镀黑镍工艺及其故障排除
镀镍问题与解决方案
镀镍问题与解决方案镀镍是一种常见的表面处理方法,用于增加金属制品的耐腐蚀性和美观度。
然而,在进行镀镍过程中可能会出现一些问题,如镀层不均匀、气泡、氧化等。
本文将就镀镍问题的原因和解决方案进行详细介绍。
一、镀镍问题的原因1.1 镀液成分不稳定镀液中各种成分的浓度、PH值等不稳定,会导致镀层不均匀。
1.2 金属表面处理不当金属表面未经过适当的清洗、除油等处理,会影响镀层的附着力。
1.3 镀液温度控制不当镀液温度过高或过低都会影响镀层的质量,导致出现气泡或氧化情况。
二、镀镍问题的解决方案2.1 稳定镀液成分定期检测镀液中各种成分的浓度和PH值,保持在稳定的范围内。
2.2 加强金属表面处理确保金属表面经过充分的清洗、除油等处理,提高镀层的附着力。
2.3 控制镀液温度根据工艺要求控制镀液的温度,避免出现温度过高或过低的情况。
三、气泡问题的原因3.1 镀液中含有杂质镀液中可能存在杂质,导致镀层表面出现气泡。
3.2 镀液搅拌不均匀镀液搅拌不均匀会造成气泡在镀液中无法释放。
3.3 镀液中气体过多镀液中气体过多也会导致气泡问题的出现。
四、气泡问题的解决方案4.1 滤除镀液中的杂质定期对镀液进行过滤,去除其中的杂质,减少气泡问题的发生。
4.2 加强镀液搅拌确保镀液搅拌均匀,使气泡能够顺利释放。
4.3 控制镀液中气体含量适当控制镀液中气体的含量,避免气体过多导致气泡问题。
五、氧化问题的原因5.1 镀液中含氧量过高镀液中含氧量过高会导致镀层表面氧化。
5.2 镀层附着力不足镀层附着力不足会导致镀层表面容易氧化。
5.3 镀液中含有氧化物镀液中可能存在氧化物,会导致镀层表面出现氧化情况。
六、氧化问题的解决方案6.1 控制镀液中氧含量通过适当的方法控制镀液中氧含量,避免出现过高的情况。
6.2 提高镀层附着力加强金属表面处理,提高镀层的附着力,减少氧化问题的发生。
6.3 定期清洗镀液定期清洗镀液中的氧化物,保持镀液的清洁度,减少氧化问题的发生。
镀镍问题与解决方案

镀镍问题与解决方案1. 简介镀镍是一种常用的表面处理技术,用于提高金属材料的耐腐蚀性、硬度和光泽度。
然而,在镀镍过程中可能会出现一些问题,本文将介绍常见的镀镍问题及相应的解决方案。
2. 常见问题及解决方案2.1 镀层不均匀问题描述:镀层在部分区域厚度不均匀,出现明显的“鱼鳞状”或“斑驳状”现象。
解决方案:- 检查镀液搅拌系统,确保搅拌均匀,防止镀液中的镍离子浓度变化过大。
- 检查镀液温度,保持恒定的温度,避免温度变化引起镀层厚度不均匀。
- 检查镀液PH值,保持适宜的PH值范围,避免PH值过高或过低导致镀层不均匀。
2.2 镀层出现气泡问题描述:镀层表面出现气泡,影响镀层的外观和质量。
解决方案:- 检查镀液中是否有杂质进入,如油脂、灰尘等,及时清除杂质。
- 检查镀液中的气体排放系统,确保气体排放畅通,避免气体在镀液中聚集形成气泡。
- 调整镀液的PH值和温度,适当降低PH值和温度,减少气泡的生成。
2.3 镀层出现剥落问题描述:镀层与基材之间出现剥离现象,降低镀层的附着力和耐腐蚀性。
解决方案:- 检查基材表面的清洁度,确保基材表面没有油脂、灰尘等杂质,提高镀层与基材的粘附力。
- 检查镀液中的添加剂浓度,适当增加添加剂浓度,提高镀层的结合力。
- 调整镀液中的镍离子浓度和镀液PH值,提高镀层的质量和附着力。
2.4 镀层出现色差问题描述:镀层表面出现颜色不均匀或与预期的颜色不符。
解决方案:- 检查镀液中的添加剂浓度和比例,确保添加剂的浓度和比例准确无误。
- 调整镀液温度和时间,控制镀层的形成速度和厚度,避免颜色不均匀。
- 检查基材的前处理工艺,确保基材表面的清洁度和粗糙度符合要求。
3. 结论镀镍问题的解决方案需要综合考虑镀液配方、工艺参数、设备状态等多个因素。
通过调整镀液的成分、温度、PH值等参数,以及优化基材的前处理工艺,可以有效解决镀镍过程中出现的问题,提高镀层的质量和附着力。
在实际操作中,应根据具体情况进行调整和优化,确保镀镍工艺的稳定性和可靠性。
镀镍问题与解决方案
镀镍问题与解决方案一、问题描述镀镍是一种常见的金属表面处理方法,用于提高金属制品的耐腐蚀性能、装饰性和机械性能。
然而,在镀镍过程中,可能会浮现一些问题,如镀层不均匀、气泡、黑斑等,影响了镀层的质量和使用效果。
二、问题原因分析1. 镀液成份不合适:镀液中的镍盐、酸碱度、添加剂等成份不合理,导致镀层质量下降。
2. 温度控制不当:镀液温度过高或者过低,都会对镀层质量产生不利影响。
3. 镀液搅拌不充分:搅拌不均匀会导致镀层厚薄不一。
4. 金属基材准备不良:金属表面存在油污、氧化物等杂质,会影响镀层的附着力和均匀性。
三、解决方案1. 优化镀液成份:合理选择镍盐、酸碱度和添加剂,确保镀液的稳定性和镀层的质量。
可以通过实验和数据分析,确定最佳的镀液配方。
2. 控制温度:根据镀液的特性和金属基材的要求,控制镀液的温度在适宜的范围内。
可以使用温度控制设备,保持镀液温度的稳定性。
3. 加强搅拌:确保镀液充分搅拌,均匀分布在金属表面,避免浮现厚薄不一的问题。
可以使用搅拌设备或者改进搅拌工艺,提高搅拌效果。
4. 做好金属基材准备工作:在镀镍前,对金属基材进行充分清洗和处理,去除表面的油污、氧化物等杂质,提高镀层的附着力和均匀性。
可以使用化学清洗剂、机械去污等方法。
