钕铁硼永磁材料电镀新工艺
钕铁硼永磁体镀锌工艺
Zinc Plating Technology for Nd2Fe2B Permanent Magnet
HE Qi2jun1 ,2 , L I Wei1 , PAN Wei1 (1. Functional Materials of Central Iron and Steel Research Institute , Beijing 100081 ;
网址 :www. rimp . com. cn E - mail :cbsrjc @public. wh. hb. cn
武汉材料保护研究所
2002 年 7 月 15 日
23
© 1994-2006 China Academic Journal Electronic Publishing House. All rights reserved.
5 结 论
(1) 钕铁硼材料镀锌 ,需达到一定的镀层厚度才能起到防腐 蚀作用 。
(2) 含有钛 ( Ⅳ) 离子的镀锌层钝化膜比常规钝化膜具有更 强的抗腐蚀能力 。
(3) 采用 Zn2Ni 合金电镀 ,可在钕铁硼基体上获得结晶细密 , 耐蚀性好的光亮镀层 。
[ 参考文献 ]
[ 1 ] Block W , Grendel K,Staubach H. Corrosion protection of NdFeB magnets by coating[ A] . Proceedings 11th Intl Workshop on RE Magnets and Their Ap2
究方向 :化学表面处理 、高分子乳液合成及特种涂料研究 、环境腐蚀 、纳米涂层研究 、金属腐蚀及防护 、轻合金表面感性研究 、特种
金属前处理 、三元代铬合金镀层研究 、酸性镀铜工艺研究 、热喷涂设备及工艺研究 。
钕铁硼永磁材料电镀锌镍合金工艺

钕铁硼永磁材料电镀锌镍合金工艺张蕾,景璀(中国电子科技集团公司第二研究所,山西 太原 030024)摘 要:钕铁硼磁材因其特殊的疏松和多孔结构,导致抗蚀性能差,表面镀覆又会引起磁性能降低。
为提高其耐蚀性,降低磁损失,采用新型工艺进行表面处理,包括前处理工艺、电镀Zn -N i 合金和后处理工艺。
性能测试表明:该工艺极大地提高了钕铁硼表面处理后的耐蚀能力,同时又降低了磁损失。
关键词:钕铁硼;电镀Zn -N i 合金;永磁材料中图分类号:T Q 153 文献标识码:A 文章编号:1001-3474(2009)04-0230-03New Techn i cs of NdFeB Surface Treat mentZHANG L e i ,J I NG Cu i(CETC No .2Research I n stitute,Ta i yuan 030024,Ch i n a )Abstract:NdFe B has poor corr osi on because of the l oose and por ous structure,and surface p lating results in magnetis m reducti on .I n order t o i m p r ove the corr osi on resistance and reduce magnetis m l osing,the surface treat m ent is done by the ne w p r ocess which involves p retreat m ent,electr op lating Zn -N i all oy and after -treat