路。
因此,在设计电子设备时,应根据实际需求选择合适尺寸的电容器,并确保电压梯度在可接受范围内。
MLCC失效分析全面案例课件
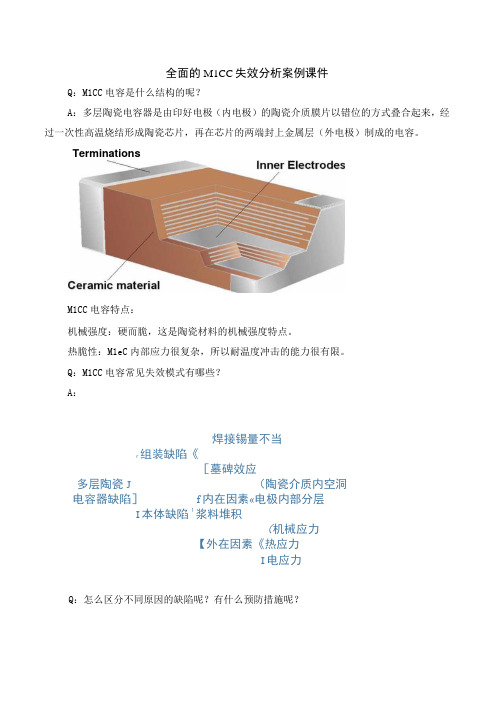
全面的M1CC失效分析案例课件Q:M1CC电容是什么结构的呢?A:多层陶瓷电容器是由印好电极(内电极)的陶瓷介质膜片以错位的方式叠合起来,经过一次性高温烧结形成陶瓷芯片,再在芯片的两端封上金属层(外电极)制成的电容。
TerminationsM1CC电容特点:机械强度:硬而脆,这是陶瓷材料的机械强度特点。
热脆性:M1eC内部应力很复杂,所以耐温度冲击的能力很有限。
Q:M1CC电容常见失效模式有哪些?A:焊接锡量不当r组装缺陷《[墓碑效应多层陶瓷J (陶瓷介质内空洞电容器缺陷]f内在因素«电极内部分层I本体缺陷1浆料堆积(机械应力【外在因素《热应力I电应力Q:怎么区分不同原因的缺陷呢?有什么预防措施呢?当温度发生变化时,过量的焊锡在贴片电容上产生很高的张力,会使电容内部断裂或者电容器脱帽,裂纹一般发生在焊锡少的一侧;焊锡量过少会造成焊接强度不足,电容从PCB板上脱离,造成开路故障。
2、墓碑效应(d)Norma1图3墓碑效应示意图在回流焊过程中,贴片元件两端电极受到焊锡融化后的表面张力不平衡会产生转动力矩,将元件一端拉偏形成虚焊,转动力矩较大时元件一端会被拉起,形成墓碑效应。
原因:本身两端电极尺寸差异较大;锡镀层不均匀;PCB板焊盘大小不等、有污物或水分、氧化以及焊盘有埋孔;锡膏粘度过高,锡粉氧化。
措施:①焊接之前对PCB板进行清洗烘干,去除表面污物及水分;②进行焊前检查,确认左右焊盘尺寸相同;③锡膏放置时间不能过长,焊接前需进行充分的搅拌。
本体缺陷一内在因素1、陶瓷介质内空洞图4陶瓷介质空洞图原因:①介质膜片表面吸附有杂质;②电极印刷过程中混入杂质;③内电极浆料混有杂质或有机物的分散不均匀。
2、电极内部分层图5电极内部分层原因:多层陶瓷电容器的烧结为多层材料堆叠共烧。
瓷膜与内浆在排胶和烧结过程中的收缩率不同,在烧结成瓷过程中,芯片内部产生应力,使M1CC产生再分层。
预防措施:在M1CC的制作中,采用与瓷粉匹配更好的内浆,可以降低分层开裂的风险。
MLCC破裂、短路案例分析
放大
裂纹
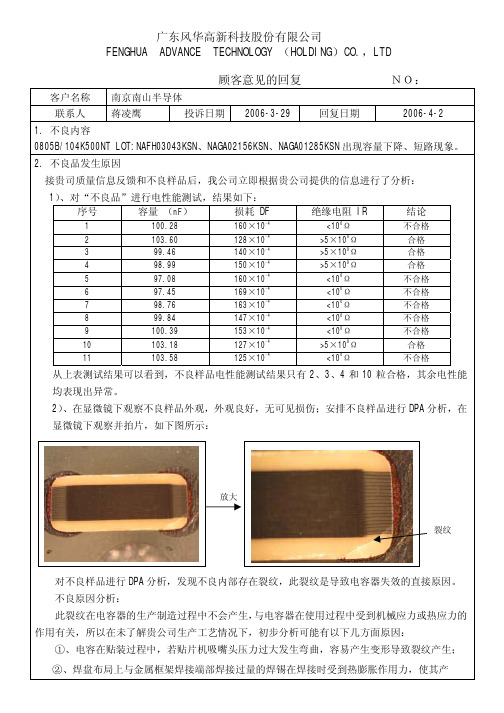
对不良样品进行 DPA 分析,发现不良内部存在裂纹,此裂纹是导致电容器失效的直接原因。 不良原因分析: 此裂纹在电容器的生产制造过程中不会产生, 与电容器在使用过程中受到机械应力或热应力的 作用有关,所以在未了解贵公司生产工艺情况下,初步分析可能有以下几方面原因: ①、电容在贴装过程中,若贴片机吸嘴头压力过大发生弯曲,容易产生变形导致裂纹产生; ②、焊盘布局上与金属框架焊接端部焊接过量的焊锡在焊接时受到热膨胀作用力,使其产
1 2 3 4 5 6 7 8 9 10 11 100.28 103.60 99.46 98.99 97.08 97.45 98.76 99.84 100.39 103.18 103.58 160×10 -4 128×10 -4 140×10 -4 150×10 -4 160×10 -4 169×10 -4 163×10 -4 147×10 -4 153×10 127×10 125×10
此裂纹在电容器的生产制造过程中不会产生与电容器在使用过程中受到机械应力或热应力的作用有关所以在未了解贵公司生产工艺情况下初步分析可能有以下几方面原因
广东风华高新科技股份有限公司 FENGHUA ADVANCE TECHNOLOGY (HOLDING)CO.,LTD 顾客意见的回复
客户名称 联系人 1. 不良内容 0805B/104K500NT LOT:NAFH03043KSN、NAGA02156KSN、NAGA01285KSN 出现容量下降、短路现象。 2. 不良品发生原因 接贵司质量信息反馈和不良样品后,我公司立即根据贵公司提供的信息进行了分析: 1) 、对“不良品”进行电性能测试,结果如下: 序号 容量 (nF) 损耗 DF
