MACH3 设置教程
mach3操作指南
引言概述:Mach3是一款常用的数控机床软件,在机械加工过程中具有重要的作用。
本文将深入介绍Mach3操作指南的第二部分内容,旨在帮助读者更加全面地掌握和应用Mach3软件。
本文将分为五个大点进行阐述,包括:参数设置、坐标系设置、刀具设置、步骤运行和常见问题解决。
每个大点将进一步细分成59个小点进行详细阐述。
正文内容:一、参数设置1.进入Mach3软件的参数设置界面2.理解和配置常用的参数设置选项,如脉冲当量、速度模式和加速度设置等3.了解并配置输入和输出信号设置,如限位开关、急停开关、手动输入等4.配置机床类型和轴设置,确保软件和机床的匹配性5.备份和恢复参数设置,以防止设置丢失或出现问题二、坐标系设置1.熟悉Mach3的坐标系设置概念和标准定义2.在Mach3软件中设置工件坐标系和机床坐标系3.设置坐标系原点和工件坐标的转换关系4.调整坐标系偏移,确保加工精度和准确性5.检查和校准坐标系设置,避免误差和偏移的发生三、刀具设置1.确定刀具库和刀具参数设置的重要性2.添加和编辑刀具库,包括直径、长度、刀尖半径等3.在加工程序中选择并配置刀具4.设置刀具的进给速度、转速和切削深度等参数5.校准和调整刀具参数,以适应不同的加工需求四、步骤运行1.导入和编辑加工文件,如G代码和M代码2.载入和选择加工程序,设置初始加工条件3.预览和模拟加工轨迹,检查程序正确性和安全性4.开始运行加工程序,监控加工过程中的各项指标5.结束加工程序,检查加工结果和质量,并进行必要的调整和修正五、常见问题解决1.分析和解决加工过程中出现的错误和故障2.处理机床运行异常和不稳定的情况3.理解和调整加工过程中的报警和提示信息4.掌握常见故障排除方法和技巧5.提供其他问题解决的参考资源和联系方式总结:本文对Mach3操作指南的第二部分进行了详细介绍,包括参数设置、坐标系设置、刀具设置、步骤运行和常见问题解决等内容。
通过学习和掌握这些知识和技巧,读者可以更加熟练地操作Mach3软件,提高数控机床的加工效率和质量。
MACH3常用设置_教学
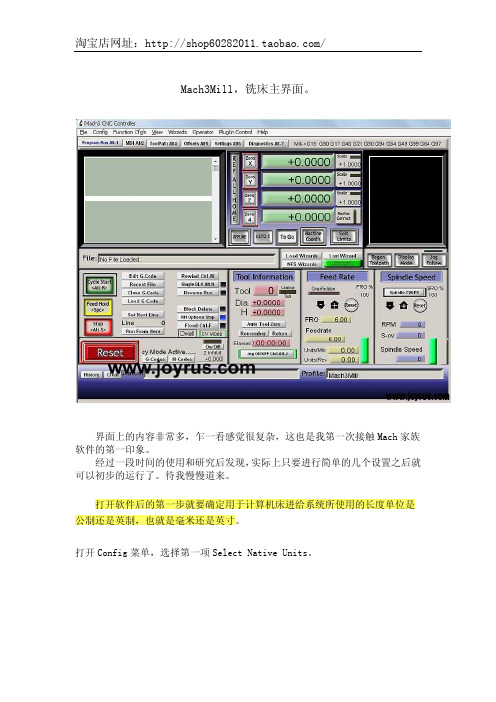
Mach3Mill,铣床主界面。
界面上的内容非常多,乍一看感觉很复杂,这也是我第一次接触Mach家族软件的第一印象。
经过一段时间的使用和研究后发现,实际上只要进行简单的几个设置之后就可以初步的运行了。
待我慢慢道来。
打开软件后的第一步就要确定用于计算机床进给系统所使用的长度单位是公制还是英制,也就是毫米还是英寸。
打开Config菜单,选择第一项Select Native Units。
随后会弹出一个提示窗口,不用理睬直接点击OK。
(提示内容是告诉用户这里的长度单位的确定与G程序中使用的长度单位没有关系,这里确定机床步进(伺服)电机,在进给运动时所使用的长度单位。
)之后就会出现单位定义窗口了。
我使用了mm‘s,也就是毫米,因为我使用的丝杠是2.5mm导程(螺距)的,是公制的的丝杠。
所以这样可以方便的计算出步进电机的转速,而不存在单位换算出现的误差。
按下ok后即可。
第二步,开始设定你的Mach接口,定义并口引脚功能。
这也是Mach中设定最关键的部分,机床是否能够正常的运行就靠这里的设定。
Config菜单-Ports and Pins项弹出Ports & Pins对话框,此对话框内有多个标签窗口。
首先看到的是PortSetup and Axis Selection标签窗口。
窗口中有以下选项是我们要关注的,Port #1中定义了PC主板上唯一的一个并口地址,这个地址在主板BIOS中已经定义一般为默认,无需要更改,Port Enable打勾有效。
Port #2定义如果主板上有第二个并口,则定义了第二个并口的地址。
Kernel Speed核心频率定义了mach系统的最高运行速度,决定了机床进给速度的极限,无论是步进电机还是伺服电机最高脉冲频率决定了其转速,所以Kernel Speed的频率限制其最大脉冲频率。
一般步进电机的转速比较低,极限转速大约700转,标准脉冲是每转200个,如果使用细分驱动器达到8细分的话就是1600个脉冲转一圈。
mach3应用教程

1.加载Mach3Mill雕刻控制软件
加载雕刻代码“浮雕.tap”
固定好刀具确定好原点后如果各轴的数值不为0的话点按下图红框内该轴按键把所有轴归0
点按开始键:
点击右边杂色旋钮或者加减号可小范围调整雕刻机的雕刻速度
点击右边杂色旋钮或者加减号可小范围调整雕刻机的主轴转速关于断点继续
以9421为例
点击从这开始再点开始会出现确认对话框点击”OK”(此操作要在原点没有变动前提下进行)
雕刻过程中如果触碰了限位mach3处于急停状态点亮红框内绿灯此时急停按钮可用。
浩然雕刻机MACH3系列使用说明书

浩然雕刻机使用说明书(MACH3系列)适用机型(固定龙门、单立柱、移动龙门)二〇一五年一月一日目录一、软件安装环境: (2)二、安装程序 (2)1、MACH3软的安装: (2)2、安装好后要做的事: (3)3、破解汉化软件: (3)4、运行mach3mill界面: (4)5、修改对刀代码: (4)三、参数的设置(请按以下图片内的数值设置) (5)1、并口设置 (6)2、电机输出设置: (6)3、限位参数设置 (7)4、对刀、限位、紧急恢复设置 (7)5、输出信号设置: (8)6、主轴设置 (8)7、电机速度参数设置: (9)8、机床限位和行程设置 (10)9、键盘控制按键设置 (10)四、机器调试 (10)1、XYZ轴的运行测试和方向测试 (11)2、限位、对刀的测试; (14)3、主轴运转调试 (14)MACH3基本操作说明浩然机械首先,感谢您使用我们的产品:一、软件安装环境:1、使用具有并口(25针打印机接口)输出的台式电脑或者笔记本电脑;2、电脑操作系统为32位win7以下操作系统,(MACH3不可以在64位win7系统运行),建议使用32位win7或者XP系统;注:部分电脑并口驱动电压低于3.3伏左右的电脑,有可能会造成运行的不稳定。
二、安装程序1、MACH3软的安装:我们提供的是Mach3.043.066和2.63版的版本,安装前请关闭360杀毒软件(误删文件),安装过程一路默认就可以了,安装好有的机器需要重新启动,安装好后桌面上有几个快捷方式,一个是铣床—个是车床的,一个是等离子的。
我们选择铣床运行。
(图1)(图2)2、安装好后要做的事:检查设备管理器,看是否有mach3的驱动,如果没有,mach3不能运行操作机器(如图3);(图3)3、破解汉化软件:将安装软件目录“chs”里的文件拷贝到C盘的MACH3目录下(图4),( 我们已经将软件做了适当修改,仿真窗口扩大,以便观察加工过程情况(适用于屏幕分辨率大于1024*768的显示器),如果出现界面变形,可以在MACH3的“设置”、“总体设置”、“屏幕控制”做相应修改,或者在“查看”“加载新界面”选择mach3目录内的1024(1024分辨率).set文件加载)。
