工业产品试验大纲-DVP -11
硬质PV材料试验DVP

材料设计验证计零件名称:材料名称序号项目单位指标1硬度(邵氏D)度65-852拉伸强度MPa≥303维卡温度℃≥704阻燃性mm/min≤60材料设计验证计划和报告硬质PVC试验方法按GB2411《塑料邵氏硬度试验方法》,将厚度大于5mm的试片放在邵氏A(D)型硬度计上,若厚度不够,试样允许用两层,但不能超过二层叠合,并保证各层之间接触良好,试样大小应保证各个测量点与试样边缘距离不小于12mm,各测量点之间的距离不小于6mm,可以加工成50×50mm的正方形或者其他形状试样,至少测量5点,可在一个试样上或者多个试样上测定。
GB1040《塑料拉伸性能试验方法》,制作Ⅱ型哑铃状试样(见图1),将试样均匀地置于拉力试验机的上、下夹持器上,调节夹持器的移动速度至500mm/min,开动试验机,拉伸试样并跟踪试样的标记,记录试样拉伸至断裂过程中出现的最大力值,按下列公式分别计算拉伸强度和扯断伸长率:拉伸强度计算公式:σt=P/bd式中:σt——拉伸强度,Mpa;P——试样拉伸至断裂过程中出现的最大值,N;b——试样狭小平行部分的宽度,mm;d——试样的厚度,mm。
断裂伸长率计算公式:εt=[(G-G0)/G0]×100式中:εt——断裂伸长率,%;G——试样断裂时的标距,mm;G0——试样初始标距,mm。
按照GB/T1633《热塑性塑料维卡软化温度(VST)的测定》B50方法测定。
按照GB8410《汽车内饰材料的燃烧性能》,可从成品件上截取或者制成标准试样。
此项在零件有要求时测定。
参考标准GB2411GB1040GB/T1633GB8410。
设计验证计划(DVP)

10 10 2 2 2
半成 加工课动平衡测试员 当班测试员 品 半成 加工课压泄员 当班压泄员 品 成品 成品 成品 FUTEX实验室 FUTEX实验室 FUTEX实验室 吕文杰 吕文杰 吕文杰Βιβλιοθήκη 100% 100% 2 2 2
OK OK OK OK OK
设计验证计划和报告(DVP&R) Design Verification Plan and Report
DVP&R编号
C-3591455
部门 编制
研发部
代号 加工规范号
WS001 NF359145501
实际测试情况 实际实施日期 完成 测试报告 报告编号 测试结果 结果 判定
审核 批准
结果确认 设计工程 师签字 设计主 管领导 签字 备注
试验项目
试验程序或标准
试验描述
目标要求
1
外观
TS-07-088
检查铸件外观
部门 编制
研发部
代号 加工规范号
WS001 NF359145501
实际测试情况 实际实施日期 完成 测试报告 报告编号 测试结果 结果 判定
审核 批准
结果确认 设计工程 师签字 设计主 管领导 签字 备注
试验项目
试验程序或标准
试验描述
目标要求
11
成品外观
TS-07-083
成品外观检验
颗粒、针孔、凸 、凹点、缩孔、 砂孔: 1.以点为中心, 半径5CM之圆范围 内,正面、J部侧 面允许3点,点太 小1M/M以内,且 不为黑点,1点超 过则NG;3点不为 聚集,点距3CM以 上 2.侧面同一窗口 内允许1M/M以内3 点,1点超过NG, 点距须3CM以上 3.正面或侧面 0.2M/M以下微小 颗粒可不计,但 若聚集造成明显 不可 流漆: 正面及侧面、窗 口明显不可流漆 砂痕:正面,约 45度角,40CM目 视未察觉则OK, 肋边及窗口内原 则上OK, 正面涂装须均匀 圆顺,以约45度 角,40CM目视正 面,桔子皮不明 显凸露及无凹陷
电控系统开发程序

1 目的旨在规范和固化整车电控系统开发程序,提高整车项目开发的工作效率,降低其在开发过程中的风险,按照09版CA-PDS流程节点管理电控系统数据版本,特制定本流程。
2 适用范围本流程适用于本公司S4级以上项目的电控系统匹配开发和管理。
3 定义整车电控系统开发程序是指由本公司相关部门提出,旨在让项目团队成员了解电控开发程序节点和工作内容,以便制定合理的开发计划。
电喷数据版本定义如下:ED4------工装样机台架电控匹配数据;VD0-------完成电控初匹配,可用于杂合车或设计样车动力性、经济性摸底,热害试验摸底等;VD1------完成杂合车常规电控匹配,满足DC阶段对电控数据的要求;VD2------完成工装车常规电控匹配,满足CC阶段对电控数据的要求;VD3------电控数据固化,具备LS阶段量产条件。
4 职责4.1 整车设计处所:项目总体协调,电控系统开发试验资源协调;4.2 动力研究院:负责动力总成项目初步结构论证,概念设计,电控系统零部件布置总体设计,发动机性能总体设计及验收,同时协助各相关部门工作的开展。
负责发动机电控系统匹配项目的台架搭建和试验、试验报告,试验质量问题管理。
4.3 电装中心电控技术研究所:负责电控系统概念设计,电控系统零部件选型和供应商定点,电控系统零部件设计及DMU检查,电控系统零部件ERP搭建,燃烧开发技术支持,发动机台架匹配,机车匹配,配合项目组性能验收,同时协助各个部门相关工作的开展;4.4采购部:负责电装中心电控系统及其零部件供应商定点;4.5总院试验所:环境适应性试验、可靠性试验、排放试验的实施验收、冷启动实施验收等;4.6 整车性能处所:负责整车电控性能参数把控和验收,如驾驶性能验收等;5 工作要求及程序5.1重要输入品和交付物的要求:5.1.1方案及设计阶段报告:项目总体规划,发动机开发目标,项目一级网络图,发动机功能配置详细方案电控厂家配套通知;电控系统开发方案(开发目标\零部件技术方案\开发周期\成本分析),电控系统招标书/发动机排放目标/电控系统零部件/BOM表/电控系统开发二级网络图。
iatf16949奇瑞apqp手册
编号:QCX03.002奇瑞APQP 手册版本号:C/0页次:第1 页共51 页实施日期:2016.7.29奇瑞APQP 手册编制/日期:编制负责人:审核/日期:批准/日期:修订页编制/修订原因说明:①公司组织机构变更,更新各部门职责;②打破以往对供应商 APQP 输入、输出内容理解的局限性;对标合资并结合奇瑞实际进行了修订、梳理出适合奇瑞供应商APQP 管理的18 项质量活动;③从监控“节点通过率”转变为监控“完成率并识别风险”,落实“投产预警”持续管理;打破APQP 台阶式管理模式,强调供应商质量工作深入开展的连续性。
原章节号现章节号修订内容说明备注参与编制部门/人采购质量部/刘辉、崔雅心、何煌、许华芳、管仲丽、陈龙编制/修订部门/人采购质量部/刘顶成、岳峰、刘冬平参加评审C/0部门/人修订记录:版本号提出部门/人修订人审核人批准人实施日期备注A/0采购公司B/0质量保证部B/1质量保证部C/0采购质量部目录APQP 手册编制说明 (4)奇瑞与供应商APQP 监控职责 (5)供应商定点前的任务描述 (6)APQP 阶段评审 (7)APQP-18 项任务描述 (9)任务1:项目进度表/问题清单 (9)任务2:设计评审 (11)任务2:制造可行性 (13)任务3:工厂布置图&过程流程图 (14)任务4:DFMEA (15)任务5:检具/工装/设备审查 (17)任务6:试验大纲/DVP&R (20)任务7:PFMEA&防错 (22)任务8:控制计划 (24)任务9:样件质量控制 (26)任务10:设计外观质量 (28)任务11:过程验证 (31)任务12:早期生产遏制 (32)任务13:二级供应商 (34)任务14:PVS 成熟度确认 (35)任务15:2TP (37)任务16:PPAP (39)任务17:经验教训 (41)任务18:VDA6.3 质量体系要求 (43)附件一:项目采购质量管理手册 (45)1、采购质量项目节点状态报告 (45)2、质量唯一性清单 (45)3、风险逐层升级机制 (45)4、投产预警 (46)附件二:术语和定义 (48)APQP 手册编制说明此APQP 手册是奇瑞汽车供应商管理团队集体努力的结晶,致力于建立奇瑞汽车共同的APQP 过程。
APQP-GH
APQP五个过程
1.计划和定义
• 本过程的任务: – 如何确定顾客的需要和期望; – 确认顾客的需要和期望已经十分清楚; – 明确设计目标,设定各阶段目标(T.Q.C); – 组建项目管理过程,明确小组职责; – 明确质量管理计划,制定时间计划; – 做一切工作必须把顾客牢记心上。
APQP-GH
APQP定义
• APQP是一种结构化的方法,用来确定和制 定确保产品使顾客满意所需的步骤。
• APQP的目标是促进与所涉及每一个人的联 系,以确保所要求的步骤按时完成。
• 有效的产品质量策划依赖于高层管理者对 达到使顾客满意这一宗旨的承诺。
APQP益处
• 引导资源,使顾客满意; • 促进对所有更改的早期识别; • 避免晚期更改; • 以最低的成本、及时提供优质产品。
• APQP、FMEA、PPAP、MSA、SPC…
APQP基本原则
5.同步工程
– 横向职能小组同步进行产品开发和过程开发, 以保证可制造性、装配性并缩短开发周期,降 低开发成本;
– 理解要点
• 同步技术是横向职能小组为一共同目标努力的过程; • 取代以往逐级转递的方法; • 目的是尽早使高质量产品实现生产; • 小组保证其他领域/小组的计划和活动支持共同的目标;
aappqqppppddccaaapqp进度图表11策划策划概念提出批准项目批准样件小批量投产生产计划22产品设计和验证产品设计和验证prototypeprototypelaunchlaunchproductionproductionpilotprepilotprelaunchlaunchsamplesample原型或手工件原型或手工件sssamplesample生产件生产件ppapllppapsamplesampleotsots计划和计划和确定项目确定项目产品设计产品设计和开发验证和开发验证过程设计过程设计和开发验证和开发验证产品和产品和过程确认过程确认反馈反馈评定和纠正措施和纠正措施评定44产品与过程确认产品与过程确认生产生产33过程设计与验证过程设计与验证5反馈评定和纠正措施sopsop样件阶段的定义prototypeprototype原型样件或手工样件原型样件或手工样件产品开发过程进入产品dv阶段进行prototype样件试制这个阶段主要目的是尺寸验证一般手工样件会做23次左右为正式开模打下良好的基础
主机厂长安DV样件可靠性试验大纲AQ2A-01-R005(V01)

1. 跌落后如果所有DUT均发
工作模式:1.1
生明显的外观损坏,则对DUT
样品状态:带包装和不带包装
功能不做要求,但应报告功
21
跌落试验
样品数量:带包装、不带包装各3个 高度:1000mm
能检测结果; 2. 试验后如果至少一个DUT
单臂跌落台
跌落次数:每个轴向正反面各一次
没有发生外观损坏,则要求
跌落地面:水泥地面或钢板
1.连接上输入电压,是DUT正常运行; 2.断开DUT的一个管脚10s,检查此时DUT的功能状态,
开路状态不小于10M欧;
恢复正常的工作电压连接 后,DUT功能状态应满足C级
要求;
DUT功能状态应满足C级要 求;
直流电源,目 视
直流电源,目 视
室温下,工作模式3.2,试验时间10s,开路电阻大于等 于10M欧;
高温寿命
室温下,工作模式3.2 试验时间 60s, 试验电压;间距小于3.8mm时,100V DC;
间距大于3.8mm时,500V DC;
试验结束后,要求测得的绝 绝缘电阻测试
缘电阻应大于10MΩ
仪
按照功能测试规范进行功能测试 按照功能测试规范进行功能测试 按照功能测试规范进行功能测试
符合整车音效主观对比评价 规范
1. DUT功能状态应满足A级要 求: 2. 防尘等级:IP5X(防尘), 有少量灰尘进入,但进入的 灰尘不影响DUT正常工作,功 能正常;
委外
工作模式:正常出货包装状态
16
防水试验
防护等级为:IP52 试验时间及试验试验方法:见《汽车电子电器部件环境