四、解决方案效果评估1. 镀液成份优化后,镀层质量得到明显改善,镀层均匀、光亮度提高。
2. 温度控制在适宜范围内,镀层质量稳定,避免了温度过高或者过低带来的问题。
3. 加强搅拌后,镀层厚薄均匀,表面质量得到提升。
4. 做好金属基材准备工作后,镀层附着力增强,镀层质量稳定性提高。
五、结论通过优化镀液成份、控制温度、加强搅拌和做好金属基材准备工作,可以有效解决镀镍过程中浮现的问题,提高镀层质量和使用效果。
在实际应用中,可以根据具体情况进行调整和改进,以达到最佳的镀层效果。
黑镍工艺及故障排除

黑镍工艺组成及故障排除一、工艺组成硫酸镍70-100g/l,硫酸锌40-50g/l,硫氰酸铵25-35g/l,硫酸镍铵40-60g/l,硼酸25-35g/l温度30-40℃, PH4.5-5.5,时间30-60s,阴极DK0.1-0.4A/dm2。
二、生产操作注意事项1.当镀液PH过低时,黑镍层结合力不牢,有白色斑点;PH过高时镀层易于脱落,所以应严格控制PH值。
2.在电镀过程中,如DK过高,镀层烧焦粗糙,易于发脆剥落,当DK较大时,镀层呈五彩色,有时呈黄褐色有条纹的镀层。
3.要在开电后入槽,并在电镀过程中不允许中断电流。
4.电镀挂具使用2-3次后,需要退除镀层再使用,以保证良好的接触导电。
5.某些特殊底金属及铸钢件在镀锌之前应先镀铜,效果较好。
6.要控制槽内镍与锌的相对比值,锌高时镀层呈灰色;锌低时,镀层呈浅黄色,不易变黑,并且有条纹,结合力也差。
7.硫氰酸盐含量低时,镀层发灰粗糙,有时呈彩色;含量过高时,镀层发花,结合力降低。
三、常见故障和排除1.镀层脱落原因:①镀层前处理和锌不良。
②锌含量过低。
③PH值过高。
排除:①加强前处理。
②分析调整工艺成分。
③以稀硫酸调PH。
2.镀层粗糙烧焦原因:①DK过大。
②锌层粗糙。
③溶液浓度太淡。
④温度太低。
排除:①调整。
②检查。
③分析镀液成分。
④检查温度。
3.镀层有彩色原因:①DK太低。
②电镀时间太短。
③硫氰酸盐含量低。
④挂具导电不良。
排除:①提高。
②延长。
③分析调整。
④检查。
4.镀层底部有白点原因:①氢气泡吸附在零件上。
②镀液中有几分解产物太多。
排除:①采用阴极移动。
②用活性炭处理。
5.镀层发花不均匀原因:①锌层烧焦或不均匀。
②酸洗有过腐蚀现象。
排除:①加强镀锌质量。
②检查酸洗质量。
6.电镀时间长不变黑呈黄褐色、有条纹原因:①温度高。
②导电不良或挂具有过厚镀层。
③锌含量低④DK小。
排除:①降温。
②用硝酸退镍。
③调整锌含量。
④检查DK。
镀镍问题与解决方案

镀镍问题与解决方案一、问题描述镀镍是一种常见的表面处理方法,用于提高金属制品的耐腐蚀性和装饰性。
然而,在镀镍过程中,可能会出现一些问题,如镀层不均匀、气泡、孔洞等。
这些问题会影响产品的质量和外观,因此需要找到相应的解决方案。
二、镀镍问题及解决方案1. 镀层不均匀问题描述:镀层在部分区域厚度不均匀,出现明显的颜色差异。
解决方案:- 检查电流密度:确保电流在整个镀镍过程中均匀分布,可以通过调整电流密度来解决问题。
- 检查镀液浓度:镀液浓度不均匀可能导致镀层不均匀,应确保镀液浓度均匀。
- 检查搅拌装置:搅拌装置的运行状况会影响镀液的流动性,进而影响镀层的均匀性,应确保搅拌装置正常运转。
2. 气泡问题问题描述:镀层表面出现气泡,影响镀层的光洁度和质量。
解决方案:- 检查镀液温度:镀液温度过高可能导致气泡产生,应控制镀液温度在适宜范围内。
- 检查镀液中的杂质:镀液中的杂质会促使气泡的形成,应定期清理镀液中的杂质。
- 检查镀液搅拌:充分搅拌镀液可以减少气泡的产生。
3. 孔洞问题问题描述:镀层表面出现孔洞,影响镀层的紧密性和耐腐蚀性。
解决方案:- 检查镀液成分:镀液成分不当可能导致孔洞的产生,应调整镀液成分以提高镀层的质量。
- 检查镀液pH值:镀液pH值过高或过低都会导致孔洞的产生,应保持镀液pH值在适宜范围内。
- 检查镀液搅拌:充分搅拌镀液可以减少孔洞的产生。
4. 其他问题除了上述常见的问题,镀镍过程中还可能出现其他问题,如黑斑、脱落等。
针对不同问题,可以采取以下解决方案:- 检查镀液中的杂质:杂质可能导致黑斑或脱落,应定期清理镀液中的杂质。
- 检查镀液温度和时间:温度和时间的控制可能影响镀层的质量,应确保镀液温度和时间在适宜范围内。
- 检查镀液pH值:pH值的不当可能导致镀层问题,应保持镀液pH值在适宜范围内。
三、总结镀镍过程中可能出现的问题包括镀层不均匀、气泡、孔洞等,这些问题会影响产品的质量和外观。
针对不同问题,可以采取相应的解决方案,如调整电流密度、镀液浓度、镀液温度和时间,清理镀液中的杂质等。
镀镍问题与解决方案
镀镍问题与解决方案一、问题描述镀镍是一种常见的表面处理工艺,用于提高金属制品的耐腐蚀性和外观质量。
然而,在镀镍过程中,可能会浮现一些问题,如镀层不均匀、气泡、氧化等,影响产品的质量和性能。
本文将针对镀镍过程中的问题进行分析,并提出相应的解决方案。
二、镀镍问题与解决方案1. 镀层不均匀问题描述:镀层在表面浮现不均匀的现象,有的地方厚度过薄,有的地方厚度过厚。
解决方案:首先,检查镀液的温度和浓度是否稳定,调整镀液的参数以确保均匀性。
其次,检查镀液搅拌设备是否正常工作,确保液体循环均匀。
此外,适当调整镀液的流速和镀液与工件的接触面积,以提高镀层的均匀性。