m ent .The result of test indicates thatNdFe B layer are greatly i m p r oved in corr osi on resist 2ance by the p r ocess .A t the sa me ti m e,magnetis m l osing is reduced .Key words:NdFe B;Electr op lating Zn -N i all oy;Per manent magnetis m material D ocu m en t Code:A Arti cle I D :1001-3474(2009)04-0230-03 作为第三代稀土永磁材料,钕铁硼自20世纪80年代问世以来,以其卓越的磁性能和较高的性价比,在电子、军事、家电和汽车等行业得到广泛应用,并取得了飞速发展。
钕铁硼电镀镍作业指导书
钕铁硼电镀镍作业指导书钕铁硼是一种重要的稀土磁性材料,具有高矫顽力、高磁化强度和高能量密度等优良特性。
为了提高钕铁硼的耐腐蚀性和机械性能,常常需要在其表面进行电镀处理,其中镍电镀是最常用的一种方法。
本文将对钕铁硼电镀镍的相关工艺和操作方法进行详细介绍。
一、电镀前的准备工作1. 零件的清洗在进行电镀前,首先要对钕铁硼零件进行彻底的清洗,以去除表面的油污和杂质。
清洗步骤包括浸泡、机械清洗和化学清洗等。
选择合适的清洗剂和设备,根据零件的大小和形状,采取适当的清洗方法。
2. 表面处理钕铁硼零件在清洗后,还需要进行表面处理,以提高镍电镀的附着力。
常用的表面处理方法有喷砂、磷化和活化等。
喷砂可以去除表面的氧化层和粗糙度,磷化可以形成一层可溶性化合物,提高电镀的结合力,活化可以增加表面的电荷密度,促进电镀的进行。
二、电镀镍的工艺参数选择合适的工艺参数对于获得良好的电镀效果至关重要。
以下是常用的电镀参数参考值:1. 温度:镍电镀一般在25-55℃之间进行,具体的温度根据实际情况进行调整。
2. 电流密度:电流密度是电镀中一个重要的参数,它决定了电镀速度和电镀层的均匀度。
合理的电流密度可以避免产生过多的氢气和防止局部电镀现象。
通常,电流密度建议控制在0.5-5A/dm^2范围内。
3. 镀液的成分:镀液的成分主要包括镍盐、酸和添加剂。
一般来说,镍盐可以选择硫酸镍、氯化镍等,酸可以选择硫酸、硝酸等。
添加剂可以选择一些有机物,如湿润剂、光亮剂等。
三、电镀操作步骤1. 对镀液进行搅拌和过滤,保持镀液的均匀性和纯净度。
2. 将钕铁硼零件放入电镀槽中,并通过夹具或挂钩固定住。
3. 设定好合适的工艺参数,开启电源,开始电镀过程。
4. 在电镀过程中,要定期检查电镀液的温度、PH值和电流密度等指标,并进行必要的调整。
5. 当达到所需的电镀厚度后,停止电镀,关掉电源,将零件取出,并进行清洗和干燥等后续处理。
四、注意事项1. 在进行钕铁硼电镀镍时,要注意保持工作环境的清洁和通风,避免镀液的挥发对身体造成伤害。
钕铁硼电镀工艺流程

钕铁硼电镀工艺流程
《钕铁硼电镀工艺流程》
钕铁硼(NdFeB)是一种高性能永磁材料,广泛应用于电机、传感器、汽车、医疗设备等领域。
而电镀是一种常用的表面处理工艺,能够提高NdFeB的抗氧化性能和耐腐蚀性能。
下面
介绍一下钕铁硼电镀工艺流程。
1. 预处理
首先要对NdFeB进行预处理,以保证表面的清洁度和粗糙度。
通常会采用除油、酸洗、清洗等工艺步骤,去除表面的杂质和氧化物,增加表面的粗糙度,为后续的电镀提供良好的基础。
2. 铜镀
接下来进行铜镀。
铜镀是为了提高基材的导电性,增强镍层和钕铁硼基材之间的结合力。
