一张图看懂如何用X光机检测食品的安全性_梅特勒-托利多
如何借助仪器分析法来对食品进行检测分析

如何借助仪器分析法来对食品进行检测分析作者:来源:《食品安全导刊》2020年第11期就目前食品检测分析行业的形势来看,相关食品检验检测研究机构在对食品进行检测分析的过程中仍存在较多问题。
究其缘由,主要是因为相关食品检验检测研究机构在对食品进行检测时往往采用一些比较落后的检测手段。
但是,如今食品中的添加剂愈发复杂与多样化,进而导致一些传统的检测方法和手段已经难以准确地检测并分析出食品的具体成分,故无法有效保障食品的安全性。
鉴于此,本文从三个方面展开阐述和说明。
1 采用电化学分析法对食品进行检测和分析电化学分析法是仪器分析法中较为重要的一种方法,常被用于食品检测。
但是,由于该方法对于检测环境的要求较高,因此,当检测环境不达标时,容易出现检测和分析上的误差。
基于电化学分析法的优缺点,相关食品检验检测研究机构在对食品进行检测时应灵活采用该方法对食品进行检测和分析。
例如,在对食品中的金属元素与混合元素进行检测分析时,可以借助电化学分析法来进行检测分析——对酱油、醋当中的砷含量进行检测分析时,应在保证检测环境未被污染的情况下使用该方法进行检测,从而准确测定酱油、醋中的砷含量。
2 采用光谱分析法对食品进行检测和分析光谱分析法是食品检测分析中常用的方法之一。
与电化学分析法不同,光谱分析法主要通过检测物质中的电磁波来对食品进行检测和分析。
该方法不仅检测结果更为精确,且检测范围更大。
鉴于此,相关食品检验检测研究机构在对食品进行检测时可以采用光谱分析法来对食品进行检测和分析。
比如,在对食品中的化合物进行检测时,可以借助光谱分析法进行分析:在对某些碳酸化合物饮料进行检测分析时,一方面,为了保证检测结果的准确性,需要严格按照国家食品安全检测标准来对食品进行检测;另一方面,需要定期分析和比对参照物以确保试验结果的准确性。
3 采用色谱分析法对食品进行检测和分析在所有仪器分析法中,色谱分析法是食品检验检测研究机构对食品进行检测时常用的一种方法,其不仅能够检测食品中的防腐剂、甜味剂等食品添加剂,还可以检测其中的一些营养元素。
梅特勒-托利多金属检测机确保肉类产品远离金属污染
检验检测38食品安全导刊2009年第3期梅特勒-托利多金属检测机确保肉类产品远离金属污染□梅特勒-托利多产品检测部门供稿肉类快速发展肉企面临的新挑战随着中国肉类消费市场的快速增长,国外肉类食品加工企业将进一步抢滩中国市场,而这必然会导致中国肉类市场的激烈竞争。
面对激烈竞争,企业必须明确几个方面的问题:①在品牌越来越多、竞争日益激烈的环境下,品牌形象和产品质量是胜出的关键;②肉类产品需求量的增加要求加工企业必须保持高效率的生产;③分布于各类超市、宾馆、酒楼的众多分销渠道必然导致客户群体的繁杂,必须努力提高质量管理力度,减少客户投诉事件的发生;④要具有对问题产品溯源的能力和准确界定责任承担的信心;⑤要非常清楚肉食加工行业总体利润较低,必须积极有效的降低生产、人力、管理等各面的成本。
对于面临的问题和挑战,国内的肉类加工企业必须采取相应的措施。
而要在激烈的竞争中胜出,以致更好的发展,必须采用有效的技术、设备提高产品质量、保障产品安全,有效降低各种成本。
目前不少企业开始关注生产中可能出现的金属异物、产品超重欠重等问题,不遗余力的引进先进的设备帮助实现对产品的质量控制,保持竞争力。
作为预防金属污染的重要设备,金属检测机的应用无疑会保障肉食品的安全,提高产品质量,增强顾客信心。
金属污染途径及关键控制点金属污然途径在肉类生产及加工中,金属杂质主要有三个面的来源:一是原料生肉中的金属标签、针头、金属丝等;二是操作工人的私人用品,如硬币、钥匙、发夹、图钉等;三是生产过程中机器设备产生的杂质,如生肉在切块、粉碎或搅拌过程中产生的机器损伤所造成的金属碎屑等。
金属污染的关键控制点根据实际生产情况确定的肉类生产及加工中的金属污染关键控制点是卫生检疫和深加工两个环节。
在卫生检疫环节,当给牲畜或者禽类注射疫苗或者进行消毒时,很可能会将注射针头遗漏在里面,造成金属污染;在深加工环节,如内脏分离和分割剔骨等由于需要使用刀具,金属杂质混入成品中的几率较大。
X光机操作规程
X光机操作规程一、日常操作顺序1、接通电源:X光机操作员将机器侧面的主电源开关置于ON档,将X光ON/OFF开关置于ON档,操作界面出现“ANRITSU”的图标,设备自检2分钟后出现基本界面。
2、操作员按下开始键,传送带开始运转,设备进入运行状态;按下停止键传送带停止运转。
3、受检品通过传送带,当被判定为合格品时,屏幕显示“OK”;当被判定为不合格时,屏幕会显示“NG”;屏幕统计数据显示所有受检品的总数、合格品数、NG数,但当受检品呈散乱状(无固定间隔)通过时,显示值会与实际不相符合。
4、新产品登记:新产品登记时,要进行基本设置与自动设置,本设备可登记100种产品的参数。
A、基本设置:1)变更产品编号:操作员在基本界面下按下产品键,然后从垂直滚动条中选择想设置的产品编号,按下变更产品按钮;操作中止则按下返回按钮,返回基本界面;2)操作员在基本界面上按下菜单键→产品登录→基本设置→输入品名(设置品名时,轻触文本框,出现键盘后输入文字)→选择判定形式(通常判定形式为“异物混入”)→显示(显示界面设置为“处理图像前”,基本形式设为“有效”)→运送(投光器使用设置为“使用”,工作状态设置为“包装”,输入传送带速度一般设置为“30~40m/分”)→登记→“小屋”键,以上各步结束,完成登录。
B、自动设置:操作员在基本界面上按下菜单键→产品登记→异物检测条件→设置异物检测算法(检测算法可在1至4间进行设置,一般设置为3,根据产品的形状也可设置为4。
若产品要求检出小的金属异物,也可使用1、2,但对骨头之类的异物检测灵敏度较低)→登记→返回→自动设置(显示准备中的界面,随即界面变换,3袋以上受检品逐一通过,显示X光管电压、电流。
由于受检品规格不一,需通过产品5-12次,检测次数与推荐检测水平会随受检品每次通过情况发生变化;当产品通过12次后,在显示界面上按下“是”,结束自动设置回到基本界面)。
5、灵敏度调节1)机器使用过程中,操作员每4小时一次对检测器的灵敏度进行调节(调节时要保证传递带上无任何物品;操作员每小时及产品更换时要附上测试片对机器的灵敏度进行校准);2)操作员在基本界面上按下灵敏度修正键→下一步→显示正在进行灵敏度调节的界面→回到基本界面,灵敏度调节完成。
食品安全检测仪检测食品安全的方法步骤

食品安全检测仪检测食品安全的方法及步骤食品安全检测仪可快速定量检测农副产品及其制品、日常食品及其制品、海产品及其制品中的违禁化学品(甲醛、硝酸盐、亚硝酸盐、二氧化硫等)和农药残留(有机磷类、氨基甲酸脂类),用户可根据自己的需求,随意组合,每个样品有程序控制分别独立工作,不会相互干扰。
食品安全检测仪预留其他项目检测程序和端口,可根据日后需求自主增加检测项目。
近年来,食品安全形势越来越严禁,世界各国都非常重视食品安全问题,先后值定理严格的监管措施,加强了监测力度,食品安全检测仪可检测的项目有:农药残留检测、三聚氰胺检测、激素及代谢产物检测、抗生素检测、霉菌毒素检测、动物疾病检测、禽病类检测等。
广泛应用于工商、农业和水产品等部门,亦可用于生产企业、农贸市场、超市、质量监督、卫生防疫等部门对食品安全的检测。
现在很多人都不太相信国内食品安全了,主要是因为这些年国内爆发了太多的食品安全事故了。
从“孔雀石绿”事件到苏丹红鸭蛋;从三鹿三聚氰胺毒奶到地沟油;瘦肉精、塑化剂、镉大米、毒豆芽、注水肉、上海福喜问题肉事件;假醋、假烟、假酒事件;过期月饼、过期药物事件。
2016年、2017年的网络平台违法销售餐饮事件、冒充知名品牌奶粉被查事件、亿元工业明胶用于制作食品进行销售事件。
还有滥施违禁农药、滥用药物和环境严重污染的有毒农产品事件。
食品安全问题涉及的品种之多,造假方式方法之广,违法违规手段之恶劣,让人惊心。
对于食品安全,一方面加强检测,避免不合格产品流向市场;另一方面则是加强立法,用法律规范企业行为。
食品安全检测仪使用原理:1.酶抑制率法在一定条件下,有机磷和氨基甲酸酯类农药对胆碱酯酶正常功能有抑制作用,其抑制率与农药的浓度呈正相关。
正常情况下,酶催化神经传导代谢产物(乙酰胆碱)水解,其水解产物与显色剂反应,产生黄色物质,在412nm处测定吸光度随时间的变化值,计算出抑制率,通过抑制率可以判断出样品中是否有高剂量的有机磷或氨基甲酸酯类农药的存在。
X射线检测技术在食品安全中的应用说明书