功能状态应满足A级要求
委外
条件及试验标准》防水试验部分,防护等级2的要求;
APQP流程管理各阶段输出资料一览表

P2-18试制原材料采购计划 原材料及零件检验
P2-19C?零件全尺寸检验记录 P2-19A?材质报告 P2-19B?首样试装单 采购员提交,质量部确认
P2-20OTS样件制造计划 P2-19 P2-20 编制OTS样件制造计划 供应商OTS提交 P2-21供应商OTS提交通知 结构硬件设计师
P2阶段输出资料清单 P2-2 P2-3 P2-4 P2-5 P2-6 P2-7 P2-8 P2-9 P2-11 产品设计质量功能展开QFD P2-1C产品需求说明书评审报告 技术条件
P2-2A《产品技术条件》 P2-2B《实验大纲》 P2-2C《硬件设计说明书》 硬件设计师
产品设计师编制、实验室汇总
P2-15B新工装、量具、检具设计评审报告 P2-15C新工装、量具、检具制造进度计划 P2-15D《软件功能测试用例》 P2-15E《编程文档》 工程部
测试设计师
包装标准规范
P2-16A包装2D图 P2-16B包装设计评审 P2-16C供应商包装方案确认结构设计师 P2-24 P2-26 样件控制计划(几轮样件的控制 P2-17A《样件控制计划》 P2-17B《功能测试报告》 P2-17C《出厂检验报告》 测试工程师
4.6生产控制计划 生产控制计划
4.7 P-FMEA P-FMEA 4.8 PPAP 首批样件送样报告
客户信息反馈及不断的改进
4.9产品审核 产品审核报告
4.10过程审核 过程审核报告
4.11型式试验大纲 总成型式试验大纲
功能性能报告
敏锋公司试验报告(自检报告)
总成试验报告(第三方)附实验室认可文件
P2-7A《分供方清单表》 P2-7B《设计制造职能矩阵表》 采购员
天然气水合物抑制剂DVP的合成及性能研究
天然气水合物抑制剂DVP的合成及性能研究李欢;孙丽;唐坤利;吴洋;鲁雪梅【摘要】合成了新型动力学天然气水合物抑制剂DVP,以四氢呋喃法(THF)对其性能进行了评价.DVP的最佳合成条件为:n(N-乙烯己内酰胺):n(丙烯醇):n(甲基丙烯酸羟乙酯)=5:1:1,引发剂加量为0.5%(占单体质量百分数),反应温度60℃,反应时间8 h.DVP的加量0.5%,抑制效果最好,水合物结冰温度为-8℃.结合天然气水合物抑制剂PVP做性能对比,DVP具有加量少、抑制效果好的优点.将DVP与热力学水合物抑制剂进行复配,DVP的抑制性能得到进一步提高.%A new kinetic of natural gas hydrate inhibitor DVP is independent synthetic equipment using self-designed evaluation,by the method of four hydrogen barking dogs (THF)on its performance is evalu-ated.The DVP optimal synthetic conditions were determined as follows:n (N-vinyl caprolactam):n(pro-pylene glycol):n (hydroxyl ethyl methacrylate)=5:1:1,amount of initiator added was 0.5%(mass per-cent)of monomer,reaction temperature60 ℃,the reaction time of 8 h.The DVP added value of 0.5%, hydrate freezed temperature is 8 ℃.Performance compared with gas hydrate inhibitor PVP,DVP added quantity is little,inhibit the advantages with good effect.Finally,the DVP distribution with thermodynamic hydrate inhibitors,DVP suppression performance is further improved.【期刊名称】《应用化工》【年(卷),期】2016(045)003【总页数】5页(P504-507,510)【关键词】天然气水合物;动力学抑制剂;过冷度;结冰温度;THF【作者】李欢;孙丽;唐坤利;吴洋;鲁雪梅【作者单位】中国石油新疆油田分公司采油二厂,新疆克拉玛依 834000;川庆钻探工程有限公司地质勘探开发研究院,四川成都 610051;中国石油新疆油田分公司彩南油田作业区,新疆克拉玛依 834000;西南石油大学化学化工学院,四川成都610500;西南石油大学化学化工学院,四川成都 610500【正文语种】中文【中图分类】TQ317.4天然气开采、集输和加工过程中,由于温度、压力、流动速度等的变化,常在低温高压湍流处形成天然气水合物,导致装置运行异常,影响生产的顺利进行。
德尔塔工业自动化系统-DVP-ES EX编程逻辑控制器安装说明书

2006-07-045011634301-YIE1DVP-ES/EX Programmable LogicControllerInstruction Sheet1 WARNINGThis Installation Sheet only provides descriptions for electrical specifications, function specifications,installation & wiring, troubleshooting and peripherals. Other detail infromation about programming andinstructions, please see PLC Application Manual. For more information about the optional peripherals,please refer to their individual instruction sheet or user manuals.This is an OPEN TYPE PLC. The PLC should be kept in an enclosure away from airborne dust, highhumidity, electric shock risk and vibration. Also, it should be equipped with protective methods such assome special tools or keys to open the enclosure, so as to avoid the hazard to users and the damage tothe PLC. The power must be OFF before any maintenance.Never connect the AC main circuit power supply to any of the input/output terminals, as it will damage thePLC. Check all the wiring prior to power up. To avoid any electromagnetic noise, make sure the PLC isproperly grounded . Do NOT touch terminals when power on.2 INTRODUCTION2.1. Model Name Explanation and PeripheralsThank you very much for purchasing Delta’s DVP-ES/EX Series PLC. DVP-ES/EX Series provide the mainprocessing units and extension units. The processing units offer 14~60 points and the extension units offer 8~32points. The maximum input and output can be extended up to 128 points respectively. Also, it can be used onvarious applications according to input and output points, power supply, digital input and output modules.Nameplate Explanation32ES00R2T5140004Production seriesProduction weekProduction year (2005)Production plant (Taoyuan)Serial number of versionProduction ModelModel/Serial Number ExplanationDVP2E : Main Processing Unit (MPU)X : Extension UnitS : StandardX : A/D, D/A FunctionsM : Digital InputN : Digital OutputP : Digital Input/Output2 : Advanced TypeR : RelayT : TransistorN : No Output Module00 :H TYPE01 :L TYPE11 :H TYPEC : Non-extendedProduct SeriesPoints (Input + Output)ModelsModel Type AC Input DC Input DC InputPeripherals◎ DVP-HPP Series: Handheld Programmable Panel◎WPLSoft: DVP-PLC Programming Software Tool (Windows based software)◎ DVPACAB115: 1.5M Cable (HPP PLC, provided in DVP-HPP Series)◎ DVPACAB215: 1.5M Cable (PC PLC)◎ DVPACAB230: 3.0M Cable (PC PLC)◎ DVPACAB315: 1.5M Cable (HPP PC)◎ DVPACAB403: 30cm Cable (Main processing unit Extension unit, or Extension unit Extension I/Osignal extension cable)2.2. Product Profile and Outline1. DIN rail clip 9. Input / Output2. DIN rail (35mm)10. Status indicators: POWER, RUN, andERROR3. Direct mounting holes 11. Input / Output terminal cover4. Communication Ports Cover (RS-232C) 12. Input / Output terminal cover5. Extension Port indicators13. Input / Output terminal nameplatepanel6. Input / Output terminals14. Input / Output terminal