机械毕业设计(论文)-M1432A万能外圆磨床头架及液压系统三维设计【全套图纸PROE三维】
M1432型万能外圆磨床头架改造

M1432A型万能外圆磨床头架改造摘要:本文就M1432A磨床使用过程中遇到的山于更换加工产品所出现的改造问题,对头架的结构改造进行了描述,并对该设备在生产中的使用情况进行了简要介绍,对普通设备的使用、改造有一定的借鉴作用。
1、前言机械行业是我国的基础行业之一,普通的车、铳、刨、磨等设备在各种机械厂是最常见的加工设备,tl前国内一些历史比较长的机械厂均有儿十年的老设备,这些老设备山于长期使用,经常岀现一些配件缺失、零件磨损等各种现象,有些设备甚至因此报废不能再使用。
2、问题的出现车间一台M1432A型万能外圆磨床,原为其它车间加工喷油泵下体专用机床,使用时间较长,加之一直用于加工单一产品,造成头架主轴磨损松动,无法固定, 进行儿次维修无果,最后决定对之进行改造。
图1、M1432A型万能外圆磨床1). M1432A型万能外圆磨床简介M1432A型万能外圆磨床主要用于磨削外圆柱面、外圆锥面、内圆柱面和内圆锥面以及台阶端面(如图1所示)。
加工精度可达IT6-IT5,表面粗糙度达Ra0.8 -0. 2微米。
该机床的主要技术数据如下:主要规格:最大磨削直径X最大磨削长度320X1000毫米;320X1500毫米加工范围:磨削丄件外圆直径8 — 320毫米磨削工件内圆直径13-100毫米磨削工件内圆长度160毫米最大工件重量120公斤头架:头、尾架中心高180毫米头架顶针孔锥度莫氏4号头架回转角度90°三爪卡盘卡活外圆的最大直径130毫米砂轮架:砂轮架最大移动量150毫米砂轮架快速进退量30-33毫米砂轮架回转角度15°砂轮尺寸(外径x宽度X孔径)500X50-75X203毫米内圆磨具:砂轮尺寸(外径X宽度X孔径)最大50X25X13毫米最小17X20X6毫米作台液动最大行程1570毫米尾架:尾架顶针孔锥度莫氏4号尾架套筒移动量20-25毫米2).该机床头架结构及调整头架结构如图2所示头架箱体8可绕定位柱1相对底座2 (用两个“乙”形螺钉固定在上工作台左边)回转,所需角度可参考刻度尺3。
MGA1432A-SB-08_1高精密万能外圆磨床电路图(上机)2018.9

-FU4
1
125
5
13
-FU3 2A 2 4
~110V
3A
100VA
-X1 5
B
5 / 5.1:A B
V41 W41
02 06 07 6a
~24V 50VA
-FU6 31 2
2A
6 -X1 6
6
6
6
13
13
23
+Y-SP2 P +Y-SP3 P
CS-Ⅱ
14 CS-Ⅱ
14 +P-SA4 24
EPLAN
2020/7/12
6
共 11 页 第 8 页
1
2
3
4
5
6
X1 YD48 JK38TZP
X2 YD20 JK4TZP
A
脚号 1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16
脚号 线号
X3 YD20 JK4TZP
脚号 线号
A
线号 PE 1U1 1V1 1W1
U1
页描述:控制电路 3
2
3
=
+
4
5
6
A
B
C
D
E
图号 设计
5
EPLAN
2020/7/12
6
共 11 页 第 7 页
1 A B C
U4 V4 W4
U4 / 3.3:C V4 / 3.3:C W4 / 3.3:C PE / U / 4.6:A V / 4.6:A W / 4.6:A
2
M1432A型外圆磨床总体布局设计
M1432A型外圆磨床总体布局设计M1432A型外圆磨床是一种常用的金属加工设备,主要用于对工件外圆的精密磨削加工。
总体布局设计是保证设备正常运行和操作人员的安全的重要环节之一、以下是M1432A型外圆磨床总体布局设计的相关内容,共1200字以上。
1.设备的一体化设计:M1432A型外圆磨床通过将床身、磨削主轴、传动机构、控制系统等组件集成在一起,实现了设备的一体化设计。
这种设计可以减少设备的占地面积,提高生产效率,同时还便于设备的维护和保养。
2.设备的模块化设计:M1432A型外圆磨床采用了模块化设计,将设备按照功能和结构划分为多个独立的模块。
每个模块都有相对独立的功能,可以独立进行设计、生产和维护。
这种设计可以提高设备的灵活性和可维护性,减少了设备的故障率和维修时间。
3.主要部件的布局:M1432A型外圆磨床的主要部件包括床身、工作台、主轴、控制面板等。
这些部件的布局应根据设备的工作原理和操作的方便性进行合理安排,保证设备的正常运行。
-床身布局:床身是设备的主要支撑结构,应具有足够的刚性和稳定性。
床身的布局应考虑到设备的整体稳定性和工作空间的合理利用,同时还应考虑到操作人员的操作空间和安全。
床身上应安装工作台和主轴,以便进行工件的夹持和磨削加工。
-工作台布局:工作台是安装和夹持工件的平台,其位置和布局应根据工件的尺寸和形状进行调整。
工作台上应安装夹持装置,以便稳定固定工件。
夹持装置的位置和结构应能够满足夹持工件的要求,并具有足够的刚性和稳定性。
-主轴布局:主轴是设备的核心部件,用于带动磨削工具进行工件的磨削加工。
主轴的位置和布局应使其与工作台和工件之间的距离尽可能小,以减小加工误差和提高加工精度。
同时还应考虑主轴的安装和调整的方便性,以便实现不同工件的磨削加工。
-控制面板布局:控制面板是用于控制设备运行和操作的重要部件,其位置和布局应便于操作人员的使用和操作。
控制面板上应设置按钮、开关和显示屏等元件,以实现设备的各项功能和参数的调整和显示。
M1432A型万能外圆磨床液压系统的改进设计
组成 的背压 回路 。结合系 统双
向背压要求 ,可选 用如 图 2所 示 的采 用溢 流 阀 的背 压 回路 :
l 溢 流 阀 2 换 向阀 。 一 一 3 一快 速进 退 缸
将 溢流 阀 1 安装在 换 向阀 2回 图 2 采用溢 流这就使快速进退缸 3及负载 的惯性
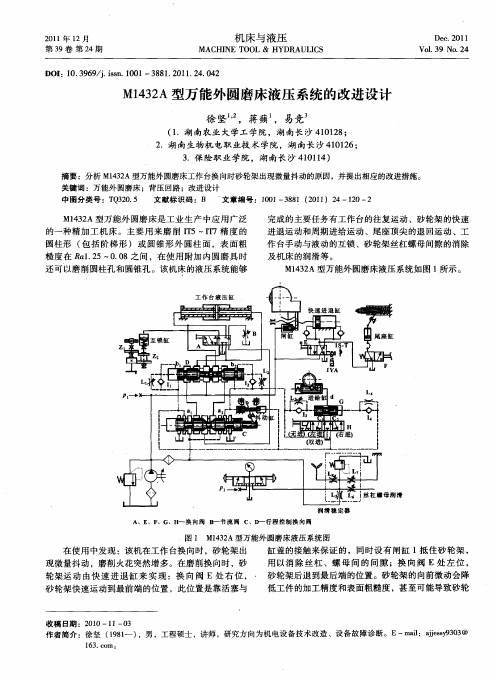