铜镀通常包括活化、镀铜、清洗等步骤,确保铜层均匀致密、无裂纹。
3. 镍镀
然后进行镍镀。
镍镀是为了增加镍层的耐磨性和耐腐蚀性。
镍镀一般包括活化、镀镍、清洗等步骤,确保镍层均匀致密、无开裂和缺陷。
4. 钕铁硼电镀
最后进行钕铁硼电镀。
钕铁硼电镀是为了提高钕铁硼材料的抗氧化性能和耐腐蚀性能。
钕铁硼电镀通常包括活化、电镀、清洗等步骤,确保电镀层均匀致密、无气孔和缺陷。
通过以上工艺流程的处理,钕铁硼材料的表面可以得到保护和增强,提高了其在实际应用中的性能和使用寿命。
钕铁硼永磁材料电镀新工艺
及孔隙率的降低都有显著作用 。通过比较方案 1 ,4 ,7 就可看出 。
(9) 活化[4] 活化的工艺条件如下 :
磺基水杨酸
20~25 g/ L
NH4 HF2
10~15 g/ L
45
钕铁硼永磁材料电镀新工艺
温度
室温
时间
30~40 s
直接在 Na2Fe2B 永磁材料上进行电镀比较困难 ,不易得到质
由于材料中 Nd 含量高 ,材料的化学性质极为活泼 ,所以材料 在潮湿的空气中极易氧化 ,与酸发生强烈的反应 。Nd2Fe2B 合金 的晶界处存在富 Nd 相 ,极易产生晶间腐蚀 ,严重时 ,产生大量 Nd 的氧化物和氢化物使材料粉化 。又因具有选择性腐蚀 ,从而导致 磁性能下降 。另外 Nd2Fe2B 永磁材料是通过粉末冶金烧结成型 的产品 ,结构疏松 ,孔隙率高 ,表面状况较差 ,脆性大[2] 。如不采 取措施 ,由于镀层的结合力及耐蚀性差 ,将严重影响镀层的防护 性能 。
实验方案 7 :打磨 →清洗 →封孔 →抛光 →除油 →热水洗 →冷 水洗 →出光 →冷水洗 →浸镀 →冷水洗 →电镀 →冷水洗 →干燥 → 检验 。
3. 2 各工序的分析讨论
(1) 烘烤 置于 200 ℃左右的烘箱中烘烤 1 h ,使油脂炭化成
灰烬 。试验所用试件为烧结型 Nd2Fe2B 永磁材料 ,由于材料是通
降至正常值 。
(11) 干燥 吹风机吹干 ,不宜用热风 。工厂生产中可用压缩
空气吹干 。
(12) 检验 观察镀层外观 ,测试镀层结合力 、孔隙率及耐蚀
针对以上情况 ,设计钕2铁2硼电镀镍的前处理工艺并进行试 验 ,测试每个镀层的结合力 、孔隙率和耐盐雾腐蚀时间 ,通过对数 据和镀层外观的比较 ,得到较佳的钕2铁2硼材料电镀镍前处理工 艺流程及工艺规范 。
钕铁硼永磁体电镀镍工艺优化及镀层性能

钕铁硼永磁体电镀镍工艺优化及镀层性能张秀芝;支晨琛;薛康【摘要】以钕铁硼永磁体为基体,电沉积制备镍镀层.以镍镀层的耐蚀性、结合力、显微硬度和腐蚀电位为性能指标,通过正交试验得到最优配方和工艺条件为:NiSO4·6H2O 250 g/L,NiCl2·6H2O 30 g/L,H3BO3 35 g/L,糖精钠0.5 g/L,十二烷基硫酸钠(SDS)1g/L,pH 5.0,电流密度2.0 A/dm2,温度50℃.在最佳工艺下制备的镍镀层结晶细致、均匀,结合力为9级,显微硬度为644.0 HV.与钕铁硼基体相比,Ni镀层在3.5% NaCl溶液中的腐蚀电位正移了0.43 V,腐蚀电流密度降低了近2个数量级,表明电镀镍可提高钕铁硼的耐蚀性.【期刊名称】《电镀与涂饰》【年(卷),期】2016(035)009【总页数】6页(P454-459)【关键词】钕铁硼永磁体;电镀镍;耐蚀性;结合力;显微硬度;正交试验【作者】张秀芝;支晨琛;薛康【作者单位】太原科技大学材料科学与工程学院,山西太原030024;太原科技大学材料科学与工程学院,山西太原030024;太原科技大学材料科学与工程学院,山西太原030024【正文语种】中文【中图分类】TQ153.12First-author's address: Material Science and Engineering Institute,Taiyuan University of Science and Technology,Taiyuan 030024, China钕铁硼(NdFeB)稀土永磁体因其优异的矫顽力和磁性能而广泛应用于电子产品、微波技术、核磁共振成像、风力发电、新能源汽车等高科技领域[1-4]。