nameplatepanel7. Input / Output terminals 15. RS-485 communication port8. Input / Output indicators2.3. DVP-ES/EX Series Models3SPECIFICATIONS3.1. Function SpecificationsItems Specifications RemarksControl Method Stored program, cyclic scan systemI/O Processing Method Batch processing (when END instructionis executed)I/O refresh instruction is availableExecution Speed Basic commands (several us) Application instructions(10 ~ hundreds us)Program Language Instruction, Ladder Logic, SFC Including Step instructionsItems Specifications RemarksProgram Capacity 3792 Steps Built-in EEPROMInstructions 32 basic sequential instructions(including STL / RET)107 application instructionsInitial Step Point 10 points S0~S9Zero Return Point 10 points S10~S19Step Relays(Latched)General Step Point 108 points S20~S127General 512+232 points M0~M511+M768~M999Latched 256 points M512~M767AuxiliaryRelaysSpecial 280 points M1000~M127964 points T0~T63 (100 ms time base)63 pointsT64~T126 (10 ms time base, whenM1028 is ON)Timers Digital1 points T127 (1 ms time base)General 112 points C0~C111Latched 16 points C112~C127CountersHigh Speed 13 points 1 phase 20KHz, 2 phase 5KHz C235~C254 (all latched type)General 408 points D0 ~ D407Latched 192 points D408~D599Data RegistersSpecial 200 points D1000~D1143、D1256~D1311Pointers P 64 points P0~P63Index Registers E / F 2 points E(=D1028),F(=D1029)Decimal K 16 bit: -32768~+32767 32 bit: -2147483648~+2147483647ConstantsHexadecimal H 16 bit: 0000~FFFF 32 bit: 00000000~FFFFFFFFSerial Communication2 Ports is provided. RS-232C: Program read/write communication port,RS-485: General function communication port (controlled by RS instruction);Special drive instructions for Delta AC drive are also supported.Protection Features Password, I/O examination, Execution time, Illegitimate instruction or operandMonitor / Debug Program execution time display, Bit/Word, Device setting*Note: For more information about special relays and data registers, please refer to the Delta PLC Application Manual.3.2. Electrical SpecificationsInput Point Electrical SpecificationsInput Point Type Digital Input Analog Input (EX)Input Type DC (SINK or SOURCE)Input Current 24VDC 5mAVoltage input: -10V~+10V, Input Resistance:112KΩCurrent input: -20mA~+20mA, InputResistance: 250ΩOff→On above 16VDCActive Level(Analog input resolution) On→Off below 14.4VDCVoltage input: 10bitCurrent input: 10 bitReaction Time(Conversion Sampling Time)About 10ms (An adjustment range of 0~15mscould be selected through D1020 and D1021)5ms (Time could be adjusted through D1118)Output Point Electrical SpecificationsOutput Point Type Relay-R Transistor-TCurrent Specification 2A/1 point (5A/COM) 55°C 0.1A/1point, 50°C 0.15A/1 point45°C 0.2A/1 point, 40°C 0.3A/1 point (2A/COM)Voltage Specification Below 250VAC, 30VDC 30VDC75VA (Inductive)Maximum Load90 W (Resistive)9W/1 pointReaction Time About 10 ms Off→On 20us On→Off 30us3.3. AD/DA SpecificationsAnalog Input (A/D) Analog Output (D/A)ItemsVoltage Input Current Input Voltage Output Current OutputAnalog I/O Range ±10V ±20 mA 0 ~ 10V 0 ~ 20 mADigital ConversionRange -512~+511 -512~+511 0 ~ 255 0 ~ 255Resolution 10 bits(1LSB=19.53125 mV) 10 bits (1LSB=39.0625 μA)8 bits(1LSB=39.0625 mV)8 bits (1LSB=78.125 μA)Input Impedance > 112 KΩ 250Ω-Analog Input (A/D)Analog Output (D/A)ItemsVoltage Input Current InputVoltage Output Current OutputOutput Impedance - 0.5Ωor lower Tolerance Carried Impedance - 1K Ω~2M Ω0~500ΩOverall Accuracy Non-linear accuracy: ±0.5% of full scale within the range of PLC operation temperature Maximum deviation: ±1% of full scale at 20mA and +10VReaction Time 2ms × channelsAbsolute Input Range±15 V±32 mA-Digital Data Format 2’s complementary of 16-bit, 10 Significant Bits2’s complementary of 16-bit, 8 Significant BitsAverage Function Provided-Isolation Method Isolation between digital area and analog area. But no isolation among channels.ProtectionVoltage output has short circuit protection but a long period of short circuit may cause internal wire damage and current output break.External Wiring DiagramCH0CH356K56K 28K28K250V+V-I+I--10V~+10V-20mA~+20mAVoltage Input Current Input GroundingGroundingCH0CH1V+V-I+I-GroundingAC Drive4INSTALLATION & WIRINGDimensionsModel Name (mm)HH1WW1W2 (H Type) W3(L Type)DVP14ES00(01)[11]R2/T2 100 95 99 104 82 50 DVP24ES00(01)[11]R2/T2 100 95 150 155 82 50DVP32ES00(01)[11]R2/T2 100 95 150 1558250DVP40ES00R2/T2 100 95 150 155 82 - DVP60ES00[11]R2/T2 90 85.5 180.5 185 89.6 - DVP20EX00[11]R2/T2 100 95 150 155 82-Terminal WiringPLC Mounting Arrangements and Installation NotesDIN Rail InstallationThe DVP-PLC can be secured to a cabinet by using the DIN rail that is 35mm high with a depth of 7.5mm. When mounting the PLC on the DIN rail, ensure to use the end bracket to stop any side-to-side motion of the PLC, thus to reduce the chance of the wires being pulled loose. On the bottom of the PLC is a small retaining clip. To secure the PLC to the DIN rail, place it onto the rail and gently push up on the clip. To remove it, use a slotted screwdriver, place it