MACH3系统机器操作使用说明
MACH 基本操作说明浩然机械首先,感谢您使用我们的产品:一、 软件安装环境:1、 具有并口( 25针打印机接口)输出接口的台式电脑或者笔记本 电脑;2、 电脑操作系统为32位win7以下(部分高版本的MACH 可以在 win64位系统运行),建议使用win7或者XP 系统;注:部分并口驱动电压低于伏左右的电脑,有可能会造成运行的不稳 定。
二、 安装程序MACH 软的安装,我们提供的是和版的版本,安装过程一路默认就可 以了,安装好后桌面上有几个快捷方式,一个是铣床一一一个是车床的, 个是等离子的。
我们选择铣床运行。
(图2)安装好后要做的事:(图1、检查设备管理器,看是否有mach3的驱动,如果没有,mach3不能运行操作机器(如图3);4 目 IDE lTA?iTJJ>I 控制黑 ¥帝IEEE 139斗总线主控制器I 、? Hach3 Driver ] 4 I g fUJUR p H-嚥处理器 田0 SIS 因动器(图3)2、破解汉化软件,按安装要求,把“ chs ”里的文件拷贝到c 盘的 MACH 目录下,(我们已经将软件做了适当修改,仿真窗口扩大,以便观 察加工过程情况(适用于屏幕分辨率大于1024*768),如果出现界面变形,可以在MACH 的“设置”、“总体设置”、“屏幕控制”做相应修改,然后 在“查看” “加载新界面”选择 mach3目录内的文件加载)。
丄chs壬J Mach3Version3.043.0S6(图4)3、运行mach3mill 出现界面如下:忙 ____________________________________ XJt 审》F 徒也 &1 ^9^ *4 »9?5<1 曹裁(图5)世fi 1 请Ifi I Ir 〔. &1二4; 3韵鈕=凶曲&SS U 曹Gea 卜21 &42型季^1/150.193^I +30.0000(!I ~+0.000^1; T «4l?D1 SiWM 丄tI «近更样 I i 鬓 J [ 辰讯富r { ®ttf. KW i 11 MF-*J ii t Ml典*ffIIrr Pm 1■丄■ 持羯 BiQ :3:< itaw 啪 J4、修改对刀代码: 操作”里的“编辑按纽脚本将“对刀代码”内容全部复制出来 ”,然后点击程*丄 I *xr :|||'ij< =I*i 程则[烯伽淘4aztiI 机itaffiQ ] [V 町 )■:* i.,00a 緒颈'Tf? ;J «[ .进_ ■ fcijili tl嫦是 I端口 *1r眉使用此靖口 端口 #£ I 使用比端H M HC 模式|"漑活式0i2TB端口地址里要和你屯厢的并口地址一致」一 祥安装好后没有特殊硬件占用此端口 d 旳话星不需旻更®的| 內核連度 ------------输入1&进制数0-9 厂2-g 引脚作为兰ns_e港就机制作撷:姜时冋0;GO;(X );00(图7)按“对刀”按纽,出现文本代码框,将刚才复制的对刀代码替换掉里面的代码,并保存退出即可基本完成软件的安装。
mach3安装和设置

MACH3的安装和输入输出设置说明:下文中未特意指出右击或双击等的均为鼠标左击,各个菜单、软按键、选项卡等用()括起表示,文件地址等字符串用“”表示。
1、mach3安装过程中,注意下图界面勾选处必须选择,否则安装将不能正常运行;2、mach3软件安装完成后,按要求覆盖安装目录,至此Mach3应该安装成功;3、成功安装后,启动(开始)菜单里的“machscreen”(此软件与mach3无关,如果没有则另行需要安装),(打开)——选择mach3安装目录下的“1024”,如下图,图中“是否”问的是“是否”查看各个图片的根目录;4、左击“循环启动”图片,之后如下图5、左击“image button”后,如下图6、双击“cycle start”后,如下图,选择“OEM Cycle start”后,“OEM Code”栏后会自动由“0”变为“1000”7、双击“hotkey”栏后,会出现一文本框,然后按“Alt+R”,之后如下图8、(保存),至此所有操作目的为:使mach3响应“Alt+R”;9、双击安装目录下或桌面或开始菜单的“Mach3Mill”,启动铣床程序,点击(查看)——(加载新界面)——双击安装目录下的“1024a”,进得界面如下;10、(设置)——(端口/针脚)进入下图,图中“内核速度”有7种选项,该选项与速度有关11、,(电机输出)设置成下图,其中“enabled”意为使能,在此为功能开关,“step pin#”表示脉冲针脚号,“dir pin#”表示方向针脚,“dir lowactive”应是方向取反,“step Low Ac”应是脉冲取反,“step port”应为脉冲端口号(第10项操作中“端口#1”默认为378h,因此本列使用378h时应为1),“dir port”应为方向端口号(第10项操作中“端口#1”默认为378h,因此本列使用378h时应为1),具体内容参看下表,至此步进电机正确连接后应该可以转动;12、要想使用M3、M4、M5、M7、M8、M9等输出信号还要进入(主轴设置),例如“冷却M8 输出#【a】【b】”,其中a为与“输出信号”的“signal”列中的“Output #1~#5”相呼应,b为反向切换的延迟时间;如此设置后使用m3或m4使1号机械手夹紧,m5使1号机械手放松,m7或m8使2号机械手夹紧,m9使2号机械手放松。
mach3教程(1)
设备及软件的安装及设置警告:变频主轴属于精密高速专业主轴,变频是设置非常专业,设置不当将造成变频器和主轴电机的损毁,用户不要私自更改变频器设置,不要拆解主轴电机和变频器,变频器内部有高压可能对您造成伤害,变频器的频率很高如果设备接地不合格可能对系统造成干扰不能正常工作。
数控雕刻机是依靠相关软件控制工作的,设备上的一些安全触发装置也是依靠正确的软件设置才能正常运行,在没有完全确认设置正确的情况下冒然装刀试机可能都设备造成永久的损伤!本设备采用计算机并行接口和PC连接,控制软件MACH3通过并口端口控制雕刻机各轴按照指令运行WINDOWS请用sp2版本,其他版本可能出问题提示:并口(打印口)要求工作在EPP模式,任何其它模式可能造成雕刻机不能正常运行,有关EPP模式的设置应在计算机主板BIOS中进行,各个厂家的设置方法不尽相同,请参阅计算机的说明书进行设置。
警告:控制用的PC应该是台专用的,并尽可能不要按装其它应用软件!警告:部分PC没有自带的并行口,玩家需另行购买PCI插槽的并口扩展卡,任何市售的USB-并口(打印口)的设备都不能使本设备正常运行。
