ASGA398型五单元传动单浆槽浆纱机
浆纱机的现状和发展

现代纺织上浆》系列之四浆纱机的现状和发展、浆纱机发展概要由于原纱的纤维间抱合不强、表面毛羽较多,难以直接织造。
为提高经纱在织机上可织性,以使经纱能在织机上承受经仃片、综、筘和经纱之间等等的反复摩擦、拉伸、弯曲等作用,而不致起毛、甚至断头。
这就是我们常说的,经纱上浆目的是贴伏毛羽、增强耐磨。
经纱上浆工艺过程早在古代就有。
那时的手工浆纱是将经纱碾成片状,用刷子或筘抹上浆糊,晾干后绕成织轴。
元代王祯《农书》中有使用纑刷对经纱上浆的图文。
《天工开物》中"过糊"一节记载了用淀粉、牛皮胶、骨胶浆丝的方法和工具。
18世纪末英国出现动力织机,使浆纱和织布分开而成为一个独立的工序,从而出现了现代浆纱机的雏形。
以后几经改进,到1853年英国人J.博洛夫等的专利,使浆纱机具有它的基本特征。
A、浆纱方法:浆纱方法大致有如下几种1、绞纱上浆------是近代用得最早的一种浆纱方式,有手工和机械两种,都是将绞纱在浆液中浸透、绞干、抖松,然后烘干。
这种方法适用于色织、织带、复制品等小批量生产。
2、单纱上浆------从筒子上退出单纱,在单纱上浆机上浆、烘干后再卷绕成浆纱筒子。
也可在低速络纱机上加装浆槽和烘干器而成。
也有专一设计的《单纱上浆机》。
这种方法虽然产量低、工耗大,但上浆质量好、浆膜完整度高。
在丝织和苎麻织造中有时采用。
近来在特种纤维上浆常有应用。
3、织轴上浆------由分条整经机做成织轴,经上浆后再卷绕成织轴。
多用于丝织、色织的多品种和小批量生产。
4、经轴上浆------将若干只经轴上的经纱同时引出,浸入浆液,压掉多余浆液,烘干、分纱,最后按规定长度巻成织轴。
这是应用得最广的上浆方法。
在老的丝织厂用于粘胶长丝上浆时,也有用醮浆方式的。
5、整浆联合------在整经机的筒子架和机头之间安装一套上浆和烘干装置,将整经和上浆合成一道工序,多用于合成纤维长丝上浆。
6、染浆联合------在浆纱机的浆槽前加装染色烘干设备。
浆纱机浆槽上浆机构的配置

l 浆槽上浆机构配置 的类 型
国 内现广 泛应 用 的浆纱 机 的浆槽 上浆 机构 配置 大 致分 为 3个 类 型 : 4 浆纱 机类 型 —— 单浸 双 压形 G12型 式 ; 国 祖 克 ¥3 型 、 纺 机 G 38型 浆 纱 机 类 德 42 郑 A0 型—— 双浸 四压 ( 带侧 压 ) 式 ; 形 日本 津 田驹类 型—— 单 浸三 压 ( 侧 压 ) 式 。 以上 类 型 的上 浆 机 构 配 置 带 形 都 采用 了高压 力压 浆设 计 , 以保 证有 足 够 的压 浆力 , 压
Ke y wor s:s z n d i i g nmc n hi e;s z o ie b x;i v s i a i n n e tg to
近年来 随 着无梭 织 机 的快 速 发 展 , 档 织 物 品种 高
制上浆辊因导热系数高造成 的不 足, 改善横 向浆斑现
象, 但操 作工 不慎 损 坏 辊 面 和包 覆 橡 胶 仍 是 当前 急 需
( hnzo eteM cieyC . t. a y 50 3 hn ) Z eghuT x l ahnr o。Ld,N  ̄g 0 5 ,C i i n 4 a
Ab ta t n t i p p ra d s u s d te a s rig o iig d v c so ie b x o ie . I h l s t a ii g d vc s h v o b l s r c :I h s a e 糟 i s e so t f s n e ie n sz o s r t od h tszn e ie a e t e wel c h n z f z
重要 , 要根据各上浆机构配置 的最大压力值来确定合 适 的包胶硬度 , 根据国内外浆纱机制造厂及使用厂推
恒天重工GA浆纱机参数表
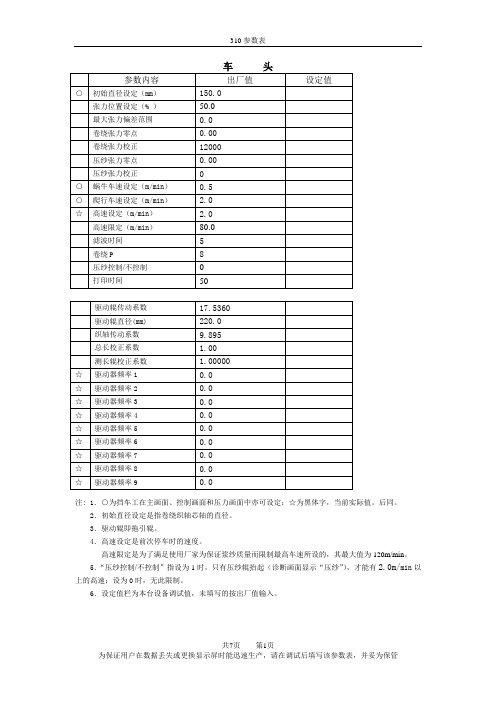
注: 1.○为挡车工在主画面、控制画面和压力画面中亦可设定;☆为黑体字,当前实际值。
后同。
2.初始直径设定是指卷绕织轴芯轴的直径。
3.驱动辊即拖引辊。
4.高速设定是前次停车时的速度。
高速限定是为了满足使用厂家为保证浆纱质量而限制最高车速所设的,其最大值为120m/min。
5.“压纱控制/不控制”指设为1时,只有压纱辊抬起(诊断画面显示“压纱”),才能有2.0m/min以上的高速;设为0时,无此限制。
6.设定值栏为本台设备调试值,未填写的按出厂值输入。
经轴退绕前经轴退绕后经轴退绕○张力(N) 800 -7.0 800 -13○总长设定(m) 3750直径(%) 50.00 100 50.00 100零点N 量程% 0.000 1.0 0.000 1.0加/减速力矩 +0.00 -1 +0.00 -1上/下限 70.00 0.0070.00 0.00PID 容差L 容差H 影响力L 影响力H 容差L 容差H 影响力L 影响力H 1.0 5.0 0.02 0.10 1.0 5.0 0.02 0.10 PID限制 0.000 0.000实际长度(%) 100.00 97.45 100.00 97.45初始惯量 50.0 50.0☆控制输出量(%) 27.90.33Mpsi 27.90.33卷轴数量 10.00 10.00制动因素 0.10 0.10控制分量70.00 70.00气压标定系数 0.6[MPsi]每20毫安/[mA] 0.6张力标定系数 1500.00牛顿每100%位置 1500.00合并烘前预烘后预烘前浆槽注:湿区2指上浆辊与预热烘筒间,湿区1指预热烘筒与合并烘筒间。
后浆槽回潮参数配置(控制画面,采用美国斯坦博回潮仪)当实验仪器经过检测的实际回潮率与OP上显示的回潮率数值大小不一致时,可以通过调节回潮偏置,使之与实际的回潮率达到一致。
(整理)CE第五章独立传动上浆机构ASGA368.