on the groove of the retaining clip and press gently, then pull down on the retaining clip and gently pull the PLC away from the DIN rail. For heat dissipation,ensure to provide a minimum clearance of 50mm between the unit and all sides of the cabinet. (as the figure shown below)Direct mounting : Use the specified dimensions and install with M4 screws.Wiring1. Please use O-type or Y-type terminals for I/O wiring terminals. The specification for theterminals is shown as the figure on the left. PLC terminal screws should be tightened to between 5~8 kg-cm (4.3~6.9 in-lbs). Only can use 60/75°C copper conducting wire. 2. DO NOT wire to the No Function terminals ‧ . I/O signal wires or power supply should not run through the same multi-wire cable or conduit.3. When tightening the screws and performing the wiring, please avoid that metallic particles fell into PLC. After completing wiring, please remove the label which is used to obstruct the metallic particles on the ventilation hole for well heat dissipation.Installation NotesIncorrect installation may result in a PLC malfunction or premature failure of the PLC. Ensure to observe the following items when selecting a mounting location.1. Do not mount the PLC in a location subjected to corrosive or flammable gases, liquids, or airborne dust or metallic particles.2. Do not mount the PLC in a location where temperatures and humidity will exceed specification.3. Do not mount the PLC in a location where vibration and shock will exceed specification. Power Input WiringThere are two power inputs provided in DVP series PLC, AC input and DC input. Please pay particular attentionto the following notes:1. Connect the AC input (100VAC~240VAC) to terminals L and N. Any AC110V or AC220V connected to the +24V terminal or input points will permanently damage the PLC.2. The AC power inputs for the MPU and the I/O Expansion Unit should be ON or OFF at the same time.3. Please use wires of 1.6mm or above for the grounding of the MPU.4. If the power-cut time is less than 10ms, the PLC still operates unaffectedly. If the power-cut time is too long or the power voltage drops, the PLC will stop operating and all the outputs will be OFF. Once the power is restored, the PLC will return to operate automatically. (There are latched auxiliary relays and registers inside of the PLC, please be aware when programming.)20.4VDC~26.4VDC). When the voltage is lower than 17.5VDC, PLC will stop operating, all outputs will turn OFF and the ERROR LED will flash continuously.Safety WiringSince the PLC is in control of numerous devices, operation of either one device could affect the operation of other devices, therefore the breakdown of either one device would consequently be detrimental to the whole autoInput Point WiringThe input signal of the input point is the DC power DC input. There are two types of DC type wiring: SINK and SOURCE, defined as follows:◎ Definition ◎ Wiring◎ Practical Relay Output Wiring◎ Practical Transistor Output Wiring5TRIAL RUNPower Indication1. The “POWER” LED at the front of the MPU or the Extension Units will be lit (in green) if the power is on. If theindicator is not on when the MPU is powered up, it means that there is abnormal condition on the DC power supply of the PLC. It is thus necessary to check the wiring on terminals +24V and 0V. If the ERROR LED is blinking swiftly, it indicates that the +24V power supply of the PLC is insufficient. 2. The “LOW V.” LED on the Expansion Unit is an indication that the input power voltage is insufficient, thus all outputs of the expansion unit should be turned off.Operation and Test1. If the ERROR LED of the MPU is not blinking, use the peripheral device to give the RUN command, and theRUN indicator will then be on.2. HPP could be utilized to monitor the timer (T), the counter (C) and the data register (D) during operation, and moreover, to force the output contacts to conduct the On/Off action. If the ERROR LED is on (but not blinking), it indicates that the setting of the user’s program has exceeded the preset overtime limit, thus users have to double check the program and perform the On/Off function again. (The PLC is at this moment back to STOP status automatically).PLC Input/Output Reaction Time:The total reaction time from the input signal to the output operation is calculated as follows:Reaction Time = input delay time + program scan time + output delay timeInput delay time Default 10ms. Please refer to the usage of special registers D1020~D1021.Program scan time Please refer to the usage of special register D1010. Output delay timeRelay module: 10ms. Transistor module: 20~30us.6TROUBLESHOOTINGudge the errors by the indicators on the front panel. When errors occurred on DVP series PLC, please check: ☼ “POWER” LEDThere is a “POWER” LED at the front of the MPU. The “POWER” LED will be lit (in green) when the power in connected to MPU. If the indicator is not on when the MPU is powered up and with the input power being normal, it indicates that the PLC is out of order. Please have this machine