钕铁硼中富钕相的化学性质极其活泼,导致NdFeB永磁体的耐蚀性很差,从而严重限制了其在许多领域的进一步应用和发展[5-7]。
目前NdFeB防护的主要手段是在其中添加合金元素[8-10]或进行表面镀覆[11-16]。
钕铁硼电镀加工工艺流程
时间5秒左右
11
电镀
按正常的工艺规范操作
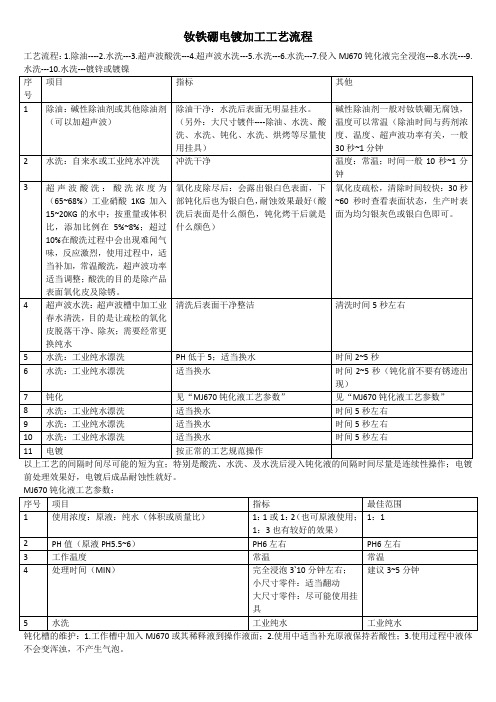
以上工艺的间隔时间尽可能的短为宜;特别是酸洗、水洗、及水洗后浸入钝化液的间隔时间尽量是连续性操作;电镀前处理效果好,电镀后成品耐蚀性就好。
MJ670钝化液工艺参数:
序号
Байду номын сангаас项目
指标
最佳范围
1
使用浓度:原液:纯水(体积或质量比)
1:1或1:2(也可原液使用;1:3也有较好的效果)
1:1
2
PH值(原液PH5.5~6)
PH6左右
PH6左右
3
工作温度
常温
常温
4
处理时间(MIN)
完全浸泡3`10分钟左右;
小尺寸零件:适当翻动
大尺寸零件:尽可能使用挂具
建议3~5分钟
5
水洗
工业纯水
工业纯水
钝化槽的维护:1.工作槽中加入MJ670或其稀释液到操作液面;2.使用中适当补充原液保持若酸性;3.使用过程中液体不会变浑浊,不产生气泡。
氧化皮除尽后:会露出银白色表面,下部钝化后也为银白色,耐蚀效果最好(酸洗后表面是什么颜色,钝化烤干后就是什么颜色)
氧化皮疏松,清除时间较快:30秒~60秒时查看表面状态,生产时表面为均匀银灰色或银白色即可。
4
超声波水洗:超声波槽中加工业春水清洗,目的是让疏松的氧化皮脱落干净、除灰;需要经常更换纯水
清洗后表面干净整洁
清洗时间5秒左右
5
水洗:工业纯水漂洗
PH低于5;适当换水
时间2~5秒
6
水洗:工业纯水漂洗
适当换水
时间2~5秒(钝化前不要有锈迹出现)
7
钝化
见“MJ670钝化液工艺参数”
永磁表面处理新技术新工艺新配方精选汇编
永磁表面处理新技术新工艺新配方精选汇编-20221、用于钕铁硼永磁材料的无铬锌涂层的表面处理方法通过采用滚磨倒角法对钕铁硼永磁材料表面进行磨光;使用磷酸钠、碳酸钠和氢氧化钠的混合脱脂液对磨光后的钕铁硼永磁材料进行脱脂除油;使用除锈剂和硝酸溶液对钕铁硼永磁材料进行酸洗除锈;使用无铬锌铝液对钕铁硼永磁材料表面进行浸涂、喷涂或刷涂处理,无铬锌铝涂层采用水性涂料,不使用有机溶剂,不含有毒的金属(如镍、铅、钡和汞)以及六价铬或三价铬,将无铬锌铝涂层在钕铁硼永磁材料上的研究应用,填补了国内永磁材料表面处理行业的一项空白,并且极大的提高了材料的防腐性能。
2、钕铁硼磁体表面涂镀层的退镀液和退镀方法及其应用退镀液包括:溶剂,选自水和与水互溶的有机溶剂;溶质,一种退镀方法,通过振动退镀,加入少量上述退镀液后,在常温低碱性浓度的状态下即可完成工件表面的退镀。
退镀液和退镀方法适用范围广,退镀效果好且高效,低浓度常温退镀对磁体、操作人员和环境影响较小。
3、结钕铁硼永磁体的防腐蚀处理方法所述防腐蚀处理方法是采用粉末热渗锌的方式,包括以下步骤:基体前处理→渗锌→渗锌后处理,其中,所述渗锌步骤中添加的渗锌剂不含有任何氯离子。