repaPetihWContents1 Why Submit Foods to X-ray Inspection?2 How Does an X-ray System Catch Contaminants?3 Factors Affecting the Sensitivity of X-ray Inspection2W h i t e P a p e rFood manufacturers are under increasing consumer and legislative pressure to provide safe food. One of the tools that helps to maintain food safety is x-ray inspection.This white paper looks at the use of x-ray inspection systems to eliminate physical contaminants on pumped food lines. It begins with a short introduction to x-ray inspection and why it’s used in the food-processing industry. It goes on to consider the factors that affect the sensitivity of x-ray inspection, the effectiveness of x-ray inspection at different points on the production line, and the ease with which the technology can be applied to production lines based on pumped product.After reviewing the factors that production line managers should take into account when considering installing an x-ray inspection system, the white paper suggests typical applications, and then looks at points to consider when using x-ray inspection for processed meat and poultry lines and for lines involving slurries, semi-solids, and fluids.Contamination Detection in Pumped Foods1. Why Submit Foods to X-ray Inspection?X-ray inspection systems keep foods safe by offering unsurpassed detection of physical contaminants. No other technology detects such a wide range ofcontaminants such as stone, metal, glass, bone, and high-density plastic and rubber.Incorporating x-ray inspection systems into a company-wide product-safety program helpsmanufacturers comply with national and international regulations - such as HACCP (Hazard Analysis Critical Control Point) - as well as standards set by retailers.Typical contaminants2. How Does an X-ray System Catch Contaminants?An x-ray system is essentially a scanning device. When a product passes through the x-ray system, the internal sensors capture a grey-scale image of the product. The software within the x-ray system analyzes the image and compares it to a predetermined acceptance standard.On the basis of the comparison, it accepts or rejects the image. In the case of a rejection, the software sends a signal to an automatic reject system/valve which removes the product from the production line.X-ray image of processed chickenWhite PaperMETTLER TOLEDO3Fig 1: X-ray image of a ready meal - lots of varities of greys make it more difficult to detect a contaminantFig 2: X-ray image of pumped caramel - it is easier to detect a contaminant in a homogenous product4. Establishing Critical Control Point for an X-ray System on a Production LineTo be fully effective, x-ray inspection should be part of a company-wide approach to product safety and part of a product inspection program. Implementing x-ray inspection into such a program helps foodmanufacturers to achieve compliance with standards such as HACCP .HACCP consists of seven steps known as principles.1. Conduct a hazard analysis2. Identify critical control point (CCP)3. Establish critical limits for each CCP4. Establish CCP monitoring requirements5. Establish corrective actions6. Establish record-keeping procedures7. Establish procedures to verify the system is workingas intended The second of those principles – identifying the critical control point (CCP) – helps to choose the best location to apply x-ray inspection on a production line. A CCP is a step or process that’s essential to product safety. It’s the point at which control must be applied to reduce the risk of contamination to acceptable levels.To find out more about selecting CCP, please read the white paper “How to select CCP for x-ray systems” (/usxray-ccp).White PaperMETTLER TOLEDO3. Factors Affecting the Sensitivity of X-ray InspectionThe ease with which food contaminants can be identified by x-ray inspection depends on various factors such as product density, product thickness, and product homogeneity.Product DensityProduct density determines the depth of grey in the grey-scale image. The denser the product, the darker the grey.To be detectable to x-ray inspection, a contaminant has to be denser than the product in which it’s embedded. That means it will absorb more x-rays than thesurrounding product, and show up on the grey-scale image as an area that’s darker than its surroundings. In other words, any contaminant with a density similar to, or less than, that of the product in which it’s embedded is incapable of being detected by x-ray inspection.Product ThicknessAs the product thickness in the path of the x-ray beam increases, so does its overall level of absorption. That makes detection