第五章独立传动上浆机构1.概述:1.1总则:浆槽主要辊类配置:一根引纱压辊一根浆槽引纱辊一根张力辊一根入槽小导辊二根浸没辊二根上浆辊二根压浆辊该设备介绍也包括特殊配件的介绍及运行说明由于供应的项目根据定货单选择,配件可能与一些介绍和图解有差异。
我们的设计要得到连续进一步的发展,因此这些说明不是固定不变的,我们保留在设计方面修改的权利。
你的设备可用本介绍没有说明的配件装备,盐城市宏华纺织机械有限公司很高兴提供给你正确的操作资料和注意事项。
该设备装配有最先进的安全装置在危害中保护你,尽管如此,你仍需遵守一定的安全规则。
因为这个原因,在第一部分你将找到安全规则。
一些可能发生的危险在本资料中也有新说明。
为了你自己,我们建议你在设备投入运行之前先读整个资料和介绍。
1.2备注:该设备说明中包括的重要标志状态如下:= 危险警告▲ = 一般建议● = 实际应用附近的组件和零件也在它们要求说明的范围内介绍。
由于根据客户的定单供应配件,这些说明和图解也许会背离实际的供应件。
1.3安全规则:1.3.1 总安全警告设备安装了先进的安全保护装置,从可能的危险中来保护您用户。
即使装置被用于正确的目的,仍然存在着危险。
当危险发生时,通过认识和避免危险来保护您自己。
因此,留意以下建议是必要的。
操作者必须在设备使用前,听取和阅读说明。
培训由以下组成:※ASGA368-5-01※机器操作实践基本的具体的设备安全规则:设备的安全指示,危险区域和潜在危险当设备使用时,最初的技术指导由盐城市宏华纺织机械有限公司给出,为了它的使用更有效,要求顾客的使用要结合设备的日常工作。
用户对所有其它的关于设备的指导负责:如果设备在没有厂方指导的情况下被运行,(出现危险或损坏),那么用户应该承担责任。
设备的维修和准备工作必须由合适的,具有资格的受过培训的工程师来施。
如果机器配件需要更换,只能由盐城市宏华纺织机械有限公司提供的配件。
当使用任何我公司以外的配件,万一发生危险,我方(制造商)不承担任何责任。
第九章浆纱

• 预热浆箱:作用是预煮浆液和循环 使用浆液,以稳定浆液性质和液面 高度。
• 浸浆长度:经纱自浸入浆液至压浆 辊挤压点之间的距离。
ቤተ መጻሕፍቲ ባይዱ
3、压浆辊的压力及其调节
• (一)压浆辊压力的组成: • 由压浆辊的重量和加压装置产生的附加压力组成。
经轴上浆、织轴上浆、整浆联合、染浆联合、 单纱上浆、绞纱上浆
• (三)浆纱工序的组成
• 1.调浆:选择浆料以一定比例配合调料成一定浓 度的浆液
• 2.上浆: • (1)绞经上浆:将绞经浸渍浆液,挤压、烘干。 • (2)经轴上浆:若干经轴并合、上浆、烘干、卷
绕成浆轴。
(四)、浆纱工序在生产中的重要性
二、GA391型单纱浆纱机
1)技术参数:
品种适应性: 棉、麻、丝、毛、合成长丝 及不锈钢纱。
纱支范围: 5~500Tex 锭度: 6锭
速度: 20-400m/min 变频调速及电子计长 筒子容量: 1kg 主电机: 1.5kw 吹风机: 0.03kw
烘房加热形式: 电加热 上浆: 单浸双压、压力可调。 占地面积: 3250 * 1550 *1550(mm)
• 4、与降低成本关系很大,节约浆料、用汽、回丝 等。
(五)、浆纱工程的要求: 1、上浆量符合工艺设计要求,避免过大或过小。 2、上浆均匀。 3、浆液对纤维有良好的粘附性、即被覆和浸透的比例应符合工 艺要求。 4、上浆后纱线毛羽贴伏,浆膜平滑,柔软而又坚韧。 5、上浆后纱线的弹性伸长损失小。 6、上浆后纱线的顺潮率应符合工艺设计要求,浆膜具有一下吸 湿性。 7、浆料来源充足,价格便宜,调浆操作简便而安全。 8、织物在后处理时,浆料容易退净废液而净化,不污染环境。 9、织轴卷绕质量良好。 10、在保证浆纱质量前提下,不断提高浆纱生产率,并逐步提高 浆纱操作的自动化程度。 11、节约能源消耗,不断降低浆纱成本,提高浆纱经济效益。
ASGA398型五单元传动单浆槽浆纱机

ASGA398型五单元传动单浆槽浆纱机技术要求及配置Technical Requirements and Configuration forASGA398-five Units Transmission single -trough Sizing Machine用户单位: Customer:供方单位:盐城市荣意来纺机有限公司Supplier: Yancheng Rongyilai Textile Machinery Co.,Ltd 报价产品:ASGA398型五单元传动单浆槽浆纱机Products: ASGA398-five Units Transmission single -trough Sizing Machine电话/传真:0086-515-82680296 邮编:224050 Tel/Fax :0086-515-82680296 Post Code :224050地址:江苏省盐城市亭湖区盐东镇东南工业园区Address: Southeast Industrial Park, Yandong Town, Tinghu Area, Yancheng City,Jiangsu Province.该机适应短纤经纱上浆的五单元传动单浆槽浆纱机.适应阔幅,高密织物的上浆工艺要求,可为各类无梭及有梭织机配套.该机凝聚我公司多年设计制造浆纱设备的经验,并借鉴和综合国内外短纤上浆工艺设备的最新控制和检测技术,开发研制出新一代机电仪一体化,多单元浆纱机.This Machine adapts to the five units transmission single -trough sizing machinewith staple warp sizing and in accordance with broadwoven, high-density fabricsizing process requirements, as supporting various types of shuttle and shuttleloom. Our company gathers many years of experience in aircraft design andsizing equipment and learns the latest control and monitoring technology ofsizing staple process at home and abroad, developing a new generation of mechatronics, multi-unit sizing machine.1 设备型号及名称:ASGA398型五单元传动单浆槽浆纱机Specification and Name: ASG398-five Units Transmission Single -troughSizing Machine2 数量:1台Quantity: 1 set3 设备的组成:Equipment Components3.11套经轴架1 set Creel●可容纳经轴只数只Beam Quantity piece●经轴盘片最大直径 1000-1250 mmMax Diameter of Warp Beam Disc 1000-1250 mm●经纱最大宽度(盘片之间最大宽度) 2200mmMax Width of Warp (Max Width of Disc)2200mm●钢制H型结构,每组可排放4只经轴,分上下二层, 组.H-type steel structure, each beam can be discharged 4 sets of warp beam, the upper and lower layer,group(s).●每组经轴架之间有操作踏板(花纹板翻边),钢管制作的导纱辊表面镀硬铬.Each creel have operation pedal (Diamond Plate flange), the guide roller made from steel pipe with surface hard chromium plated.●经轴摆放在带有抗摩擦的轴承支座上,有调节手轮调节横向移动距离,两边均可调节.Warp beam places in the anti-friction bearings with the adjustment hand wheel, adjusting lateral movement, both sides can be adjusted.●经轴架上只经轴的一边均带有气动式制动装置.含UC310外球面轴承只,以及与整经机经轴配套的相关件.One side of piece(s) of warp beam in creel has air brakes.Include piece(s) of UC310 spherical bearings, as well as related parts for supporting beam warping machine.3.21只浆槽,两侧均可进浆.1 trough, take into the slurry on both sides.●经纱张力调节装置Warp tension adjustment device浆槽配备一套经纱张力调节装置,用于控制纱线退绕张力,有张力指示.并通过张力传感器反馈给控制轴架退绕张力的两只比例阀,实现在线控制.具有手动和自动控制功能.Trough is equipped with a set of warp tension adjustment device for controlling yarn unwinding tension, indicating a tension. And through the tension sensor feedback to two proportional valves which control the unwinding tension of creel to realize on-line control. With the characteristics of manual and automatic control function.●浆槽工作宽度为2200mm.The width of trough is 2200mm●主浆槽容积为160L,辅助浆槽容积为150L.The volume of the main trough is 160L; the volume of auxiliary trough is 150L.●上浆机构,加压方式及压力指标:双浸双压式结构.Sizing structure, pressure ways and pressure indicators: double-dip anddouble-pressure structure前,后压浆辊均为采用气缸双侧同步加压方式.Front and back grouting roller use cylinder bilateral synchronous pressure way.前,后压浆辊均为橡胶辊(采用德国进口橡胶),前压浆辊为橄榄芯高压压浆辊,浸没辊,上浆辊为外包覆不锈钢辊,浸没辊采用不锈钢轴承支承.Front and Back grouting rollers are rubber roller (rubber imported from Germany), front grouting roller is high pressure roll with the olive core roller, immersion rollers, sizing roller coated stainless steel, immersion roller with stainless steel bearings.前压浆辊压浆力:0- 40KN,压力随车速变化而变化,亦有两级切换功能.Front grouting roller grouting force: 0 - 40KN, pressure changes with the speed, also with two switching functions.后压浆辊压浆力:0-20KN,可无级设定.Back grouting roller grouting force: 0-20KN, can be set infinitely.浆槽结构:Trough structure浆槽机架为钢板结构,外罩不锈钢罩壳,两侧有可开启的门.上侧为一整体盖板,可拆卸便于上浆辊的维护.浆槽采用双层不锈钢制作,主浆槽和辅助浆槽联成一体,辅助浆槽靠轴架一侧.Trough frame is steel structure with stainless steel casing; the door can be opened on both sides. The upper side is a whole cover plate which could remove for the sizing roller maintenance. Trough is made of double stainless steel, primary and secondary trough combined into one, secondary trough on the creel side.蒸汽直接加热,加热管采用不锈钢材料,浆槽配备一组浆液温度自动控制系统.Steam heat directly, heating tube is made of stainless steel; trough is equipped with slurry temperature control system.浆槽前方进浆,瀑布式溢流口回浆,浆液循环采用不锈钢浆泵,由1.1kw的电机驱动.辅助浆槽的液面可自动控制,并具有自动补充浆液功能.Trough front into slurry which back through waterfall outgate .Slurry circulating use stainless steel pump, driven by a 1.1kw motor. The liquid of the auxiliary trough can be automatically controlled and have the functions of automatic added the slurry.上浆辊轴头采用盘根+密封轴承座+密封挡浆板的密封形式.The shaft of sizing roller use the sealing style of packing + sealing bearing block + sealing pulp block.