所述渗锌剂包括锌粉和稀土粉末混合物。
由于采用上述技术方案,经防腐蚀处理方法处理后的烧结钕铁硼永磁体,渗锌层均匀、致密、防腐蚀性能好,且对磁体无损失,可以持续使用。
4、涂层、钕铁硼磁体及其制备方法和应用磁体表面含有涂层,不仅改善了因自身孔隙大耐腐蚀较低的劣势,还提高了磁体整体的耐腐蚀性,绝缘性,厚度一致性佳,具有较好的耐蚀性,以及与磁体和磁钢槽的结合力。
5、钕铁硼磁体表面超音速火焰热喷涂涂层的制备方法步骤:喷涂材料的制备、磁体表面预处理、热喷涂涂层的制备和涂覆磁体的热处理工艺。
采用的超音速火焰热喷涂技术具有环境友好性和高效率的优点,是替代传统湿法电镀工艺最具竞争力的热喷涂技术之一,该技术具有焰流速度快、焰流长、直径收缩小、粉末动能和能量密度大等优点,使其涂层呈现致密、氧化物和未熔颗粒少、孔隙率低、结合强度高、加工性能好。
钕铁硼永磁体材料上的电镀(一)

世上无难事,只要肯攀登钕铁硼永磁体材料上的电镀(一)1、概况Nd-Fe-B 永磁体自80 年代问世以来,是目前磁性最强的永磁材料,具有高磁能积、高矫顽力、高剩磁等优异性能和较高的性能价格比,而广泛应用于计算机、微波通讯、电讯工程、音像技术、高能微电机、医疗、航空、环保等高科技领域。
但在Nd-Fe-B 永磁体中的钕是一种稀土元素,其含量较高(36%~38%),而Nd 是一种非常活泼的金属,其标准平衡电位是-2.4 31V 在潮湿的空气中极易氧化,与水和酸接触会放出氢气而腐蚀;其次,NdFe B 磁体由富Nd2Fe14B 相、富Nd 相、富B 相三相组成。
相互接触的各相电位不同,必然会引起电化学反应,即形成腐蚀电池。
这些都使该材料的耐腐蚀性下降。
目前,为延长永磁体的使用寿命,采取的防护措施有电镀、化学镀、化学转化膜、电泳和喷涂等。
其中,电镀和化学镀是较常用的方法。
但在Nd-Fe- B 磁体表面进行镀覆存在一定困难。
在NdFeB 磁体上镀覆存在的主要问题是:NdFeB 中的钕极易氧化,前处理不当会造成镀层结合力下降;NdFeB 磁体是由粉末烧结制成的,表面粗糙疏松且存在大量孔隙,在电镀过程中渗入酸、碱和电镀液,造成镀后泛点和鼓泡,甚至还会造成基体和镀层的腐蚀;由于磁体表面组织不均匀,会造成电镀时镀层孔隙率增加,降低镀层的防护性。
针对以上这些问题,必须选择合适的前处理工艺,才能保证电镀层的结合力和防腐蚀性能。
1.1 钕铁硼材料的归类[1] 钕铁硼材料铁含量约占60%,含碳量约为0.0003%~0.0004%。
硫含量约为0.0006%~0.0008%,据此应归为低碳铁基合金。
材料的制作过程有熔炼、粉碎、压型、烧结、切割、磨削等,再加上材料多孔疏松,据此可以把钕铁硼划为粉末冶金材料。
由于材料中含有钕、镨等平衡电位极低的稀土金属,材料非常活泼,电镀时易发生自发溶解或置换反应,因此,从电化学角度讲,应当属于极活泼、易氧化但不钝化的金属材料。
钕铁硼材料电镀工艺
钕铁硼材料电镀工艺钕铁硼电镀根据产品使用环境的不同而采用了不同韵电镀工艺,表面镀层也分为两大类,一类是镀锌,用于常规产品;另一类是镀镍,用于要求较高的产品。
也有少数产品从整机需要出发而要求镀其他镀种的,比如镀合金、镀银等。
一,镀锌钕铁硼产品的镀锌采用先化学浸锌再镀锌的工艺。
① 化学浸锌硫酸锌35g/L氟化钾l0g/L焦磷酸钾l20g/L温度90℃碳酸钠l0g/L时间40s②氯化钾光亮镀锌氯化钾180---200g/LpH值5.0~5.5氯化锌60~80g/L温度室温硼酸25~35g/L电流密度l~2A/dm2商业光亮剂按说明书加入③镀后处理。