replaced or repaired at a distributor near you. ☼ PLC “RUN” LEDIdentify the status of the PLC. When the PLC is in operation, this light will be on, and the user could thus use HPP or the editing program of the ladder diagram to give commands to make the PLC “RUN” or “STOP”. ☼ “ERROR” LEDIf an incorrect program is input to the MPU, or the instruction and the device exceed the allowable range, theindicator will blink. At this moment, the user should check the error code saved in the MPU data register D1004 to correct the program. Find out the cause of the error and modify the programs. Then, re-send the correct program to the MPU.If the ERROR LED is blinking swiftly, it suggests that the +24VDC power supply of the PLC is insufficient. Please check whether the power supply of 24VDC is normal or not.When the ERROR LED is on (not blinking), it indicates that the execution time of the program loop has exceeded the time-out setting (set by D1000). Please check the program loop or use ”WDT” instruction to solve the problem. When the ERROR LED is on, please power down the MPU and start up it one time, and then check if the RUN LED is off. If the RUN LED is not off, please check if there is any noise and interference and check if any conductive material falling into the PLC. ☼ “Input” LEDThe On/Off signals of the input point could be displayed through the “Input” LED. Also, the status signal of the input point could be monitored through the device monitoring function of HPP . As long as the input point is activated, the LED is on. Therefore, if an error is detected, please check HPP , the LED indicator and the input signal circuits. Please pay particular attention to check if an electrical switch with significant leakage current is used as it often results in the unexpected operation of input point. ☼ “Output” LEDOutput LED indicates if the output signals are on or off. Please check the following items when the LED On/Off indication does not correspond to the commands:1. Output contacts may be melted and stuck together due to a short circuit or current overload.2. Check wiring and verify that the screws are tight and secure.。
软质PVC材料试验DVP
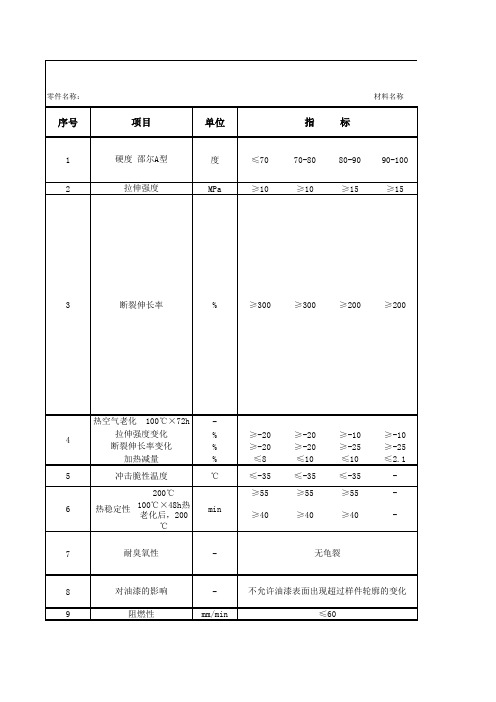
老化后,200
℃
7
耐臭氧性
-
≥-200 ≤10 ≤-35 ≥55
≥40
≥-10 ≥-25 ≤10 ≤-35 ≥55
≥40
≥-10 ≥-25 ≤2.1
-
-
无龟裂
8
对油漆的影响
-
不允许油漆表面出现超过样件轮廓的变化
9
阻燃性
mm/min
≤60
材料设计验证计划和报告
软质PVC
试验方法
按GB2411《塑料邵氏硬度试验方法》,将厚度大于5mm的试片放在邵氏A(D)型硬度计上,若厚度不 够,试样允许用两层,但不能超过二层叠合,并保证各层之间接触良好,试样大小应保证各个测量点与 试样边缘距离不小于12mm,各测量点之间的距离不小于6mm,可以加工成50×50mm的正方形或者其他形 状试样,至少测量5点,可在一个试样上或者多个试样上测定。 GB1040《塑料拉伸性能试验方法》,制作Ⅱ型哑铃状试样(见图1),将试样均匀地置于拉力试验机的上 、下夹持器上,调节夹持器的移动速度至500mm/min,开动试验机,拉伸试样并跟踪试样的标记,记录试 样拉伸至断裂过程中出现的最大力值,按下列公式分别计算拉伸强度和扯断伸长率: 拉伸强度计算公式:σt=P/bd
按照GB 2917《聚氯乙烯热稳定性测试方法---刚果红法和PH法》进行。
按GB/T7762《硫化橡胶耐臭氧老化试验 静态拉伸试验法》,制作长度70~100mm(有效长度应大于 40mm),宽度10±0.5mm,厚度2.0±0.3mm的矩形试样,选用拉伸试样(图1),然后用夹具将其拉伸 20%,放入温度为40±1℃,臭氧浓度为200pphm的环境中放置72h,若未出现龟裂则判定耐臭氧老化合格 。其他具有密封、减震功能的PVC零件使用的PVC材料可根据产品要求选作此项试验,或者此项试验的耐 臭 将氧 适浓 当度 大做 小适 的当 样调 片整 夹, 持如 在5二0p块ph车m等 身。 白色漆或其它浅色漆油漆板(油漆板按照车身涂装技术条件手工喷涂 或者挂板在涂装线上制备,油漆板在制作完成后24h至四周内使用)上,并给于10N/cm2的加载,经过80 ℃循环空气作48h存放后,油漆板表面不得出现任何超越敷漆试样外形的变更,在接触点,只许上漆表面 少 按有 照光 GB亮 84或 10膨 《胀 汽。 车内饰材料的燃烧性能》,可从成品件上截取或者制成标准试样。此项在零件有要求时 测定。
DVP试验大纲实验计划(发动机左右护板)

10.8
2-8
落锤冲击性试验 Impact strength
QC/T 15-92(5.7.3.1)
10.8
2-9
燃烧特性 Flammability
GB 8410-1994
燃烧试验箱/试样支架
10.8
2-11
耐刮伤试验 Scratch resistance 刚性试验 Rigid test
QC/T 15-92(5.9.3.1)
试验设备 Test Equipment
样件 数量 Qty Sampl es
试验完成时间
2-13
耐水性试验 Water resistance
QC/T 15-92(5.3)
先按GB2918标准环境下预处理试样,然后浸渍在充满40±1℃水的恒温试 试验过后,产品不能出现尺寸变化以及产品外观出现 验槽中,至少放置200h后取出,用干燥的清洁布擦干,然后让其在标准环 龟裂、破裂、剥离、溶胀、释出、发白等缺陷. 境下冷却1h. 1,试验标准环境:温度20±2℃,湿度65±5℅;2,取样:(1)测试前试样需 放置在标准环境下至少24h以上;(2)试样尺寸为100×100×产品厚度,重 量在20g以上;(3)泡沫类试样尺寸为10×10×10,重量20g以上;(4)如果 满足等级不得低于第四级,即有轻微的但不明显的气味; 试样重量小于20g,则需取整个产品作为试样;3,测试:将试样放到一个密 封容器中,然后放置到温度为80±2℃的热控箱中保温3h后取出,由至少3 个人进行评价气味性程度等级.
试验计划
客户/Customer: 项目名称/Project Name: 供应商/Supplier:
협 력 업 체
序号 NO.
试验项目 Test Item
主机厂吉利DV样件可靠性试验大纲AQ2A-01-R007(V01)

备连接,样品被施加24V电压保持1分钟。 DUT的电气部分与绝缘体之间承受频率为50Hz,幅值 为550V(有效值)的正弦波电压历时1min时,其绝
缘不应被击穿; 工作模式 3.2 试验温度 +75℃ 试验时间 96h 工作模式 1.1 试验温度 +90℃ 试验时间 72h 按GB/T2423.3-1993规定的方法进行试验。 温度要求 50±2℃ 相对湿度 93%±2% 试验时间 72小时 工作模式 1.1 工作模式 3.2 试验温度 -30℃ 试验时间 12h 工作模式 1.1 试验温度 -40℃ 试验时间 24h
编号:
期: 准: 期:
日期 开始 结束
计划编制人:
项目批准:
报告工程师:
测试报告
实际结果
备注
应符合Ⅰ类判定要求。
DUT功能状态应满足Ⅲ类要求。
按GB/T 2423.22规定的方法进行试验。 工作模式 3.2 试验参数
13
耐温度变化试验
Q/JLY J711063-2008
试验后应符合Ⅰ类要求。
循环次数 6 需要严格控制湿度,以避免冷凝:
上限温度 +55℃±10℃ 下限温度 -10℃±10℃
Q/JLY J711063-2008
Q/JLY J711063-2008 Q/JLY J711063-2008
记录序号: (适用)项目:
供方:
DVP编号:
计划日期: 部门批准: 报告日期:
目标要求
材料满足 Q/JLY J711169-2009的要 求
材料满足 Q/JL J124004-2010的要求 材料满足JLYY-JT23-08的要求 材料满足 JIS G3302-2007的要求
(发动机左右护板)DVP试验大纲实验计划
恒温试验槽
10.8
2-14
气味性 Odor
MS 300-34
密封容器/热控箱
10.8
SUPPLIER:
项目经理/Program Manager:
日期 Date:
产品工程师/Product Engineer:
日期 Date:
测试工程师/Testt Engineer:
日期 Date:
CUSTOMER:
项目经理/Program Manager:
10.8
2-11
耐刮伤试验 Scratch resistance
QC/T 15-92(5.9.3.1)
制品外观表面用000#钢钎维摩擦,表面压力为6.5kpa,速度为6m/min,摩擦次 试验过后,产品外观不能出现剥离等缺陷. 数为10次. 将试样用固定夹具固定在试验装置上,测定试样连接制品之间的中心或试样 刚性低的点的载荷挠曲曲线(夹具直径50mm,试样厚度3mm) 试验过后,不允许出现挠曲、龟裂、破裂现象。
试验标准 Test Spec.