摘 要 :分 析 M13 A型万能外 圆磨床工作 台换向时砂轮架 出现微量抖 动的原因 ,并 提出相应的改进措施 。 42 关键 词 :万能外圆磨床 ;背压 回路 ;改进设计
中图分类号 :T 3 . Q2 5 0 文献标识码 :B ‘ 文章编号 :10 3 8 (0 1 4—10— 0 1— 8 1 2 1 )2 2 2
1 .c r 。 63 o n
第2 4期
徐坚 等 :M13 A型万能外圆磨床液压系统 的改进设计 42
・1 1・ 2
飞 出等安 全 事 故 的 发 生 。经 过 理 论 分 析 和 实 际 检
测 ,最后排 除 了 由进 给 传动 部分 、主 轴部 件 、砂 轮 装置 等故 障而引起 砂 轮架微 量 抖 动 的可能 性 ,并确 认 了砂轮架 微量抖 动是 由于 液压 系 统压 力 波动 大而
A、E 、G、H 换 向 阀 B 节流 阀 c、 一行程 控制 换 向 阀 、F ~ 一
图 1 M13 A型万能外 圆磨床液压 系统图 42
在使用 中发现 :该 机在工作台换 向时 ,砂轮架 出 缸盖 的接触来保证 的 ,同时设 有 闸缸 1抵住砂 轮 架 , 现微量抖 动 ,磨 削火 花突然增多 。在磨削换 向时 ,砂 用 以消 除丝 杠 、螺母 间 的 间 隙 ;换 向 阀 E处左 位 , 轮架运 动 由快 速进 退 缸 来 实 现 :换 向 阀 E处 右 位 , ・ 砂轮架后退到最后端 的位 置。砂轮架 的向前 微动会降
M1432A万能外圆磨床毕业设计论文
沈阳理工大学应用技术学院毕业设计说明书摘要本次设计的内容是万能外圆磨床的工作台结构及液压系统的设计,设计了头架结构、带动工作台的液压缸等各个部件,本文重点设计和介绍了液压系统图及外圆磨床的机械工作原理图。
随着科技步伐的加快,液压技术在各个领域中得到了广泛应用,液压系统已成为主机设备中最关键的部分之一。
本文主要研究的是液压传动系统,液压传动系统的设计需要与主机的总体设计同时进行。
设计时,必须从实际情况出发,有机地结合各种传动形式,充分发挥液压传动的优点,力求设计出结构简单、工作可靠、成本低、效率高、操作简单、维修方便的液压传动系统。
关键词:外圆磨床;工作台;液压系统;原理AbstractThis design is the content of universal cylindrical grinder workbench structure and hydraulic system design, design the first frame structure, leading workbench of hydraulic cylinder, etc, this paper puts emphasis on the parts design and introduced the hydraulic system diagram and cylindrical grinder mechanical work principle diagram.With the quickening pace of science and technology in various fields, hydraulic technology be widely used, hydraulic system has become the most key host devices one of the part. This paper mainly studies is hydraulic transmission system, hydraulic transmission system design needs and host of the overall design simultaneously. When the design, must from actual conditions, organically combined with all kinds of transmission form, give full play to the advantages of hydraulic transmission, strive to design a simple structure, reliable operation, high efficiency and low cost, simple operation, convenient maintenance hydraulic drive system.Keywords: cylindrical grinder; Work table; Hydraulic system; principle目录摘要 (1)ABSTRACT (2)1绪论 (5)1.1磨床的类型与用途 (5)1.1.1 磨床的类型及其特点 (5)1.1.2 磨床的用途 (5)1.1.3 外圆磨削和端面外圆磨床 (6)1.2磨床的现状及其发展趋势 (8)2 机床的总体描述 (9)2.1机床的结构 (9)2.2机床的总体布局 (9)2.3机床的主要技术性能 (10)3机床的机械传动系统 (11)3.1头架(带动工件)的传动 (11)3.2外圆砂轮的传动 (11)3.3内圆磨具的传动 (11)3.4工作台的手动驱动 (12)3.5滑鞍及砂轮架的横向进给运动 (12)4 机床的液压传动系统 (13)4.1本机床液压系统的功用 (13)4.2液压系统的工作原理 (14)4.3运动、负载分析 (17)4.3.1 运动分析 (17)4.3.2 负载分析 (18)4.4液压缸主要尺寸的确定 (19)4.5M1432A型万能外圆磨床液压系统特点 (20)5机床的结构特点 (22)5.1砂轮架 (22)5.2头架 (23)5.3尾架 (24)5.4横进给机构 (25)1绪论1.1磨床的类型与用途1.1.1 磨床的类型及其特点用磨料磨具(砂轮、砂带、油石和研磨料等)为工具进行切削加工的机床,统称为磨床(英文为Grinding machine),它们是因精加工和硬表面的需要而发展起来的[1]。