2. 气泡问题问题描述:镀层表面浮现大量气泡,影响了镀层的质量和外观。
解决方案:首先,检查镀液中是否存在杂质,如有必要,进行滤液处理。
其次,调整镀液的温度温和泡排出设备的工作状态,确保气泡能够顺利排出。
此外,适当调整镀液的流速和镀液与工件的接触方式,以减少气泡的产生。
3. 氧化问题问题描述:镀层表面浮现氧化现象,影响了镀层的质量和光泽度。
解决方案:首先,检查镀液中是否存在氧化剂过多的情况,如有必要,调整镀液的配方。
其次,加强镀液的循环和搅拌,以促进氧化物的排除。
此外,适当调整镀液的温度和镀液与工件的接触方式,以减少氧化的发生。
4. 色差问题问题描述:镀层表面浮现颜色不一致的现象,影响了产品的外观质量。
解决方案:首先,检查镀液中是否存在杂质或者其他污染物,如有必要,进行滤液处理。
其次,调整镀液的温度和浓度,以确保镀层颜色的一致性。
此外,加强镀液的循环和搅拌,以促进颜色的均匀分布。
5. 粘附力问题问题描述:镀层与基材之间的粘附力不够强,容易剥离或者脱落。
解决方案:首先,检查基材的表面处理是否充分,如有必要,进行打磨或者清洗。
其次,调整镀液的温度和浓度,以提高镀层与基材的结合力。
此外,加强镀液的循环和搅拌,以确保涂层能够均匀分布并与基材密切结合。
三、总结镀镍过程中可能浮现的问题包括镀层不均匀、气泡、氧化、色差和粘附力不足等。
镀镍问题与解决方案
镀镍问题与解决方案一、问题描述:镀镍是一种常见的表面处理工艺,用于提高金属制品的耐腐蚀性和外观质量。
然而,在实际应用中,我们可能会遇到一些与镀镍相关的问题,如镀层质量不佳、镀层厚度不均匀、镀层出现气泡等。
这些问题会影响产品的质量和性能,需要找到相应的解决方案。
二、问题分析:1. 镀层质量不佳:镀层质量差可能是由于镀液成分不合适、镀液温度不稳定、镀液搅拌不均匀等原因造成的。
2. 镀层厚度不均匀:镀层厚度不均匀可能是由于工件表面几何形状复杂、镀液流动不均匀等原因造成的。
3. 镀层出现气泡:镀层出现气泡可能是由于工件表面存在油污、氧化物等杂质、镀液中存在过多的气体等原因造成的。
三、解决方案:1. 镀层质量不佳的解决方案:a. 检查镀液成分,确保成分配比正确,避免过多或过少的添加剂。
b. 控制镀液温度,保持稳定的温度,避免温度过高或过低。
c. 加强镀液搅拌,确保镀液中各种成分均匀分布。
2. 镀层厚度不均匀的解决方案:a. 对于表面几何形状复杂的工件,可以采用遮挡、掩模等方式,控制镀液的接触面积,使镀层厚度均匀。
b. 调整镀液流动方式,可以采用旋转、振荡等方式,增加镀液的流动性,使其在工件表面均匀分布。
3. 镀层出现气泡的解决方案:a. 在镀前处理中,彻底清洁工件表面,去除油污、氧化物等杂质。
b. 控制镀液中气体的含量,避免过多的气体进入镀液中。
c. 控制镀液的搅拌方式,避免产生气泡。
四、解决方案的效果评估:为了评估解决方案的效果,可以采取以下措施:1. 对镀层质量进行检测,如使用显微镜观察镀层的表面形貌、使用厚度计测量镀层的厚度等。
2. 对镀层性能进行测试,如使用盐雾试验、磨擦测试等评估镀层的耐腐蚀性和耐磨性等性能指标。
3. 定期对镀液进行分析,检测镀液中各种成分的含量,确保镀液的稳定性和一致性。
五、结论:针对镀镍问题,我们提出了一系列解决方案,包括控制镀液成分、温度和搅拌方式,调整镀液流动方式,清洁工件表面等。
黑色锡镍合金电镀工艺

黑色锡镍合金电镀工艺
锡镍合金工艺镀层黑色而光亮,硬度良好,色泽持久不变,且镀液特别稳定,容易控制,覆盖能力强,故极适合任何黑色装饰物品,如首饰、珠宝、钟表、皮带扣、眼镜架等电镀加工之用。
一、设备:
镀槽用PVC、PP等塑料制造
整流器标准直流电源,附有安培计、电压计及电流调控挚阳极碳板
搅拌机械式,依次循环旋转搅拌,速率为每分钟1~2米过滤系统每小时镀液最少过滤四次
温度控制使用石英或钛电热笔及恒温器
三、工艺维护要求:
(1)掌握锡盐和镍盐的补充比例。
由于本镀液使用不溶性阳极,补充原材料率较高,如镀层发雾发白,一般是镍盐含量太低或锡盐含量偏高,镀层发暗呈现褐色,脆性增强则可能镍盐含量太高或锡盐含量偏低。
(2)焦磷酸钾的补充:镀液混浊说明焦磷酸钾含量偏低。
(3)正确补充光亮剂:光亮剂太少,镀层发雾;添加太多,造成浪费。
(4)PH值需每天检查,调高用氢氧化钾,调低用磷酸。
黑色锡镍合金电镀的故障处理。
镀镍问题与解决方案
镀镍问题与解决方案引言概述:镀镍是一种常见的表面处理方法,可以提高金属材料的耐腐蚀性和外观。
然而,在镀镍过程中,可能会出现一些问题,如镀层不均匀、气泡、氧化等。
本文将介绍镀镍过程中常见的问题,并提供相应的解决方案。
一、镀层不均匀的问题及解决方案:1.1 镀层厚度不均匀:- 原因:镀液搅拌不均匀、阳极表面不平整、电流密度不均等。
- 解决方案:加强搅拌设备,确保镀液均匀混合;修复阳极表面,使其平整;调整电流密度,保证均匀镀层。
1.2 镀层颗粒粗糙:- 原因:镀液中杂质较多、电流密度过高、镀液温度过低等。
- 解决方案:加强镀液过滤和净化,减少杂质;调整电流密度,使其适中;提高镀液温度,促进镀层均匀形成。
1.3 镀层出现孔洞:- 原因:阳极表面有油污或氧化物、镀液中有杂质等。
- 解决方案:清洗阳极表面,确保无油污或氧化物;加强镀液过滤和净化,减少杂质。
二、气泡问题及解决方案:2.1 镀层表面出现气泡:- 原因:镀液中存在气体、阳极表面有油污或氧化物等。