采用引纱辊,张力辊,压纱辊三辊式引纱装置,引纱辊表面包覆合成橡胶,压纱辊气动控制,张力辊具有张力指示.With three cited yarn device consists of lead yarn roller, tension roller, pressure roller gauze roll, roller gauze coated with citing synthetic rubber, gauze roll with pneumatic pressure control, and tension roller with tension indicating浆槽与烘房之间配有一根湿分绞棒,随车速变化而变化.Trough and the drying room are equipped with a wet sub-twisted rod whichchanges with the speed.✧循环浆泵移至外侧,便于保养和维护.Circulating pump could move outside for maintenance and repair.●浆槽传动:Trough transmission浆槽引纱辊与上浆辊分别由两只独立的变频电机驱动.经纱的喂入张力自动控制,经纱湿区张力自动控制.Cited yarn roller and the sizing roller for each trough drive by two independent Variable frequency motors. The feeding tension and the warp tension in wet zone automatically controlled.3.32组半烘燥装置,其中1组为合并烘干装置(一列式结构)2.5 Groups of drying device, one of them is a combined drying device (astructure)●预烘装置Pre-drying device预烘,烘干装置配备10只Φ800-2400mm平板封头不锈钢烘筒,工作压力≤0.35Mpa,预烘烘筒表面均涂覆聚四氟乙烯防粘层.配备5组烘燥温度自动控制装置.Pre-drying, drying device is equipped with 10 pieces of Φ800-2400mm flat head stainless steel drying tube, working pressure ≤ 0.35Mpa, pre-baking drying cylinder surfaces are coated with Teflon anti-sticking layer, with five sets of drying temperature controlled device.●烘燥装置的结构Drying Device Structure钢结构框架,两侧为薄钢板制作的门.Steel frame, the door is made of thin steel plate on both sides烘筒两边由轴承及轴承支承.The both sides of drying cylinder support by the bearing.冷凝水由虹吸管排出烘筒.Condensed water discharged from drying cylinder by the siphon tube.整个烘燥装置与1只浆槽的排湿采取一整体结构的排汽罩,采用不锈钢制作,用2只轴流式风机顶部排湿.The whole drying device and Moisture reducing of one trough use the stainless steel exhaust hood with a whole structure, with two axial fans for the top moisture reducing.●烘燥装置的传动: Drying Device Transmission整个烘燥机构由一只变频电机单独驱动.每组预烘烘燥装置的齿轮箱有离合功能.烘筒的驱动由齿轮箱及多个机械式或气动式链条张紧装置的小链轮,烘筒的有齿及无齿链轮组成.The whole drying structure drives by one Variable frequency motor. The gear box of each pre-baking drying unit has clutch function. Drying cylinder driven by a gear box, a small chain sprocket with a number of mechanical or pneumatic tensioning device, tooth or non-tooth sprocket of drying cylinder.3.4 车头Front●主要技术参数The main technical parameters最大工作幅宽(纱片宽度) 2600 mmMax width (yarn sheet width) 2600 mm可容纳织轴轴芯最大长度 2850 mmMax length of weaving shaft 2850 mm织轴轴芯最小直径Φ110mmMin diameter of weaving shaft Φ110mm织轴卷绕最大直径Φ1016 mmMax diameter of weaving winding Φ1016 mm速度 1-100m/minSpeed 1-100m/min最大卷绕张力 7KNMaximum winding tension 7KN最大压纱力 3.5KNMaximum compressive strength yarn 3.5KN适应品种范围:6S-100S短纤维及其混纺纱.Adapted sample range: 6S-100S staple fiber and yarn●结构形式Structure钢结构框架,两侧有可开启的门,操作面板位于机器两侧及中央,人机操作界面位于机器的右侧(面对车头看),用于设定工艺参数及反馈机器的运行状态.Steel framework, both sides have doors which could open, control panel is located on both sides and the central, human-machine operation interface is located on the right side (facing front),which used to set the process parameters and the feedback of the machine running✧织轴箱的移动由丝杆实现,拍合拍开由气缸实现.✧The weaving shaft box moved by the screw, open or close controls by cylinder自动上落轴装置.Automatic on and off-axis device测长辊测长,电子计长打印.Measuring roller measures length, electronic print.双罗拉式侧面压纱装置.Double-side pressure roller type yarn unit上落轴,织轴加压,伸缩筘升降,测长辊加压等动作均由气动控制.The activities of upper beam doffer, weaving shaft forcing, reed stretching lifting and roll forcing all controlled by pneumatic power.单面上蜡及预融装置,蜡槽采用不锈钢制作,预融装置内装有不锈钢加热盘管,用于间接加热.上蜡辊表面镀硬铬,其速度与机器运行速度成一定比例.Waxing single side and pre-melting device, wax tank is made of stainless steel, pre-melting device that has the stainless steel heating coil for heating indirectly.Waxing rollers surface coated with hard chrome, the speed is proportional to the machine speed.曳引辊外包覆软橡胶层,提高对纱线的握持力,通过一只独立的变频电机驱动.Outer layer of traction roller coated soft rubber to improve grip strength of yarn, driving by a separate Variable frequency motor.张力辊用来检测卷绕张力,控制器实现对经纱的恒张力卷绕.Tension roller is used to detect winding tension, controller for constant tension on the warp winding伸缩筘的左右移动,收缩由减速电机实现.随设备配给筘片1套(32齿).T h e m o v e m e n t a n d s h r i n k o f r e e d d r i v e b y t h e g e a r m o t o r.O n e s e t o f r e e d s h e e t t o g e t h e r w i t h t h e e q u i p m e n t(32t e e t h).干分绞区有大分绞棒1根,中分绞棒根,小分绞棒根,均配有调节支架及固定支座.Dry sub-twisted district have 1 piece of Oita twisted stick, piece of middle twist stick, piece of small twist stick, equipped with adjustable bracket and fixed bearings.回潮率检测装置Regain detection device驱动drive织轴的卷绕由一只交流变频电机驱动.The winding of beam drives by AC variable frequency motor.曳引辊由一只独立的变频电机驱动.Traction roller drives by a separate Variable frequency motor.3.5 整机控制Machine Control整机控制由高可靠性的自动控制单元实现,并配备了人机操作界面,用于设定工艺参数及反馈设备的运行状况,主要功能如下:Machine controlled by a highly reliable automatic control unit, and with a human-machine operation interface which is used to set the process parameters and feedback the operational status: the main functions following:五单元交流变频调速系统.Five units AC Frequency Control System伸长率在线检测及精细调节系统.Elongation online detection and fine-tuning the system回潮率检测. Regain test预烘及烘干温度自动控制系统( 2 组).Pre-drying and drying temperature control system (2 Groups).浆液温度自动控制系统(1组).Slurry temperature control system (1 Group)浆液液位自动控制系统(1组).Slurry liquid level control system (1 Group)压浆力线性加压自动控制系统(1组).Grouting linear pressure automatic control system (1 groups)经纱退绕张力自动控制系统(1组).Warp unwinding tension control system (1groups)卷绕张力自动控制系统(1组).Winding tension control system (1 Group)3.6 主要配套件清单(见附件1) Main component parts list(Attachment 1)3.7 供电,压缩空气及蒸汽方面的要求(以下由买方负责提供)The requirements of power, compressed air and steam (provided by the buyer) ●供电电源:380V/50Hz,最大电压误差±5%.Power supply: 380V/50Hz, maximum voltage error of ± 5%●压缩空气气源:输出压力≮0.80Mpa,无油,无水,无灰份,并送至设备接口.Compressed air supply: output pressure ≮0.80Mpa, no oil, no water, no ash, and sent to the device interface●蒸汽:饱和蒸汽,到分汽包的压力≮0.50Mpa.Steam: saturated steam, to the sub-drum pressure ≮ 0.50Mpa●蒸汽源到车间的管道及控制阀门,减压阀,安全阀,含分汽包及其进,出汽管道,控制阀门.The piping and control valves from steam source to the workshop, pressure reducing valve, safety valve, and include the sub-drum and in-out steam pipes, control valves●煮浆房到浆槽之间的输浆管道.Slurry pipeline from boiled slurry tank to trough●自来水管道及控制阀门.Water pipes and control valves●排湿风机上出口以上的管道.The pipe above the exit of the moisture fan●负责将合格的电源送至电控柜.Responsible for send the qualified power to the cabinet●负责对环境污染,如污水排放,噪音作必要的处理,发符合国家有关法律和法规的要求.Responsible for taking necessary treatment to the environmental pollution, such as sewage, noise, in line with relevant laws and regulations3.8附件(以下由卖方负责提供) Attachment( seller provide the following items)●织轴拍合夹紧件2套(买方提供织轴图纸,卖方设计制造).2 sets of weaving shaft clamp (the buyer provide weaving shaft drawings, sellerdesign and manufacture)●1套地脚螺栓.1 set of anchor bolts●PLC与人机界面专用通讯电缆及插头.PLC and human- machine interface communication cable and plug●随机备件(见附件2).Spare parts (see attachment 2)●设备安装所需的电缆线及信号线(除风机及照明).Required cables and signal lines (except for fans and lighting)3.9 机器总装机功率,总质量Total installed power, the total mass●总装机功率:60kwTotal installed power: 60kw*不包括车间照明等设施的功率.The power for lighting and other facilities do not included.