M1432A万能外圆磨床头架及液压系统

毕业论文﹙设计﹚开题报告题目M1432A万能外圆磨床头架及液压系统的设计学生姓名学号所在院(系)机械工程学院专业班级机械设计制造及其自动化指导教师2008年 3月10日题目M1432A万能外圆磨床头架及液压系统的设计一、选题的目的及研究意义在国民经济各部门、人民的日常生活中,使用者各种机器设备、仪器工具,这些机器、机械、仪器和设备和工具大部分是由一定的形状和尺寸的金属零件所组成的。
生产这些零件并将它们装配成机器、机械、仪器和工具的工业,称为机械制造工业。
在机械零件的制造过程中,采用铸造、锻压、焊接、冲压等制造方法,可以获得低精度零件。
对于精度要求高、表面粗糙度小的零件,主要依靠切削加工的方法获得,尤其是加工精密零件时,需经过多道工序的切削加工才能完成。
因此,机械加工设备是机械制造业的主要加工设备。
在一般的机器制造厂中,金属切削机床所负担的加工工作量,余额占总工作量的40%~60%。
金属切削机床的技术性能直接影响机械产品的质量及其制造的经济性,进而决定着国民经济的发展水平。
机床是在人类认识和改造自然的过程中产生,又随着社会生产的发展和科学技术的进步而不断发展、不断完成的。
最原始的机床是木制的,所有运动由人力或畜力驱动,主要用于加工木料、石料和陶瓷制品的泥坯,它们实际上并不是一种完整的机器。
现代意义上的用于加工金属机械零件的机床,是在18世纪中叶开始发展起来的。
18世纪发明了机动刀架,并以蒸汽机为动力,对机床进行驱动或通过多轴对机床进行集群驱动,才形成了现代机床的雏形。
19世纪至20世纪初,随着电动机的问世,电动机取代了蒸汽机,经过了多轴对机床进行集群驱动、单独电动机驱动的封闭齿轮箱的发展过程,才使机床具备了现代的结构形式。
上世纪40年代,随着高速钢的和硬质合金工具的使用以及液压技术的应用,使机床在传动、机构、控制等方面得到很大的改进,加工精度和生产率得到显著提高。
自上世纪50年代以来,计算机技术开始应用于机床中,先后出现了数控机床、加工中心柔性制造系统等。
M1432A万能外圆磨床头架及液压系统三维设计说明书
前言机械制造业是国民经济的基础产业,它的发展直接影响到国民经济各部门的发展,也影响到国生和国防的加强。
因此,各国都把机械制造业的发展放到首要位置。
其中装备制造业是国民经济的脊梁,它的各项经济指标占全国工业的比重高达四分之一至五分之一;是高技术的载体及转化为生产力的桥梁和通道,20世纪兴起的信息技术、核技术、空间技术等,无一不是装备制造业创造出来的;是产业升级的手段,生产工作母机、提供重大装备;是外贸出口的主力,占全国外贸出口的36%以上;是国家安全的重要保障,在高技术和数字化战争时代,装备制造业还是国家的战略产业,它是实现工业化的必备条件,是衡量一个国家国际竞争力的重要标志,是决定我国在国际分工中地位的关键因素。
机床是机械加工中的主要加工设备,在生产实践中有着重要的作用,它的加工精度、加工效率都直接反映着加工的水平。
随着磨削技术的发展,磨床在加工机床中的比例越来越大。
据1997年欧洲机床展览会(EMO)的调查数据表明,25%的企业认为磨削是他们应用的最为主要的加工技术,车削只占23%,钻削占22%,其它的占8%;而磨床在企业中占机床的比重高达42%,车床占23%,钻床占14%。
我国从1949—1998年,开发生产的通用机床有1800多种,专用机床有几百种,磨床的拥有量占金属切削机床总拥有量的13%左右。
可见,磨床及磨削技术在机械制造业中占有极其重要的位置。
它作为金属切削行业的一个重要分支,随着工业的发展,对机械零件的加工精度和表面粗糙度的要求日益提高,磨削加工显得更加重要。
尤其是在汽车、电力、船舶、冶金、军工、航天航空等行业,磨床正发挥着越来越大的作用。
“十一五”期间,经过调整和整合期后的磨床行业,将会迎来新一轮的发展期。
第一部分第一章绪论头架是外圆类磨床的主要部件,它的动态性能对磨床的性能有着重要的影响。
头架的作用是支撑工件和传递动力,即使工件转动。
其中主轴又是它的主要零件,主轴的精度高低对于整机的几何精度和工作精度有着直接的影响。
外圆磨床液压系统

M1432A型万能外圆磨床液压系统为M1432型外圆磨床液压系统原理图。
其工作原理如下:2M1432A型万能外圆磨床1—先导阀2—换向阀3—开停阀4—互锁缸5—节流阀6—抖动缸7—挡块8—选择阀9—进给阀10—进给缸11—尾架换向阀12—快动换向阀13—闸缸14—快动缸15—尾架缸16—润滑稳定器17—油箱18—粗过滤器19—油泵20—溢流阀21—精过滤器22—工作台进给缸1.工作台的往复运动(1)工作台右行:如图所示状态,先导阀、换向阀阀芯均处于右端,开停阀处于右位。
其主油路为:进油路:液压泵19→换向阀2右位(P→A)→液压缸2右腔;回油路:液压缸9左腔→换向阀2右位(B→T2)→先导阀1右位→开停阀3右位→节流阀5→油箱。
液压油推液压缸带动工作台向右运动,其运动速度由节流阀来调节。
(2)工作台左行:当工作台右行到预定位置,工作台上左边的挡块拨与先导阀1的阀芯相连接的杠杆,使先导阀芯左移,开始工作台的换向过程。
先导阀阀芯左移过程中,其阀芯中段制动锥A的右边逐渐将回油路上通向节流阀5的通道(D2→T)关小,使工作台逐渐减速制动,实现预制动;当先导阀阀芯继续向左移动到先导阀芯右部环形槽,使a2点与高压油路a2′相通,先导阀芯左部环槽使a1→a1′接通油箱时,控制油路被切换。
这时借助于抖动缸推动先导阀向左快速移动(快跳)。
其油路是:进油路:泵19→精滤油器21→先导阀1左位(a2′→a2)→抖动缸6左端。
回油路:抖动缸6右端→先导阀1左位(a1→a1′)→油箱。
因为抖动缸的直径很小,上述流量很小的压力油足以使之快速右移,并通过杠杆使先导阀芯快跳到左端,从而使通过先导阀到达换向阀右端的控制压力油路迅速打通,同时又使换向阀左端的回油路也迅速打通(畅通)。