- 解决方案:提前排除镀液中的气体;清洗阳极表面,确保无油污或氧化物。
2.2 镀层内部出现气泡:- 原因:镀液中存在气体、镀层形成速度过快等。
- 解决方案:提前排除镀液中的气体;调整镀液成分和工艺参数,使镀层形成速度适中。
2.3 镀层表面出现气孔:- 原因:镀液中存在气体、镀液温度过低等。
- 解决方案:提前排除镀液中的气体;提高镀液温度,促进气泡的释放。
三、氧化问题及解决方案:3.1 镀层表面出现氧化:- 原因:镀液中存在氧气、阳极表面有油污或氧化物等。
- 解决方案:排除镀液中的氧气;清洗阳极表面,确保无油污或氧化物。
3.2 镀层出现氧化脱落:- 原因:镀液中存在氧气、镀层厚度过大等。
- 解决方案:排除镀液中的氧气;调整镀层厚度,使其适中。
3.3 镀层颜色发生变化:- 原因:镀液中存在杂质、镀液温度过高等。
- 解决方案:加强镀液过滤和净化,减少杂质;调整镀液温度,使其适中。
镀镍问题与解决方案
镀镍问题与解决方案一、问题描述在工业生产中,镀镍是一项常见的表面处理工艺,用于提高金属件的耐腐蚀性、硬度和美观度。
然而,镀镍过程中常常会遇到一些问题,如镀层不均匀、气泡、黑斑等,影响了产品质量和生产效率。
因此,寻找解决方案来解决这些问题变得至关重要。
二、镀镍问题及解决方案1. 镀层不均匀问题镀层不均匀可能导致产品表面出现斑点、色差等不良现象。
解决该问题的方法如下:a. 检查镀液配方:确保镀液中各种添加剂的浓度和比例合适,避免出现镀层不均匀的情况。
b. 检查镀液搅拌设备:确保镀液在镀镍过程中能够充分搅拌,避免出现局部镀层过厚或过薄的情况。
c. 调整镀液温度:根据具体情况调整镀液的温度,控制在适当的范围内,避免温度过高或过低导致镀层不均匀。
2. 气泡问题气泡是镀镍过程中常见的问题,会导致镀层表面出现孔洞、凹凸不平等缺陷。
解决该问题的方法如下:a. 检查镀液中的杂质:确保镀液中没有杂质,如油脂、灰尘等,这些杂质容易引起气泡问题。
b. 调整镀液pH值:根据具体情况调整镀液的pH值,避免出现过酸或过碱的情况,这些情况都容易引起气泡问题。
c. 控制镀液搅拌速度:适当调整镀液搅拌设备的速度,确保镀液在镀镍过程中能够充分搅拌,减少气泡的产生。
3. 黑斑问题黑斑是镀镍过程中常见的问题,会导致产品表面出现黑色斑点,影响产品的美观度。
解决该问题的方法如下:a. 检查镀液中的杂质:确保镀液中没有杂质,如油脂、灰尘等,这些杂质容易导致黑斑问题。
b. 调整镀液温度和时间:根据具体情况调整镀液的温度和镀镍的时间,避免温度过高或镀镍时间过长导致黑斑问题。
c. 检查镀液中的添加剂:确保镀液中的添加剂符合要求,避免添加剂的质量问题导致黑斑问题。
4. 其他问题除了上述常见的镀镍问题,还可能会遇到其他问题,如镀层剥落、镀层粗糙等。
解决这些问题的方法可以根据具体情况进行调整,如检查镀液配方、调整镀液温度和时间、改善镀液搅拌设备等。
三、总结镀镍问题的解决方案需要综合考虑镀液配方、镀液搅拌设备、镀液温度和时间等因素。
电镀镍工艺的故障处理与分析
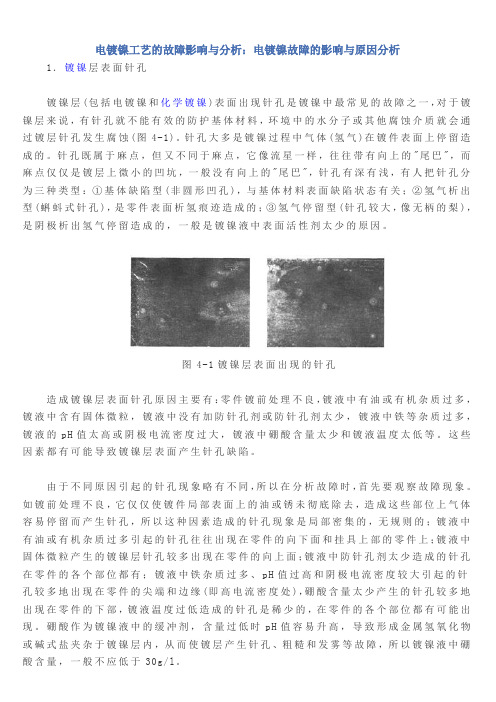
电镀镍工艺的故障影响与分析:电镀镍故障的影响与原因分析1.镀镍层表面针孔镀镍层(包括电镀镍和化学镀镍)表面出现针孔是镀镍中最常见的故障之一,对于镀镍层来说,有针孔就不能有效的防护基体材料,环境中的水分子或其他腐蚀介质就会通过镀层针孔发生腐蚀(图4-1)。
针孔大多是镀镍过程中气体(氢气)在镀件表面上停留造成的。
针孔既属于麻点,但又不同于麻点,它像流星一样,往往带有向上的"尾巴",而麻点仅仅是镀层上微小的凹坑,一般没有向上的"尾巴",针孔有深有浅,有人把针孔分为三种类型:①基体缺陷型(非圆形凹孔),与基体材料表面缺陷状态有关;②氢气析出型(蝌蚪式针孔),是零件表面析氢痕迹造成的;③氢气停留型(针孔较大,像无柄的梨),是阴极析出氢气停留造成的,一般是镀镍液中表面活性剂太少的原因。
图4-1镀镍层表面出现的针孔造成镀镍层表面针孔原因主要有:零件镀前处理不良,镀液中有油或有机杂质过多,镀液中含有固体微粒,镀液中没有加防针孔剂或防针孔剂太少,镀液中铁等杂质过多,镀液的pH值太高或阴极电流密度过大,镀液中硼酸含量太少和镀液温度太低等。
这些因素都有可能导致镀镍层表面产生针孔缺陷。
由于不同原因引起的针孔现象略有不同,所以在分析故障时,首先要观察故障现象。
如镀前处理不良,它仅仅使镀件局部表面上的油或锈未彻底除去,造成这些部位上气体容易停留而产生针孔,所以这种因素造成的针孔现象是局部密集的,无规则的;镀液中有油或有机杂质过多引起的针孔往往出现在零件的向下面和挂具上部的零件上;镀液中固体微粒产生的镀镍层针孔较多出现在零件的向上面;镀液中防针孔剂太少造成的针孔在零件的各个部位都有;镀液中铁杂质过多、pH值过高和阴极电流密度较大引起的针孔较多地出现在零件的尖端和边缘(即高电流密度处),硼酸含量太少产生的针孔较多地出现在零件的下部,镀液温度过低造成的针孔是稀少的,在零件的各个部位都有可能出现。
镀镍问题与解决方案
镀镍问题与解决方案引言概述:镀镍是一种常见的表面处理工艺,可以提高金属制品的耐腐蚀性和耐磨性。
然而,在镀镍过程中常常会遇到一些问题,如镀层不均匀、气泡、结晶粗大等。
本文将就镀镍过程中常见的问题及解决方案进行详细介绍。