more difficult. A contaminant in ashallow layer of product flowing through a pipe is easier to detect than a contaminant hidden inside a finished sealed pack. In general, the shallower the depth of product, the better the sensitivity of x-ray inspection.Product HomogeneityThe texture and consistency of a food product has an effect on x-ray sensitivity. A product with components of varying density, such as a ready meal, shows up in a greyscale image as a variety of greys (Fig 1). The more components there are, the wider the range of greys. Analyzing the image for contaminants is harder because the software has to pick out the tell-tale dark speck of a contaminant from an image containing numerous shades of grey. The more homogeneous the product, such as liquid caramel, the easier it is to spot contaminants (Fig 2).Many other factors can affect the sensitivity of an x-ray system. To find out more about the factors limiting the sensitivity of detection, please read “The X-ray Inspection Guide” (/usxray-guide).44.2 X-ray Inspection of Processed FoodWhen installed during or after the food processing or before the filling process, x-ray inspection of pumped products is ideal as they tend to be homogeneous - their texture and density are much more uniform. And since the product is already flowing through a pipe, it can easily be presented for inspection in shallow depths by narrowing the gauge or altering the cross-section of the pipe.X-ray systems for pumped products can be used at different stages on a production line depending on the identified CCPs.5. Applying X-ray Inspection to Pumped Food ProductsPumped products typically include meat and poultry as well as slurries, semi-solids and fluids at any stage prior to final packaging.Connecting x-ray inspection equipment to an existing piped production line isn’t complicated. Standard fittings are used to attach the pipe through which the pumped products passes to the manifold of the x-ray machine. The manifold typically tapers the round production-line pipe to a rectangular-shaped inspection window with an equivalent throughput volume. The rectangular section is where the x-ray beam scans the flowing product. The depth of product at this point is typically between 35mm to 50mm. When the software detects a contaminant, it diverts the product from the pipe via a reject diverter valve.A typical x-ray pipeline systemW h i t e P a p e rOnce the CCPs on a production line are identified, other factors such as practicality and cost-effectiveness need to be taken into account to select the ideal location for an x-ray system. There are occasions where it would be necessary to install more than just one x-ray system on the production line and that’s why there is no single solution that’s right for every production line.For this white paper, we will only focus on the inspection of pumped food products.4.1 X-ray Inspection at the Beginning of the Production LineDetection levels are typically better in the early stages of the production process where unprocessed pumped product can be presented in a shallower depth and with a more uniform texture. As the line progresses, thenature of contaminants can change too. Each processing step can introduce new contaminants, or break existing contaminants down into smaller, less detectable pieces.X-ray inspection of ground meatAt each stage of the production process, the value of the product increases. For that reason, food manufacturers find it more cost-effective to reject contaminated product before it’s been processed or sealed in its final packaging.Catching contaminants early is not just more efficient in reducing product waste and costs, it also helps prevent damage to processing equipment caused by big contaminants, which could in turn introduce more contaminants. Additionally, when installed early in the production process it can serve as a check on suppliers’ quality control.White PaperMETTLER TOLEDO6. Factors to Consider When Installing X-rayInspectionProduct passing through a pipe performs slightly differently to product travelling on a conveyor. To make the most of x-ray