-4 -4 -4
NO:
回复日期 2006-4-2
MLCC电容物理应力导致击穿问题案例
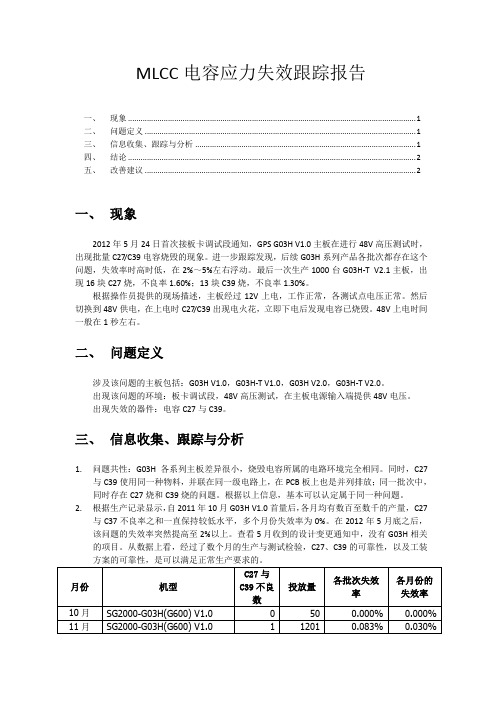
MLCC电容应力失效跟踪报告一、现象 (1)二、问题定义 (1)三、信息收集、跟踪与分析 (1)四、结论 (2)五、改善建议 (2)一、现象2012年5月24日首次接板卡调试段通知,GPS G03H V1.0主板在进行48V高压测试时,出现批量C27/C39电容烧毁的现象。
进一步跟踪发现,后续G03H系列产品各批次都存在这个问题,失效率时高时低,在2%~5%左右浮动。
最后一次生产1000台G03H-T V2.1主板,出现16块C27烧,不良率1.60%;13块C39烧,不良率1.30%。
根据操作员提供的现场描述,主板经过12V上电,工作正常,各测试点电压正常。
然后切换到48V供电,在上电时C27/C39出现电火花,立即下电后发现电容已烧毁。
48V上电时间一般在1秒左右。
二、问题定义涉及该问题的主板包括:G03H V1.0,G03H-T V1.0,G03H V2.0,G03H-T V2.0。
出现该问题的环境:板卡调试段,48V高压测试,在主板电源输入端提供48V电压。
出现失效的器件:电容C27与C39。
三、信息收集、跟踪与分析1.问题共性:G03H各系列主板差异很小,烧毁电容所属的电路环境完全相同。
同时,C27与C39使用同一种物料,并联在同一级电路上,在PCB板上也是并列排放;同一批次中,同时存在C27烧和C39烧的问题。
根据以上信息,基本可以认定属于同一种问题。
2.根据生产记录显示,自2011年10月G03H V1.0首量后,各月均有数百至数千的产量, C27与C37不良率之和一直保持较低水平,多个月份失效率为0%。
在2012年5月底之后,该问题的失效率突然提高至2%以上。
查看5月收到的设计变更通知中,没有G03H相关的项目。
从数据上看,经过了数个月的生产与测试检验,C27、C39的可靠性,以及工装方案的可靠性,是可以满足正常生产要求的。
3.C27与C39是104贴片瓷电容,耐压为50V,作为滤波电容使用。
MLCC电容环境失效案例解析
MLCC电容环境失效案例解析
王彬宇;陈华文;冯皓;王维思;陈文辉
【期刊名称】《日用电器》
【年(卷),期】2024()4
【摘要】MLCC电容的全称为多层片式陶瓷电容器(Multi-layer Ceramic Capacitor,英文缩写MLCC),是由陶瓷介质薄膜与内电极以层层错位的方法交替叠合,经过高温一次性烧结制成陶瓷芯片,最后在陶瓷芯片的两端涂覆外电极浆料而制成的电容器。
因此,MLCC的内应力复杂,耐环境应力的能力有限。
在实际的复杂使用环境中,MLCC往往会由于经受机械应力、电应力以及温度应力的综合作用导致MLCC出现裂纹或金属电极错位而失效。
本文通过对MLCC电容典型失效案例的解析,总结了常见MLCC的失效原因,对复杂工况下PCBA的可靠性设计有一定参考意义。
【总页数】5页(P108-112)
【作者】王彬宇;陈华文;冯皓;王维思;陈文辉
【作者单位】威凯检测技术有限公司
【正文语种】中文
【中图分类】TM5
【相关文献】
1.AP14可调电容器瞬间短路的典型失效案例分析
2.铅系多层陶瓷电容器(MLCCs)三层镀失效机理的研究
3.从铝电解电容典型失效案例分析看品质提升
4.MLCC电
容失效分析总结5.薄膜电容器在节能灯上的应用及失效案例分析
因版权原因,仅展示原文概要,查看原文内容请购买。
超薄层高容MLCC电特性与失效机理研究
超薄层高容MLCC电特性与失效机理研究摘要: 超薄层高容MLCC电容器是现代电子设备中广泛使用的关键元器件,具有体积小、容量大等优势。
然而,由于其薄型结构,其电特性和失效机理与传统MLCC电容器存在差异,需要进行深入研究。
本文通过对超薄层高容MLCC电容器的电特性和失效机理进行探究,旨在提供有关延长其使用寿命和提高可靠性的参考信息。
关键词:超薄层高容MLCC;电特性;失效机理分析引言:随着电子设备的不断发展,对高容量、小体积的电容器需求不断增加。