一、镀层不均匀的问题及解决方案1.1 镀层厚度不均匀:可能是镀液中镍盐浓度不均匀、电流密度不均匀等原因导致。
解决方法包括调整镀液中的镍盐含量、优化电流密度分布等。
1.2 镀层颜色不均匀:可能是镀液中添加的色素不均匀、镀液温度不稳定等原因引起。
解决方法包括调整色素添加量、稳定镀液温度等。
1.3 镀层粗糙不均匀:可能是镀液中的杂质较多、电流密度过大等原因导致。
解决方法包括提高镀液的纯度、调整电流密度等。
二、气泡问题及解决方案2.1 气泡产生原因:可能是镀液中存在气体、镀液搅拌不均匀等原因导致。
解决方法包括排除镀液中的气体、优化搅拌设备等。
2.2 气泡困扰:气泡会导致镀层表面不光滑、影响镀层质量。
解决方法包括在镀液中加入消泡剂、调整搅拌速度等。
2.3 气泡防治:定期清洁镀槽、保持镀液中的稳定性是防治气泡的有效方法。
三、结晶粗大问题及解决方案3.1 结晶粗大原因:可能是镀液中的杂质较多、电流密度过大等原因导致。
解决方法包括提高镀液的纯度、调整电流密度等。
3.2 结晶粗大影响:结晶粗大会导致镀层表面不光滑、影响镀层的耐腐蚀性能。
解决方法包括优化镀液成分、控制电流密度等。
3.3 结晶粗大防治:定期清洁镀槽、保持镀液中的稳定性是防治结晶粗大的有效方法。
四、镀液稳定性问题及解决方案4.1 镀液变质原因:可能是镀液中的添加剂浓度不稳定、镀槽温度波动等原因导致。
解决方法包括定期检测镀液成分、保持镀槽温度稳定等。
4.2 镀液变质影响:镀液变质会导致镀层质量下降、影响镀层的性能。
解决方法包括及时更换镀液、加强镀液管理等。
4.3 镀液变质防治:定期监测镀液质量、避免镀液受到外界污染是防治镀液变质的有效方法。
五、镀层质量检测问题及解决方案5.1 镀层质量检测方法:常用的镀层质量检测方法包括厚度测量、硬度测试、显微镜观察等。
镀镍问题与解决方案
镀镍问题与解决方案引言概述:镀镍是一种常用的表面处理技术,用于提高金属材料的耐腐蚀性和装饰性。
然而,在实际应用中,镀镍过程中会出现一些问题,如镀层结构不均匀、镀层质量不达标等。
本文将介绍镀镍过程中常见的问题,并提供相应的解决方案。
一、镀层结构不均匀1.1 镀层厚度不均匀解决方案:1.1.1 控制镀液的流速和搅拌强度,使液体在工件表面均匀分布,从而实现镀层厚度的均匀性。
1.1.2 调整电流密度,根据工件的形状和大小,合理分配电流,使镀层在整个表面均匀分布。
1.1.3 定期检查镀液中的化学成分,保持液体中各种成分的浓度均衡,避免因镀液中某种成分的不均匀分布导致镀层厚度不均。
1.2 镀层颗粒粗糙解决方案:1.2.1 优化镀液的配方,选择合适的添加剂和表面活性剂,以控制镀层的晶粒尺寸和形态,从而改善镀层的光洁度。
1.2.2 控制镀液的温度和PH值,使其处于最佳状态,从而减少镀层的颗粒粗糙度。
1.2.3 使用合适的电流密度和镀液搅拌条件,使镀层在表面均匀分布,减少颗粒粗糙度。
1.3 镀层结构松散解决方案:1.3.1 优化镀液的成分,增加镀液中的添加剂和助剂,以增强镀层的结构稳定性。
1.3.2 控制镀液的温度和PH值,使其处于适宜的范围,从而提高镀层的结构密实性。
1.3.3 适当增加电流密度,增加镀层的沉积速率,有助于提高镀层的结构紧密度。
二、镀层质量不达标2.1 镀层出现气泡解决方案:2.1.1 检查镀液中的杂质和气体含量,保持镀液的纯净度,避免杂质和气体进入镀层。
2.1.2 控制镀液的温度和搅拌条件,使镀液中的气体能够充分逸出,减少镀层中气泡的形成。
2.1.3 优化镀液的配方,选择合适的添加剂和表面活性剂,以减少镀层中气泡的生成。
2.2 镀层出现裂纹解决方案:2.2.1 控制镀液的温度和PH值,使其处于适宜的范围,避免镀层受热应力过大而出现裂纹。
2.2.2 优化镀液的成分,增加镀液中的添加剂和助剂,以提高镀层的韧性和抗裂性。
镀镍问题与解决方案

镀镍问题与解决方案一、问题描述镀镍是一种常见的表面处理方法,用于改善金属制品的耐腐蚀性和外观。
然而,在镀镍过程中可能会浮现一些问题,如镀层厚度不均匀、氢脆、气泡等。
这些问题会影响镀层的质量和性能,从而降低产品的价值和可靠性。
因此,寻觅解决方案来解决这些问题至关重要。
二、镀镍问题及其解决方案1. 镀层厚度不均匀问题描述:镀层厚度不均匀可能导致产品表面浮现斑点或者色差,影响外观质量。
解决方案:a) 控制镀液的温度和PH值,确保镀层均匀沉积。
b) 使用匀流器和搅拌器来提高镀液的流动性,减少局部镀层过厚或者过薄的现象。
c) 定期检查和清洁镀液槽,防止杂质和沉淀物的积聚,影响镀层的均匀性。
2. 氢脆问题描述:氢脆是指镀层在镀后或者使用过程中发生脆性断裂的现象,可能导致产品的破损和失效。
解决方案:a) 选择合适的镀液配方,减少氢的析出。
b) 在镀后进行适当的热处理,消除或者减轻氢脆现象。
c) 控制镀液中的杂质含量,避免杂质与氢发生反应产生气泡,增加氢脆的风险。
3. 气泡问题描述:气泡是指在镀液中产生的空腔,可能导致镀层表面浮现孔洞或者麻点,影响外观和质量。
解决方案:a) 在镀液中加入适量的表面活性剂,减少气泡的形成。
b) 控制镀液的搅拌速度和时间,避免过度搅拌引起气泡的产生。
c) 定期检查和维护镀液槽的密封性,防止外界空气进入镀液,形成气泡。
4. 其他问题除了上述常见的问题,镀镍过程中还可能浮现其他问题,如镀液寿命短、镀层附着力差等。