●总质量:28500kg.Total mass: 28500kg4 质量保证期Warranty period供货范围内的设备自安装调试完成之日起12个月.在此期间,因材料或制造问题导致的零件损坏由卖方免费调换,并提供及时服务.若由于买方使用不当或人为造成的损件,卖方只收成本费,并提供及时服务.The machine in supply scope within 12 months from the installation date. The part damage which caused by material or manufacturing problems exchanges by the seller free of charge, and provides service timely. The damage caused byhuman or improper use, the seller only charge the cost, and provides timely service.5 产品制造标准,颜色,包装Manufacturing standards, color, packaging●产品制造完全执行国家行业标准和企业标准,所有尺寸均为公制.Product manufacturing implements the national industry standards and enterprise standards, all dimensions are metric●机器颜色:9010+5007(主色为乳白,门为灰蓝色).Machine Color: 9010 +5007 (main color is white; the door is gray-blue)●符合产品出厂包装. meet factory packaging6 培训,售后服务及费用training, service and cost●买方派操作,工艺及维护保养工程技术人员2—3名到卖方进行培训,在卖方工厂的所有费用由卖方负担,如交通费,食宿费等.派员的工资,各项保险费由买方负担.Buyer send 2-3 operation, process and maintenance engineers to training in the seller factory, the cost in the seller factory all charged by the seller, such as transportation, accommodation, etc.. Sent wages and the insurance fee charged by the buyer.●卖方派机,电工程师各1名至买方指导设备的安装调试,并对设备安装调试的质量负责,买方派专业技术人员积极配合.Seller sends 1 mechanical engineer and 1 electrical engineer to buyer to guide the machine installation, and responsible for the equipment installation quality, the buyer should arrange professional technical person to cooperate with them. ●卖方在设备安装调试结束后,每年至少走访买家1次,检查设备的运行情况,并与买方交换有关意见,以保证设备的良好运行,所有费用由卖方承担.Seller visit the buyer at least once per year to check the operation of machine after the end of the equipment installation, and change related opinions with thebuyer to ensure the good functioning of equipment, and all costs borne by the seller.在交通条件许可的情况下,卖方在接到买方售后服务信息后,原则上72个小时内到达买方现场,并排除故障.Seller reach the scene to solve trouble within 72 hours after receives service information in principle in the case of traffic conditions permit.质量保证期内,由于设备本身质量问题,卖方积极派员服务的,所有的费用由卖方承担.由于买方使用不当或人为因素需卖方派员服务的,卖方仍提供及时的免费服务,人为损坏的零件由买方负责承担.质量保证期满后,卖方仍提供及时服务.If seller provides a positive service due to the equipment’s quality problem within the warranty period, all the costs borne by the seller The seller is still provide free service timely due to buyer's misuse or man-induced factor, the man-made damage parts borne by the buyer. The seller still provides service timely after the expiration of quality assurance.卖方: 买方:Seller Buyer代表签字: 代表签字:Signature of representative Signature of representative2011年月日 Y M DASGA398型五单元传动单浆槽报价单之附件1: Quotation for ASGA398-Five Units Transmission Single -Trough(Attachment 1)主要进口配套件清单Main Imports Spare Parts List1,可编程控制器(PLC) Programmable Control Unit(PLC) 美国AB(Rockwell)-USA2,终端显示器(显示屏) Terminal Indicator(Screen)美国AB(Rockwell)-USA 3,变频器Converter 美国AB(Rockwell)-USA 4,卷绕用变频电机Wind Conversion Motor西门子SIMENS5,曳引辊电机,减速机Traction Roller Motor, Reducer 德国LENZE-GERMANY 6,烘筒电机,减速机Drying Cylinder Motor, Reducer德国LENZE-GERMANY 7,浆槽上浆辊电机,减速机Trough Sizing Roller Motor, Reducer 德国LENZE-GERMANY 8,浆槽引纱辊电机,减速机Trough Cited Yarn Roller Motor, Reducer德国LENZE-GERMANY 9,张力传感器Tension Sensor 德国FSG-GERMANY 10,传动马达用旋转编码器Drive Motor Rotary Encoder 德国 THALHEIM-GERMANY 11,测长辊用旋转编码器Measuring Roller Rotary Encoder日本Koyo-Japan 12,电控比例阀Electrically Controlled Proportional Valve 日本SMC-Japan 13,电磁阀Solenoid Valve 日本,韩国-Japan, Korea14,气缸Cylinder 美国-USA15,行程开关Travel Switch 法国TE-France16,接触器,断路器,按钮Contactor, Circuit Breaker, Button法国TE-France17,压缩空气压力表Compressed Air Pressure Gauge英国NOGEREN-England 18,开关电源Switching Power日本OMORON-Japan19,主关轴承(曳引辊,车头传动箱, 日本NSK,NTN 边轴箱,上浆辊,压浆辊,引纱辊)Main Bearings (Roller Traction, Front Gear Box, Side Axle Box, Sizing Roller, RollerGrouting, Cited Yarn Roller) 日本NSK,NTN-Japan 20,其他轴承Other Bearings 哈轴产品-HRB21,回潮仪Regain Instrument常州宏大(可回潮自控)-Changzhou Hongda卖方: 代表签字:Seller Signature of representative买方: 代表签字:Buyer Signature of representative2011 年月日Y M DASGA398型五单元传动单浆槽报价单之附件2: Quotation for ASGA398-Five Units Transmission Single -Trough(Attachment 2)随机备件清单Spare Parts List1,筘片(32齿) Reed Tablets (32 teeth) 5片(5 pieces)2,筘片( 齿) Reed Tablets( teeth) 1套(1 set)3,托纱辊尼龙转子Care Yarn Roller Nylon Rotor 2套(2 sets)4,电磁头Magnetic Head 2只( 2 pieces)5,按钮Button 5只(5 pieces)6,指示灯泡Bulbs 5只(5 pieces)7,各种规格半节链条All kinds of half-section Chain各5只(5 pieces per each) 8,金属软管1/2″ 2根 1″ 2根Hose 1/2″ 2 pieces 1″ 2 pieces9,进汽头(大) 2只进汽头(小) 1只Inlet Head (big) 2 pieces (small) 1 piece10,浆泵密封件Pump Seals 1套(1 set)11,浆泵甩块Pump Rejection Block 12片(12 pieces) 12,φ4,φ8,φ10气管接头φ4,φ8,φ10 Connection各5只(5 pieces per each) 13,疏水器Dg25 Trap Dg25 2只(2 pieces)14,虹吸管Siphon Tube 2根(2 pieces)15,蒸汽压力表Steam Gauge 2只(2 pieces)16,空气压力表Air Gauge 1只(1 piece)17,φ4,φ8,φ10气管φ4,φ8,φ10 Trachea各20米(20M per each) 18,聚四氟乙烯盘根密封PTFE Packing Seals 1kg19,行程开关Travel Switch 4只(4 pieces)卖方: 代表签字:Seller: Signature of representative买方: 代表签字:Buyer: Signature of representative2011年月日报价:ASGA398型五单元传动浆纱机 USD356,500.00/台 CIF吉大港以上价格含以下设备:1、SG921S型调浆桶 1台2、SG921型储浆桶 1台3、G931型输浆泵 1台Quote:ASGA398-Five Units Driven Sizing MachineUnit price USD356, 500.00 CIF ChittagongThe above price includes equipment:1、Model SG921S Size liquor cooking vessel 1 set2、Model SG921 Size liquor storage tank 1set3、Model G931 Size Delivery Pump 1set。
国内外新型浆槽的此较
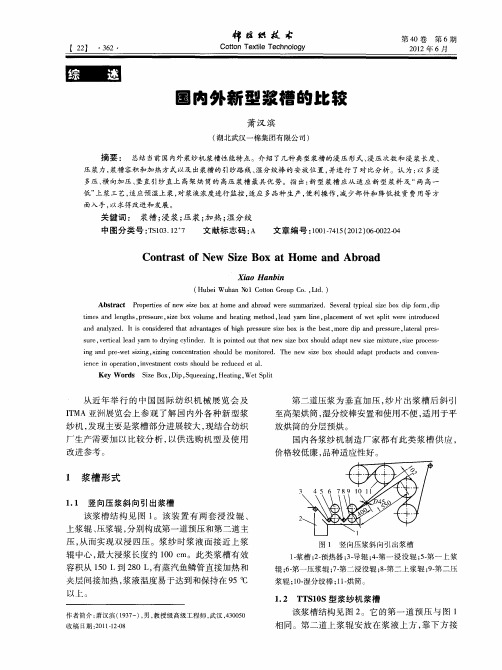
2 1 关 于浸 浆次数 和浸 浆长度 .