超薄层高容MLCC电容器因其出色的电性能,成为众多电子设备的首选。
然而,由于其特殊的结构和材料,超薄层高容MLCC电容器在电特性和失效机理方面存在一些独特的问题。
因此,对超薄层高容MLCC电容器的研究具有重要意义。
一、超薄层高容MLCC的基本原理和制备技术1.1多层陶瓷电容器(MLCC)简介多层陶瓷电容器(MLCC)是一种常见的电子元件,用于存储和释放电荷。
它由多个层状的陶瓷片和金属电极交替堆叠而成,形成多个并联的电容单元。
MLCC 具有优异的电容稳定性、高频特性和温度性能,因此广泛应用于电子设备中。
它通常具有小尺寸、高容量和低损耗等特点,适用于集成电路、通信设备、移动设备等多种应用领域。
MLCC的电容值可以从几个皮法到几百微法不等,且提供多种封装形式,如贴片封装和插入封装,以满足不同的设计需求。
1.2超薄层高容MLCC的设计原理超薄层高容MLCC(MLCC)是一种在有限空间内实现高电容的电子元件。
其设计原理主要基于以下几点。
首先,采用多层陶瓷片和金属电极的交替堆叠结构,以增加电容的堆积效应。
其次,通过选择高介电常数的陶瓷材料,提高单位体积内的电容值。
此外,超薄层设计将陶瓷片的厚度减小到极致,从而降低了构建电容层所需的空间,提高了电容密度。
同时,精确的陶瓷材料工艺和电极排布方式也对高容MLCC的性能起到关键作用。
超薄层高容MLCC的设计原理为在小尺寸的电子设备中提供高电容值的解决方案,满足了现代电子产品对高性能电容器的需求。
MLCC电容失效分析及对策ppt课件

高,会引起PCB板过度分卷曲、脱层或烧损, 损害元件的完好性、瓷体裂纹和墓碑景象; 温度太低:焊膏不能彻底融化,会出现虚焊 等不良景象。
冷却区需求本卷须知
理想的冷却区曲线应该是和回流曲线成镜像 关系,焊点到达固态的构造越严密,得到 的焊接点质量越高,结合完好性越好。 冷却过快:快速的冷热变化,对组件呵斥暂时 的温度差,这使组件接受热-机械应力.当温差 过大时,导致组件的陶瓷与玻璃部分产生应 力裂纹 ;
c、吸嘴磨损过大、吸嘴外表不清洁;
d、吸嘴未校正不准确,吸料时发生偏移;
e 、X&Y轴定位不准确(环球设备自动拾取 校正)、Z轴高度调整,有的贴片机Z轴的 高度是根据元件的厚度而设定的;
f、PCB的外表平整度超出规范(印刷锡膏厚
㈡来料不良缘由 a、料孔太大或太窄; b、纸带偏薄,模具打孔磨损太大,纸带孔偏
相互交流 相互学习
With one’s help,Eyang will be successful.
零落、剥落实例
分板的实例
MLCC组装运用流程
• 废品工艺:
• SMT (Surface Mount Technology)
•
外表(组装)贴装技术
• Dipping 插件工段
• Packing 废品检测包装工段
抛料不良汇总
㈠ 设备不良缘由
a、Feeder料盘没上好;
b、吸嘴(buzzer)清洗不清洁,吸嘴真空压 力不到位;
率不平衡,严重时会出现微裂纹; 2、内电极金属层与陶瓷介质烧结时因热
膨胀系数不同,收缩不一致导致瓷体内部 产生了微裂。(MLCC质量隐患); 3、编织线裂纹
MLCC常见问题及解决途径
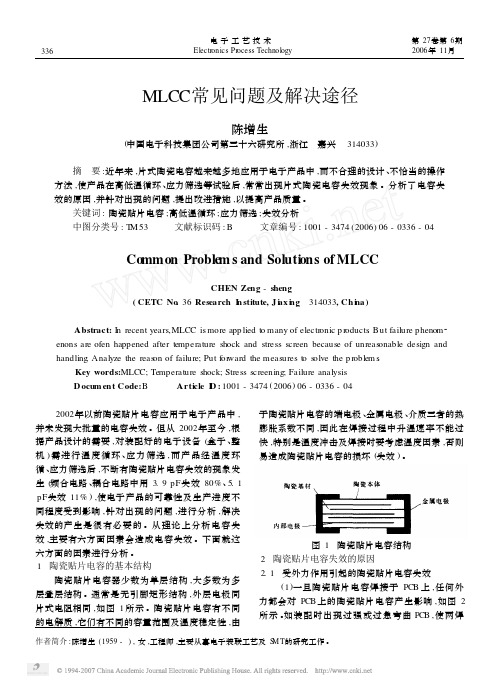
陶瓷贴片电容器少数为单层结构 ,大多数为多 层叠层结构 。通常是无引脚矩形结构 ,外层电极同 片式电阻相同 ,如图 1 所示 。陶瓷贴片电容有不同 的电解质 ,它们有不同的容量范围及温度稳定性 ,由
于陶瓷贴片电容的端电极 、金属电极 、介质三者的热 膨胀系数不同 ,因此在焊接过程中升温速率不能过 快 ,特别是温度冲击及焊接时要考虑温度因素 ,否则 易造成陶瓷贴片电容的损坏 (失效 ) 。
[ 3 ] 白秀茹. 典型的密封式电子设备结构热设计研究 [ J ]. 电子机械工程 , 2002, 18 (4) : 36 - 38.
[ 4 ] Sussan Crum. A ttaching heat sinks to components [ J ]. EP&P, 1997 (1) : 42 - 46.