inspection, you need to take the following factors into account:Air BubblesAir bubbles in a pumped product are tiny voids – zones containing no product. Voids absorb fewer x-rays so they appear as lighter areas on grey-scale x-ray images. The contrast at the edges of these lighter areas can trigger the x-ray software into thinking that it detected a contaminant, causing false rejects. Since air bubbles reduce the depth of grey, they could lighten the color of any contaminants directly behind or in front. That makes the contaminants harder to detect.Air bubbles are common in pumped meat and poultry appications but are not difficult to eliminate with the right x-ray system design. A vacuum filler pump, for example, generates a constant, homogeneous flow with minimal air bubbles.Slurries and other viscous products do not normally contain air bubbles when pumped through a pipe. Speed VariationsA well-designed x-ray system will automatically adapt to changes in the flow rate of the customer product. It adjusts the scan speed and the associated reject timing in accordance with a speed signal from the production-line pump.Location on the Production LineAs mentioned previously, x-ray inspection can be applied anywhere on a production line containing pumped products. But the earlier you apply it, the better. The value of rejected product is lower, plus you may be able to recover the product and feed it back into the line after removal of the contaminants.A very common location is at the start of the production process when product value is low and the risk of contaminants from incoming raw product is at its highest. Using x-ray inspection at this stage also lets you monitor suppliers’ quality control.7. Typical ApplicationsA huge range of processed food products pass through pipelines. Typical applications could be:Meat andPoultrywhole muscle, minced meats forsausages, pies, pâtésBakery jams, syrups, cake mix and fillings Dairy butter, ice cream, yogurt, cottagecheeseFruit andVegetablespurées, mousses, juices,smoothies, chopped fruit andvegetablesFish andSeafoodfish spread, processed fish forready-mealsConfectionery melted chocolate, nougats, toffees Ready-Meals sauces, soups, pie fillingsWe can divide these food products into two broad classes: (1) meat and poultry, (2) slurries, semi-solids, and fluids. We’ll look at them separately.7.1 Meat and Poultry ApplicationsTypical pumped meat and poultry products include ground meat, sausage meat, and poultry trims such as breast fillets and thigh meat. Bone contaminants are by far the most common ones, although lead or steel shot (buck shot), needles, and teeth are also common. Depending on the pumped meat or poultry application, x-ray inspection can detect metal down to 0.8mm, and calcified bone and tooth down to 2mm. The maximum pipe diameter for meat applications is 75mm (3 inches) because narrower pipes make it easier to identify fragments of bone.White PaperMETTLER TOLEDO56W h i t e P a p e rSince chicken bones are less dense than red meat bones, they’re harder to detect. The density of chicken bone tends to be closer to that of the chicken meat in which it lies. On a grey-scale image, the difference between the grey of the meat and the grey of the bone is less obvious.Let’s look at some important points to consider when using x-ray inspection for pumped meat and poultry applications:• High volume throughput of up to 10 tons an hour • Contaminants will be removed before adding further value to the product through processing• Rejected product could be reworked and reused (depending on the application)•Reject portion sizes are larger than for aconveyorized x-ray system because the pipeline reject mechanism can’t isolate a single item such as a chicken breast fillet•Faster flows increase reject portion sizes – up to 2lb to 3lb of rejected product when running at 10 tons an hour through a 76mm (3-inch) pipe •High rejection rate due to frequency of bone contaminants in meat and poultry products – an acceptable reject level needs to be defined7.2 Slurries, Semi-solids and FluidsX-ray inspection is especially useful for