经镀锌的钕铁硼制品一定要经过钝化处理,可采用低铬或三价锋、元铬钝化,然后经烘干后表面涂罩光涂料。
彩色钝化的耐中性盐雾试验要求不低于72h。
二,镀镍钕铁硼镀镍实际上也是多层镀层,需要先预镀镍以后,再经镀铜加厚,然后表面镀光亮镍。
①预镀镍硫酸镍 300g/LpH值 4.O~4.5氯化镍 50g/L温度 50~60℃硼酸 40g/L电流密度0.5~1.5A/dm2添加剂适量时间 5min②焦磷酸盐镀铜加厚。
作为中间镀层,尽管流行采用酸性光亮镀铜工艺,但是对于钕铁硼材料,进行加厚电镀不宜采用酸性镀铜,这是因为在强酸性镀液中,已经预镀了阴极镀层的多孔性材料会很容易发生基体微观腐蚀;为以后延时起泡留下隐患。
比较合适的工艺是接近中性的焦磷酸盐镀铜。
焦磷酸铜70g/L光亮剂适量焦磷酸钾300g/LpH值8~8.5柠檬酸铵30g/L温度40~50℃氨水3mL/L电流密度l~1.5A/dm2③光亮镀镍硫酸镍300g/LLJ-36镍光亮剂按说明书加入氯化镍40g/LpH值3.8~5.2硼酸40g/L温度50℃低泡润湿剂lmL/L阴极电流密度2~4A/dm2对于需要其他表面镀层的钕铁硼材料,可以在完成中间镀层的铜加厚电镀后,再进行其他表面镀层的加工。
有时为了增加镀层的厚度和可靠性,还可以在焦磷酸盐镀后再加镀快速酸性镀铜工艺,以获得良好的表面装饰性,再镀其他镀层会有更好的效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
糖精
0. 6~1. 0 g/ L
1 ,42丁炔二醇
0. 3~0. 5 g/ L
香豆素
0. 1~0. 2 g/ L
十二烷基硫酸钠
0. 05~0. 15 g/ L
pH 值
3. 8~4. 6
温度
45~m2
时间
10 min
电镀时应控制施镀时间 ,以防止镀层过厚 ,结合力下降 ,镀镍 层厚度以 5~6μm 为佳[6] 。通电时应先加两倍电流 1 min ,然后
孔隙率 = n·s - 1 (个·cm- 2) (n :蓝点数 s :受检面积)
2. 3 镀层耐蚀性的测试
在 DF - 27 型 多 用 腐 蚀 试 验 箱 进 行 盐 雾 试 验 , 恒 温 25 ±2 ℃,腐 蚀 液 为 3 %NaCl 溶 液 , 在 80 cm2 的 面 积 上 降 雾 量 为 1~2 ml/ h ,压强为 0. 03 MPa 。一天喷 2 次 ,上午 3 h ,下午 3 h。
针对以上情况 ,设计钕2铁2硼电镀镍的前处理工艺并进行试 验 ,测试每个镀层的结合力 、孔隙率和耐盐雾腐蚀时间 ,通过对数 据和镀层外观的比较 ,得到较佳的钕2铁2硼材料电镀镍前处理工 艺流程及工艺规范 。
2 试 验
试验材料 :烧结型钕铁硼永磁材料 ,规格为 <1. 0 ×0. 2 cm ,长 方体 1. 85 ×0. 50 ×0. 20 cm3 。
以达到除去试件表面氧化物使试件表面平整光滑的目的 ,使电镀
后获得良好的镀层 。对于试验方案 3 ,因未抛光 ,试件表面留有
氧化物 ,导致了镀层质量严重下降 。由此可见 ,永磁材料电镀前
处理中抛光是不可少的 。
(6) 除油 溶液成份及工艺条件如下 :
配方 1 : (用于方案 1~方案 5)
Na3 PO4 ·12 H2O
在的试件 ,为以后各工序做准备 。对于生产中无太多氧化物存在
的工件不必采用此工序 ,因为抛光或滚光加上除锈 、出光工序应
能除去 Nd2Fe2B 永磁材料表面的氧化物 。
(3) 清洗 视情况而定 ,可用水洗 ,也可用酒精擦洗 。
(4) 封孔 试验方案 1 至 6 为蒸馏水煮 35 min ,试验方案 7 为