[ 5 ] Crowe G. Thermal analysis and op tim ization of a small,
high density de power system by finite element analysis ( FEA ). Proc [ J ]. IEEE Int Energy, 1996 ( 10 ) : 718 -
图 3 电容破损
图 4 电容断裂 (3)由于陶瓷贴片电容端头 (本体与电极 )结合 力不良的质量问题 ,经焊接 、温冲 、调试等外力作用 等过程 , 容易引起金属电极脱落 ,即本体与电极脱 离如图 5所示 。 2. 2 焊接操作不当引起的失效 2. 2. 1 电烙铁手工焊接操作不当或返工 电烙铁焊接所带给陶瓷贴片电容的热冲击是很 普遍的 。焊接时会产生热冲击 ,如果操作者将烙铁 尖端直接接触电容电极 ,就会出现热冲击引起陶瓷 贴片电容器本体的微裂 ,一段时间后陶瓷贴片电容 就会失效 。原则上陶瓷贴片电容一般应由 SM T专
MLCC的一种典型失效形式及优化方式

2021年3月电子工艺技术Electronics Process Technology第42卷第2期93摘 要:对多层陶瓷电容器的一种典型失效形式进行研究。
将多层陶瓷电容器焊后进行极限高低温冲击试验,试验发现焊接端头会出现微裂纹。
微裂纹底部与外电极金属边缘重合,裂纹斜向上延伸,与焊接面之间呈锐角。
裂纹贯穿交叠电极时会导致陶瓷电容器的电性能失效。
后续可以根据实际情况为多层陶瓷电容器设计适宜的上下护片厚度、外电极端头宽度及单侧电极宽度,以保证其承受温冲后电性能不受影响,也可通过优化多层陶瓷电容器的结构设计和材料选型,进一步提高多层陶瓷电容器的抗极限温冲的能力。
关键词:多层陶瓷电容器;高低温冲击试验;微裂纹;电极;护片厚度中图分类号:TN605 文献标识码:A 文章编号:1001-3474(2021)02-0093-03Abstract: A kind of typical failure mode of the multilayer ceramic capacitor is studied. The extreme high and low temperature impact test of multilayer ceramic capacitor is carried out after soldering, it is found that micro cracks would appear at the soldering end. The bottom of the micro crack coincides with the metal electrode edge, the micro crack extends obliquely upward with an acute angle to the soldering surface. The micro cracks affect the electrical properties when the cracks run through the overlapping electrodes. The thickness of suitable protective sheet, the width of outer electrode end and the width of one side electrode can be designed for multilayer ceramic capacitors according to the actual situation to ensure that their electrical properties is not affected after high and low temperature impact. However, the structure design and material selection of multilayer ceramic capacitor can be also optimized to improve the ability to resist high and low temperature impact.Keywords: multilayer ceramic capacitor; high and low temperature impact test; micro crack; electrode; protective sheet thicknessDocument Code: A Article ID: 1001-3474 (2021) 02-0093-03MLCC的一种典型失效形式及优化方式A Typical Failure Mode and Optimization Method of MLCC吕晓云,黄栋,叶晓飞,席亚莉,李敏娟LV Xiaoyun, HUANG Dong, YE Xiaofei, XI Yali, LI Minjuan(中国航天科技集团公司第七七一研究所,陕西 西安 710100)( The 771st Research Institute of CASC, Xi’an 710100, China )多层陶瓷电容器(Multilayer Ceramic Capacitor, MLCC)又称为独石电容器(Monolithic Capacitor, MLC),是由陶瓷介质薄膜和金属电极水平交互叠制而成。
mlcc电容弯曲裂纹的机理与改善
mlcc电容弯曲裂纹的机理与改善下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
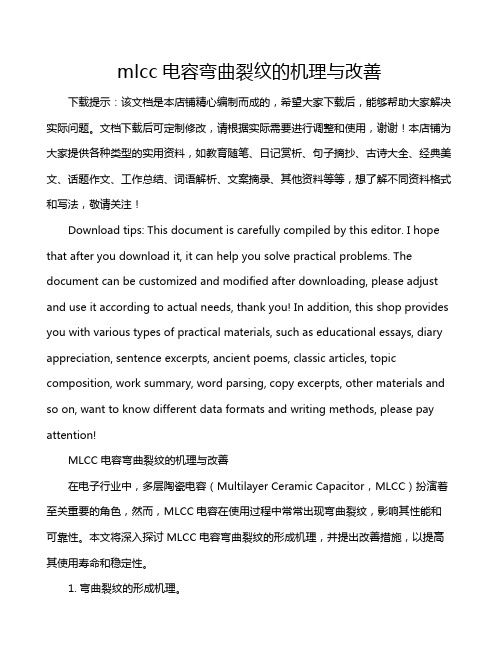