products that cannot be sieved. These are products such as textured fruit purées and yogurts containing fruit chunks. Sieving removes physical contaminants by catching anything that’s too big to fit through the sieve mesh and is used mainly for liquid applications like milk. X-ray inspection of pumped products is a good alternative for catching physical contaminants where sieving can’t be used.The contaminants within slurries, semi-solids, and fluids are varied. Depending on the application, x-rayinspection can detect metal down to 0.8mm, glass and stone down to 2mm, and dense plastic down to 4mm. The maximum pipe diameter for these more fluid applications is 100mm (4 inches).Contaminated slurries, semi-solids, and fluids are typically rejected from the pipe through a diverter ball valve. The ball valve automatically removescontaminated product without creating a back pressure in the system.The sanitary design of an x-ray system inspecting slurries, semi-solids, and fluids is very important. For more efficient cleaning, aseptic x-ray inspection systems are available. An aseptic design incorporates steam-cleaning ports for destruction of pathogenic bacteria growth. For dairy applications, there are x-ray inspection systems that are certified to AMI and 3-A Sanitary Standards.Let’s look at some important points to consider when using x-ray inspection for slurries, semi-solids and fluids:•High volume throughput of up to 20 tons an hour – larger than for meat and poultry because pipeline diameters are typically greater and fluids can travel faster through pipes• Contaminants will be removed before adding further value to the product through processing• Rejected product can be reworked and reused (depending on the application)•Faster flows increase reject portion sizes – up to 5kg or more of product when running at 20 tons an hour through a 100mm (4-inch) pipeWhite PaperMETTLER TOLEDO8. ConclusionFor many years, x-ray inspection has proven itseffectiveness at eliminating contaminants fromprocessed and packaged food products. Theeffectiveness of x-ray inspection systems dependson the product density, thickness and homogeneityof the inspected product.Since pumped products tend to be more homogeneous,it’s easy to adjust their depth by altering the size orshape of the pipe through which they flow. That makespumped products an ideal application for x-rayinspection, offering food manufacturers excellentlevels of contaminant detection.Pumped products on a food processing line tendto occur early in the production process before amanufacturer has added further value to the productthrough processing and packaging. Since product valueis lower at this point, this location is very common forx-ray inspection system for removing contaminants.Early removal of contaminants has two otheradvantages: it protects valuable processing equipmentfrom damage further downstream, and it serves asa check on suppliers’ quality control.Installing x-ray inspection equipment on a pumpedproduction line is a simple process. A pressure vacuumpump will eliminate air bubbles especially in meat andpoultry applications. A well-designed x-ray inspectionsystem can also automatically change the scanningspeed and the reject timings to match the customer’sflow rate.X-ray inspection is a versatile technology that’s suitablefor the inspection of a wide range of pumped foodproducts at CCPs on a food processing line. It helpsmaintain product safety and brand reputation, andcan protect valuable equipment from damage.7White PaperMETTLER TOLEDOFor more informationMettler Toledo Safeline 6005 Benjamin Road Tampa FL 33634 USATel. 