不建议用笔记本电脑控制本设备,如果一定要用请查看笔记本电脑的手册,关掉有关电源管理等相关功能!一、控制软件MACH3的安装警告:在软件的安装及设置过程中请不要开启雕刻机电源以免产生误动作发成意外!1、在随机光盘“MACH3 2.63”目录中打开文件夹“MACH3”2、运行“MACH3 R2.63.EXE”开始安装,全部默认点击“NEXT”直到安装完成3、将“覆盖安装目录”中的全部文件覆盖到软件的安装路径(默认状态下是C:\MACH3),确认覆盖。
4、重新启动您的PC5、正确安装了软件后在系统的设备管理中应该能看到相应的标示,右键点击桌面图标“我的电脑”----“属性”----“硬件”----“设备管理”----可以在列表中看“Mach3 Driver”如果没有应该重新安装软件,重新安装之前应该卸载原来的并手工删除其目录。
mach3教程15469

文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.安装培训教程声明:本雕刻机作为网络交流的个人作品,成品及半成品及套件并非严格意义上的商品,使用者需具备相关知识,凡是涉及机械、电子、计算机的设备都有可能因使用不当或病毒、与其它软件兼容原因等造成故障,此故障可能造成一定的危险及经济损失,本人不对直接及间接损失承担相应责任。
有关软件版权:本机器所涉及的相关软件均来自互联网,原作者享有版权,作为学习了解之用请及时删除并购买授权软件,使用没有授权的软件造成一切损失及法律问题由使用者自行承担。
有关培训范围:本人只对CNC雕刻机承担相应的责任,货款只是设备本身的价格未包含任何软件及软件培训费用,货到后用户在手册指导或通过网络在作者指导下设备调试成功即确认作者的工作完成,本设备使用过程中所涉及到的所有软件不在作者的培训责任之内,作者只能给予适当知道及在自己则能力之内给予答疑解惑网络时代请广大玩家尽量利用网络工具求助交流设备及软件的安装及设置警告:变频主轴属于精密高速专业主轴,变频是设置非常专业,设置不当将造成变频器和主轴电机的损毁,用户不要私自更改变频器设置,不要拆解主轴电机和变频器,变频器内部有高压可能对您造成伤害,变频器的频率很高如果设备接地不合格可能对系统造成干扰不能正常工作。
数控雕刻机是依靠相关软件控制工作的,设备上的一些安全触发装置也是依靠正确的软件设置才能正常运行,在没有完全确认设置正确的情况下冒然装刀试机可能都设备造成永久的损伤!本设备采用计算机并行接口和PC连接,控制软件MACH3通过并口端口控制雕刻机各轴按照指令运行WINDOWS请用sp2版本,其他版本可能出问题提示:并口(打印口)要求工作在EPP模式,任何其它模式可能造成雕刻机不能正常运行,有关EPP模式的设置应在计算机主板BIOS中进行,各个厂家的设置方法不尽相同,请参阅计算机的说明书进行设置。
警告:控制用的PC应该是台专用的,并尽可能不要按装其它应用软件!警告:部分PC没有自带的并行口,玩家需另行购买PCI 插槽的并口扩展卡,任何市售的USB-并口(打印口)的设备都不能使本设备正常运行。
mach3外部输入设置说明
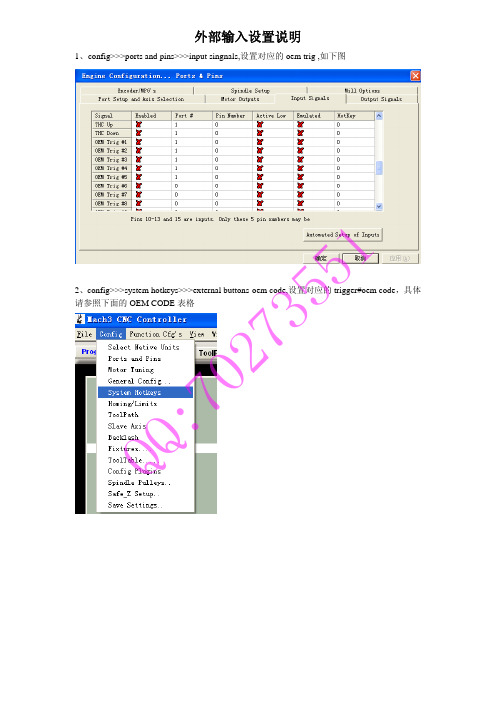
外部输入设置说明1、config>>>ports and pins>>>input singnals,设置对应的oem trig ,如下图2、config>>>system hotkeys>>>external buttons-oem code,设置对应的trigger#oem code ,具体请参照下面的OEM CODE 表格Q Q:702735513、OEM code(oem 代码表)FunctionOEMCode Screen 1 select(e.g. Program Run screen)1 Screen2 select (e.g. MDI screen select) 2 e.g. Toolpath screen select3 e.g. Positioning screen select4 e.g. Diagnostics screen select5 e.g. Corrections screen select6 e.g. Tables screen select7 Inc Inc Up100 Inc Inc Down 101 Reset Interp 102 Jog mode toggle 103 Goto Safe Z104 Home Z then X then Y, A, B, C - set machine coords 105 Units 106 Mach coords 107 Feed raise 108 Feed lower109 Spindle CW, reset THC height 110 Slow Jog Up 111 Slow Jog Dn 112 Flood toggle113Q Q:70273551Mist toggle 114 Edit G-code115 Zero radius DRO on X 116 Zero radius DRO on Y 117 Zero radius DRO on Z 118 Software limits119 Touch button for Tool length offset 120 Tool Tab Save 121 Fixture Tab Save 122 Torch Enable Toggle 123 Torch Cal Zero 124 Enc Load X 125 Enc To X 126Enc Load Y 127Enc To Y 128Enc Load Z 129 Enc To Z130 Toggle Mill/Turn mode 131 Tool Path Toggle 132 Zero X Encoder 133 Zero Y Encoder 134 Zero Z Encoder 135 Tool Offset Tog 136 Fixture Off 137 Go Home138 Part X Offset Touch 139 Part Y Offset Touch 140 Part Z Offset Touch141 Part A Offset Touch 142 Part B Offset Touch 143 Part C Offset Touch 144 Tool X Offset Touch 145 Tool Z Offset Touch 146 Joy Throttle select 147 Touch Corr Enable Toggle 148 Auto Lim Override Toggle 149 