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!MLCC电容弯曲裂纹的机理与改善在电子行业中,多层陶瓷电容(Multilayer Ceramic Capacitor,MLCC)扮演着至关重要的角色,然而,MLCC电容在使用过程中常常出现弯曲裂纹,影响其性能和可靠性。
有关铝电解电容器老练过程出现击穿的原因及对策探究
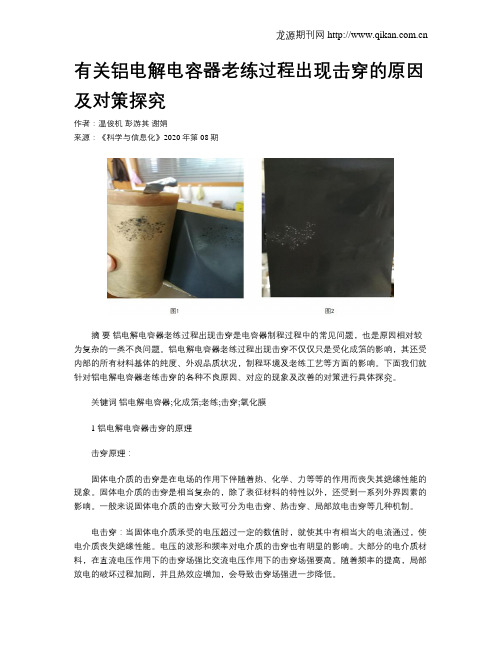
有关铝电解电容器老练过程出现击穿的原因及对策探究作者:温俊机彭游其谢娟来源:《科学与信息化》2020年第08期摘要铝电解电容器老练过程出现击穿是电容器制程过程中的常见问题,也是原因相对较为复杂的一类不良问题。
铝电解电容器老练过程出现击穿不仅仅只是受化成箔的影响,其还受内部的所有材料基体的纯度、外观品质状况,制程环境及老练工艺等方面的影响。
下面我们就针对铝电解电容器老练击穿的各种不良原因、对应的现象及改善的对策进行具体探究。
关键词铝电解电容器;化成箔;老练;击穿;氧化膜1 铝电解电容器击穿的原理击穿原理:固体电介质的击穿是在电场的作用下伴随着热、化学、力等等的作用而丧失其绝缘性能的现象。
固体电介质的击穿是相当复杂的,除了表征材料的特性以外,还受到一系列外界因素的影响。
一般来说固体电介质的击穿大致可分为电击穿、热击穿、局部放电击穿等几种机制。
电击穿:当固体电介质承受的电压超过一定的数值时,就使其中有相当大的电流通过,使电介质丧失绝缘性能。
电压的波形和频率对电介质的击穿也有明显的影响。
大部分的电介质材料,在直流电压作用下的击穿场强比交流电压作用下的击穿场强要高。
随着频率的提高,局部放电的破坏过程加剧,并且热效应增加,会导致击穿场强进一步降低。
热击穿:当固体电介质在电场作用下,由电导和介质损耗产生的热量超过热的扩散时,电介质中的热平衡就被破坏,温度不断上升,最终造成电介质永久性的热破坏。
显然,热击穿除了与所加的电压大小、类型、频率和介质的电导、损耗有关外,还与材料的热传导、热辐射以及材料的形状、散热情况、周围媒质温度等等一系列因素有关。
局部放电:因为电介质本身是不均匀的,在电场作用下,会在电介质的局部发生放电现象,这也是氧化铝的绝缘性很高,耐电场强度也很高,但实际击穿强度并不是很高的重要原因之一。
2 铝电解电容器击穿的几种常见情况及不良分析和改善对策2.1 物理性能导致的铝电解电容器击穿。
铝电解电容器击穿可以分为物理性能导致和化学性能导致两大类。
片式多层陶瓷电容器破坏性物理分析方法研究

片式多层陶瓷电容器破坏性物理分析方法研究发布时间:2022-10-30T05:27:13.512Z 来源:《科学与技术》2022年13期作者:江孟达李冬梅[导读] 片式多层陶瓷电容器的破坏性物理分析是指对MLCC进行物理解剖,分析内部结构,从而确认芯片内部结构是否符合标准。
介绍了MLCC进行破坏性物理分析过程中环氧树脂固化条件,江孟达李冬梅(广东微容电子科技有限公司,广东深圳 518000)摘要:片式多层陶瓷电容器的破坏性物理分析是指对MLCC进行物理解剖,分析内部结构,从而确认芯片内部结构是否符合标准。
介绍了MLCC进行破坏性物理分析过程中环氧树脂固化条件,芯片摆放方式,研磨方式以及定位技术的使用等,为MLCC破坏性物理分析提高分析效率,减少误判。
关键词:MLCC 破坏性物理分析内部结构环氧树脂定位技术引言电子技术随着社会经济的迅猛发展,已被各个领域所使用。
MLCC作为电子元器件的重要组成之一,在使用过程中经常会发生失效情况,从而对相关设备的正常运行产生严重影响。
因此,为了更好的保证MLCC的正常使用需加强破坏性物理分析研究[1]。
破坏性物理分析就是DPA,英文为 Destructive Physical Analysis,,DPA的目的主要包括两个方面内容:一方面,对MLCC的内部结构进行、使用材料、工艺设计等方面内容进行检查,保证这些部分组成合理,符合质量标准。
另一方面,DPA可以把问题暴露于事前,有效防止潜在质量问题而导致整体失效,可以为产品的改进提供参考依据,并对MLCC的生产状况和生产质量情况进行针对性评估。
本文重点探讨了MLCC破坏性物理分析切片环节样品制备时树脂固化条件,样品如何有效快速摆放,研磨方式以及失效分析定位技术应用,以提高MLCC DPA分析效率及准确性。
1实验材料试验所用的工具及材料有体式显微镜,环氧树脂,固化剂,MLCC芯片,金相显微镜,磨片机,抛光粉,烘箱,镊子等。
MLCC常见故障分析

MLCC 常见故障分析北京718友益电子有限责任公司 祁怀荣MLCC 指多层[或叠层]陶瓷电容器, 由于生产成本较其它电容器低,ESR[等效串联电阻]和ESL[等效串联电感]极低,因此,被广泛使用在各类高频电路.它的产量占电容器总产量的70%以上. 进些年MLCC 的技术进步非常快, 其体积容量比已经接近钽电容器的水平.由于其独特的无极性结构非常适合滤波使用,因此,在微电子电路上的应用范围不断扩大.大有代替部分体积容量比较低的片式钽电容器的势头.尽管其在高频特性上优点突出,但其弱点也经常导致使用出现问题; 例如在-55-+125度的极限温度内其容量变化率较大,不能满足使用温度变化幅度过大,滤波精度要求高的电路. 另外,由于叠层厚度的增加导致产品的机体变的更'脆',在焊接上板冷却后非常容易出现由于电路板热应力导致的叠层裂纹,出现裂纹的产品在常温时漏电流变大,在电路板温度升高时漏电流反而降低,因此,查找原因非常困难.当通过的电流很大时,一样可以突然出现发热导致的电击穿现象,有时候甚至还会出现烧板现象.导致MLCC 焊接后叠层出现裂纹的根本原因,是高温焊接后冷却过程中线路板和MLCC 机体不同的膨胀率, 因为MLCC 的基材是氧化物组成的陶瓷材料,因此,其非常脆,也就是说在叠层较薄时非常容易在极微小的热应力下断裂. 