813-889-9500Toll Free 800-447-4439Fax. 813-881-0840Email:*********************Subject to technical changes©05/2011 Mettler-Toledo Safeline Printed in the US/safelineusOn-Demand X-ray Webinars 24/7Our on-demand webinars give you the opportunity to learn more about x-ray inspection - at your own convenience!To view all our on-demand webinars please visit:/pi-ondemandFurther Information about X-ray InspectionFREE Technical Guide Make an informed decisionMETTLER TOLEDO has published an authoritative product inspection guide for x-ray inspection systems.The 73 page guide enables you to select the right x-ray inspection system for your production line. It supports you to install an all-encompassing product inspection program and to achieve compliance with standards, regulations and legislation.Register today for your FREE copy:/pius-guidesFREE White PapersHow Safe is X-ray Inspection of Food?Some of the most popular misconceptions about x-ray inspection of food are tackled in this White Paper. It is an indispensable white paper for food manufacturers who consider x-ray inspection to comply with food-safety regulations and legislations.Register today for your Free copy: /xrayus-safetyX-ray Inspection: More Than Just Contamination DetectionX-ray inspection can detect numerous quality shortfalls that lie hidden within product packaging or deep within the product itself. This white paper explains that x-ray inspection is no longer just a technique for catching contaminants; its become a wide-ranging tool for defending brand values and keeping customers happy.Register today for your Free copy:/xrayus-integrity。
含油食品酸价检测不确定度评定

含油食品酸价检测不确定度评定张学英(湘西州食品药品检验所,湖南吉首416000)摘要酸价是反映食品中油脂酸败程度的重要指标,也是食用油或含油食品中必检项目之一。
酸价检测不确定度评定可以更科学地评价酸价检测的准确性、科学性和公平性。
本文采用冷溶剂指示剂滴定法与冷溶剂自动电位滴定法检测酸价,建立数学模型,分析不确定度来源,评定各不确定度分量、合成不确定度及扩展不确定度。
结果表明,自动电位滴定法检测某含油食品酸价结果为6.4mg/g,扩展不确定度为0.2mg/g,K=2,显著性不确定度分量为NaOH标准滴定液浓度;指示剂滴定法酸价为6.3mg/g,扩展不确定度为0.3mg/g,K=2,显著性不确定度为NaOH标准滴定液浓度不确定度最大、A类不确定度次之、滴定体积不确定度再次之,且三者显著性相近,扩展不确定度大于电位滴定法。
通过不确定度评定和显著性分析,可以有针对性地找到降低或控制检测误差的方法,提高检测结果准确性。
关键词含油食品;酸价;不确定度评定;冷溶剂指示剂滴定法;冷溶剂自动电位滴定法中图分类号TS207.3文献标识码A文章编号1007-5739(2024)04-0130-06DOI:10.3969/j.issn.1007-5739.2024.04.033开放科学(资源服务)标识码(OSID):Assessment of Uncertainty in Acid Value Detection of Oil-containing FoodZHANG Xueying(Xiangxi Prefecture Food and Drug Inspection Institute,Jishou Hunan416000) Abstract Acid value is an important index reflecting the rancidity degree of oil in food,it is also one of the items that must be tested in edible oil or oil-containing food.Assessment of uncertainty in acid value detection can scientifi-cally assess the accuracy,scientificity,and fairness of acid value detection.This paper used the cold solvent indicator titration and the cold solvent automatic potentiometric titration to detect acid value,established a mathematical model, analyzed the sources of uncertainty,then assessed each uncertainty component,combined uncertainty,and extended uncertainty.The results showed that,through the automatic potentiometric titration,the acid value detection of a certain oil-containing food indicated C=6.4mg/g,U=0.2mg/g,K=2,and the significant uncertainty component was the concen-tration of NaOH standard titration solution.The acid value detected by the indicator titration indicated C=6.3mg/g,U= 0.3mg/g,K=2.The concentration of NaOH standard titration solution had the highest significant uncertainty,followed by class A uncertainty,and the titration volume uncertainty,the three had the similar significance,and the extended uncertainty of indicator titration method was greater than that of the potentiometric method.Assessment of uncertainty and significance analysis,can find targeted methods to reduce or control detection errors and improve the accuracy of detection results.Keywords oil-containing food;acid value;uncertainty assessment;cold solvent indicator titration method;cold solvent automatic potentiometric titration method食用油脂及含油食品是人民日常生活必不可少的物质,油脂是中国居民膳食指南重要组成部分,是人体所需三大宏量营养素之一[1]。
《食品的物理检测法》课件

03
食品的物理检测方法
密度检测法
密度检测法
原理
应用
优点
缺点
通过测量食品的密度来 评估食品的质量和特性 。
密度是指物质的质量与 其所占体积的比值,不 同物质具有不同的密度 。
在食品工业中,密度检 测法常用于检测食品的 纯度、浓度和掺杂物等 。例如,通过测量牛奶 的密度可以判断其是否 掺杂了水或其他低密度 物质。
物理检测法的应用范围
食品品质评估
通过测量食品的物理性质 ,评估食品的品质和口感 ,如水果的糖度、硬度等 。
食品安全检测
通过测量食品的电导率、 介电常数等参数,快速检 测食品中的有害物质和微 生物污染情况。
食品加工控制
通过测量食品的物理性质 ,控制食品加工过程中的 工艺参数和产品质量。
02
食品的物理特性
在食品工业中,折射率检 测法常用于检测食品的糖 度、蛋白质含量和脂肪含 量等。例如,通过测量果 汁的折射率可以判断其糖 度含量。
准确度高、测量速度快、 可用于在线检测。
对于一些具有相似折射率 的食品,难以进行区分。
声学检测法
声学检测法
原理
应用
优点
缺点
通过测量食品的声学特 性来评估食品的质量和 特性。
局限性
仪器成本
某些物理检测法只能用于特定类型的食品 ,对于其他类型的食品可能不适用。
虽然物理检测法的设备通常比化学检测法 的设备便宜,但在一些高端应用中,高精 度的物理检测设备成本可能会较高。
05
物理检测法的未来发展
技术创新