这时的控制油路是:进油路:泵19→精滤油器21→先导阀1左位(a2′→a2)→单向阀I2→换向阀2右端。
回油路:换向阀2左端回油路在换向阀芯左移过程中有三种变换。
M1432A型外圆磨床总体布局设计

本科学生毕业设计M1432A 型外圆磨床总体布局设计摘要磨床是应用于零件精加工,尤其是淬硬钢件和高硬度特殊材料精加工的一种机床。
近年来由于科学技术的发展,现代机械零件的精度和表面粗糙度要求越来越高,各种硬度材料日益增多,所以磨床的应用越来越广泛。
基于市场对外圆磨床的变速要求高,磨削外圆直径大的要求,经过重新布局和对主轴箱的设计后,M1432A 型外圆磨床的加工性能得到了很大的提高,外形更加美观,结构更紧凑,操纵也更方便,更省力。
主轴可获得 6 种转速,磨削直径也增加到了 320 毫米。
这些改变都给操纵工人和维修人员带来方便,基本达到了以人为本的目的。
关键词:外圆磨床;淬硬钢件;磨削精度;精加工;粗糙度ABSTRACTGrinder is a machine which is widely used in finish processing of the part , especiallyfor the hard steel and the finish machining of the high rigidity special materials. In recentyears, with the development of the technology, the need for machine’s precision andsurface roughness is getting higher and higher. At the same time, the high rigidity materialsare manifold, so the grinder machine is used more widely now.Based on the high demand for cylindrical grinder and the biggerdiameter of thegrind circularity, the performance of M1432A cylindrical grinder has gained a prodigiousimprovement after renewing the layout and designing the headstock. The machine now has the features of perfect, compact, convenient and labor saving. Theprincipal axle canprovide six rotation speeds, and the diameter has also increased to 320 millimeter. All ofthese changes has brought more and more convenient for the manipulators and themaintaining workers. So the changes have achieved the goal of center on human.Key words: Cylindrical Grinder; Quenched Steel; Grinding Precision; Finish Machining;Roughness第 1 章绪论1.1 选题背景和意义近年来,由于科学技术的发展,现代机械零件的精度和表面粗糙度要求越来越高,各种高硬度材料应用日益增多,同时精密铸造和精密锻造工艺的发展,又可能将毛坯直接磨成成品;此外,随着高速磨削和强力磨削工艺的发展,进一步提高了磨削效率。
机制技术(3-4)外圆磨削

粗进给时,手轮B 转 1 转,砂轮横移量为: 1×50/50×44/88 ×4=2 mm
手轮圆周刻度为200格,转1格进给0.01mm;细进给时转1格进0.0025mm
二、外圆磨削
无心磨床 工件不需夹持,放在砂轮和导轮之间,连续磨削,操作简单, 生产率高,适于大批量磨削无中心孔的轴、套、销等零件。
3. 工作台的手动驱动 手轮A—Ⅴ—15/72—Ⅵ—18/72—Ⅶ—Z18/齿条—工作台纵向移动 手轮A 转 1 转,工作台纵向移动量为: 1×15/72 ×18/72 ×18 ×2π≈6 mm 工作台手动驱动与液压驱动之间有互锁装置。
二、外圆磨削
4. 砂轮架的横向进给运动
手轮B—Ⅷ—50/50(粗进给)或20/80(细进给)—Ⅸ—44/88—横向 进给丝杠(t=4mm)—砂轮架的横向移动
二、外圆磨削
M1432A万能外圆磨床
二、外圆磨削
M1432A万能外圆磨床
磨削外圆柱面
扳转工作台 磨削长圆锥面
扳转砂轮架磨削短圆锥面
扳转头架磨削 内圆锥面
二、外圆磨削
外圆磨床的运动 1.主运动:砂轮旋转 运动 (m/s) 2.工件旋转运动 (周向进给运动)
3.工件纵向往复运动
(轴向进给运动) 4.砂轮横向进给运动
二、外圆磨削
M1432A万能外圆磨床
二、外圆磨削
二、外圆削
2. 砂轮的传动 ①外圆砂轮的传动 砂轮电机(1440 r/min)—Φ127/Φ113—砂轮旋转(一般取v砂≈35m/s) ②内圆磨具的传动
磨具电机(2840 r/min)—Φ170/Φ50或Φ170/Φ32—磨具旋转(2种转速)
二、外圆磨削
机械制造技术
外圆磨削
二、外圆磨削
M1432A磨床工作原理

M1432A型万能外圆磨床电路图工作原理:1.主电路主电路共有5台电动机。
其中M1是液压油泵电动机,给液压传动系统供给压力油;M2 是双速电动机,是能带动工件旋转的头架电动机;M3是内圆砂轮电动机;M4是外圆砂轮电动机;M5是给砂轮和工件供冷却液的冷却泵电动机。
5台电动机都具有短路保护和过载保护。
2,控制电路(1)液压泵电动机M1的控制:启动时按下启动按钮SB2,接触器KM1线圈得电吸合,KM1主触点闭合,液压泵电动机M1启动。