其容易断裂的比列随容量的增加而增加,因为,容量高的MLCC,其叠层数量越多,而且每层厚度也更薄,目前最薄的叠层厚度已经达到1微米左右.使用此类产品,必须非常注意产品与焊接温度曲线及焊接材料和电路板材料间的选择问题, 稍微有一点的热应力就有可能导致部分MLCC 的部分叠层出现断裂.出于对MLCC 较大容量产品的对热应力导致的失效比列增加的担心,按照美军电子元件使用规定,军用MLCC 的叠层厚度不能小于10微米,也就是说一定容量的MLCC 产品,体积过小的产品不容许在军用电子电路中使用. 因为其非常容易出现在温度变化过大时突然断裂而导致失效率增加.实际上,上述原因导致的失效比比皆是, 特别是在民用电子产品上,由于过度追求小体积导致的此类问题已经导致电路可靠性大幅度降低, 出现的问题非常多.为了解决此问题,美国一家公司开发了一种端子涂敷了导电高分子聚合物的MLCC, 此产品主要解决的问题就是MLCC 产品耐热应力差的缺点.可悲的是我国生产的此类产品在质量等级上与国外公司的差距仍然在扩大,而在向用户提供产品时,多数生产厂家都对此缺点避而不谈, 从而使许多用户对因此问题导致的失效率问题越来越多.Generated by Foxit PDF Creator © Foxit Software For evaluation only.。
电容早期失效模式与预防

典型的机械应力裂纹如下图: 典型的机械应力裂纹如下图:
电容在受到过强机械应力冲击时,一般会形 电容在受到过强机械应力冲击时, 度裂纹( 型裂纹( 成45度裂纹(如左图)和Y型裂纹(如右图) 度裂纹 如左图) 型裂纹 如右图)
二、MLCC早期失效模式分类 早期失效模式分类
二、MLCC早期失效模式分类 早期失效模式分类
2、外部应力失效模式分析 、 2.1机械应力 振动、冲击、离心力或其他力学量超过 机械应力--振动 机械应力 振动、冲击、 规定的最大额定值。 规定的最大额定值。 原因分析: 原因分析:多层陶瓷电容器的特点是能够承受较大 的压应力,但抵抗弯曲能力比较差。 的压应力,但抵抗弯曲能力比较差。器件组装过程中 任何可能产生弯曲变形的操作都可能导致器件开裂。 任何可能产生弯曲变形的操作都可能导致器件开裂。 常见应力源有:贴片过程中吸嘴产生的撞击 过程中吸嘴产生的撞击; 常见应力源有:贴片过程中吸嘴产生的撞击;流通过 程中的人、设备、重力等因素;通孔元器件插入; 程中的人、设备、重力等因素;通孔元器件插入;电 路测试、单板分割;电路板安装;电路板定位铆接; 路测试、单板分割;电路板安装;电路板定位铆接; 螺丝安装等。该类裂纹一般起源于器件上下金属化端, 螺丝安装等。该类裂纹一般起源于器件上下金属化端, 沿45℃角向器件内部扩展。该类缺陷也是实际发生 ℃角向器件内部扩展。 最多的一种类型缺陷。 最多的一种类型缺陷。
测试 Testing
四、MLCC早期失效的预防 早期失效的预防
2、对于外部应力失效的预防: 、对于外部应力失效的预防: A.机械应力方面 机械应力方面: 机械应力方面 1)在组装工艺中印刷线路板操作和流转过程中 在组装工艺中印刷线路板操作和流转过程中 特别是手工插件、铆钉连接、 特别是手工插件、铆钉连接、手工切割等工艺需 要特别加以注意。 要特别加以注意。必要时甚至需要对产品设计进 行修改, 行修改,以最大限度地使多层陶瓷电容器避开在 工艺过程中可能产生较大机械应力的区域。 工艺过程中可能产生较大机械应力的区域。 2)检查组装过程中的电检测 ICT工艺,必须注 检查组装过程中的电检测 工艺, 工艺 意尽量减小测试点机械接触所带来的机械应力。 意尽量减小测试点机械接触所带来的机械应力。
MLCC电容物理应力导致击穿问题案例..
MLCC电容应力失效跟踪报告一、现象 (1)二、问题定义 (1)三、信息收集、跟踪与分析 (1)四、结论 (2)五、改善建议 (2)一、现象2012年5月24日首次接板卡调试段通知,GPS G03H V1.0主板在进行48V高压测试时,出现批量C27/C39电容烧毁的现象。
进一步跟踪发现,后续G03H系列产品各批次都存在这个问题,失效率时高时低,在2%~5%左右浮动。
最后一次生产1000台G03H-T V2.1主板,出现16块C27烧,不良率1.60%;13块C39烧,不良率1.30%。
根据操作员提供的现场描述,主板经过12V上电,工作正常,各测试点电压正常。
然后切换到48V供电,在上电时C27/C39出现电火花,立即下电后发现电容已烧毁。
48V上电时间一般在1秒左右。
二、问题定义涉及该问题的主板包括:G03H V1.0,G03H-T V1.0,G03H V2.0,G03H-T V2.0。
出现该问题的环境:板卡调试段,48V高压测试,在主板电源输入端提供48V电压。
出现失效的器件:电容C27与C39。
三、信息收集、跟踪与分析1.问题共性:G03H各系列主板差异很小,烧毁电容所属的电路环境完全相同。
同时,C27与C39使用同一种物料,并联在同一级电路上,在PCB板上也是并列排放;同一批次中,同时存在C27烧和C39烧的问题。
根据以上信息,基本可以认定属于同一种问题。
2.根据生产记录显示,自2011年10月G03H V1.0首量后,各月均有数百至数千的产量,C27与C37不良率之和一直保持较低水平,多个月份失效率为0%。
在2012年5月底之后,该问题的失效率突然提高至2%以上。
查看5月收到的设计变更通知中,没有G03H相关的项目。
从数据上看,经过了数个月的生产与测试检验,C27、C39的可靠性,以及工装3.C27与C39是104贴片陶瓷电容,耐压为50V,作为滤波电容使用。
48V上电时,实测电容两端波峰最高不超过46V,稳定在36V,下电时不会造成更高的电压冲击。
电子产品中MLCC的质量失效分析