OverRide Limits 150 SS on Act4 Toggle 151 reserved 152 reserved153Q Q:70273551reserved154 Units/rev - Units/min toggle 155 Set this line as next to execute 156 Jog Follow 157 Joystick ON 158 Joystick OFF159 Regen toolpath display160 Zero X-Z to stock as defined in DROs (Turn) 161 Coordinate mode (G90/91) 162 Raise spindle speed 163 Lower spindle speed 164 Laser Probe Enable Toggle 165 Zero laser grid at current location 166Z inhibit toggle167Ignore Tool Change toggle 168Close current file 169 Re-load last file 170 Jog increment cycle 171 Clear error label 172 Spindle CCW toggle173 Parallel Port Encoder3 MPG Jog Toggle 174 Cycle axis controlled by MPG 1 175 Block Delete "switch" toggle176 Optional Stop "switch" toggle 177 Offline toggle178Display Abs Machine coordinates (i.e. macnine coords ON)179 Display Work + G92 coordinates (i.e. Machine coords OFF)180 Display Work coords (i.e. not with G92) 181 ??? Toggle Spindle actual 182 Home X, Home Z (Turn) 184 Select X for MPG 1 185 Select Y for MPG 1 186 Select Z for MPG 1 187 Select A for MPG 1 188 Select B for MPG 1 189 Select C for MPG 1 190 Select Jog Increment 1 191 Select Jog Increment 2 192 Select Jog Increment 3 193 Select Jog Increment 4194Q Q:70273551Select Jog Increment 5 195 Select Jog Increment 6 196 Select Jog Increment 7 197 Select Jog Increment 8 198 Select Jog Increment 9 199 Select Jog Increment 10 200 Feed override Off 201 Feed override Jog 202 Feed override Feed203 Jog mode Continuous (same as button 276) 204 Jog mode Step (same as button 275) 205 Joystick On 206 Joystick Off207Clear Z tool offset (Turn) 208Clear X tool offset (Turn)209Set stock correction to Zero (Turn) 210 Home X Home Z (Turn) 211 Home X (Turn) 212 Home Z (Turn)213 Show recent G-code files list 214 Display history 215 Load G-code216 Tool flip toggle (Turn front/rear toolposts)217 Z-inhibit ON 218 Z-inhibit OFF219 Port Bit-Test Set (diagnostic) 220 Anti-dive enabled toggle 221 THC Anti-dive OFF 222 THC Anti-dive ON 223 Flood ON 224 Flood OFF 225 Mist ON 226 Mist OFF 227 Load Teach file228 Toolpath Machine/Job toggle 229 Display Wizard selection window230 Load the normal screens when Wizard done 231 Simple Complex screen toggle 232 Output 4 ON 233 Output 4 OFF234Q Q:70273551Output 5 ON 235 Output 5 OFF 236 Output 6 ON 237 Output 6 OFF 238 Set Help context 239 Def-Ref all axes 240 Tangential toggle241 Save XYZ to G59.254 work offset 242 do G0G53 to G59.254 offset location 243 Move to G59.254 with midpoint selection244 Toggle Jog Mode through Cont/Step/MPG as relevant 245 Force Referenced on all axes 246 CV feed toggle 247CV feed OFF 248CV feed ON249Disable movement on axis X 250 Disable movement on axis Y 251 Disable movement on axis Z 252 Disable movement on axis A 253 Disable movement on axis B254 Disable movement on axis C 255 Machine Coordinates toggle 256 Engine OFFline 257 Engine ONline258 