试验方法 Test Procedure
限值 Limit
试验设备 Test Equipment
试验完成时间
2-13
耐水性试验 Water resistance
QC/T 15-92(5.3)
先按GB2918标准环境下预处理试样,然后浸渍在充满40±1℃水的恒温试验 试验过后,产品不能出现尺寸变化以及产品外观出现龟 槽中,至少放置200h后取出,用干燥的清洁布擦干,然后让其在标准环境下冷 裂、破裂、剥离、溶胀、释出、发白等缺陷. 却1h. 1,试验标准环境:温度20±2℃,湿度65±5℅;2,取样:(1)测试前试样需放置 在标准环境下至少24h以上;(2)试样尺寸为100×100×产品厚度,重量在20g 以上;(3)泡沫类试样尺寸为10×10×10,重量20g以上;(4)如果试样重量小 满足等级不得低于第四级,即有轻微的但不明显的气味; 于20g,则需取整个产品作为试样;3,测试:将试样放到一个密封容器中,然后 放置到温度为80±2℃的热控箱中保温3h后取出,由至少3个人进行评价气味 性程度等级.
主机厂长安铃木DV样件可靠性试验大纲 AQ2A-01-R006(V01
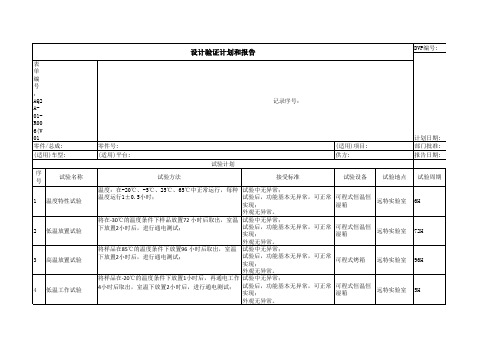
5高温工作试验将样品在65℃的温度条件下放置1小时后,再通电工作4小时后取出,室温下放置2小时后,进行通电测试;试验中无异常;试验后,功能基本无异常,可正常实现;外观无异常。
可程式烤箱远特实验室5H6温度循环试验将样品在-30℃的环境中放置1个小时,按下图规定的温度变化实施10 个周期,在此期间样品正常通电工作,10个周期完成后,在室温下放置2个小时,再进行通电实验;试验中无异常;试验后,功能基本无异常,可正常实现;外观无异常。
可程式恒温恒湿箱远特实验室81H7热冲击试验将样品放置在-30℃的恒温环境中1小时,取出并迅速将其放入85℃的恒温环境中放置1小时,按下图规定的方式循环100个周期,100周期完成后,在室温条件下放置2小时以上后,进行通电测试。
实验后,功能性能基本满足,无焊接断裂和裂缝。
可程式恒温恒湿箱&可程式烤箱远特实验室200H8恒温恒湿试验在温度45℃,湿度85%的环境下放置1小时后,接通电源持续工作96小时,最后在室温条件下放置2小时以上后进行测试。
试验中无异常;试验后,功能基本无异常,可正常实现;外观无异常。
可程式恒温恒湿箱远特实验室97H9温-湿度循环试验将样品放置在25℃的恒温、湿度65%的环境中2.5小时,样品必须正常工作,按下图规定对温湿度进行10个周期的调整,10个周期完成后,在室温条件下放置2小时以上后进行测试。
注:温度为55度时,湿度要求降低到85%;达到75度高温时,不加湿度试验中无异常;试验后,功能基本无异常,可正常实现;外观无异常。
可程式恒温恒湿箱远特实验室242.5H10结露试验将样品放入-5℃的环境中2个小时,然后取出放入35℃、湿度85%的环境中通电10分钟,循环4次。
实验中无异常;实验后产品基本功能性能保持良好;外观无异常;可程式恒温恒湿箱&可程式烤箱远特实验室9H11振动试验将样品放置到振动台进行上下、左右、前后以及快慢变换方向进行实验,周期如下表:试验中无异常;试验后,功能基本无异常,可正常实现;标识破损,可识别刻印,支架轻微弯曲等可接受振动试验机远特实验室12H12端子强度试验接插件端子,插入方向和拔出方向个施加98N(10kgf)的力1min。
dvp-plc 应用技术手册101 例

dvp-plc 应用技术手册101一、简介DVP系列可编程逻辑控制器(PLC)是一种广泛应用于自动化领域的控制设备。
DVP-PLC应用技术手册101 是一本专门针对DVP系列PLC的应用技术手册,旨在帮助用户深入理解和掌握DVP系列PLC 的应用技术,从而更好地应用它们在自动化控制系统中。
二、基本概念DVP-PLC是一种具有逻辑控制功能的工业控制设备,其工作原理是通过输入信号的获取和逻辑运算来控制输出信号的状态,从而实现对工业生产设备的控制。
DVP-PLC具有多种输入输出接口,可以接入各种信号源,例如开关量信号、模拟量信号等,通过程序逻辑控制,实现对设备的自动控制。
三、应用领域DVP-PLC广泛应用于各种自动化控制系统中,例如工业生产线控制、智能楼宇控制、环境监测系统等。
由于其高可靠性、灵活性和易于编程等特点,DVP-PLC在自动化领域具有很大的市场需求。
四、技术特点1. 灵活的扩展性:DVP-PLC具有丰富的输入输出接口,可以通过扩展模块实现对更多信号源的连接,从而满足不同控制系统的需求。
2. 易于编程:DVP-PLC采用图形化编程软件,用户可以通过拖拽、连接元件来编写控制程序,无需深入了解底层硬件结构,降低了编程的难度。
3. 高性能:DVP-PLC具有快速的逻辑计算能力和稳定的控制性能,能够满足复杂控制系统的要求。
4. 可靠性高:DVP-PLC采用工业级的设计标准,具有抗干扰能力强、工作稳定可靠的特点,适用于恶劣的工业环境。
五、应用实例1. 工业生产线控制:DVP-PLC可以实现对工业生产线上各个设备的自动控制,包括输送带速度控制、工件定位、质量检测等功能。
2. 智能楼宇控制:DVP-PLC可以用于楼宇的照明控制、空调控制、电梯控制等,实现智能化的楼宇管理。
3. 环境监测系统:DVP-PLC可以用于监测环境中各种参数,如温度、湿度、气压等,并根据监测数据实现对环境设备的自动控制。
六、发展趋势随着自动化控制技术的不断发展,DVP-PLC作为自动化控制领域的重要设备,将会越来越广泛地应用于各个行业。
APQP&PPAP专业术语
APQP 和PPAP 过程专业术语 (红色—重点注释;艳红色—评估中;蓝色—新增)DELPHI :在流程图的检验栏有以下四种注释:A = Automatic, or machine inspected (i.e. leak tester) A 代表自动检测或仪器检测(比如耐压、通断、针高等);M = Manually inspected by the operator (i.e. hand gage) M 代表操作工手动检测(比如工人用检测板进行针位检测);V = Visually inspected by the operator V 代表操作工目视检测(比如外观检测);Q = Quality Audit, control plan check Q 代表品质监控(比如IQC 、OQC 、IPQC 、SPC 控制等)AARAppearance Approval Report 外观批准报告 ADV Analysis/Development/Validation 分析/开发/验证ADV-DV ADV Design Validation A D V 设计验证A/D/V P&R Analysis/Development/Validation Plan and Report, This from is used to summarize the plan and results for validation testing. Additional informationCan be found in the GP-11procedure. 分析/开发/验证计划和报告AECAdditional Engineering Changes 附加工程更改 ADV-PV ADV product Validation A D V 产品验证AIAGAutomotive Industries Action Group, an organization formed by General Motors,Ford and Daimler Chrysler to develop common standards and expectations for automotive suppliers.汽车工业行动集团APAdvanced Purchasing 先期采购 APO(General Motors) Asian Pacific Operations (通用)亚太分部 APQP Advanced Product Quality Planning 产品质量先期策划AQE Advanced Quality Engineer 先期质量工程师ASQE Advanced Supplier Quality Engineer 先期供应商质量工程师ANOVA Analysis of Variance 方差分析法ASDE Advanced Supplier Development Engineer 高级供应商开发工程师BOM Bill of Materials 材料清单BOP Bill of Process 过程清单CCAR Concern ed and Corrective Action Report 相关整改报告CARCorrective Action Request 整改需求 CFTCross function Team 多方论证小组 CMM Coordinate Measuring Machine 三坐标测试仪CPV Weekly Production Volume 周产能CPK Capability Index for a Stabile process 过程能力指数CR Customer Requirements 客户要求CM Commodity Manager 产品经理CCM Corporate Commodity Manager 公司产品经理CS Customer Satisfaction 客户满意度CS 1/2 Level 1/2 Controlled Shipping 1/2级受控发运CTS Component Technical Specifications 零件技术规范DFM/DFA Design for Manufacturability/Design