1.2 MLCC失效原因分析 电子产品生产使用过程中,常见的失效现象主要为:外部 电极脱落、主体断裂、电容内部瓷片开裂、碳化。主要原因可 归结为:机械冲击、热冲击和过压过流[1]。 (1)机械冲击。机械冲击主要来自电路板翘曲变形、螺 钉紧固、周转清洗过程硬物撞击。MLCC为多层陶瓷介质膜片 叠加而成,具有易脆特性,且无引脚。一旦MLCC焊接于电路 板上,任何外力都会对MLCC产生不良影响,甚至引起失效。 当电路板发生不同程度的翘曲变形,并且未采取改善措施 而进行安装紧固时,会在MLCC两焊端产生相反方向的机械应 力,从而产生裂缝。 MLCC与螺钉或者其他紧固点、邮票孔、V-CUT槽未满足 安全间隙时,施加在电路板上的压力未能安全释放,致使周边 器件受损。 电路板在周转、清洗过程未做防震防碰撞防护时,当受外 部硬物撞击或者板间器件碰撞或重力快速放置或尖锐镊子、刷 子搓洗时,板上MLCC器件极易受损。 起初这些裂缝可能极细,而没有穿透内电极,也难以在外 观检验时分辨出。常温测试电路板性能时,质量问题未能及时 暴露。但经过温度冲击、应力筛选后,裂缝随之扩大或在做低 温试验,当有水分渗入失效会明显浮现。 (2)热冲击。热冲击破裂通常发生于焊接过程。 电路板、待焊器件、镊子焊接前均需进行充分预热。如预 热不充分,当烙铁产生的急剧高温使电容两端骤然受热,过大 的温度梯度让电容内部材料瞬间膨胀。在足够大的交变热应力 的作用下,MLCC易发生热疲劳失效,内部出现裂纹。此时裂 纹一般会贯穿到电容表面。 焊接MLCC时,电容两端焊锡量应保持一致且焊锡不能过 量。当采用回流焊装配方式时,由于为自动印刷锡膏,不存在 电容两端锡量不一致的情况。但采用手工焊接装配方式时,电 容两端焊锡量一般难以控制。此时焊锡高度应满足:1/3器件高 度<焊锡高度<2/3器件高度。因为焊锡冷却后会产生收缩力, 若电容电极两端焊锡量不一致则产生大小不一致的收缩力。电 容本体易发生破裂,一般发生在焊锡少的一端。 一次焊接不成功需用烙铁修补焊点2次以上、与其他器件 共岛且无有效的阻焊层、存在复杂焊接工艺(例如:基板组件 烧结等)等情况均使MLCC内部陶瓷重复受热产生形变,加剧 加大电容失效概率。因此MLCC器件经历2次以上复焊时,应更 换器件。
地铁列车电容击穿故障原因分析及优化
技术装备冯文慧(厦门地铁运营有限公司,福建厦门 361021)第一作者:冯文慧, 女, 工程师引用格式:冯文慧. 地铁列车电容击穿故障原因分析及优化[J]. 现代城市轨道交通, 2024(03): 63-69. FENG Wenhui. Analysis and research on capacitor breakdown faults in metro trains[J]. Modern Urban Transit, 2024(03): 63-69.DOI:10.20151/ki.1672-7533.2024.03.0111 引言电容作为地铁列车至关重要的电气部件,在列车牵引、辅助供电电路或电源模块、控制、通信板卡等装置中起到滤波、储能、稳压、耦合等作用。
电容失效、短路、击穿等故障不仅影响工作电路或装置的正常工作,而且电容过度自愈引起的击穿甚至爆炸起火故障,严重影响设备、人身安全。
地铁行业对陆续发生电容击穿爆炸故障的处理仍停留在故障-更换-修复的维修策略阶段,对电容的设计可靠性、故障预防等研究较少,文章通过对厦门地铁辅助供电电容失效机理的深入研究和分摘 要:厦门地铁1号线列车发生多起电容击穿故障,不仅影响列车正常牵引运行,而且其过热爆炸引发牵引箱体内部起火事件,严重影响行车安全。
文章通过对厦门地铁1号线电容击穿故障的深入分析、研究,对可能导致三相交流滤波电容击穿故障的不同原因进行分析、测试,同时根据可能导致故障的不同原因制定一套完善的电容设计优化、故障预测、预防维护以及质量控制等全面提升方案,经评估,优化方案效果显著,在提高电容可靠性的同时,提高电容维护便利性,为地铁运营单位在列车滤波电容的设计选型、故障分析、技术改造以及预防性维护等方面提供重要参考。
关键词:地铁;电容;击穿;设计优化;健康监测;安全防护 中图分类号:U266.2析,全面制定电容设计优化方案、健康监测方案以及预防性维护方案,以系统的提高列车电容安全性、可靠性以及列车运营服务品质。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MLCC电容应力失效跟踪报告
一、现象 (1)
二、问题定义 (1)
三、信息收集、跟踪与分析 (1)
四、结论 (2)
五、改善建议 (2)
一、现象
2012年5月24日首次接板卡调试段通知,GPS G03H V1.0主板在进行48V高压测试时,出现批量C27/C39电容烧毁的现象。
进一步跟踪发现,后续G03H系列产品各批次都存在这个问题,失效率时高时低,在2%~5%左右浮动。
最后一次生产1000台G03H-T V2.1主板,出现16块C27烧,不良率1.60%;13块C39烧,不良率1.30%。
根据操作员提供的现场描述,主板经过12V上电,工作正常,各测试点电压正常。
然后切换到48V供电,在上电时C27/C39出现电火花,立即下电后发现电容已烧毁。
48V上电时间一般在1秒左右。
二、问题定义
涉及该问题的主板包括:G03H V1.0,G03H-T V1.0,G03H V2.0,G03H-T V2.0。
出现该问题的环境:板卡调试段,48V高压测试,在主板电源输入端提供48V电压。
出现失效的器件:电容C27与C39。
三、信息收集、跟踪与分析
1.问题共性:G03H各系列主板差异很小,烧毁电容所属的电路环境完全相同。
同时,C27
与C39使用同一种物料,并联在同一级电路上,在PCB板上也是并列排放;同一批次中,同时存在C27烧和C39烧的问题。
根据以上信息,基本可以认定属于同一种问题。
2.根据生产记录显示,自2011年10月G03H V1.0首量后,各月均有数百至数千的产量,C27