过粉末冶金方法成型的 ,因此结构疏松 ,存在大量孔隙 ,其中吸附
有油脂 ,用常规除油方法难以除去 ,较好的方法是将试件置于烘
箱中 ,在 200 ℃左右烘烤 1 h ,这样能使油脂化为灰烬 ,从而除去
磁体中的油脂 ,减小电镀时对镀层的影响 。试验方案 4 和方案 5
在其他工艺条件相同的情况下 ,各自做了一个有烘烤与无烘烤的
硫脲
0. 5 g/ L
用氨水调其 pH 值
4~5
温度
室温
时间
30~40 s
试验中出光工序兼有除锈 、出光作用 。因 Nd 与 Cl 的反应非
常强烈 ,出光时不能用盐酸 ,而用稀硝酸为主的出光液 ,并加入硫
脲起缓蚀作用 ,调 pH 值用的氨水兼有配体的作用 。在出光过程 中不宜时间过长 ,以免基体过腐蚀 。出光至工件表面呈细致均匀 带光泽的金属色泽即可 。
(2) 锉刀试验 将试片夹在台钳中 ,用锉刀挫镀层的边棱 。 锉刀与镀层表面大约成 45°角 ,由基体金属向镀层方向锉 ,观察镀 层是否揭起或脱落 。
2. 2 镀层孔隙率的测试
把镀层清洗干净 ,然后将浸过含 20 g/ L 氯化钠溶液 10 g/ L 铁氰化钾溶液的滤纸贴在镀层表面 ,5 min 后取下滤纸 ,水洗后烘 干 ,计算蓝点数目 。计算公式如下 :
降至正常值 。
(11) 干燥 吹风机吹干 ,不宜用热风 。工厂生产中可用压缩
空气吹干 。
(12) 检验 观察镀层外观 ,测试镀层结合力 、孔隙率及耐蚀
采用硬脂酸锌在 135~180 ℃熔融状态 ,封孔 15~20 min。
由于 Nd2Fe2B 永磁材料工件充满微孔 ,给施镀过程造成很大
的困难 ,且在除油 、出光等工序后 ,不易清洗出孔隙中残留的酸
碱 ,给后道工序造成极大影响 。在施镀中 ,易在基体中残留酸 、碱
或镀液 ,造成基体内部腐蚀 ,使镀层结合力下降 。因此在除油前
(8) 浸镀 溶液成份及工艺条件如下 :
ZnSO4 K4 P2O7·3H2O
30 g/ L 105 g/ L
Na2 CO3
7 g/ L
NaF
5 g/ L
温度
85 ℃
时间
30 s
用浸镀处理不仅可使磁体的稳定电极向正移动 ,从而降低钕
的氧化能力 ,减小工件被氧化的程度 ,提高镀层的结合力 ,而且浸
镀能获得完整均匀的浸镀层 ,对电镀层结合力和耐蚀性的提高以
由于材料中 Nd 含量高 ,材料的化学性质极为活泼 ,所以材料 在潮湿的空气中极易氧化 ,与酸发生强烈的反应 。Nd2Fe2B 合金 的晶界处存在富 Nd 相 ,极易产生晶间腐蚀 ,严重时 ,产生大量 Nd 的氧化物和氢化物使材料粉化 。又因具有选择性腐蚀 ,从而导致 磁性能下降 。另外 Nd2Fe2B 永磁材料是通过粉末冶金烧结成型 的产品 ,结构疏松 ,孔隙率高 ,表面状况较差 ,脆性大[2] 。如不采 取措施 ,由于镀层的结合力及耐蚀性差 ,将严重影响镀层的防护 性能 。
试验方案 3 :打磨 →清洗 →封孔 →除油 →热水洗 →冷水洗 → 出光 →冷水洗 →活化 →冷水洗 →电镀 →冷水洗 →干燥 →检验 。
试验方案 4 :烘烤 →打磨 →清洗 →封孔 →抛光 →除油 →热水
44
钕铁硼永磁材料电镀新工艺
洗 →冷水洗 →出光 →冷水洗 →浸镀 →冷水洗 →电镀 →冷水洗 → 干燥 →检验 。
第 35 卷 第 3 期 2002 年 3 月
材 料 保 护 MATERIALS PROTECTION
Vol. 35 No. 3 Mar. 2002
钕铁硼永磁材料电镀新工艺
周 琦 (沈阳工业学院化工分院 ,辽宁 沈阳 110045)
[摘 要 ] 探索了新的除油液配方 ,确定了钕2铁2硼永磁材料电镀镍较完整的前处理工艺 ,其孔隙率为0. 74 个·cm - 2 , 盐雾试验达 96 h ,结合力好 。