for Assembly 可制造性/可装配性设计 DCP Dimension Control Plan (Dynamic Control Plan) 尺寸控制计划(动态控制计划) DOE Design of Experiment 试验设计DPV Daily Production Volume 日产量DVP&R Design Validation Plan and Report 设计验证计划和报告DV Design Validation 设计验证DRE Design Release Engineer设计发放工程师DFMEA Design Failure Mode and Effects Analysis设计失效模式及后果分析EWO Engineering Work Order 工程更改指令EDI Electronic Data Interchange 电子数据交换FE1,2,3 Functional Evaluations1,2,and 3 功能评估ES Engineering Specification工程规范EPC Early Production Containment 早期生产遏制FAI First Article Inspection 首件检验FCR Field Call of RateFE Function Evaluation 功能评估FTA Failure Tree Analysis 故障树状分析FTC First Time Capability 试生产能力FTQ First Time Quality 直通率(一次合格率)GR&R Gage Repeatability and Reproducibility 量具的重复性与再现性GD&T Geometric Dimensioning & Tolerancing 几何尺寸&公差GM General Motors 通用汽车公司GME General Motors Europe 通用汽车欧洲部分GP General Procedure 总体步骤GPDS Global Product Description System 全球产品描述系统GPS Global Purchasing System 全球采购系统GQTS Global Quality Tracking System 全球质量跟踪系统GVDP Global Vehicle Development Process 全球车辆开发过程ISIR initial Sample Inspection Report 首次样品检验报告IPTV Incidents per Thousand Vehicles 每千辆车缺陷数IAA Interim Approval Authorization 临时批准授权ICAL Integral Corrective Action List 整体整改列表ICR Interface Change Request LCL Lower Control Limit 控制下限LSL Lower Specification Limit工程规范下限KCC Key Control Characteristic 关键控制特性KCDS Key Characteristics Designation System 关键特性指示系统KPC (GM)Key Product Characteristic关键产品特性LAO (General Motors) Latin American Operations (通用)拉丁美洲分部LCR Lean Capacity Rate, It is the GM daily capacity requirement 最低生产能力MCR Maximum Capacity Rate, It is the GM maximum capacity requirement 最大生产能力MPP Modified Production Part (Nissan Form) 改良生产零件MOP Make or Purchase 制造/采购MRP Manufacturing / Materials Resource Planning 加工/物料资源计划MRR Material Reject Report 物料拒收报告MPC Material Production Control 物料生产控制MPCE Material Production Control Europe 欧洲物料生产控制MRB Material Review Board物料评审MRD Material Required Date 物料需求日期MSA Measurement Systems Analysis 测量系统分析NAO (General Motors) North American Operations (通用)北美分部NCC Non Conformity Cost不良品成本NBH New Business Hold 停止新业务NDA/O Non Disclosure Agreement/Obligation保密协议/和约N.O.D Notice of Decision 决议通知OEE Operating Equipment Effectiveness 操作装置效率OEM Original Equipment Manufacturer原始设备制造商(整车厂)OTS Off Tooling Sample 正式工装/模具生产样品PPAP Production Part Approval Process 生产件批准程序PAD Production Assembly Documents 生产装配文件PC&L Production Control & Logistics 生产控制&物流PSW Part Submission Warrant 零件提交保证书PDT Product Development Team 项目开发组PFMEA Process Failure Modes and Effects Analysis 过程失效模式及后果分析PPM Parts per Million 每百万 PPEI Platform to Powertrain Electrical Interface PSA Potential Supplier Assessment 潜在供应商评审PPK Performance index for a stable process 初试过程能力指数PFC Process Flow Chart 过程流程图PQC Product Quality Characteristic 产品质量特性PFD Process Flow Diagram 过程流程图PTC Pass Through Characteristic 过程特性PTR Production Trial Run 生产试行PVP&R Production Validation Plan and Report 产品验证计划与报告PR/R Problem Reporting & Resolution 问题报告及决策PV Production Validation 生产产品验证PRR Problem Resolution Report 问题决策报告QSA Quality System Assessment 质量系统评审QSA Quality System Base 质量体系基础QSR Quality System Requirement质量体系要求QTC Quotes Tool Capacity 工装报价能力QFD Quality Function Deployment质量功能展开QOS Quality Operating System 质量运行体系QR Quality Reject/Report 质量拒收/报告R@R Run at Rate 产能审核(产能审核指的是按照正常的生产状态进行审核,其中包括人员,设备,工装,材料和工艺。
DV试验大纲 模板文件-XXX产品-V0-20210120

-
2
Thermal Shock (TS)
samples to be used for Leg 1; Perform 100 cycles for 3 samples to be used for Leg 4, Leg 5& Leg 6.
Bench
Performs as designed during and after the test. Meets all functional requirements before and after the test.
Leg 6. Perform functional test after completing all cycles (Power
Bench
Performs as designed during and after the test. Meets all functional requirements before and after the test.
Releasing Engr.: XXX
Design Responsible/Technical Lead:Sohaila Feizy-Marandy System Responsible/Chief Engineer: Gagan Mann
Test Plan
Test Name & Procedure
on 7 samples previously conditioned with TS100 and PTCE100. Perform functional test after completing all cycles (gned during and after the test. Meets all functional requirements before and after the test.