与C37不良率之和一直保持较低水平,多个月份失效率为0%。
在2012年5月底之后,该问题的失效率突然提高至2%以上。
查看5月收到的设计变更通知中,没有G03H相关的项目。
从数据上看,经过了数个月的生产与测试检验,C27、C39的可靠性,以及工装
3.C27与C39是104贴片陶瓷电容,耐压为50V,作为滤波电容使用。
48V上电时,实测电
容两端波峰最高不超过46V,稳定在36V,下电时不会造成更高的电压冲击。
因此电压设计是符合要求的。
4.将坏板上的C27、C39电容取下,手工焊上新领的同种物料,进行48V开关机实验,重复
50次,问题不复现。
继续持续48V供电半小时,问题不复现。
基本可以排除由于主板上其他器件不良导致C27/C39烧毁的可能性。
5.对经过12V测试的主板进行筛选,筛选后的主板再进行48V测试。
筛选的方案是使用小
型显微镜观察电容上表面。
筛选后未发现异常,但随后的高压测试中仍有烧毁的情况。
具体分析参见本文结尾附录。
6.对出现问题的主板,拆下烧毁电容(c29或c37)之外的另一个电容,绝大多数都出现外
部金属电极与陶瓷介质剥离的现象,但是在拆下之前外观无异常。
和维修确认,该现象从5月底开始一直存在。
当一个电容烧毁时,导致或者是同时出现另一个电容裂开的可能性很低。
因此应该是在烧毁之前电容就已经开裂。
较为合理的解释是,两个电容事先出现开裂,导致耐压系数降低,在12V时可以工作,但是高压测试时一个电容先被击穿。
7.为了确认在哪一道工序出现异常,申请安排了200台的任务,在生产的各段设置了全检
测试项目,进行线上全程跟踪把关。
在跟踪检测时未发现任何电容异常。
目前这200台主板已经全部通过高压测试,没有出现一例C27/C39烧的情况。
这批任务与最后的1000台的物料清单一致。
四、结论
从线上跟踪的结果来看,200台主板中没有一例电容烧毁,说明该问题不是由于产品设计或是工装方案导致,暂时无法确认电容异常是从哪一道工序开始出现。
五、改善建议
为了避免在后续生产中再次出现C27、C39电容烧毁问题,整理了一些建议,请各部门评估可行性。
1.已经决定后续采用更高耐压值的电容。
请考虑更改PCB布局,尽量减少板边的陶瓷
电容。
如果无法移开,应将电容的方向与板边保持平行。
2.G03H的PCB板两边是邮票口,目前使用斜口钳掰板。
需要制作分板工装,使用分板
机自动分板。
3.在GPS/GSM/CDMA天线头处包上醋酸胶带或橡胶套,进行绝缘保护。
4.确保生产过程中的温升速度在合理范围内,避免快速的升温/降温对器件造成影响。
附录——G03H故障板烧电容C27及C39现象分析(新)
针对SG2000-G03H(G600)V1.0故障板烧电容C27及C39现象初步分析:
1.经询调试板状态上电过程烧毁C27(104/50V 1206)或C39(104/50V 1206)(多层、积层、叠层)片式陶瓷电容器,不存在上电时间长短或12VDC与48VDC切换状态损坏特性。
图一:故障点局部电路
借用12块烧电容故障板及正常板2块做对比试验。
用简易放大镜约30X从物理表面观察故障板(板号F51100026/019/025/068/086/228/229/230/129/130在C27、C39中间处都有裂痕(非烧黑处),其中两块058/232烧的比较严重无法观察。
图二C27电容红圈处断裂
图三C39电容断裂处(红圈处),
图四:C39边缘处烧焦(红圈处)。
而正常F51020780/488两块板电容无裂痕。
经查询对比两种传票号板电容物料有存在两种物料混用的情况,C27/C39旧物料CM0150M073(拆下测量厚实测0.76)和新领物料CM0050M028(厚实测0.74)。
2.以上结论再进一步从电路上做破坏性试验来验证是外力导致还是本身电路或器件引起的烧毁。
电路试验测试:领新物料电容(料号CM0050M028)换上G03板上开关机供电冲击50次,在外电50V供电情况下电容并没有出现异常,实测电源经过前级后到C27和C39端电压就
37.3V-37.5V左右,不存在电流冲击损坏的情况。
在后续观察跟踪中发现同块板烧掉一个电容时,而另一个电容外观完好用烙铁轻轻焊下就已经在端头断裂情况,连续几块板都是如此状况。
附断裂电容图:
图五(电容无烧毁痕迹金属电极与陶瓷介质剥离)图六
图七
并附上G01H电容烧毁现象引用参考:针对现场的测试工装、电源等进行了比测,未发现异常,对库里电容抽100个进行耐压测试正常,但与现场FA技术人员等随机抽20多块板发现有三块板C44电容上有裂纹,各带走一块故障板,带回的故障板电容破裂情况见下图
对破裂的电容进行上电耐压测试,12V起步/1V为单位步进上电,当电压到31V时,上电电容即冒火花烧毁!即,电容是为“过压”烧,但前因是电容因受机械应力导致参数下降(50V的耐压下降到31V)。
后续隐患存在及个人建议:是不是有很多产品是在电容开裂的情况下出货,而这些产品大多数并不是工作在12VDC以上工作环境,表明上看起来工作是“很”正常。
附上烧毁后电容图如下:
3.破坏测试:
领PCB空板8拼1块焊上电容做掰板动作,也没有出现电容裂痕情况,由于今天产线没有排场SG2000-G03H(G600)生产,无法从制程上追溯故障产生原因。
(在6月23号安排200套生产,各段除正常生产调试外,额外设置了针对C27/C39两
端加强36VDC全检测试项目,测试进行线上全程跟踪把关,并没有出现烧电容现象。
)基于以上现象分析从可靠性角度说,是属于机械应力或热冲击失效后导致烧毁,不可能由电路性能上引起烧毁器件。
后续建议:对G03H电容C27 C39改用不同规格封装来避免出现由于CM0050M028厚度较薄导致物理应力损伤,也可考虑更改PCB布局来改变C27 C39放置方向避免生产过程导致电容损伤。
实验分析
2012年。