只有当液压泵电动机M1启动后,其余的电动机才能启动。
(2)头架电动机M2的控制:如将SA1扳到"低"挡的位置,按下液压泵电动机M1的启动按钮SB2,接触器KM1线圈得电吸合,液压泵电动机M1启动,砂轮架快速前进,当接近工件时压合行程开关SQ1、接触器KM2线圈得电吸合,它的主触点将头架电动机M2的绕组接成△联结,电动机M2低速运转。
同理若将转速选择开关SA1扳到"高"挡位置,砂轮架快速前进压合行程开关SQ1、接触器KM3线圈得电吸合,它的主触点闭合将头架电动机M2接成双联结,电动机M2高速运转。
SB3是点动按钮,便于对工件进行校正和调试。
(3)内、外圆砂轮电动机M3和M4的控制:SQ2的动合触点闭合,按下启动按钮SB4,接触器KM5线圈得电吸合,外圆砂轮电动机M4启动。
若进行内圆磨削时,将内圆磨具翻下,行程开关SQ2复原,按下SB4,接触器KM4线圈得电吸合,内圆砂轮电动机M3启动。
SQ2的动合触点复位时,电磁铁YA线圈得电吸合,砂轮架快速进退的操纵手柄锁住液压回路,使砂轮架不能快速退回。
(4)冷却泵电动机M5的控制:当接触器KM2或KM3线圈得电吸合时,头架电动机M2启动,同时由于KM2或KM3的动合辅助触点闭合,接触器KM6线圈得电吸合,KM6 主触点闭合,冷却泵电动机M5启动。
修整砂轮时,要启动冷却泵电动机M5。
因此备有转换开关SA2在修整砂轮时用来控制冷却泵电动机。
万能外圆磨床液压系统

万能外圆磨床液压系统一、概述1、万能外圆磨床外圆磨床分为普通外圆磨床和万能外圆磨床,其中万能外圆磨床是应用最广泛的磨床。
在外圆磨床上可磨削各种轴类和套筒类工件的外圆柱面、外圆锥面以及台阶轴端面等。
下图是M1432A型万能外圆磨床的外形图。
M1432A编号的意义是:M—磨床类;1—外圆磨床组;4—万能外圆磨床的系别代号;32—最大磨削直径的1/10,机最大磨削直径为320mm;A—在性能和结构上作过一次重大改进。
2.外圆磨床上的磨削方法1)磨外圆2)磨削端面在万能外圆磨床上,可利用砂轮的端面来磨削工件的台肩面和端平面3)磨削内圆万能外圆磨床利用外圆磨床的内圆磨具可磨削工件的内圆。
磨削内圆时,工件大多数是以外圆或端面作为定位基准,装夹在卡盘上进行磨削,磨内圆锥面时,只需将内圆磨具偏转一个圆周角即可。
3、对万能外圆磨床的要求砂轮旋转、工件旋转、带动工件的往复运动、砂轮架的周期切入运动、砂轮架还可快速进退、尾架顶尖可以伸缩。
在这些运动中,除了砂轮与工件的旋转由电动机驱动外,其余的运动均由液压传动来实现。
(1)较宽的调速范围O.05~4m/min范围内无级调速(2)自动换向在以上速度范围内应能进行频繁换向,并且过程平稳、制动和反向启动迅速;(3)换向精度高同一速度下,换向点变动量(同速换向精度)应小于0.02mm;不同速度0.2mm(4)端点停留要求工作台在换向点能作短暂停留,停留时间应在0-5s范围内可调。
(5)工作台抖动切入磨削或砂轮磨削宽度与工件长度相近时,为提高生产率和减小加工面粗糙度,工作台需作短行程(1~3mm),频率为100~150次/min的往复运动,又称抖动。
二、万能外圆磨床液压系统液压传动系统由工作台直线往复运动、砂轮架横向快速进退运动、砂轮架周期进给、尾座顶尖的自动松开及机床导轨润滑。
磨削外圆表面的工作过程:工件夹在头架卡盘里,尾架顶尖顶紧工件,头架驱动工件转动,工作台往复运动,砂轮架快速前进,砂轮电机驱动砂轮转动,磨削工件。
M1432液压原理
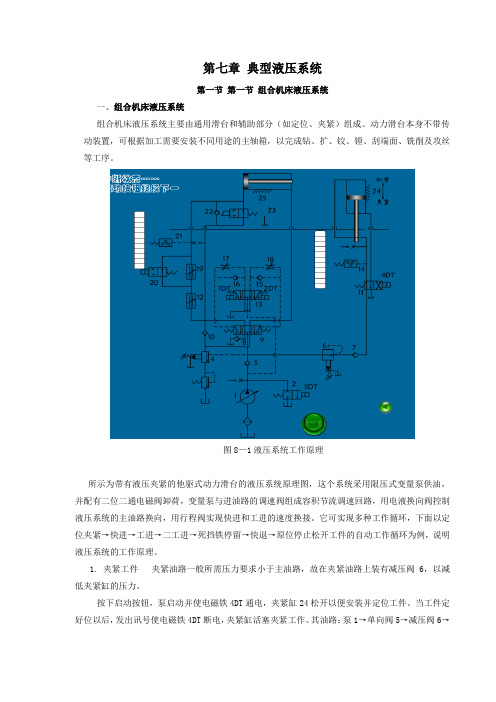
第七章典型液压系统第一节第一节组合机床液压系统一、组合机床液压系统组合机床液压系统主要由通用滑台和辅助部分(如定位、夹紧)组成。
动力滑台本身不带传动装置,可根据加工需要安装不同用途的主轴箱,以完成钻、扩、铰、镗、刮端面、铣削及攻丝等工序。
图8—1液压系统工作原理所示为带有液压夹紧的他驱式动力滑台的液压系统原理图,这个系统采用限压式变量泵供油,并配有二位二通电磁阀卸荷,变量泵与进油路的调速阀组成容积节流调速回路,用电液换向阀控制液压系统的主油路换向,用行程阀实现快进和工进的速度换接。
它可实现多种工作循环,下面以定位夹紧→快进→工进→二工进→死挡铁停留→快退→原位停止松开工件的自动工作循环为例,说明液压系统的工作原理。
1. 夹紧工件夹紧油路一般所需压力要求小于主油路,故在夹紧油路上装有减压阀6,以减低夹紧缸的压力。
按下启动按钮,泵启动并使电磁铁4DT通电,夹紧缸24松开以便安装并定位工件。
当工件定好位以后,发出讯号使电磁铁4DT断电,夹紧缸活塞夹紧工作。
其油路:泵1→单向阀5→减压阀6→单向阀7→换向阀11→左位夹紧缸上腔,夹紧缸下腔的回油→换向阀11左位回油箱。
于是夹紧缸活塞下移夹紧工件。
单向阀7用以保压。
2.进给缸快进前进当工件夹紧后,油压升高压力继电器14发出讯号使1DT通电,电磁换向阀13和液动换向阀9均处于左位。
其油路为:进油路:泵1→单向阀5→液动阀9→左位行程阀23右位→进给缸25左腔回油路:进给缸25右腔→液动阀9左位→单向阀10→行程阀23右位→进给缸25左腔。
于是形成差动连接,液压缸25快速前进。
因快速前进时负载小,压力低,故顺序阀4打不开(其调节压力应大于快进压力),变量泵以调节好的最大流量向系统供油。
3.一工进当滑台快进到达预定位置(即刀具趋近工件位置),挡铁压下行程阀23,于是调速阀12接入油路,压力油必须经调速阀12才能进入进给缸左腔,负载增大,泵的压力升高,打开液控顺序阀4,单向阀10被高压油封死,此时油路为:进油路:泵1→单向阀5→换向阀9左位→调速阀12→换向阀20右位→进给缸25左腔回油路:进给缸25右腔→换向阀9左位→顺序阀4→背压阀3→油箱。
M1432A型万能外圆磨床

3.内圆磨装置 内圆磨装置的主轴应具有很高的转速,且应保证在高速下运
动平稳,如图所示。
M1432A型万能外圆磨床内圆磨装置 1—接长轴; 2、4—套筒; 3—弹簧
机械制造工艺与设备
谢谢观看!