设计验证计划(DVP)
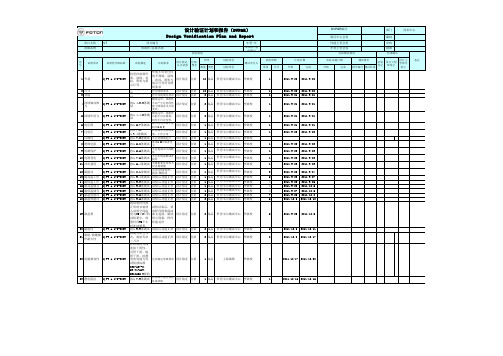
VT车型/年零部件/总成图号数量类型单项合计开始完成开始完成测试结果1外观Q/FT A 176-2009检查控制器外观、涂饰、花纹,照明与指示灯等外观不应有任何的不规则,涂饰、花纹,照明与指示灯等符合图纸要求设计验证台架10成品李炫校12011-9-202011-9-202尺寸按图纸要求测量符合图纸要求设计验证台架10成品李炫校12011-9-202011-9-203功能按功能要求测试符合功能规范要求设计验证台架2成品李炫校12011-9-212011-9-214持续轴向推力Q/FT A 176-2009按4.4.3.3条测试测试完毕,该组件不应产生任何的性能下降或者永久的变形。
设计验证台架2成品李炫校12011-9-212011-9-215持续作用力Q/FT A 176-2009按4.4.4.2条测试测试完毕,该组件功能不许有降低,组件不许有变形。
设计验证台架2成品李炫校12011-9-212011-9-216电压降Q/FT A 176-2009按4.5.7条测试最大的电压降不能超过0.2 V设计验证台架1成品李炫校12011-9-212011-9-217过电压Q/FT A 176-2009按4.7.3、4.7.4条测试控制器应无损坏现象,工作正常设计验证台架1成品李炫校12011-9-222011-9-22反极性Q/FT A 176-2009按4.7.2条测试不会冒烟或起火设计验证台架1成品李炫校8绝缘电阻Q/FT A 176-2009按4.5.8条测试要求1 M Ω或者更大设计验证台架1成品李炫校12011-9-222011-9-229短路保护Q/FT A 176-2009按4.5.6条测试不会造成永久的破坏设计验证台架1成品李炫校12011-9-222011-9-2210电源变化Q/FT A 176-2009按4.7.6条测试不会出现故障或者损坏设计验证台架1成品李炫校12011-9-222011-9-2211冲击强度Q/FT A 176-2009按4.6.4条测试电路板和各部件不应出现裂缝设计验证台架1成品李炫校12011-9-232011-9-2312耐振动Q/FT A 176-2009按4.8.1条测试不许出现变形、损坏和松动设计验证台架1成品李炫校32011-9-222011-9-2413耐高温工作Q/FT A 176-2009按4.9.4条测试试验后功能正常设计验证台架1成品李炫校52011-9-222011-9-2714耐低温工作Q/FT A 176-2009按4.9.3条测试试验后功能正常设计验证台架1成品李炫校42011-9-222011-9-2615耐高温储存Q/FT A 176-2009按4.9.2条测试试验后功能正常设计验证台架1成品李炫校42011-9-282011-10-516耐低温储存Q/FT A 176-2009按4.9.1条测试试验后功能正常设计验证台架1成品李炫校42011-9-272011-10-517耐温度循环Q/FT A 176-2009按4.9.5条测试试验后功能正常设计验证台架2成品李炫校72011-9-262011-10-818耐湿热循环Q/FT A 176-2009按4.9.6条测试试验后功能正常设计验证台架2成品李炫校62011-10-62011-10-1219耐盐雾将试验样件按正常的安装放入试验空间温度为35±2℃的试验箱中,放置时间96个小时连续喷雾。
DVP试验计划模板

吉利集团公司设计验证计划和报告GLP0903 版本号:0 编号:DVP 编号:部门编号:页码:1/5 设计验证计划和报告计划编制日期:计划编制人:杨永春部件:件号:审核/ 日期:批准/日期:报告人:车型:应用:来源:报告完成日期:审核人:试验计划试验备注样本日期样本实际结果项接受标测试负测试程序或标准测试说明目标要求数类数阶目准责人时间开始结束类型量型量段电子机械功能要保持正常陈永宁11-10 1工装样件10.11.10 10.11.14 1工装样件试生产1 耐久性试验旋钮完成30000 个试验循环( 一个循环包括旋钮顺时针转180 度和逆时针转180 度)按键完成30000 个试验循环后( 一个循环包括按钮的按下和释放两部分)按Q/JLYJ711234-2009 中4.2.1 规定按Q/JLYJ711234-2009 中4.2.2 规定电子机械功能要保持正常。
按键力对比测试之前偏差不得超过30%。
陈永宁11-10 1工装样件10.11.14 10.11.17 1工装样件试生产振动频率范围:(5 ~按Q/JLY工机械电子功能1000)Hz ;振动类型为随J711234-装2 振动试验10.11.16 10.11.20 1保持正常, 不陈永宁11-15 1样机振动;每个轴振动2009 中得出现异响。
件216h 33m/s,加速度为4.3规定工装样件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
所需时数
试验场所
实际结果
11
驱动轮轴冲击 疲劳
在交变载荷作用下
减速机环境适 12 应力
高温环境下 高温高湿环境下 低温环境下 高原环境下 高温环境下 高温高湿环境下 低温环境下 高原环境下 型式试验
电机环境适应 13 能力
14
涨紧轮组件
15
主机
震动测试
16
主机
温升实验
17Байду номын сангаас
主机
跌落实验
18 19 编制: 审核: 批准:
8 9
尼龙类零件耐 低温能力 轮类零件磨损 疲劳
型式试验
10 驱动轮摩擦力
型式试验
XXX装置产品试验大纲及报告
序号 项目 试件数 试验条件 目标要求
详细记录载荷变化随时间推移零件疲 劳损情况,并且对该试验件进行化学 分析确定材质、力学性能分析是否满 足材质要求、低倍检验有无明显低倍 缺陷、断口分析寻找疲劳源、金相分 析及显微硬度检验 分析各种环境对减速机的影响,其中 包括温升、扭矩输出、抗腐蚀、异响 机械结构和密封性等影响情况 分析各种环境对电机机的影响,其中 包括温升、扭矩输出、绝缘介质、电 气间隙击穿电压、抗腐蚀、异响机械 结构和密封性等影响情况 通过过实验得出详细调节力范围,涨 紧轮可调节起始位置及最高位置,调 节顺畅度等。 测试主机在强烈震动后是否发生零部 件脱落、松动或机器故障。并且对结 构的震动疲劳损伤做详细记录同时分 析出主机结构的模态频率。 确认主机各个元器件在常温满载的工 作状态下温度及温升情况。 整机跌落及零部件跌落实验,跌落实 验后进行正常载荷型式试验,观察整 机型式试验时的震动、异响、噪声、 温升等变化。
XXX装置产品试验大纲及报告
序号 1 2 3 4 5 项目
喷涂产品附着 力 喷涂产品镀层 厚度 喷涂产品防腐 蚀 镀锌产品镀层 厚度 镀锌产品防腐 蚀能力 盐雾试验 盐雾试验 详细记录实验过程中点蚀、面蚀所用 时间 是否满足设计要求 详细记录实验过程中点蚀、面蚀所用 时间 详细记录载荷变化随时间推移零件疲 劳损情况,并且对该试验件进行化学 分析确定材质、力学性能分析是否满 足材质要求、低倍检验有无明显低倍 缺陷、断口分析寻找疲劳源、金相分 析及显微硬度检验
试件数
试验条件
百格试验
目标要求
满足相关实验要求
所需时数
试验场所
实际结果
6
轴、杆类零件 冲击疲劳
在交变载荷作用下
7
摩擦副磨损疲 劳
记录磨损和实验时间的关系,并且对 该试验件进行化学分析确定材质、力 与实际使用条件摩擦力相同的情况 学性能分析是否满足材质要求、低倍 下往复运动 检验有无明显低倍缺陷、断口分析寻 找疲劳源、金相分析及显微硬度检验 低温试验 分析该类零件在不同的温度环境中脆 化程度 检验设备正常运行状态下该类零件磨 损和时间的关系 检验不同牵引绳张力下,驱动轮所能 提供的摩擦力大小