纱线 浸浆 是上浆 的第 一步 。浸 浆首 先是 吸附 浆液 , 吸 附中 由于毛细 作用 也产 生浸润 , 纱线 在 但
国外津 田驹 T S0 F2 S型浆 纱 机 浆 槽 最 高压 浆 力 达 5 N, 内 G 3 0型及 A G 3 0k 国 A1 S A 6系列 浆 纱
in e i p r to i v sme tc ss s o d b e uc d e 1 e c n o e ain,n e t n o t h ul e r d e ta . K e or s S z x, p, qu e i g, ai W e lt yW d ie Bo Di S e zn He tng, tSpi
s r v ria e d y r o d yngc lnd r I spon e utt tn w ieb x s ul da tne sz it e,ie p o e s u e, e tc lla a n t r i y i e . ti it d o ha e sz o ho d a p w iem xur sz r c s —
低” 上浆工艺 , 适应预湿上浆 , 对浆液浓度进行监控 , 适应 多品种 生产, 便利操作 , 少部 件和 降低投 资 费用等方 减
面入 手 , 求 得 改 进 和 发展 。 以
关 键词 : 浆 槽 ; 浆 ; 浆 ; 热 ; 浸 压 加 湿分 绞 中图分 类号 :S0.27 T 131 文献标 志码 : A 文章 编号 : 0— 1 ( 1)6 02 4 1 1 452 2 0 ̄ 2- 0 7 0 0
棉 瞌 织 艇
Co t n Te t e T c n lg t xi e h oo y o l
ASGA368系列高架烘房预湿浆纱机性能与分析

速度 / m/ n ( mi) 1 2; ~1 0 预湿 轧辊最 大 压力 / N 1 0 k 0;
约浆料 至 少 2 , 高织 造 效率 1 ~ 3 。织 物 染 0 提 色前也 易于退 浆 , 后整 理成本大 大降低 。 预 湿 上 浆 由预 湿 机 构 和 上浆 机 构 两 部分 组 成 , 上浆 机 构又 可分 为 :预湿 +三 辊 水 平 加 压 式 ” “ 上浆
上浆 的退 绕装 置 , 用独立 的电机 +减 速箱 , 行主 采 实 动退 绕 , 实现 更精 确 的张力 控 制 ; 可 以提供 对 松式 还 整经染 色 经轴 进行 烘 干 +退 绕 的装 置 , 干 机 构 采 烘
用 4只直径 为 8 0 0 mm 的平 板 封头 不锈 钢烘 筒 , 最大
生产技术
= = =
2 1 年纪代 识校 第 2 01 期
ASGA3 68 系 列 高 架 烘 房 预 湿 浆 纱 机 性 能 与 分 析
杨 志清
( 西省纺织科学研究 , 原 山 太 000) 3 0 1
摘
要 : 由江苏盐城市宏华纺织机械有 限公司 自主研发的 AS 3 8系列九单 元传 动高架烘房 预湿浆 对 GA 6
要求 。经 纱退 绕张 力采 用 电子控 制 系统 进行 调节 与 控制 , 确保 经纱 退绕 张力 均 匀一致 。
接 加热 相结 合 的方 式 , 具 有 水 温 自动 控 制 及 自动 并 补 水功 能 , 的循 环 由独立 驱动 的磁 力水 泵来 实 现 。 水 预 湿机 构还 配备 有 过 滤 清 理 水 中杂 物 的 过 滤装 置 。 在 生产实践 中, 如果 某种织 物不 需要进 行预湿 上浆仍 采用 传统 的方法 对经纱 上浆 , 湿机构 只作经纱 的喂 预 人装置使用 , 不必更 改经纱的走纱路线 。
GA308型浆纱机浆槽的改进

过滤 网为一 方形 过滤 网 , 浆槽 出浆 V处为一 平 面 , I
过滤 网 直 接 放 在 出浆 口处 。 当浆 液 通 过 过 滤 网 时, 杂物被 过滤 在过 滤 网周 围。提起 过滤 网 时 , 无 法提 出杂 物 , 杂物 被 留在 槽体 里 面 。由于 出浆 V I 处空 间较小 , 清理 杂 物 费 时 费 力 。现对 过 滤 网和
浆槽 的一些地 方 做 一 些 改进 , 使其 性 能 得 到 进一
步 的提 高
过滤 网 的槽 子里 , 提起 过 滤 网 时 可 直接 将 杂 物 带
l 改造 过滤 网 和 出 浆 口
浆槽 过 滤网 由过 滤板 和 拉 手 组成 , 滤 板上 过
出 ; 作方便 , 时省 力 。 操 省
Z H A N G Shu m —
( n h n Gr u ,Ya t i 6 7 6 Ch n ) Na s a o p na 2 5 0 , ia
Ab ta t sr c :Th sp p ri t o u e h h r c e itc fmi r t i i e ,t et c n l g e n e i a e n r d c d t e c a a t rs iso l p o e n fb r h e h o o isa d k y k p i t n b e d d s i n n o n s i l n e p n i g,we v n n y i g p o e s a ig a d d en r c s . Ke r s y wo d :m i r t i i e ;t c n l g c l n e ;k y p i t l p o e n fb r e h o o ia d x k i e o s
GA398型九单元浆纱机生产工艺优化浅析
GA398型九单元浆纱机生产工艺优化浅析
孙百胜;徐帅
【期刊名称】《山东纺织科技》
【年(卷),期】2022(63)5
【摘要】文章介绍了GA398型九单元浆纱机的结构特点以及使用情况。
通过优化烘筒数量、温度配置、浸压方式和压力配置,实现了生产过程中的能源节约;按照不同纤维特性和不同纱线结构优化织轴卷绕密度,实现了浆纱弹性的保持。
指出要充分发挥GA398型九单元浆纱机的性能优势,应将使用重点放在节能环保和提高浆纱可织性方面。
【总页数】4页(P25-28)
【作者】孙百胜;徐帅
【作者单位】盐城市荣意来纺机有限公司;盐城工业职业技术学院
【正文语种】中文
【中图分类】TS103.3
【相关文献】
1.ASGA 363-200型浆纱机生产工艺
2.盐城市纺织机械有限公司推出GA338-SF 智能化伺服驱动型九单元浆纱机
3.S432型浆纱机生产工艺实践
4.GA333S型浆纱机生产工艺实践
5.S222型浆纱机两单元传动改造实践
因版权原因,仅展示原文概要,查看原文内容请购买。
开好用好双浆槽浆纱机的工作实践

开好用好双浆槽浆纱机的工作实践
谢莉青
【期刊名称】《纺织学报》
【年(卷),期】1998(019)003
【摘要】本文通过对德国祖克S432双浆槽浆纱机的工艺研究、运转操作、设备保养、环车维修和小改小革等方面做了系列工作总结出一些经验,为开好用好该机提供了保证。
【总页数】4页(P27-30)
【作者】谢莉青
【作者单位】青岛大学纺织服装学院
【正文语种】中文
【中图分类】TS103.323
【相关文献】
1.GA308型多单元双浆槽浆纱机技术特征和自动控制的性能特点 [J], 杨福军;吴刚;韩宏亮
2.国产双浆槽浆纱机后上蜡装置的改进 [J], 商世广
3.国产双浆槽浆纱机后打蜡装置的改进 [J], 商世广;敬凌宵
4.ROTAL双浆槽浆纱机的几项技术改进 [J], 施瑜;张正亚
5.预湿上浆工艺在双浆槽浆纱机上的应用分析 [J], 本德萍;沈艳琴;刘积江;邓铃霞因版权原因,仅展示原文概要,查看原文内容请购买。
ASGA-363-S型浆纱机浆槽加热方法的改进
ASGA-363-S型浆纱机浆槽加热方法的改进
李梅;孙传芳
【期刊名称】《棉纺织技术》
【年(卷),期】2005(33)5
【总页数】1页(P4-4)
【关键词】浆纱机;浆槽;加热方法;S型;上浆辊;浆斑;鱼鳞;加热管;烘房;浆液;流动性;织轴;设计;槽壁;表面;疵布;纱线
【作者】李梅;孙传芳
【作者单位】德州学院;山东省德棉集团恒丰纺织有限公司
【正文语种】中文
【中图分类】TS103.323;TQ025.1
【相关文献】
1.GA308型浆纱机浆槽的改进 [J], 娄建锋;石超伟
2.浆纱机浆槽加热方法的改进 [J], 晓哲
3.GA308型浆纱机主浆槽循环输浆管的改进 [J], 薛长荣
4.GA308型浆纱机浆槽控制部分的改进 [J], 杨克潍;白世龙
5.改造ASGA-363-S型浆纱机鱼鳞管以减少浆斑疵布 [J], 李梅;孙传芳
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ASGA398型五单元传动单浆槽浆纱机技术要求及配置Technical Requirements and Configuration forASGA398-five Units Transmission single -trough Sizing Machine用户单位: Customer:供方单位:盐城市荣意来纺机有限公司Supplier: Yancheng Rongyilai Textile Machinery Co.,Ltd 报价产品:ASGA398型五单元传动单浆槽浆纱机Products: ASGA398-five Units Transmission single -trough Sizing Machine 电话/传真:0086-515-82680296 邮编:224050 Tel/Fax :0086-515-82680296 Post Code :224050 地址:江苏省盐城市亭湖区盐东镇东南工业园区Address: Southeast Industrial Park, Yandong Town, Tinghu Area, YanchengCity, Jiangsu Province.该机适应短纤经纱上浆的五单元传动单浆槽浆纱机.适应阔幅,高密织物的上浆工艺要求,可为各类无梭及有梭织机配套.该机凝聚我公司多年设计制造浆纱设备的经验,并借鉴和综合国内外短纤上浆工艺设备的最新控制和检测技术,开发研制出新一代机电仪一体化,多单元浆纱机.This Machine adapts to the five units transmission single -trough sizingmachine with staple warp sizing and in accordance with broadwoven,high-density fabric sizing process requirements, as supporting varioustypes of shuttle and shuttle loom. Our company gathers many years ofexperience in aircraft design and sizing equipment and learns the latestcontrol and monitoring technology of sizing staple process at home andabroad, developing a new generation of mechatronics, multi-unit sizingmachine.1 设备型号及名称:ASGA398型五单元传动单浆槽浆纱机Specification and Name: ASG398-five Units Transmission Single-trough Sizing Machine2 数量:1台Quantity: 1 set3 设备的组成:Equipment Components3.11套经轴架1 set Creel●可容纳经轴只数只Beam Quantity piece●经轴盘片最大直径 1000-1250 mmMax Diameter of Warp Beam Disc 1000-1250 mm●经纱最大宽度(盘片之间最大宽度) 2200mmMax Width of Warp (Max Width of Disc) 2200mm●钢制H型结构,每组可排放4只经轴,分上下二层, 组.H-type steel structure, each beam can be discharged 4 sets of warp beam, the upper and lower layer, group(s).