Select encoder jog on axis X 259 Select encoder jog on axis Y 260 Select encoder jog on axis Z 261 Select encoder jog on axis A 262 Select encoder jog on axis B263 Select encoder jog on axis C 264 Select Step value 1 265 Select Step value 2 266 Select Step value 3 267 Select Step value 4 268 Select Step value 5 269 Select Step value 6 270 Select Step value 7 271 Select Step value 8 272 Select Step value 9 273 Select Step value 10274Q Q:70273551Set Jog mode STEP (same as button 205) 275 Set Jog mode CONT (same as button 204) 276 Increment feedrate 277 Decrement feedrate 278 Run reverse279 Switch to last used Wizard 280 Cycle axis controlled by MPG 2 281 Toggle taper mode on MPG 2 282 Toggle dual MPG flag 283 Toggle shuttle mode for MPG 284 Return to paused state 285 Remember paused state 286 Toggle override of rapid feeds 287Crop current dwell now 288??? Set formlas 289Inhibit jog of X axis 290 Inhibit jog of Y axis 291 Inhibit jog of Z axis 292 Inhibit jog of A axis 293 Inhibit jog of B axis 294 Inhibit jog of C axis 295 Do screw calibration routine296 Unconditional crop any dwell now297 reserved298 Toggle bypass feed (enables value in OEM DRO 122) 299 Toggle current tool is in front toolpost300Code for OEMTriggers runs the macro in SetTriggerMacro 301 Cycle MPG jogging mode302 Set MPG jogging mode = Velocity 303 Set MPG jogging mode = Velocity/Step 304 Set MPG jogging mode = do single eaxct steps 305 Set MPG jogging mode = do multiple exact steps 306 Push to jog X++ 307 Push to jog X-- 308 Push to jog Y++ 309 Push to jog Y-- 310 Push to jog Z++ 311 Push to jog Z-- 312 Push to jog A++ 313 Push to jog A--314Q Q:70273551Calibrate MPGs 315 Save tool table 316 Save work offset table317 Drag on toolpath does Zoom toggle 318 Drag on toolpath does Pan toggle 319 Display Wizard select dialog 320 Run Newfangled Wizard321 Emergency bailout - tester use only 322 Toggle visibility of screen 50 323 Turn mode tool touch off X axis324 Toggle use of spindle step line to control Torch volts 325 Turn mode tool touch off Z axis 326 Select MPG jog mode 327unknown 328Push to Jog B++ 329Push to Jog B-- 330 Push to Jog C++ 331 Push to Jog C--332 Toggle axis DROs display Dist to Go 333 Toggle X jog off 334 Toggle Y jog off 335 Toggle Z jog off 336 Toggle A jog off 337 Toggle B jog off 338 Toggle C jog off339 Set a temporary softlimit minimum at current location 340 Set a temporary softlimit maximum at current location 341 reserved343 - 347 Turn off display of menu bar 348 Turn on display of menu bar349 Increment spindle speed by value not % (Turn) 350 Decrement spindle speed by value not % (Turn) 351 Jog X and A axis ++ together (foam machines) 352 Jog X and A axis -- together (foam machines) 353 Jog Y and A axis ++ together (foam machines) 354 Jog Y and A axis -- together (foam machines) 355 Cycle start 1000 Pause (Feed Hold) 1001 Rewind 1002 Stop1003Q Q:70273551Single 1004 Resume 1005 Edit File 1006 Zero All 1007 Zero X 1008 Zero Y 1009 Zero Z 1010 Zero A 1011 Zero B 1012 Zero C 1013 Feedrate reset 1014 Estimate Job 1015 Run from here 1016GotoZs 1017Coord System 1018Verify 1020 Reset 1021 Ref X 1022 Ref Y 1023 Ref Z 1024 Ref A 1025 Ref B 1026 Ref C1027 Joystick Toggle1028 Softlimits Toggle1029 Radius Tracking Toggle 1030 Jog Toggle1031Q Q:70273551。