光学技术
利用光学原理,如光谱、散射、折射 等,对食品进行无损检测,提高检测 的准确性和效率。
声波在不同介质中传播 的速度和衰减程度不同 ,不同物质具有不同的 声学特性。
安检x光机 原理

安检x光机原理
安检X光机是一种常用的安全检测设备,它通过发送X射线束来检测被检物体的内部结构和组成。
安检X光机的原理主要基于X射线的透射性质。
X射线是一种高能电磁辐射,具有很强的穿透能力,可以穿透人体内部物质,并被不同组织和物质以不同的方式吸收,形成X射线像。
安检X光机通过产生高能的X射线束,并将其照射到被检物体上。
被检物体吸收或散射部分射线,并形成一个衰减的X射线束。
这个衰减的X射线束经过探测器的测量和分析,可以还原出被检物体的内部结构和组成。
在安检X光机中,探测器被设计成能够测量和记录通过其上的X射线的强度。
当未被物体阻挡的X射线通过探测器时,探测器会记录到一个基准值。
然后,当被检物体放置在X射线束中时,通过探测器记录到的X射线强度会减少。
根据这种强度的减小程度,可以得出被检物体的密度、组织等信息。
安检X光机在安全检测中被广泛应用,可以用于检测行李、货物、人体等。
它能够快速、准确地检测出携带危险物品或禁止物品的情况,对于保障公共安全和防止恐怖袭击起到了重要作用。
但同时,也要注意合理使用X射线设备,减少对人体的辐射危害。
如何用异物检测技术避免食品安全问题
如何用异物检测技术避免食品安全问题作者:DanielaVerhaeg来源:《食品安全导刊》2016年第02期现如今,全球市场依旧处于日益激烈的竞争中,维持食品制造商与零售商之间稳固关系的重要性前所未有。
随着消费者持续密切关注食品安全问题,零售商需要制造商始终提供高质量的食品。
在食品到达超市货架或销售之前,制造商必须检出并剔除任何潜在的污染物,如玻璃、金属或矿石等。
为了维护自身品牌在消费者心中的声誉,大型高级零售商甚至引入其自己制定的食品安全准则,并要求制造商必须按照此准则来提供所需要的食品。
如果食品生产商为零售商提供了劣质产品,他们之间的合作极有可能会被取消,零售商会接着与其他准备接手的制造商展开下一步合作。
因此,对于制造商而言,找到可靠的方式来确保食品安全、提高食品质量,以及最大限度地减少食品遭受外物污染的风险至关重要。
与此同时,食品制造商也正在见证零售商对玻璃包装日益增长的需求。
这是因为零售商开始强调食品的可持续性战略,旨在迎合消费者日益重视的环保需求。
由于玻璃是100%可回收的材料,它更能让消费者在购买食品前清楚地了解食品的状态和外观,而且其透明特性也能赋予超市货架上的食品一种让人无法抗拒的吸引力。
据相关数据分析得出,全球玻璃市场预计将在2014~2020年之间增长3.6%。
除此以外,根据更多调查显示,当食品采用玻璃包装时,消费者对于食品污染的顾虑会有所减少。
玻璃包装所带来的挑战玻璃包装为制造商的食品检测带来了特殊的问题,鉴于玻璃具有的高密度特性,检测玻璃包装材料中是否存在污染物将充满难度与挑战。
在检测液体中是否存在高密度异物时,如检测酱油中是否存在玻璃或金属碎屑时,此类外物有可能沉入包装底部;而当包装材料采用玻璃时,需检测的部位恰好正是玻璃厚度最大的地方。
此外,某些容器底部的凸起圆顶会让制造商更加难以检测污染物。
如果污染物密度比较小,则会融入食品中,甚至会停留在玻璃包装的顶部。
尤其是在检测碎玻璃污染物时相当棘手,因为污染物与包装材料的密度相同。
X光机使用方法。doc
X光机的操作流程1.先查看面板调节旋钮,电源调节旋钮是否都在最低位置。
2.将电源开关置于“I”,机器通电。
3.电源调节,旋钮到电压表刻度指于220V处。
4.千伏调节,旋钮到所需要的千伏值。
5.时间调节,选择到所需要的时间。
6.选择适当毫安值,30MA或50MA.7.将放有X线胶片的暗盒放置于抽屉中,焦距为90CM。
8.调节限速器,将限速器的示野调大,并使其十字中心线与暗盒的中心线相重合。
在暗盒上放上铅字以变方向。
9.按下手开关,听到蜂鸣器有“嘟”叫声,并有毫安表同时指.示,表示曝光顺利。
10.遥控曝光,曝光时,一旦机器接到发射信号,即计时曝光。
11.摄影完毕之后,将千伏时间还原,然后关掉电源开关。
12.洗片,在暗房中,把红灯打开,在取出胶片,夹于洗片架上,在放于显影箱中,等待大概1分钟左右取出,在红灯下观察是否显起,如果没有显起在放入显影箱内,直到显起为止,13.从显影箱内取出胶片后用清水清洗后在放入定影箱内,大概15分钟后取出,然后晾干。
摄影技术X线摄影时,除必须具有X线诊断机外,还需一些不可缺少的器材,如X线胶片、片夹、增感屏、遮线管、滤线器、铅号码、摄影架、测厚尺等。
X线摄影条件的确定,应根据投照部位、厚度、千伏值(KV)、毫安秒(MAS)及焦片距离(D)等因素。
犬X线摄影前,应禁食12小时,投照部位的厚度以8~9cm计算,投照距离(D)为90cm,管电压为65KVP,x线量可选用1.7、2.5、5.0mAS,或用相近的量摸索最佳效果。
投照条件在以上情况下,变化原则如下。
(1)管电压在80kVp以下时,投照部位的厚度每增减1cm,相应增减2kVp。
(2)管电压在80kVp以上时,投照部位的厚度每增减1cm,相应增减3kVp。
(3)投照部位厚度在10cm以上时,管电流或曝光时间应增加3倍。
(4)X光机的性能达不到所要求的管电压时,可按表7进行。
减低管电压,同时要增加1倍的X线量(MAS)。
(5)投照胸部或幼犬时,mAS应减少一半。
梅特勒-托利多肉食品行业综合解决方案
客户加强管理 • 防止称重管理作弊
3
增强企业防2作弊能力,提高企业自动化水平
1
PDX数字式电子汽车衡是梅特勒托利多采用当今世界最先进的称 重传感器SLC820和数字式称重显 示仪而设计的全电子模块化汽车 衡,它具有对各种恶劣环境的超 强防护能力。
优异的防作弊性能,确保公正计量
中国猪种繁多,同一猪种体型差 距大,并且国内目前并没有一套 统一的定级标准。生猪白条定级 系统充分考虑了这些情况, 在核 心部分统一的情况下,预留了足 够的客户定制空间。
生猪白条定级系统包括动态秤, 分级探针,控制部分,现场管理 终端,以及软件。整个定级过程 的数据采集都由机器来完成,人 不能干预,确保了数据的准确 性。定级标准,扣罚等标准都可 以按照企业标准进行修正,以确 保结算精度。
间。剔除设备的设计可靠耐用,
能够满足高强度的生产需求。组
装简便,对生产也非常有利,方
自动检重秤 更好地控制净含量
自动检重秤解决方案已经被广泛 应用于包括肉食行业在内的多个 行业中,随着产品品种的增加, 生产效率的不断提高,以及食品 安全要求的不断完善,客户已经 将自动检重秤作为重量检测的首 选,无论是单个产品的检重还是 产品的缺件应用都能帮助客户有 效降低人工成本,更重要的是保 证了数据的有效性。
可靠的服务,确保您的业务一帆 风顺 专业的"预防性维护保养"服务, 帮助客户了解作弊原理,预防性 维护排查,从而避免管理层面的 作弊行为发生。
4
牲畜秤 提升牲畜称重准确性
在养殖和牲畜屠宰收货环节,需要 对牲畜重量进行称量,由于牲畜不 停地活动,会对正常称重过程造成 干扰,所以梅特勒-托利多的PS系 列牲畜秤添加了动物称重功能,可
安检机图像识别
安检机图像识别 Revised by Petrel at 2021安检机图像识别我们使用X射线安检设备的目的是能够辅助安检人员在大流量的旅客流中快速、有效地发现行李内可能存在的违禁物品,尽可能少地进行开包检查。
那么,首先什么是违禁品呢?违禁品也就是通常所说的“三品”,它们是易燃、易爆品、腐蚀性物品、管制刀具和枪械。
其中,易燃、易爆品包括汽油、酒精、爆竹、雷管、炸药、丁烷气体、化妆品、空气清新剂等。
腐蚀性物品包括硫酸、盐酸、硝酸、王水、双氧水、强氧化性材料等。
管制刀具和枪械包括弹簧刀、跳刀、三棱刀、砍刀、手刺、手枪等。
这些违禁物品隐匿在行李中,在X光图像下各有各的形状特点以及颜色特点。
图1和图2分别是一些典型违禁品的实际图像和双能量材质图像。
从中可见对于菜刀、匕首、改锥、剪刀等金属材质都是显示兰色调。
鞭炮、爆竹显示绿色调。
爆竹中间是黑火药,所以在中部显示绿色,爆竹的纸管是有机材质,因此显示为橙色。
玩具手枪以及改锥的把柄和剪刀的把手是塑料的显示为黄绿色泽需要注意的是,丁烷气罐和矿泉水都是橙色的,而空气清新剂则是绿色的。
对于打火机的辨认主要是看火头上的形状和色泽。
火头周围是一层金属因而是兰色的。
打火机机身是橙色的。
常见违禁品双能图像图1图2请注意图2中的两袋粉末状的物品。
一袋是食盐,另外一袋是白砂糖。
白砂糖是有机物所以显示橙红色,食盐是无机物所以显示的是兰色。
不能武断地说凡是兰色的就是金属。
通常情况下,毒品以及爆炸物都是有机材料居多的。
各种物品无规则地叠加在一起。
这就给图像判别带来了巨大的挑战。
操作人员必须要对常见的违禁品的形状、颜色相当熟悉。
经验的积累需要大量的观察和开包检测的结合。
随着工作的逐步熟练,开包检查的次数也会大大减少。
需要补充说明的是X光安检机也有固有的局限性。
比如水、汽油、丁烷气体瓶都是有机物,无法从亚瑟上进行区分。
这就是安检的时候必须要求乘客喝一口待检查的液体的理由。
目前X 射线安检设备在原理是还无法突破上诉局限,因此安检人员要谨慎对待那些所谓的“爆炸物、毒品自动报警”功能。
梅特勒金检机资料
X射线检测机
我们的设备在众多的食品生产企业中被作为“关键控制点”。
4
Internal usage only
全球的生产、营销和服务网络
生产基地
梅特勒托利多的 销售和服务网络
分销渠道
HHi-Si-SpepededC自he动ck检w重eig秤hin
CW SBU + MO: Americas
地点:
Ithaca, NY