4.砂轮架的横向进给运动传动链 砂轮架的横向进给运动是用操纵手柄B实现的,也可由进给液
压缸实现周期性的自动进给。横向进给运动分粗进给和细进给。粗 进给时,将手柄E向前推,转动手柄B经齿轮副50/50和44/88,此时 丝杠使砂轮架做横向粗进给;细进给时,将手柄E拉到图中的位置, 经齿轮副20/80和44/88啮合传动,此时丝杠使砂轮架做横向细进给。
在磨削模外具圆加的加 工中涉工及方的法运动
4.横向进给运动。砂轮沿工 件径向的移动。
3.轴向进给运动。工作 台带动工件所做的直线 往复运动。
外圆磨削的基本磨削方法有纵向磨削法和横向磨削法两种,如图所示。
外圆磨削的基本磨削方法
磨削方法
1.纵向磨削法
采用纵向磨削法磨削时, 砂轮做旋转的主运动,工 件做旋转的圆周进给运动, 工作台带动工件做轴向进 给运动。每单次行程或每 往复行程终了时,砂轮做 一次横向进给运动,从而 逐渐磨出工件径向的磨削 余量。
M1432A型万能外圆磨床的传动系统
1.砂轮的传动链 外圆磨削砂轮主轴的运动是由砂轮架电动机(4 kW,1440 r/min)
经四根V带直接传动的ຫໍສະໝຸດ 2.工件头架拨盘(带动工件)的传动链 工件头架拨盘传动链的传递路线表达式为:
3.工作台的手动驱动传动链 工作台还可由手轮A驱动。工作台的手动驱动传动链的传动路线表达 式为:
M1432A型万能外圆磨床 1—头架; 2—砂轮; 3—内圆磨装置; 4—砂轮架; 5—尾座; 6—上工作台; 7—下工作台; 8—床身; 9—横向进给手轮; 10—脚踏操纵板;11—液压控制箱; 12—纵向进给手轮; 13—
M1432A万能外圆磨床液压系统设计(含有全套CAD图纸)(可编辑)

M1432A万能外圆磨床液压系统设计(含有全套CAD图纸)优秀设计全套CAD图纸,联系 174320523 各专业都有全套完整版CAD图纸,联系 174320523 各专业都有摘要在全面了解磨床结构、工作原理、液压系统的基础上,论文对磨床总体尺寸进行布局及对液压系统进行设计。
M1432A型万能外圆磨床主要以磨削圆柱形或圆锥形(包括阶梯形)的外圆表面和内孔,成品的尺寸精度可达1~2级,表面光洁度可达T8~T10。
对机床液压系统有着较高、较复杂的要求。
用液压系统实现工作台的自动往复运动、砂轮架的快速进退、尾架顶尖的伸缩以及必要的联锁动作。
本系统在结构上采用了将开停阀、先导阀、换向阀、节流阀、抖动缸等组合一体的操纵箱。
使结构紧凑、管路减短、操纵方便,又便于制造和装配修理。
此操纵箱属行程制动换向回路,具有较高的换向位置精度和换向平稳性。
而且采用活塞杆固定式双杆液压缸,还对液压系统的回路做了进一步的设计和改进。
关键词:磨床;液压缸;万能型外圆磨床;液压系统;操纵箱ABSTRACTBased on understanding grinder structure, work principle, and the hydraulic system, the paper carries on the overall size layout of the grinder and the design of the hydraulic system. M1432A multifunction cylindrical grinding is mainly used to grind the cylindrical surface and the hole inside of cylinder and cone including stepped appearance. The size precision of the final product may achieve 1~2grade. The finish degree of surface may achieve T8-T10. So it required higher and more complex requirement to the hydraulic pressure system of machine tool. Through hydraulic system, the automatically reciprocating motion of working table, the advance and retreat of grinding wheel rack, the expansion and contraction of tail stock center, as well as the essential interconnection movement can be realized.In the paper, the system adopt the control box which is composed of the opening and stopping valve, pilot valve, directional control valve, throttle valve, the vibration cylinder and so on. It makes the structure compact, the pipeline short, and the operation convenient, and it is convenient to manufacture, assemble and repair. This control box is a type of travel braking changeover circuit; it has higher commutation position precision and the commutation stability. Moreover, the system adopts thepiston rod stationary type double pole hydraulic