MACH3软件简单安装设置

MACH3软件简单安装设置安装软件一步一步默认安装软件驱动一定要勾起。
不然会没有输出,或黑屏。
安装后记得先不要运行软件,一定要重启电脑。
桌面我的电脑,右键-管理-计算机管理-设备管理器-MACH3驱动要显示正常,无“!”和“?”软件才能正常使用,如无安装上MACH3驱动或驱动上显示有“!”并口没信号输出。
桌面有快捷图标一个是洗一个是车我们运行洗首先设置单位:左上角“设置”里的“公/英制选择”选公制毫米设置—端口/针脚,端口设置和轴向选择:如果你只有一个并口就选这个如果是步进选25000HZ 是司服可以选高点,注意该打√和要填数值的都和图一样设置,设置好后点应用设置—端口/针脚,电机输出:设置接口脉冲及方向输出,这个定义要根据接口版填写,使能勾起,方向端口勾或不勾可以改变电机方向,脉冲要根据接口版勾或不勾,后面两个1 是第一并口,设置好后点应用。
设置—端口/针脚,输入信号:如果装了限位限位有超限和原点,可以用一个端口脚并联,因为一个并口就5个输入,设定后点应用。
设置—端口/针脚,输入信号:Estop如果软件急停不停闪这要设置一下,P10并口10脚本外部急停脚,HotKey为急停快捷键设定点一下弹出窗口此时按一下键盘上你要设定的急停快捷按键即设定后点应用设置—端口/针脚,输入信号:外部按钮设置这是设置13端口可作对刀信号,HotKey为快捷键设定点一下弹出窗口此时按一下键盘上你要设定的急停快捷按键即设定后点应用设置—端口/针脚输出,输出信号:14为使能控制信号同时也是外置手控制的切换,14信号设好后软件急停下可以用外置手动控制,软件待机或运行时关闭外置手运控制Output #1、为主轴继电器开关设置,Port # 设为1(这里的1是指第一个并口)Pin Number 设为1(这里的1为并口定义第一脚做主轴控制信号)设置—端口/针脚输出,主轴设置:启用主轴继电器控制时要把(禁用主轴继电器)框里的勾去掉设置—系统热键,键盘按键手动控制XYZAB轴正反转,点一下弹出窗口此时按一下键盘上你要设定的按键,依次设定设置—电机调试,电机脉冲数设置,就是电机多少个脉冲拖版走1毫米电机的最快速度和升降速度。
mach3等离子切割设置教程
mach3等离子切割设置教程Mach3等离子切割设置教程1. Mach3软件的安装•下载Mach3软件安装包•双击安装包,按照提示完成安装过程2. 连接等离子切割机与电脑•确保切割机和电脑都已断电•将切割机与电脑通过USB或并口连接线连接•打开电脑和切割机的电源3. Mach3软件的配置配置端口和引脚•打开Mach3软件,并点击菜单栏中的”Config”,选择”Ports and Pins”选项•在”Port Setup and Axis Selection”中根据实际连接情况选择端口号,并点击”OK”保存设置•在”Motor Outputs”标签页中,设置每个轴的引脚号,并勾选其对应的步进电机和方向电机•点击”Apply”和”OK”保存设置配置步进电机•点击菜单栏中的”Config”,选择”Motor Tuning”选项•分别对X轴、Y轴和Z轴的步进电机参数进行设置,包括步进角度、速度和加减速度等•点击”Apply”和”OK”保存设置配置限位和归零•点击菜单栏中的”Config”,选择”Homing/Limits”选项•根据实际情况设置限位开关的引脚号,并勾选其对应轴的限位开关选项•设置各轴的归零方向和归零速度•点击”Apply”和”OK”保存设置4. Mach3软件的操作打开G代码文件•在Mach3软件的主界面点击”File”,选择”Load G-code”选项,选择需要切割的G代码文件•点击”Open”打开文件预览和编辑G代码•在Mach3软件的主界面点击”View”,选择”Tool Path”选项,可以预览切割轨迹•在Mach3软件的主界面点击”Edit”可以对G代码进行编辑,如修改切割深度、速度等设置切割参数•点击Mach3软件界面上方的切割参数设置按钮•根据实际需要设置切割速度、温度、切割模式等参数•点击”OK”保存设置开始切割•确保切割机和工件的准备就绪•在Mach3软件的主界面点击”Reset”按钮,重置切割机的状态•点击”Mach3”按钮,切换到自动切割模式•点击”Cycle Start”按钮,开始切割5. 切割机维护和故障排除•定期检查切割机的电源线、信号线等连接是否松动•清洁切割机的切割头、导轨等部件,保持其良好的工作状态•如果切割机遇到故障,可以通过查阅切割机的使用手册或联系售后服务进行故障排除以上就是关于Mach3等离子切割设置的详细教程,希望能帮助到您!6. 常见问题与解决方案问题一:切割机不能正常移动•检查切割机与电脑的连接是否正常,确保连接线没有松动或损坏•检查步进电机的引脚设置是否正确,确保步进电机与对应的引脚连接正确•检查电源是否正常供电,确保切割机有足够的电源支持问题二:切割深度不稳定•检查切割头的高度调节是否正确,确保切割头与工件的距离稳定•检查切割头的刀具是否锋利,如果刀具已经磨损,及时更换刀具•检查切割速度是否过快,适度降低切割速度可以提高切割质量问题三:切割轨迹不精准•检查限位开关的设置是否正确,确保切割机在切割过程中不会超出工作范围•检查导轨是否有杂物或污垢,及时清洁导轨以保持平滑的运动•检查步进电机的驱动器是否正常,如果驱动器有问题,及时更换或维修7. 安全注意事项•在操作切割机之前,确保熟悉切割机的操作手册,并严格按照要求操作•在切割过程中,避免身体接触切割头和刀具,以免发生意外伤害•使用防护眼镜、手套和长袖衣物等个人防护装备,确保自身安全•在操作切割机过程中,注意周围环境的通风和火源等情况,避免发生意外事故以上就是关于Mach3等离子切割设置的详细教程和常见问题解决方案,希望能帮助到您!如果您还有其他问题或需要更多帮助,可以随时向我提问。