●每组经轴架之间有操作踏板(花纹板翻边),钢管制作的导纱辊表面镀硬铬.Each creel have operation pedal (Diamond Plate flange), the guide roller made from steel pipe with surface hard chromium plated.●经轴摆放在带有抗摩擦的轴承支座上,有调节手轮调节横向移动距离,两边均可调节.Warp beam places in the anti-friction bearings with the adjustment hand wheel, adjusting lateral movement, both sides can be adjusted.●经轴架上只经轴的一边均带有气动式制动装置.含UC310外球面轴承只,以及与整经机经轴配套的相关件.One side of piece(s) of warp beam in creel has air brakes.Include piece(s) of UC310 spherical bearings, as well as related parts for supporting beam warping machine.3.21只浆槽,两侧均可进浆.1 trough, take into the slurry on both sides.●经纱张力调节装置Warp tension adjustment device浆槽配备一套经纱张力调节装置,用于控制纱线退绕张力,有张力指示.并通过张力传感器反馈给控制轴架退绕张力的两只比例阀,实现在线控制.具有手动和自动控制功能.Trough is equipped with a set of warp tension adjustment device for controlling yarn unwinding tension, indicating a tension. And through the tension sensor feedback to two proportional valves which control the unwinding tension of creel to realize on-line control. With the characteristics of manual and automatic control function.●浆槽工作宽度为2200mm.The width of trough is 2200mm●主浆槽容积为160L,辅助浆槽容积为150L.The volume of the main trough is 160L; the volume of auxiliary trough is 150L.●上浆机构,加压方式及压力指标:双浸双压式结构.Sizing structure, pressure ways and pressure indicators: double-dip and double-pressure structure前,后压浆辊均为采用气缸双侧同步加压方式.Front and back grouting roller use cylinder bilateral synchronous pressure way.前,后压浆辊均为橡胶辊(采用德国进口橡胶),前压浆辊为橄榄芯高压压浆辊,浸没辊,上浆辊为外包覆不锈钢辊,浸没辊采用不锈钢轴承支承.Front and Back grouting rollers are rubber roller (rubber imported from Germany), front grouting roller is high pressure roll with the olive core roller, immersion rollers, sizing roller coated stainless steel, immersion roller with stainless steel bearings.前压浆辊压浆力:0- 40KN,压力随车速变化而变化,亦有两级切换功能.Front grouting roller grouting force: 0 - 40KN, pressure changes with the speed, also with two switching functions.后压浆辊压浆力:0-20KN,可无级设定.Back grouting roller grouting force: 0-20KN, can be set infinitely. 浆槽结构:Trough structure浆槽机架为钢板结构,外罩不锈钢罩壳,两侧有可开启的门.上侧为一整体盖板,可拆卸便于上浆辊的维护.浆槽采用双层不锈钢制作,主浆槽和辅助浆槽联成一体,辅助浆槽靠轴架一侧.Trough frame is steel structure with stainless steel casing; the door can be opened on both sides. The upper side is a whole cover plate which could remove for the sizing roller maintenance. Trough is made of double stainless steel, primary and secondary trough combined into one, secondary trough on the creel side.蒸汽直接加热,加热管采用不锈钢材料,浆槽配备一组浆液温度自动控制系统.Steam heat directly, heating tube is made of stainless steel; trough is equipped with slurry temperature control system.浆槽前方进浆,瀑布式溢流口回浆,浆液循环采用不锈钢浆泵,由1.1kw的电机驱动.辅助浆槽的液面可自动控制,并具有自动补充浆液功能.Trough front into slurry which back through waterfall outgate .Slurry circulating use stainless steel pump, driven by a 1.1kw motor. The liquid of the auxiliary trough can be automatically controlled and have the functions of automatic added the slurry.上浆辊轴头采用盘根+密封轴承座+密封挡浆板的密封形式.The shaft of sizing roller use the sealing style of packing + sealing bearing block + sealing pulp block.采用引纱辊,张力辊,压纱辊三辊式引纱装置,引纱辊表面包覆合成橡胶,压纱辊气动控制,张力辊具有张力指示.With three cited yarn device consists of lead yarn roller, tension roller, pressure roller gauze roll, roller gauze coated with citing synthetic rubber, gauze roll with pneumatic pressure control, and tension roller with tension indicating浆槽与烘房之间配有一根湿分绞棒,随车速变化而变化.Trough and the drying room are equipped with a wet sub-twisted rod which changes with the speed.✧循环浆泵移至外侧,便于保养和维护.Circulating pump could move outside for maintenance and repair.●浆槽传动:Trough transmission浆槽引纱辊与上浆辊分别由两只独立的变频电机驱动.经纱的喂入张力自动控制,经纱湿区张力自动控制.Cited yarn roller and the sizing roller for each trough drive by two independent Variable frequency motors. The feeding tension and the warp tension in wet zone automatically controlled.3.32组半烘燥装置,其中1组为合并烘干装置(一列式结构)2.5 Groups of drying device, one of them is a combined drying device(a structure)●预烘装置Pre-drying device预烘,烘干装置配备10只Φ800-2400mm平板封头不锈钢烘筒,工作压力≤0.35Mpa,预烘烘筒表面均涂覆聚四氟乙烯防粘层.配备5组烘燥温度自动控制装置.Pre-drying, drying device is equipped with 10 pieces of Φ800-2400mm flat head stainless steel drying tube, working pressure ≤ 0.35Mpa,pre-baking drying cylinder surfaces are coated with Teflon anti-sticking layer,with five sets of drying temperature controlled device.●烘燥装置的结构Drying Device Structure钢结构框架,两侧为薄钢板制作的门.Steel frame, the door is made of thin steel plate on both sides烘筒两边由轴承及轴承支承.The both sides of drying cylinder support by the bearing.冷凝水由虹吸管排出烘筒.Condensed water discharged from drying cylinder by the siphon tube.整个烘燥装置与1只浆槽的排湿采取一整体结构的排汽罩,采用不锈钢制作,用2只轴流式风机顶部排湿.The whole drying device and Moisture reducing of one trough use the stainless steel exhaust hood with a whole structure, with two axial fans for the top moisture reducing.●烘燥装置的传动: Drying Device Transmission整个烘燥机构由一只变频电机单独驱动.每组预烘烘燥装置的齿轮箱有离合功能.