解决方案:a) 定期检测镀液中的金属离子浓度和杂质含量,及时调整和更换镀液,延长镀液的使用寿命。
b) 选择合适的基材预处理方法,提高镀层与基材的附着力。
c) 定期维护和清洁镀液槽、镀液循环系统和设备,确保镀液的质量和稳定性。
三、结论镀镍问题的解决方案需要综合考虑镀液配方、工艺参数、设备状态等多个因素。
通过控制这些因素,可以有效地解决镀层厚度不均匀、氢脆、气泡等问题,提高镀层的质量和性能。
电镀镍工艺故障的九大原因与排除

原因:硼酸不足、金属盐的浓度低、工作温度太低、电 流密度太高、PH值太高或搅拌不充分。7、沉积速率低PH 值低或电流密度低都会造成沉积速率低。8、镀层起泡或 起皮镀前处理不
良、中间断电时间过长、有机杂质污染、电流密度过大、 温度太低、PH值太高或太低、杂质的影响严重时会产生 起泡或起皮现象。9、阳极钝化阳极活化剂不足,阳极面 积太小电流密度太
会造成镍镀层的自身剥落;温度太低,也会产生剥落现象。 4、镀层脆、可焊性差当镀层受弯曲或受到某种程度的磨 损时,通常会显露出镀层的脆性,这就表明存在有机物 或重金属物质污染
。添加剂过多,使镀层中夹带的有机物和分解产物增多, 是有机物污染的主要来源,可用活性炭加以处理;重金属 杂质可用电解等方法除去。5、镀层发暗和色泽不均匀镀 层发暗和色泽不均
我们通常把小的麻点叫针孔,前处理不良、有金属关键所在。1、麻坑(针孔)麻坑是 有机物污染的结果
。大的麻坑通常说明有油污染。搅拌不良,就不能驱逐 掉气泡,这就会形成麻坑。可以使用润湿剂来减小它的 影响,我们通常把小的麻点叫针孔,前处理不良、有金 属杂质、硼酸含量太少、
匀,说明有金属污染。因为一般都是先镀铜后镀镍,所 以带入的铜溶液是主要的污染源。重要的是,要把挂具 所沾的铜溶液减少到最低程度。为了除去槽中的金属污 染,采用波纹钢板作阴极
,在0.12~0.50A/d㎡的电流密度下,电解处理。前处理 不良、底镀层不良、电流密度太小、主盐浓度太低,导 电接触不良都会影响镀层色泽。6、镀层烧伤引起镀层烧 伤的可能
镀液温度太低都会产生针孔,所以镀液维护及严格控制 流程是关键所在。2、粗糙(毛刺)粗糙就说明溶液脏,经 充分过滤就可纠正;PH太高易形成氢氧化物沉淀应加以控 制;电流密度太
高、阳极泥及补加水不纯带入杂质,严重时都将产生粗 糙(毛刺)。3、结合力低如果铜镀层未经活化去氧化层, 铜和镍之间的附着力就差,就会产生镀层剥落现象。如 果电流中断,有可能
镀镍层发暗、发黑的故障及其排除方法

一
r r
—
● 0 ■1
|_ _ 一
1 )
I
终 胍 赤 赤
i 钔 晴
。 一 ' . |
蚕 I
复抽 冒 学 睡 雷
里
●◆
I - — I I
一。i 其-。 i 末 。 ! ! I ; 一 【 ■ 除
_
1 镀层发暗 、发黑的原 因
起 的。工作上的疏 忽导致两只镀槽损坏。
24 亮镍槽 内误加入大量的K O 。镀层全部发黑 . N
由此ቤተ መጻሕፍቲ ባይዱ见 ,健全交接班制度和 加强操作 人员工作
方面生成氢氧化铜沉淀 ,然后加入 活性 炭过滤 。此法 低 ” ,这主要是指 吊镀 ,对滚镀镍并不适用 。因为滚 镀 的特 点是 电流 密度小 ,若镀 液 的p 值 过低 ,容 易 H 基本上能除去铜 杂质 ,不过将损失大约16 / 的镍 。
这个故障是操作人员把硫酸N/ . 了亮镍槽 内引 析氢 ,从而 出现故障。 j, n. x
单。
( 低 电流 密度 区镀 层发 暗 ,可能是镀 液温度 1) 多或镀液中有铜 、锌等 异金属杂质所 引起的。 ( 2)中 电流密度 区镀 层发暗 ,可 能是 由二次光 亮剂太少 ,有机杂质过 多或有一定量 的铁杂质 所造成
的。
太高 ,电流密度太小 ,主 盐浓度 太低 ,二次光 亮剂过 2 排 除 发 暗 、发 黑 故 障 的一 些 实例 21 挂 具铜 钩与 零件 洞 眼接触 处 亮镍层 发 暗、发 黑 . ( 俗称挂具影子 )
类似的故障 ,有 不少电镀 厂曾遇到 ,其产生的原
因可 能 有 如 下三 点 : ( 镀 液 中 有 异 金 属 杂 质 ,主 要 是 铜 杂 质 的 影 1)
一例电镀镍故障的原因分析和排除

Plating and FinishingSept.2020Vol.42No.9Serial No.330一例电镀镍故障的原因分析和排除胡水莲*,皮志超(国营芜湖机械厂,安徽芜湖241007)摘要:针对一例镍镀层表面发黑、粗糙,分散能力差故障进行了分析,并提出了故障处理方法。
通过赫尔槽试验,确定了除杂剂的添加量;通过双氧水氧化及活性炭过滤,去除了槽液中的有机物;通过电解去除了槽液中络合金属离子;最后通过调整槽液成分含量于规定范围,解决了试镀故障。