Mach3软件的设置方法
Mach3软件的设置方法
以下设置是采用温州通卡的接口板。
接口板并口的定义
1、主轴低速;
2、X脉冲;
3、X方向;
4、Y脉冲;
5、Y方向;
6、Z脉冲;
7、Z方向;
8、A脉冲;
9、A方向;10、急停;11、Y 限位;12、X限位;13、Z限位;14、主轴脉冲;15、A限位;16、B脉冲;17、B方向。
1、首先选择公制;
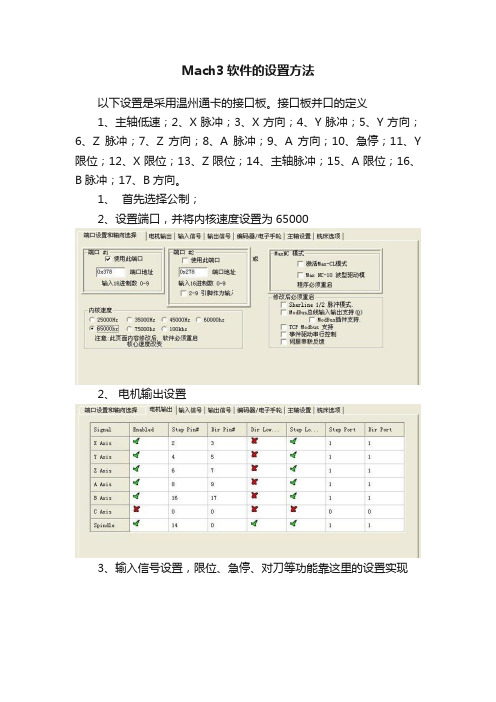
2、设置端口,并将内核速度设置为65000
2、电机输出设置
3、输入信号设置,限位、急停、对刀等功能靠这里的设置实现
4、输出信号设置
5、电机参数设置,X、Y轴的螺距是4mm,采用32细分,setps per 设置为1600,Z轴的螺距是5mm,采用32细分,setps per 设置为1280
先点一下“紧急复位”,使灯停止闪动,再点“循环开始”就可以运行G代码程序了。
【设置】Mach3教程

【关键字】设置安装培训教程声明本雕刻机作为网络交流的个人作品。
成品及半成品及套件并非严格意义上的商品使用者需具备相关知识凡是涉及机械、电子、计算机的设备都有可能因使用不当或病毒、与其它软件兼容原因等造成故障此故障可能造成一定的危险及经济损失本人不对直接及间接损失承担相应责任。
有关软件版权本机器所涉及的相关软件均来自互联网原作者享有版权作为学习了解之用请及时删除并购买授权软件使用没有授权的软件造成一切损失及法律问题由使用者自行承担。
有关培训范围本人只对CNC雕刻机承担相应的责任货款只是设备本身的价格未包含任何软件及软件培训费用货到后用户在手册指导或通过网络在作者指导下设备调试成功即确认作者的工作完成本设备使用过程中所涉及到的所有软件不在作者的培训责任之内作者只能给予适当知道及在自己则能力之内给予答疑解惑网络时代请广大玩家尽量利用网络工具求助交流设备及软件的安装及设置警告变频主轴属于精密高速专业主轴变频是设置非常专业设置不当将造成变频器和主轴电机的损毁用户不要私自更改变频器设置不要拆解主轴电机和变频器变频器内部有高压可能对您造成伤害变频器的频率很高如果设备接地不合格可能对系统造成干扰不能正常工作。
数控雕刻机是依靠相关软件控制工作的设备上的一些安全触发装置也是依靠正确的软件设置才能正常运行在没有完全确认设置正确的情况下冒然装刀试机可能都设备造成永久的损伤本设备采用计算机并行接口和PC连接控制软件MACH3通过并口端口控制雕刻机各轴按照指令运行WINDOWS请用sp2版本其他版本可能出问题提示并口打印口要求工作在EPP模式任何其它模式可能造成雕刻机不能正常运行有关EPP模式的设置应在计算机主板BIOS中进行各个厂家的设置方法不尽相同请参阅计算机的说明书进行设置。
警告控制用的PC应该是台专用的并尽可能不要按装其它应用软件警告部分PC没有自带的并行口玩家需另行购买PCI插槽的并口扩展卡任何市售的USB-并口打印口的设备都不能使本设备正常运行。
MACH3常用设置
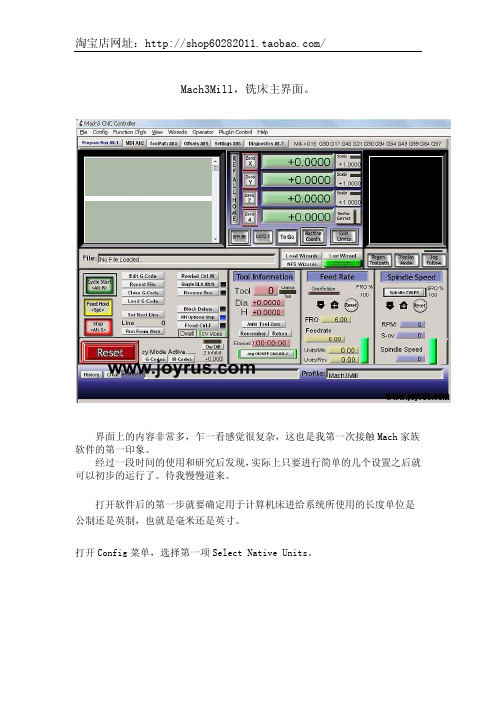
Mach3Mill,铣床主界面。
界面上的内容非常多,乍一看感觉很复杂,这也是我第一次接触Mach家族软件的第一印象。
经过一段时间的使用和研究后发现,实际上只要进行简单的几个设置之后就可以初步的运行了。
待我慢慢道来。
打开软件后的第一步就要确定用于计算机床进给系统所使用的长度单位是公制还是英制,也就是毫米还是英寸。
打开Config菜单,选择第一项Select Native Units。
随后会弹出一个提示窗口,不用理睬直接点击OK。
(提示内容是告诉用户这里的长度单位的确定与G程序中使用的长度单位没有关系,这里确定机床步进(伺服)电机,在进给运动时所使用的长度单位。
)之后就会出现单位定义窗口了。
我使用了mm‘s,也就是毫米,因为我使用的丝杠是2.5mm导程(螺距)的,是公制的的丝杠。
所以这样可以方便的计算出步进电机的转速,而不存在单位换算出现的误差。
按下ok后即可。
第二步,开始设定你的Mach接口,定义并口引脚功能。
这也是Mach中设定最关键的部分,机床是否能够正常的运行就靠这里的设定。
Config菜单-Ports and Pins项弹出Ports & Pins对话框,此对话框内有多个标签窗口。
首先看到的是PortSetup and Axis Selection标签窗口。
窗口中有以下选项是我们要关注的,Port #1中定义了PC主板上唯一的一个并口地址,这个地址在主板BIOS中已经定义一般为默认,无需要更改,Port Enable打勾有效。
Port #2定义如果主板上有第二个并口,则定义了第二个并口的地址。
Kernel Speed核心频率定义了mach系统的最高运行速度,决定了机床进给速度的极限,无论是步进电机还是伺服电机最高脉冲频率决定了其转速,所以Kernel Speed的频率限制其最大脉冲频率。
一般步进电机的转速比较低,极限转速大约700转,标准脉冲是每转200个,如果使用细分驱动器达到8细分的话就是1600个脉冲转一圈。
MACH3设置教程

M A C H3设置教程本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.MarchMach3英文版是用注册文件注册,中文版是用加密狗方式。
英文版只要有一个注册文件到处可以用,这个注册文件网上有的下载,去年的0day里出来过的。
中文版只能用狗,这狗是用的彩虹公司的精灵狗,空狗35块钱一只,硬件复制的我没见过。
所以:只要到官方下载最新的英文版安装文件,装上,然后下载对应的英文版的汉化文件覆盖,把注册文件放到mach3安装目录下,装个中文版的把里面的界面文件复制过来,这样就可以用的跟正版一样了。
不要相信人家说没狗会丢步这么一说,这是人家想多卖几只狗。
Mach 3 中文版软件下载:ChineseMach/在自製CNC 雕刻机方面,MACH3恐怕是功能最好,使用最多的软体了,经过一段时间的摸索,整理了一份使用教程,与大家分享,正在整理一份详细教程,完成后会分享﹗我正在试用的MACH3 和六轴界面第一部分先介绍最基本的设置,以后会不断完善直接双击桌面图标,打开程式六轴主界面软体初始设置机器人,雕刻软体初始设置都在这裡初始设置第一项单位RobotCNC应该根据原始加工代码定义的单位确定端口设置是MACH3最基本最重要的设置项目,应该认真阅读自己的界面板及驱动板说明书中有关端口定义的内容后,再详细设置﹗并口选择和传输速度一般都只使用一个并口,默认即可,其他参数要根据界面板设置。
各轴电机端口和针脚设置step pin#︰步进信号,dir pin#︰方向信号,stepport ,dir port 各针脚所在端口。