Hi-GSapreveednCs h自e动ck检we重ig秤hin CW SBU + MO: RoW 地点: Giesen, DE
GHai-梅rSvp特een勒 esd托CCh利heec多ckk中wwe国eigighhining PI PO + MO: China 地点: 上海,中国
5
Internal usage only
Hi-SSpaefedlinCeh金ec属kw检e测ighin MD SBU: Global 地点: Manchester, UK
Hi-SapfeeelidneChMeDck+wXeRighin MD + XR MO: Americas 地点: Tampa, FL
Hi-SSpaefeeldinCehXe射ck线w检eig测hin XR SBU: Global 地点: Royston, UK
CanCheK (简单配置的双射线源设备)
食品和药品行业应用中,检测金属罐中的杂质、液位和产品缺陷。
操作系统 检测速度 检测宽度 电源 X-ray Generator 软件工具
Windows XP Up to 120 m/min (400 ft/min) 300 and 400 220 VAC (50/60 Hz), 15 Amp, single phase – (3 phase optional) 80KV/4.5mA and 120KV/3.0mA
梅特勒-托利多超越系列密度计折光率仪

DM50 DX50 0.00000 ... 3.00000 0.000005 0.00002 (0 ... 1 g/cm3) 0.00004 (0 ... 3 g/cm3) 0.02 0.02 0 ... 91 0.02 (10 ... 30 °C) 0.05 (0 ... 91 °C)
接触样品的材质: 聚四氟乙烯(PTFE), 硼硅酸盐玻璃 最小样品量: 约1mL 典型测量时间: 30秒(到达平衡温度后5秒) 尺寸(长 x宽 x高 mm): DM密度计: 272x385x215, DX密度模块: 272x238.5x215 重量: DM密度计: 13.52 kg, DX密度模块: 12.80 kg 电源: 交流电100 -240 V; 50-60 HZ; 40-100 W
[DM40] [RM40] [Color]
... Density, Specific Gravity, API Gravity, Refractive Index, ASTM Color, Saybolt, Gardner ... ... DIN 51757, ISO 12185, ASTM D 1250, ASTM D 4052, ASTM D 5002, ASTM D 5931, ASTM D1500 ...
化妆品
密度计、 折光率仪、 pH计和色度计 是许多化妆品实验室必备的基本 的标准仪器, 这些仪器有广泛的应 用, 完全符合法规的基于密度的比 重测量和折光率测量能确保香精
[DM45] [RM40] [Color] [pH]
极佳的纯净度, 这仅仅是超越系列 中文密度计/折光率仪在化妆品实 验室里多种任务中的两个典型例 子。
RM40 RX40 1.3200 ... 1.7000 0.00005 0.05 0.0001 0.1 5 ... 100 0.10
梅特勒托利多推出全新自动检重秤和X射线检测系统
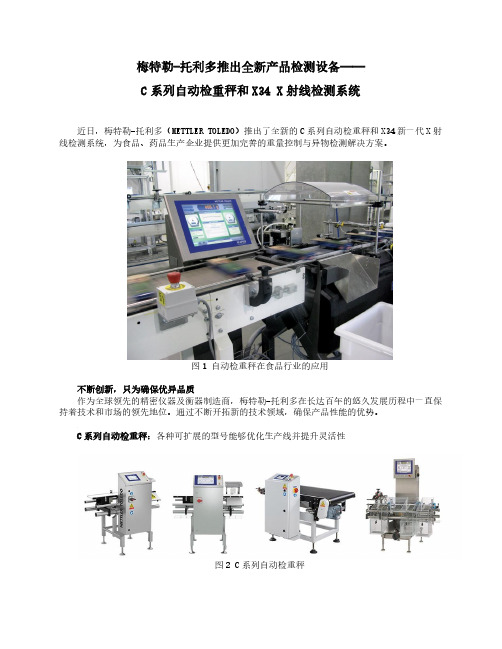
梅特勒-托利多推出全新产品检测设备——C系列自动检重秤和X34 X射线检测系统近日,梅特勒-托利多(METTLER TOLEDO)推出了全新的C系列自动检重秤和X34新一代X射线检测系统,为食品、药品生产企业提供更加完善的重量控制与异物检测解决方案。
图1 自动检重秤在食品行业的应用不断创新,只为确保优异品质作为全球领先的精密仪器及衡器制造商,梅特勒-托利多在长达百年的悠久发展历程中一直保持着技术和市场的领先地位。
通过不断开拓新的技术领域,确保产品性能的优势。
C系列自动检重秤:各种可扩展的型号能够优化生产线并提升灵活性图2 C系列自动检重秤“随着生产速度的不断提升、产品转换需求愈加频繁以及包装尺寸的日益缩小,检测设备在产品处理中的灵活性对包装产品生产企业提出了比以往更高的要求。
”梅特勒-托利多产品检测部产品经理徐建飞表示,“在满足以上需求的同时还要保持出色的称重精度,梅特勒-托利多全球同步推出的C系列自动检重秤,完全能够同时满足包装产品生产企业对高精度和灵活性的要求。
此外,C系列自动检重秤能够轻松地集成到现有的生产线上,并始终确保符合国际度量衡标准。
”全新的C系列自动检重秤包括:C31精准型、C33优选型、C35卓越型、C21精准型和C23优选型;每一种型号都有不同的称量范围和处理量,适合不同重量、体积的包装产品。
通过全新设计的支架等技术方式,C系列自动检重秤能够最大限度地减少传送带和周围机器的振动,从而确保最佳的检测精度。
防水的不锈钢外壳和斜边设计,易于清理,符合国际卫生标准。
此外,C系列自动检重秤的所有型号都可以安装在各种行业的生产线上,并支持Industry 4.0环境下的各种开放通信接口;还能够无间隙实时地监控所有的关键控制点(CCP),确保端到端符合危害分析与关键控制点(HACCP)和危害分析与基于风险的预防性控制(HARPC)原则。
自动检重秤能够实时在线检测包装产品的净含量,确保净含量达到所标示重量;还能够检测产品完整性,尤其是药品不会出现缺件、缺粒、缺说明书等问题。
烘焙食品生产线上的电子警察
FOOD PACKAGING 食品包装66 食品安全导刊 2010年6月刊烘焙食品生产线上的电子警察随着生活节奏的日益加快,焙烤食品以其方便、营养、美味、香脆等特性逐渐成为人们的主食或副食。
目前,主要的焙烤食品有饼干、面包、糕点、月饼、方便面、膨化食品等。
方便、美味、开袋即食等是焙烤食品的主要特点,目前除了少数焙烤食品是在门店加工而成外,绝大多数焙烤食品依然是在工厂经过自动化配料、生产、包装而来。
在追求天然、营养、保健、安全、卫生的今天,焙烤食品同样面临安全、卫生等问题。
自动化在线金属异物检测防患于未然食品安全近年来已经成为全球关注的焦点,焙烤食品在人们饮食生活中所占据的重要地位决定了其安全性更是不容忽视。
与其他食品一样,焙烤食品同样面临来自物理、化学、微生物三个方面的污染威胁。
相对化学、微生物污染,物理污染的危害所受到的重视度还远远不够。
但是,物理污染所造成的后果也足以导致人员伤亡、企业形象受损甚至倒闭等严重后果。
而实际上,关于食品中的物理污染事件也曾经出现过,如曾经在某一品牌沙琪玛包装袋中发现螺丝钉,但因未造成重大伤亡,未引起更多媒体、消费者的足够重视。
假若螺丝钉未被及时发现,随食品进入消费者体内,或者是混入了不易发现的金属碎屑或金属丝的焙烤食品被消费者尤其是儿童食用,那么后果就会相对严重——不仅损害消费者身体健康,甚至威胁到生命安全,进而给企业造成经济损失,甚至信誉损失,而这些都是无法挽回的。
因此,对于物理污染,我们应该尽早给予更多重视,防患于未然。
对于食品生产企业来说,在购买自动化的生产、包装设备时,还应该考虑选择相应的异物检测方案。
目前很多食品企业已经或正在考虑购买自动化的在线金属异物检测设备。
实施自动化在线金属检测面临困境由于焙烤食品广受消费者喜爱,因此,为满足市场不断变化的口味和需求,焙烤食品企业不断推出焙烤新品。
但焙烤产品的多样性以及生产线的复杂性却让很多焙烤食品生产商在选择异物检测方案时不知所措。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
百分百 安全
二十多年来,食品制造商一直在 通过 x 射线检测确保食品的质量 及安全性。 食品制造商面临着确保产品安全 的巨大压力。
通过 X 射线检测系统 的食品在质量与口感 方面与扫描之前完全 相同。
每个普通人日常所吸 收的主要辐射源
辐射无处不在。
氡气(自然放射) 医疗放射 伽马射线 宇宙辐射 身体内部辐射 其它
峰值 辐射量
环境辐射当量
累积辐射量是最重要的测量。
职业性照射限值以允许的最大剂量来表示。 辐射剂量的国际单位是西弗特 (Sv)。 由于职业性辐射的量往往很低,通常用更小的单位 如微西弗特(μSv:西弗特的百万分之一)表示。
在每人每年从自然辐射 源中获取到的所有辐射 当中,自然背景辐射的 辐射量为 2,400 μSv。
X 射线检测和食品辐照的区别是什么?
X 射线检测系统
食品生产商使用 X 射线检测技术确保产品安全性 与质量。X 射线是一种类似于光波或无线电波的 电磁辐射,因此不可见。
食品辐射
消灭细菌的过程被称为“食品辐射”,涉及到 的辐射量比 X 射线检测最多可高出一千万倍。
伽马射线
细菌灭杀
对食品进行 X 射线检测 不会导致食品产生放射性。
相比于地面人员,在空中飞行 的人员会吸收更多的 X 射线。
我们接收到的辐射有 12% 来 自于外部空间。
频飞航班 = 200 µSv/年 飞行员和机组人员 = 2000 µSv/年
职业性接触
非常接近于 X 射线检测系统的 辐射量通常每小时不足 1 μSv。
2 1
3
10
50
0
100
μSv/h
自然接触
累积 辐射量
百分百安全
食品在 X 射线 光束中仅停留 250ms。 这种辐射量不会 影响食品安全。
世界卫生组织 (WHO) 进行的研究证实,不超过 10,000 Sv 的食品辐射量不会对食品安全性或 营养价值 (10,000.000 μSv) 构成影响。
辐射量如此之低,以致于有机食品在接受 X 射 线检测之后不会丝毫减弱其有机状态。
X 射线系统检测金属、玻璃、钙化骨、矿石和高密度塑料等污染物。
X 射线检测提高 食品安全和质量。
欲了解详情,请访问:/xray-safety