关键词:镀镍;发黑;粗糙;故障中图分类号:TQ153.1+2文献标识码:BAn Analysis and Treatment of Malfunctions Occurred inNickel Plating SolutionHU Shuilian *,PI Zhichao(State-owned Wuhu Machinery Factory ,Wuhu 241007,China )Abstract :In this paper ,a trouble of poor scattered ability and the nickel plating with black and roughsurface was analyzed ,and fault processing methods are put forward.Through hall cell test ,the content of removing impurity agent was confirmed.By adding hydrogen peroxide oxidation and activated carbon filter ,the organic matter in the bath were removed.The complexation metal ions in bath were removed by electrolysis.Finally ,the component content of bath was adjusted to the prescribed scope and the trou⁃ble of plating nickel was resolved.Keywords :nickel plating ;black ;rough ;fault 镍镀层具有良好的物理化学性能,在空气中镍与氧作用生成极薄的钝化膜,常温下能很好地抵抗大气、碱和一些酸的浸蚀[1],被广泛应用于航空和航天领域电子产品中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
For personal use only in study and research; not for commercial use镀黑镍工艺及其故障排除前言黑镍镀层是一种金属物相与非金属物相混合沉积的镀层,并不是镍和锌形成的合金固溶体。
镀液配方不同,其形成的镀层的成分也略有差异;但从镍盐、锌盐及硫氰酸盐类镀液中获得的黑镍镀层基本上含镍40%~60%,锌20%~30%,硫l0%~l5%,有机物10%左右。
镀液中的金属离子并非单独在阴极上放电沉积,而是与阴极上硫氰酸盐还原出的硫离子作用,生成NiS及ZnS,这些非金属相的硫化物随镍离子在阴极上放电沉积而沉积,从而形成黑镍镀层。
在含硫氰酸盐的镀液中,锌离子可促使阴极电位变负,从而使硫氰酸盐在阴极上还原,游离出的硫离子与镀液中的Zn2+、N 反应,生成致镀层黑色的硫化镍和硫化锌。
在镀黑镍的全过程中,最重要的是使镀液中的NiSO 、ZnSO4和NH4SCN 按一定的比例存在,即(Niz+)/胛(Zn )=1.8~2.0,(S 一)/n(Zn )=0.7~0.9,否则会对镀层产生不良的影响。
黑镍镀层厚度一般在2 gm左右。
由于镀层性能及结构的原因,其耐蚀性及耐磨性都较差;在钢铁基材上镀黑镍,其结合力很差。
因此,要在钢铁上镀黑镍,应先镀覆铜或镍作底层,以提高其与基材的结合力,增强其耐蚀性及耐磨性。
黑镍镀层主要用于光学工业、武器制造业、建材、装饰性日用品及铭牌加工行业等。
黑镍对太阳能的辐射具有很高的吸收率,现又被大量用于太阳能集热板,为节能做出应有的贡献。
镀黑镍液的配方、工艺流程及工艺规工艺流程钢铁件:化学除油一电解除油一清洗一活化一清洗一镀红铜一清洗一浸稀酸一清洗一镀酸铜一清洗一镀黑镍。
黄铜件:化学除油一清洗一活化一氰化镀铜一清洗一浸稀酸一清洗一镀黑镍。
常见故障及其排除方法沉积时间较长,镀层不黑且呈灰色或黄褐色,甚至出现条纹镀液温度太高,电解密度过大都会产生这r·故障,但主要仍是L大J为镀液中锌含量太少。
当镀液中ZnSO4太少,Zn 影响阴撇电位变负的功能就小,硫氰酸盐无法在阴极上还原出足够的硫离子与Ni2+、zn2+ 反应而生成NiS、ZnS,也就没有足够的非金属相硫化物随Ni在阴极上沉积,导致镀层不黑,发灰或呈黄褐色。
发生该故障时,应按工艺要求调节镀液温度及电流密度。
若仍未见效,则要求分折镀液中ZnSO4 (或ZnC12)的含量,然后按工艺规范补充。
镀层起皮、脱落这类故障一般是零件除油不彻底或pH 过高造成的;但当镀液中硫氰酸盐太多而ZnSO4 太少时,也会出现镀层起皮、脱落现象。
因为ZnSO4含量太少会影响阴极变负的功能,人黾硫氰酸盐浮于镀件表面,镀液中Ni 需穿过稀薄H.不均匀的硫氰酸盐浮层存阴极放电沉积,致使镀层起皮、脱落。
解决的方法是加强镀前处理,将pH 调至工艺规范。
此后若故障还存,则需要分析镀液中ZnSO4 及NH4SCN 的含量。
若硫氰酸盐太多,应以电解米清除过多的硫氰酸;ZnSO4太少则应补允其至艺规范。
镀层呈不规则的彩色出现如此故障,大多是因为电流密度过低或导电不良,沉积时问太短。
当硫氰酸含量偏低时,即使阴极变负的情况良好,也无法游离很多的S2+与Ni2+、Zn 作用而生成硫化物。
缺少硫化物夹杂的镀层就不够黑,只能出现深浅小均的彩色镀。
排除该故障的方法是:拎查导电系统的导电情况,调整电流密度至工艺规范,延长沉积时间。
倘若镀层仍似彩色,应分析镀液中硫氰酸盐的含量,然后按工艺配方的要求进行调节。
镀层粗糙、不均、发花镀液温度太低或电流密度过大会造成镀液中金属离子传递的功能下降,非金属相硫化物难以夹杂在Ni沉积物中。
由于电流过大,电流强制少许金属离子央杂着少量硫化物存阴极上沉积。
根据犬端放电原理,零件边缘的沉积晕火,镀层厚向粗糙,色洋较深;零件中心区域电流较小,镀层较薄,色泽浅淡。
如此情况出现在同一个零什表而上,便会形成粗糙、不均、发花的镀层。