烘筒的驱动由齿轮箱及多个机械式或气动式链条张紧装置的小链轮,烘筒的有齿及无齿链轮组成.The whole drying structure drives by one Variable frequency motor.The gear box of each pre-baking drying unit has clutch function.Drying cylinder driven by a gear box, a small chain sprocket with a number of mechanical or pneumatic tensioning device, tooth or non-tooth sprocket of drying cylinder.3.4 车头Front●主要技术参数The main technical parameters最大工作幅宽(纱片宽度) 2600 mmMax width (yarn sheet width) 2600 mm可容纳织轴轴芯最大长度 2850 mmMax length of weaving shaft 2850 mm织轴轴芯最小直径Φ110mmMin diameter of weaving shaft Φ110mm织轴卷绕最大直径Φ1016 mmMax diameter of weaving winding Φ1016 mm速度 1-100m/minSpeed 1-100m/min最大卷绕张力 7KNMaximum winding tension 7KN最大压纱力 3.5KNMaximum compressive strength yarn 3.5KN适应品种范围:6S-100S短纤维及其混纺纱.Adapted sample range: 6S-100S staple fiber and yarn●结构形式 Structure钢结构框架,两侧有可开启的门,操作面板位于机器两侧及中央,人机操作界面位于机器的右侧(面对车头看),用于设定工艺参数及反馈机器的运行状态.Steel framework, both sides have doors which could open, control panel is located on both sides and the central, human-machine operation interface is located on the right side (facing front),which used to set the process parameters and the feedback of the machine running ✧织轴箱的移动由丝杆实现,拍合拍开由气缸实现.The weaving shaft box moved by the screw, open or close controls by cylinder自动上落轴装置.Automatic on and off-axis device测长辊测长,电子计长打印.Measuring roller measures length, electronic print.双罗拉式侧面压纱装置.Double-side pressure roller type yarn unit上落轴,织轴加压,伸缩筘升降,测长辊加压等动作均由气动控制.The activities of upper beam doffer, weaving shaft forcing, reed stretching lifting and roll forcing all controlled by pneumatic power.单面上蜡及预融装置,蜡槽采用不锈钢制作,预融装置内装有不锈钢加热盘管,用于间接加热.上蜡辊表面镀硬铬,其速度与机器运行速度成一定比例.Waxing single side and pre-melting device, wax tank is made of stainless steel, pre-melting device that has the stainless steel heating coil for heating indirectly. Waxing rollers surface coated with hard chrome, the speed is proportional to the machine speed.曳引辊外包覆软橡胶层,提高对纱线的握持力,通过一只独立的变频电机驱动.Outer layer of traction roller coated soft rubber to improve grip strength of yarn, driving by a separate Variable frequency motor.张力辊用来检测卷绕张力,控制器实现对经纱的恒张力卷绕.Tension roller is used to detect winding tension, controller for constant tension on the warp winding伸缩筘的左右移动,收缩由减速电机实现.随设备配给筘片1套(32齿).T h e m o v e m e n t a n d s h r i n k o f r e e d d r i v e b y t h e g e a r m o t o r.O n e s e t o f r e e d s h e e t t o g e t h e r w i t h t h e e q u i p m e n t(32t e e t h).干分绞区有大分绞棒1根,中分绞棒根,小分绞棒根,均配有调节支架及固定支座.Dry sub-twisted district have 1 piece of Oita twisted stick, piece of middle twist stick, piece of small twist stick, equipped with adjustable bracket and fixed bearings.回潮率检测装置Regain detection device●驱动drive织轴的卷绕由一只交流变频电机驱动.The winding of beam drives by AC variable frequency motor.曳引辊由一只独立的变频电机驱动.Traction roller drives by a separate Variable frequency motor.3.5 整机控制Machine Control整机控制由高可靠性的自动控制单元实现,并配备了人机操作界面,用于设定工艺参数及反馈设备的运行状况,主要功能如下:Machine controlled by a highly reliable automatic control unit, and with a human-machine operation interface which is used to set the process parameters and feedback the operational status: the main functions following:五单元交流变频调速系统.Five units AC Frequency Control System伸长率在线检测及精细调节系统.Elongation online detection and fine-tuning the system回潮率检测. Regain test✧预烘及烘干温度自动控制系统( 2 组).Pre-drying and drying temperature control system (2 Groups).浆液温度自动控制系统(1组).Slurry temperature control system (1 Group)浆液液位自动控制系统(1组).Slurry liquid level control system (1 Group)压浆力线性加压自动控制系统(1组).Grouting linear pressure automatic control system (1 groups)经纱退绕张力自动控制系统(1组).Warp unwinding tension control system (1groups)卷绕张力自动控制系统(1组).Winding tension control system (1 Group)3.6 主要配套件清单(见附件1) Main component parts list(Attachment 1) 3.7 供电,压缩空气及蒸汽方面的要求(以下由买方负责提供)The requirements of power, compressed air and steam (provided by the buyer)●供电电源:380V/50Hz,最大电压误差±5%.Power supply: 380V/50Hz, maximum voltage error of ± 5%●压缩空气气源:输出压力≮0.80Mpa,无油,无水,无灰份,并送至设备接口.Compressed air supply: output pressure ≮ 0.80Mpa,no oil, no water, no ash, and sent to the device interface●蒸汽:饱和蒸汽,到分汽包的压力≮0.50Mpa.Steam: saturated steam, to the sub-drum pressure ≮ 0.50Mpa●蒸汽源到车间的管道及控制阀门,减压阀,安全阀,含分汽包及其进,出汽管道,控制阀门.The piping and control valves from steam source to the workshop, pressure reducing valve, safety valve, and include the sub-drum and in-out steam pipes, control valves●煮浆房到浆槽之间的输浆管道.Slurry pipeline from boiled slurry tank to trough●自来水管道及控制阀门.Water pipes and control valves●排湿风机上出口以上的管道.The pipe above the exit of the moisture fan●负责将合格的电源送至电控柜.Responsible for send the qualified power to the cabinet●负责对环境污染,如污水排放,噪音作必要的处理,发符合国家有关法律和法规的要求.Responsible for taking necessary treatment to the environmental pollution, such as sewage, noise, in line with relevant laws and regulations3.8附件(以下由卖方负责提供) Attachment( seller provide the following items)●织轴拍合夹紧件2套(买方提供织轴图纸,卖方设计制造).2 sets of weaving shaft clamp (the buyer provide weaving shaftdrawings, seller design and manufacture)●1套地脚螺栓.1 set of anchor bolts●PLC与人机界面专用通讯电缆及插头.PLC and human- machine interface communication cable and plug●随机备件(见附件2).Spare parts (see attachment 2)●设备安装所需的电缆线及信号线(除风机及照明).Required cables and signal lines (except for fans and lighting)3.9 机器总装机功率,总质量Total installed power, the total mass●总装机功率:60kwTotal installed power: 60kw*不包括车间照明等设施的功率.The power for lighting and other facilities do not included.●总质量:28500kg.Total mass: 28500kg4 质量保证期Warranty period供货范围内的设备自安装调试完成之日起12个月.在此期间,因材料或制造问题导致的零件损坏由卖方免费调换,并提供及时服务.