cylinder, and we also make the further design and change to the loop of hydraulic system.Key words:Grinder;Hydraulic Cylinder;Multi-purpose Cylindrical Grinder; Hydraulic System;Control Box目录摘要IAbstract II第1章绪论 11.1 选题的背景目的及其意义 11.1.1背景 11.1.2目的及其意义 21.2 国内外磨床研究状况和相关领域中已有的研究成果21.3 对选题的研究设想、研究方法 31.4预期结果和意义 5第2章机床总体方案的确定 62.1 总体设计 62.1.1 主要技术指标设计 62.1.2 总体方案设计 62.1.3 总体方案综合评价和选择 62.1.4 总体方案的设计修改和优化 62.2 详细设计72.3 机床整体综合评价72.4 本章小结7第3章总体尺寸布局设计 83.1 纵向尺寸关系图的确定与绘制 83.1.1 确定纵向尺寸的基准线83.1.2 确定砂轮对称中心线位置83.1.3 确定工作台对称中心线位置 93.1.4 确定上、下工作台长度93.1.5 确定油压筒用活塞杆的固定形式和长度9 3.1.6 确定后床身上面的垫导板导轨尺寸位置10 3.1.7 确定横进给丝杆中心位置103.1.8 确定手摇台面机构的手轮中心位置113.1.9 确定齿条长度及齿轮位置113.2 横向尺寸关系图的确定与绘制 113.2.1 确定横向尺寸的基准线113.2.2 确定上下工作台厚度和宽度 113.2.3 确定头尾架顶尖中心位置133.2.4 确定头尾架顶尖中心至床身面的高度13 3.2.5 确定横进给机构手轮中心的高度133.2.6 确定油压套中心位置133.2.7 确定工作台回转中心位置133.2.8 确定后床身有关的几个尺寸 133.2.9 确定最大最小极限位置143.2.10 确定砂轮架横向行程长度143.2.11 确定滑鞍长度153.2.12 确定垫板长度153.3 本章小结16第4章 M1432A万能外圆磨床液压系统 17 4.1 设计步骤174.2 液压系统总体布局及其原理174.2.1 工作台往复运动174.2.2 砂轮架快速进退194.2.3 尾架顶尖的液动夹紧194.3 液压系统的工作原理194.3.1 工作台的往复运动194.3.2 砂轮架的快速进退204.3.3 尾架顶尖的液动夹紧214.4 液压系统中的换向机构及其性能21 4.4.1 采用先导阀 214.4.2 选用行程控制式制动224.4.3 使换向阀分段变速移动224.4.4 使先导阀快跳234.5 液压系统的特点234.6 液压系统的计算244.6.1 计算工作台的负载244.6.2 选择油缸的工作压力和确定油泵的供油压力 25 4.6.3 计算工作台油缸直径254.6.4 计算各油缸的流量和油泵流量264.6.5 计算油泵的电动机功率264.6.6 计算油管内径264.6.7 油池的容积计算274.7 本章小结27第5章工作台液压操纵箱及液压缸的设计 285.1 工作台液压系统的功能285.2 工作台液压系统的工作原理285.3 操纵箱的系统的特点285.4 液压缸的典型结构295.5 液压缸的组成 295.6 本章小结32结论33参考文献34致谢35第1章绪论1.1 选题的背景、目的及其意义磨床是利用磨具对工件表面进行磨削加工的机床。
m1432A外圆磨床控制系统设计
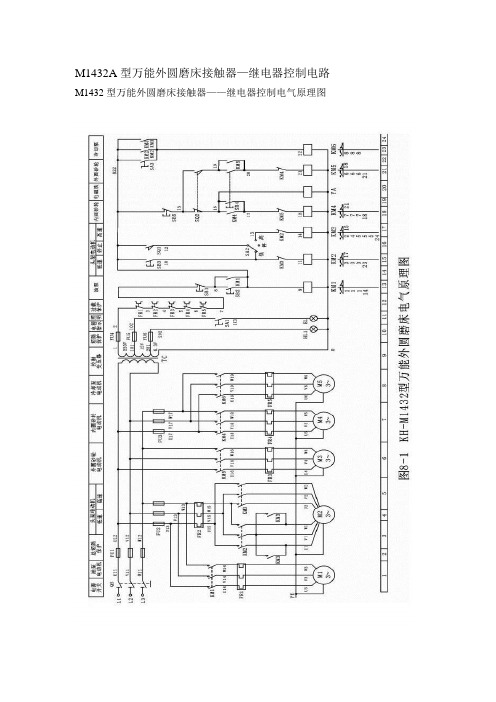
M1432A型万能外圆磨床接触器—继电器控制电路M1432型万能外圆磨床接触器——继电器控制电气原理图M1432型万能外圆磨床接触器——继电器控制电路概述M1432型万能外圆磨床由五台电动机拖动,即油泵电动机M1,头架电动机M2,内圆砂轮电动机M3,外圆砂轮电动机M4和冷却电动机M5。
从控制电路来看,M1432型万能外圆磨床只有在油泵电动机M1启动运转后,即接触器KM1的常开触点闭合后,其他的电动机才能启动运行。
在控制电路中,SB1为机床的总停止按钮;SB2为油泵电动机M1的启动按钮;SB3为头架电动机M2的点动按钮;SB4为内、外圆砂轮电动机M3、M4的启动按钮;SB5为内、外圆砂轮电动机M3、M4的停止按钮;手动开关SA1为头架电动机M2高、低速转换开关;SA2为冷却泵电动机M5的手动开关;行程开关SQ1为为砂轮架快速连锁开关;SQ2为内、外圆砂轮电动机M3、M4的连锁行程开关。
按下按钮SB2,接触器KM1通电闭合并自锁,油泵电动机M1启动运转,其他电动机即可启动。
按下按钮SB3,头架电动机可点动。
将手动开关SA1扳至“低”速挡,将砂轮架快速移动操纵手柄扳至“快进”位置,液压油进入砂轮架移动驱动油缸,带动砂轮架快速进给移动。
当砂轮架接近工件时,压合行程开关SQ1,接触器KM2通电闭合,头架电动机M2低速运转。
同理,将SA1扳至“高”速档位置,重复以上过程,头架电动机M2高速运转。
内、外圆电动机M3、M4的控制由行程开关SQ2进行转换。
当将砂轮架上的内圆磨具往下翻时,行程开关SQ2复位,按下按钮SB4,接触器KM4通电闭合,内圆砂轮电动机M3启动运行;当将砂轮架上的内圆磨具往上翻时,行程开关SQ2被压合,按下按钮SB4,接触器KM5通电闭合,外圆电动机M4启动运转。
当接触器KM2或KM3闭合时,也就是头架电动机M2不论低速或高速运转,接触器KM6都会通电闭合,冷却泵电动机M5启动运转。
FU1作为线路总的短路保护,FU2作为M1和M2电动机的短路保护,FU3作为M3和M5电动机的短路保护。
第四章2(磨床)
影响爬行的因素有很多,其中一个很大的因素就是动静摩擦 系数差u动-u静小爬行不易发生,所以采用滚动导轨
6.纵向运动——要求:平稳、无级变速、频繁换向,换向冲击小 ∴采用液压传动(为什么不能用丝杠螺母,齿轮齿条?)