提高镀液温度,降低电流密度至工艺范围即可解决这一故障。
镀层呈不规则的黑色条纹产牛原因:镀液中锌盐和硫氰酸盐都太少。
由于电化学机理致使镀液中非金属相的硫化物偏低,少量的硫化物夹杂在N 中在阴极放电沉积,电化学沉积又优先在高电位区域,低电位区的沉积层就薄:因此在同一个零件表面卜就沉积出不吲规则、不同厚度的黑镍镀层。
出现该故障后,瞳按照镀液分析报告,补充锌盐及硫氰酸盐至工艺规范。
同一挂具上,靠近镀槽底部的零件镀层泛白点镀液pH过低,镀液中有机杂质太多所造成镀液黏度过大,前道镀镍液中润湿剂太少,氢气泡吸附在底部镀件表面而无法逸出等情况,都会造成底部镀件上产生白点。
调节pH至工艺规范,用活性炭处理有机杂质,补充前道镀镍液中润湿剂的含量,增强阴极移动或空气搅拌使氢气泡无法在镀件表面停留等措施,都可消除该故障。
注意事项(1)黑镍镀层是金属相与非金属相及有机物混合的镀层,其沉积层的导电性比纯金属差,因此挂具在镀槽内用过3~4次后就应放入盐酸液中浸泡,退掉其表面的黑镍层,以提高挂具的导电性。
(2)黑镍层因受其性能及结构影响,镀后需要进行防锈处理。
(3)应带电入槽,严防中途断电。
结语黑镍镀层是由金属镍、锌,硫化镍、硫化锌,及有机物混合而成的沉积层,因此在电镀过程中应严格控制镀液中Ni 与Zn 及S 一与Zn 的含量之比,促使它们在一定条件下相互转变或结合。
除此之外,还要遵守操作规范(如电流密度、镀液温度及pH应控制在工艺范围之内),为反应创造良好的条件,才能获得合格的黑镍镀层.一、工艺流程1、除油→水洗→除锈活化→水洗→热水预热→化学预镀镍磷合金→水洗→化学镀黑镍→水洗→后处理2、除油→水洗→除锈活化→水洗→热水预热→化学镀黑镍→水洗→后处理适应于钢铁、铸铁和铜合金直接镀黑镍,也能在不锈钢、电镀镍和电镀铬上直接施镀。
在不锈钢、电镀镍等镀件上直接镀黑镍时,施镀前需用浓盐酸或20%硫酸(30~45℃)先进行活化处理,时间不少于10分钟。
二、工作液的配制1、按如下配方配制工作液硫酸镍:25克/升次亚磷酸钠:25克/升黑镍添加剂:200ml/升2、按计算工作液的总量一半的水,分别将硫酸镍、次亚磷酸钠溶解,沉淀混合后,加入镀黑镍添加剂充分搅拌均匀,然后用水补充至工作液总量所需的体积,再充分搅拌沉淀或过滤后,即为工作液。
3、用氨水调整PH值10~11。
三、施镀的工艺参数1、施镀温度:80±5℃2、工作装载量:2~2.5dm²;/L3、PH值:10~11,用氨水调整4、时间:30~60分钟四、施镀的重点和镀液的维护1、镀槽需用耐酸碱、耐高温材料制成。
镀槽最好加盖,即能减少热能的损耗,又能防止杂物落入。
2、施镀过程中要经常搅拌,用机械或空气搅拌均可。
3、工作中槽液每小时需循环过滤一次,过滤机要用专用设备,如连续过滤可起搅拌的作用。
4、由于施镀中PH值会下降,需经常检查PH值,并用氨水进行调整。
5、槽液施镀1~1.5小时,需补加工作液,添加量为3~5%槽液,视镀件的多少和施镀时间定。
工作液补充后,用水将镀液补充至规定的位置后,可继续施镀。
6、要定期对镀槽进行清洗,清洗槽的时间应视现场工作情况和槽壁沉积物严重程度而定。
镀槽用3%稀硝酸浸泡后,用清水刷洗或冲洗干净。
五、后处理1、用去离子水清洗,吹干后用100~110℃烘烤30分钟。
2、浸脱水防锈油。
3、钝化后烘干(100~110℃)或浸脱水防锈油。
4、喷透明清漆。
影响镀黑镍工艺规范的影响1、硫酸镍是黑镍镀液中的主盐,保证一定量的Ni离子浓度可以得到的如果Ni离子浓度过高,将会使镀层中Zn离子比例降低,镀层颜色发灰,甚至出现金属镍色泽,还造成溶液不稳定,分散能力差;过低使镀层呈黄褐色,不变黑有条纹,结合能力差。
2、硫酸锌是镀液中的主盐之一,Zn离子浓度过低镀层呈灰色;过高结合力降低。
按生产量多或少做到少加勤加。
3、PH值的影响,过高会使镀液混浊,镀层硫鬆脱落,在生产中需经常测定并调整镀液的PH值。
4、温度的影响,镀液温度过低,分散能力差,沉积速度慢;温度过高镀层中镍含量提高,出现浅黄色。
5、零件入镀槽前需先开电源后入槽,并在电镀过程中不允许电流中断。
同时应严格控制电流密度在工艺规范之内。
若电流密度过大,使镀层粗糙甚至烘焦,易造成发脆剥落,电流密度过小,镀层呈五彩色,有时出现黄褐色并有条纹。
仅供个人用于学习、研究;不得用于商业用途。
For personal use only in study and research; not for commercial use.Nur für den persönlichen für Studien, Forschung, zu kommerziellen Zwecken verwendet werden.Pour l 'étude et la recherche uniquement à des fins personnelles; pas à des fins commerciales.толькодля людей, которые используются для обучения, исследований и не должны использоваться в коммерческих целях.以下无正文For personal use only in study and research; not for commercial use。