若由于买方使用不当或人为造成的损件,卖方只收成本费,并提供及时服务.The machine in supply scope within 12 months from the installation date. The part damage which caused by material or manufacturing problems exchanges by the seller free of charge, and provides service timely. The damage caused by human or improper use, the seller only charge the cost, and provides timely service.5 产品制造标准,颜色,包装Manufacturing standards, color, packaging●产品制造完全执行国家行业标准和企业标准,所有尺寸均为公制.Product manufacturing implements the national industry standards and enterprise standards, all dimensions are metric●机器颜色:9010+5007(主色为乳白,门为灰蓝色).Machine Color: 9010 +5007 (main color is white; the door is gray-blue)●符合产品出厂包装. meet factory packaging6 培训,售后服务及费用training, service and cost●买方派操作,工艺及维护保养工程技术人员2—3名到卖方进行培训,在卖方工厂的所有费用由卖方负担,如交通费,食宿费等.派员的工资,各项保险费由买方负担.Buyer send 2-3 operation, process and maintenance engineers to training in the seller factory, the cost in the seller factory all chargedby the seller, such as transportation, accommodation, etc.. Sent wages and the insurance fee charged by the buyer.●卖方派机,电工程师各1名至买方指导设备的安装调试,并对设备安装调试的质量负责,买方派专业技术人员积极配合.Seller sends 1 mechanical engineer and 1 electrical engineer to buyer to guide the machine installation, and responsible for the equipment installation quality, the buyer should arrange professional technical person to cooperate with them.●卖方在设备安装调试结束后,每年至少走访买家1次,检查设备的运行情况,并与买方交换有关意见,以保证设备的良好运行,所有费用由卖方承担.Seller visit the buyer at least once per year to check the operation of machine after the end of the equipment installation, and change related opinions with the buyer to ensure the good functioning of equipment, and all costs borne by the seller.●在交通条件许可的情况下,卖方在接到买方售后服务信息后,原则上72个小时内到达买方现场,并排除故障.Seller reach the scene to solve trouble within 72 hours after receives service information in principle in the case of traffic conditions permit.质量保证期内,由于设备本身质量问题,卖方积极派员服务的,所有的费用由卖方承担.由于买方使用不当或人为因素需卖方派员服务的,卖方仍提供及时的免费服务,人为损坏的零件由买方负责承担.质量保证期满后,卖方仍提供及时服务.If seller provides a positive service due to the equipment’s quality problem within the warranty period, all the costs borne by the seller The seller is still provide free service timely due to buyer's misuseor man-induced factor, the man-made damage parts borne by the buyer. Theseller still provides service timely after the expiration of quality assurance.卖方: 买方:Seller Buyer代表签字: 代表签字:Signature of representative Signature of representative2011年月日 Y M D ASGA398型五单元传动单浆槽报价单之附件1: Quotation for ASGA398-Five Units Transmission Single -Trough(Attachment 1)主要进口配套件清单Main Imports Spare Parts List1,可编程控制器(PLC) Programmable Control Unit(PLC) 美国AB(Rockwell)-USA 2,终端显示器(显示屏) Terminal Indicator(Screen) 美国AB(Rockwell)-USA3,变频器 Converter 美国AB(Rockwell)-USA 4,卷绕用变频电机Wind Conversion Motor 西门子SIMENS5,曳引辊电机,减速机Traction Roller Motor, Reducer 德国LENZE-GERMANY6,烘筒电机,减速机 Drying Cylinder Motor, Reducer 德国LENZE-GERMANY 7,浆槽上浆辊电机,减速机Trough Sizing Roller Motor, Reducer 德国LENZE-GERMANY 8,浆槽引纱辊电机,减速机Trough Cited Yarn Roller Motor, Reducer 德国LENZE-GERMANY9,张力传感器 Tension Sensor 德国FSG-GERMANY 10,传动马达用旋转编码器 Drive Motor Rotary Encoder 德国THALHEIM-GERMANY11,测长辊用旋转编码器 Measuring Roller Rotary Encoder 日本Koyo-Japan 12,电控比例阀Electrically Controlled Proportional Valve 日本SMC-Japan13,电磁阀Solenoid Valve 日本,韩国-Japan, Korea 14,气缸Cylinder 美国-USA15,行程开关Travel Switch 法国TE-France 16,接触器,断路器,按钮Contactor, Circuit Breaker, Button 法国TE-France 17,压缩空气压力表Compressed Air Pressure Gauge 英国NOGEREN-England18,开关电源 Switching Power 日本OMORON-Japan19,主关轴承(曳引辊,车头传动箱, 日本NSK,NTN 边轴箱,上浆辊,压浆辊,引纱辊)Main Bearings (Roller Traction, Front Gear Box, Side Axle Box, Sizing Roller, Roller Grouting, Cited Yarn Roller) 日本NSK,NTN-Japan20,其他轴承 Other Bearings 哈轴产品-HRB21,回潮仪Regain Instrument 常州宏大(可回潮自控)-Changzhou Hongda 卖方: 代表签字:Seller Signature of representative买方: 代表签字:Buyer Signature of representative2011 年月日Y M DASGA398型五单元传动单浆槽报价单之附件2: Quotation for ASGA398-Five Units Transmission Single -Trough(Attachment 2)随机备件清单Spare Parts List1,筘片(32齿) Reed Tablets (32 teeth) 5片(5 pieces) 2,筘片( 齿) Reed Tablets( teeth) 1套 (1 set)3,托纱辊尼龙转子Care Yarn Roller Nylon Rotor 2套(2 sets) 4,电磁头Magnetic Head 2只( 2 pieces)5,按钮 Button 5只(5 pieces)6,指示灯泡 Bulbs 5只(5 pieces)7,各种规格半节链条All kinds of half-section Chain 各5只(5 pieces per each)8,金属软管1/2″ 2根 1″ 2根Hose 1/2″ 2 pieces 1″ 2 pieces9,进汽头(大) 2只进汽头(小) 1只Inlet Head (big) 2 pieces (small) 1 piece10,浆泵密封件Pump Seals 1套 (1 set) 11,浆泵甩块 Pump Rejection Block 12片(12 pieces) 12,φ4,φ8,φ10气管接头φ4,φ8,φ10 Connection 各5只(5 pieces per each)13,疏水器Dg25 Trap Dg25 2只(2 pieces) 14,虹吸管Siphon Tube 2根(2 pieces) 15,蒸汽压力表 Steam Gauge 2只(2 pieces) 16,空气压力表Air Gauge 1只(1 piece)17,φ4,φ8,φ10气管φ4,φ8,φ10 Trachea各20米(20M per each)18,聚四氟乙烯盘根密封 PTFE Packing Seals 1kg19,行程开关 Travel Switch 4只(4 pieces) 卖方: 代表签字:Seller: Signature of representative买方: 代表签字:Buyer: Signature of representative2011年月日报价:ASGA398型五单元传动浆纱机 USD356,500.00/台 CIF吉大港以上价格含以下设备:1、SG921S型调浆桶 1台2、SG921型储浆桶 1台3、G931型输浆泵 1台Quote:ASGA398-Five Units Driven Sizing MachineUnit price USD356, 500.00 CIF ChittagongThe above price includes equipment:1、Model SG921S Size liquor cooking vessel 1 set2、Model SG921 Size liquor storage tank 1set3、Model G931 Size Delivery Pump 1set(注:本资料素材和资料部分来自网络,仅供参考。