输入端口设置︰根据界面板定义分发的并口针脚,设置各轴的限位开关、原点以及DAO输入。
在输入端设定 Estop--紧停开关。
根据界面板定义的紧停开关设置相应针脚,如没有连接开关,可在界面板上短接,否则软体紧停按钮可能一直会闪烁--因為它会认為是紧停开关没有复位﹗﹗输出设置,根据界面板定义设置软体信号输出针脚--控制主轴、冷却、切削帮浦等的起停运转软体限位设置从动轴定义系统热键设置这裡设置步进电机的脉波,速度参数,关键是要根据自己的驱动和电机的参数情况,逐步调试设置到最佳参数﹗设置脉冲数,这要根据你丝杆螺距,驱动板细分数,电机角度来设置多少个脉冲走1毫米,并且可以设置电机起停加速参数,记住每个轴设置完成后都要储存一下 ...。
mach3教程
安装培训教程声明:本雕刻机作为网络交流的个人作品,成品及半成品及套件并非严格意义上的商品,使用者需具备相关知识,凡是涉及机械、电子、计算机的设备都有可能因使用不当或病毒、与其它软件兼容原因等造成故障,此故障可能造成一定的危险及经济损失,本人不对直接及间接损失承担相应责任。
有关软件版权:本机器所涉及的相关软件均来自互联网,原作者享有版权,作为学习了解之用请及时删除并购买授权软件,使用没有授权的软件造成一切损失及法律问题由使用者自行承担。
有关培训范围:本人只对CNC雕刻机承担相应的责任,货款只是设备本身的价格未包含任何软件及软件培训费用,货到后用户在手册指导或通过网络在作者指导下设备调试成功即确认作者的工作完成,本设备使用过程中所涉及到的所有软件不在作者的培训责任之内,作者只能给予适当知道及在自己则能力之内给予答疑解惑网络时代请广大玩家尽量利用网络工具求助交流设备及软件的安装及设置警告:变频主轴属于精密高速专业主轴,变频是设置非常专业,设置不当将造成变频器和主轴电机的损毁,用户不要私自更改变频器设置,不要拆解主轴电机和变频器,变频器内部有高压可能对您造成伤害,变频器的频率很高如果设备接地不合格可能对系统造成干扰不能正常工作。
数控雕刻机是依靠相关软件控制工作的,设备上的一些安全触发装置也是依靠正确的软件设置才能正常运行,在没有完全确认设置正确的情况下冒然装刀试机可能都设备造成永久的损伤!本设备采用计算机并行接口和PC连接,控制软件MACH3通过并口端口控制雕刻机各轴按照指令运行WINDOWS请用sp2版本,其他版本可能出问题提示:并口(打印口)要求工作在EPP模式,任何其它模式可能造成雕刻机不能正常运行,有关EPP模式的设置应在计算机主板BIOS中进行,各个厂家的设置方法不尽相同,请参阅计算机的说明书进行设置。
警告:控制用的PC应该是台专用的,并尽可能不要按装其它应用软件!警告:部分PC没有自带的并行口,玩家需另行购买PCI 插槽的并口扩展卡,任何市售的USB-并口(打印口)的设备都不能使本设备正常运行。
MACH3系统机器操作使用说明

MACH3系统机器操作使用说明一、系统安装与配置2.连接数控机床或机器人,并检查其电气连接是否正确。
3.配置各轴的步进电机和驱动器参数。
4.配置刀具库和工件坐标系统。
二、界面介绍1.主界面:显示当前的机床状态、坐标位置和运行信息。
2.菜单栏:提供常用的操作选项,如文件打开、保存和导出等。
3.工具栏:包含一些常用的功能按钮,如开始、停止、暂停和回原点等。
4.配置窗口:用于设置整个系统的参数和各轴的运动参数。
6.DRO显示窗口:显示当前轴的坐标位置和运动状态。
三、基本操作1.加载G代码文件:使用菜单栏的“文件”选项打开G代码文件,并选择正确的文件格式。
2.设置刀具:在菜单栏的“工具”选项中选择“刀具设置”,设置刀具的直径和长度等参数。
3.设置工件坐标原点:在菜单栏的“工具”选项中选择“SETXYZ”设置工件坐标原点。
4.设置加工速度:在菜单栏的“设备”选项中选择“设置速度”,设置加工速度。
5.单段运行:在菜单栏的“执行”选项中选择“单段运行”,用于逐行运行G代码程序。
四、手动操作1.选择手动方式:点击主界面的“手动”按钮,选择需要操作的手动方式,如手动运动、手动进给和手动连续等。
2.手动运动:在手动运动方式下,选择需要操作的轴,并点击箭头按钮进行手动运动。
3.手动进给:在手动进给方式下,选择进给速度和进给距离,并点击箭头按钮进行手动进给操作。
4.手动连续:在手动连续方式下,选择运动方向和连续运动速度,并点击箭头按钮进行连续运动。
六、程序运行1. 选择运行模式:点击主界面的“Auto”按钮,选择运行模式,如连续运行、单步运行和循环运行等。
2.开始运行:点击工具栏的“开始”按钮,开始运行G代码程序。
3.暂停运行:点击工具栏的“暂停”按钮,暂停当前的程序运行。
4.停止运行:点击工具栏的“停止”按钮,停止当前的程序运行。
七、常见问题和故障排除1.轴运动不正常:检查轴的连接是否松动,及时更换老化或损坏的部件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
初始设置第一项单位
初始设置第一项单位
应该根据原始加工代码定义的单位确定
第二项端口设置
端口设置是MACH3最基本最重要的设置项目,应该认真阅读自己的接口板及驱动板说明书中有关端口定义的内容后,再详细设置!
下载 (55.58 KB)
一。
并口选择和传输速度一般都只使用一个并口,默认即可
2007-8-16 14:00
一。
并口选择和传输速度一般都只使用一个并口,默认即可,其他参数要根据接口板设置。
二。
各轴电机端口和针脚设置step pin#:步进信号,dir pin#:方向信号,step port ,dir port 各针脚所在端口。
三。
输入端口设置:根据接口板定义分配的并口针脚,设置各轴的限位开关、原点以及DAO输入。
在输入端设定 Estop--紧停开关。
根据接口板定义的紧停开关设置相应针脚,如没有连接开关,可在接口板上短接,否则软件紧停按钮可能一直会闪烁--因为它会认为是紧停开关没有复位!!
五。
输出设置,根据接口板定义设置软件信号输出针脚--控制主轴、冷却、切削泵等的起停运转
软件限位设置
从动轴定义
系统热键设置
第六项电机设置
这里设置步进电机的脉冲,速度参数,关键是要根据自己的驱动和电机的参数情况,逐步调试设置到最佳参数!
下载 (65.11 KB)
设置脉冲数,这要根据你丝杆螺距,驱动板细分,电机角度来设置多少个脉冲走1毫米,并且可以设置电 ...
2007-8-16 14:13
设置脉冲数,这要根据你丝杆螺距,驱动板细分数,电机角度来设置多少个脉冲走1毫米,并且可以设置电机起停加速参数,记住每个轴设置完成后都要储存一下 ...
设置完这步,恭喜你已经可以用你的MACH3软件控制你的机器进行雕刻铣削加工了,更加详细的操作资料,正在整理,我会尽快上传!!。