在除油液中 ,不宜多加碱性强的物质 ,以免试片发生过腐蚀 。所 以配方 2 中适当降低了 NaOH 的含量 ,而提高了 Na3PO4 的含量 , 其最终效果好 。因而理想的除油配方是获得良好镀层的必要条
件。
(7) 出光[3] 出光工艺条件如下 :
HNO3 30~60 ml/ L
实验方案 7 :打磨 →清洗 →封孔 →抛光 →除油 →热水洗 →冷 水洗 →出光 →冷水洗 →浸镀 →冷水洗 →电镀 →冷水洗 →干燥 → 检验 。
3. 2 各工序的分析讨论
(1) 烘烤 置于 200 ℃左右的烘箱中烘烤 1 h ,使油脂炭化成
灰烬 。试验所用试件为烧结型 Nd2Fe2B 永磁材料 ,由于材料是通
量良好的镀层 。为解决这一问题可以采用活化处理 ,使工件表面
处于活化状态更易镀覆 ,镀覆后镀层结合力及耐蚀性将得到大幅
度改善 。
(10) 镀光亮镍 镀光亮镍的工艺条件如下 :
NiSO4·7H2O 250~300 g/ L
NiCl2·6H2O
30~50 g/ L
H3BO3
35~40 g/ L
试验方案 5 :烘烤 →打磨 →清洗 →封孔 →抛光 →除油 →热水 洗 →冷水洗 →出光 →冷水洗 →活化 →冷水洗 →电镀 →冷水洗 → 干燥 →检验 。
试验方案 6 :打磨 →清洗 →封孔 →抛光 →除油 →热水洗 →冷 水洗 →出光 →冷水洗 →活化 →冷水洗 →电镀 →冷水洗 →干燥 → 检验 。
对比试验 ,发现经烘烤的试件镀层外观 、性能都要好些 。
(2) 打磨 先用粗砂纸除去试件表面覆盖物 ,再用金相砂纸
打磨至表面平滑 。对于进行电镀的工件 ,要求表面平整 ,由于做
试验的 Nd2Fe2B 永磁材料放置时间较长 ,表面有较厚的氧化物 ,
所以在试验中必须进行打磨 ,除去氧化物 ,得到平整 、无氧化物存
2. 1 镀层与基体结合力的测试
(1) 划线格试验 用刀口为 30°的硬质钢划刀在镀层上划两
[ 收稿日期 ] 2001 - 09 - 11
条相距 2 mm 的平行线或 1 mm2 的正方形格子 ,观察划线间的镀 层是否翘起或剥离 。划线时的压力应使划刀一次就能划破镀层 , 到达基体金属 。
OP210 柠檬酸
0. 5 g/ L 30~40 g/ L
pH 值 温度 时间
10. 5 65 ℃ 至油除尽
配方 2 效果明显好于配方 1 。因 Nd2Fe2B 永磁材料的易氧化 性 ,仅靠工序间不间断操作来避免钕被氧化是不可能的 ,有效的 方法是加入某种配体剂与钕配位 ,形成配位化合物 ,使其不与氧 反应 ,除油配方中尝试加入柠檬酸来达到形成钕的配位化合物的 目的 。因配方 2 效果好 ,经试验确定了柠檬酸的最佳用量 。另外
[ 关键词 ] 永磁材料 ; 钕2铁2硼 ; 电镀 ; 前处理 [ 中图分类号 ] TQ153 [ 文献标识码 ] A [ 文章编号 ] 1001 - 1560 (2002) 03 - 0044 - 03
Ne w Pretreatment Technology of Electroplating for Sintered Nd2Fe2B Permanent Magnet
3 结果与讨论
3. 1 各方案工艺流程
试验方案 1 :打磨 →清洗 →封孔 →抛光 →除油 →热水洗 →冷 水洗 →出光 →冷水洗 →电镀 →冷水洗 →干燥 →检验 。
试验方案 2 :打磨 →抛光 →除油 →热水洗 →冷水洗 →出光 → 冷水洗 →活化 →冷水洗 →电镀 →冷水洗 →干燥 →检验 。
13~30 g/ L