2014年9月25日
2014年9月25日
谢
谢
2014年9月25日
20ห้องสมุดไป่ตู้4年9月25日
4.3 磨削加工与磨床
2014年9月25日
(六)砂轮的标志方法
按GB2484—84规定,标志顺序如下:磨具形状、尺寸、磨 料、粒度、硬度、组织、结合剂和最高线速度。 砂轮标志方法示例如下:
PB 400×40×60 A 60 L 5 B 35
形状代号薄片 外经D=400mm 厚度H=40mm 内径d=60mm 磨料(棕刚玉) 60号粒度 硬度中软2 5号组织 树脂结合剂 最高工作线速度(m / s)
4. 成形磨精磨时,选硬砂轮;粗磨时选较软的砂轮。
2014年9月25日
4.3 磨削加工与磨床
(五)组织
反映砂轮中磨料、结合剂和气孔三者体积的比例关系, 即砂轮结构的疏密程度,分紧密、中等、疏松三类13级。 紧密组织成形性好,加工质量高,适于成形磨、精密磨 和强力磨削。 中等组织适于一般磨削工作,如淬火钢、刀具刃磨等。 疏松组织不易堵塞砂轮,适于粗磨、磨软材、磨平面、内 圆等接触面积较大时,磨热敏性强的材料或薄件
(三)机床的机械传动系统 4. 砂轮架的横向进给运动
50 50 44 手轮B —Ⅷ — — — —Ⅸ — — — —横进丝杠( t 4) 20 88 80 细进给
粗进给
手轮B 转 1 转,砂轮横移量为:粗进给时, 1×50/50×44/88 ×4=2 mm
M1432A万能外圆磨床头架及液压系统三维设计说明书
.、八、-刖言机械制造业是国民经济的基础产业,它的发展直接影响到国民经济各部门的发展,也影响到国生和国防的加强。
因此,各国都把机械制造业的发展放到首要位置。
其中装备制造业是国民经济的脊梁,它的各项经济指标占全国工业的比重高达四分之一至五分之一;是高技术的载体及转化为生产力的桥梁和通道,20世纪兴起的信息技术、核技术、空间技术等,无一不是装备制造业创造出来的;是产业升级的手段,生产工作母机、提供重大装备;是外贸出口的主力,占全国外贸出口的36%A上;是国家安全的重要保障,在高技术和数字化战争时代,装备制造业还是国家的战略产业,它是实现工业化的必备条件,是衡量一个国家国际竞争力的重要标志,是决定我国在国际分工中地位的关键因素。
机床是机械加工中的主要加工设备,在生产实践中有着重要的作用,它的加工精度、加工效率都直接反映着加工的水平。
随着磨削技术的发展,磨床在加工机床中的比例越来越大。
据1997年欧洲机床展览会(EMO的调查数据表明,25%勺企业认为磨削是他们应用的最为主要的加工技术,车削只占23%钻削占22%其它的占8%而磨床在企业中占机床的比重高达42%车床占23%钻床占14%我国从1949 —1998年,开发生产的通用机床有1800多种,专用机床有几百种,磨床的拥有量占金属切削机床总拥有量的13%左右。
可见,磨床及磨削技术在机械制造业中占有极其重要的位置。
它作为金属切削行业的一个重要分支,随着工业的发展,对机械零件的加工精度和表面粗糙度的要求日益提高,磨削加工显得更加重要。
尤其是在汽车、电力、船舶、冶金、军工、航天航空等行业,磨床正发挥着越来越大的作用。
“十一五”期间,经过调整和整合期后的磨床行业,将会迎来新一轮的发展期。
第一部分第一章绪论头架是外圆类磨床的主要部件,它的动态性能对磨床的性能有着重要的影响。
头架的作用是支撑工件和传递动力,即使工件转动。
其中主轴又是它的主要零件,主轴的精度高低对于整机的几何精度和工作精度有着直接的影响。
M1432A型万能外圆磨床
M1432A型万能外圆磨床一.机床概述M1432A型万能外圆磨床主要以磨削圆柱形或圆锥形(包括阶梯形)的外圆表面和内孔,成品的尺寸精度可达1~2级,表面光洁度可达T8~T10。
这台机床液压系统的性能如下:1.工作台往复运动万能外圆磨床工作台的往复运动一般都比较低,这台机床的工作台能在0.1~0.5m/min之间进行无级调速,并能作10~30mm/min的低速、无爬行运动以精修砂轮。
工作台的换向过程平稳,启动、停止迅速为了保证在机床上磨削阶梯轴和阶梯孔,工作台应有较高的换向精度,以防止沙轮碰撞工件台阶,造成事故。
这台磨床的同速换向精度(制同一速度下换向点的位置精度)不大于0.03mm,异速换向精度(指速度由最小增至最大时换向点的位置误差)不大于0.3mm。
外圆磨床上的砂轮一般是不越出工件的,为了避免工件两端因磨削时间较短而引起外圆尺寸偏大(内孔尺寸偏小)起见,这台机床工作台换向时在两端有一短暂的停留阶段,停留时间为0~5s,并可进行调节。
这台机床能做高生产率的切入磨削,其工作台能驶向奥频率、短行程的换向(通常称为抖动),以提高磨削的表面光洁度和效率,并使砂轮磨损均匀。
为保证操作安全,这台机床工作台的液压驱动和手动操作能互锁。
万能外圆磨床对工作台往复运动的要求是很高的,换向性能方面的要求更是如此,液压系统中的这一部分往往成为整个系统的核心部分,这台机床也清楚的反映出这一点。
2.砂轮架快速进退为了提高生产率,缩短辅助时间、保证安全操作,在装卸或测量工件是这台机床上的砂轮架能快速进退。
砂轮架快进时有很高的重复位置精度和运动平稳性,但在使用内圆磨具时有能锁住不动,保证操作安全。
3.尾架顶尖的液动夹紧为了保证安全操作,这台机床上的尾架顶尖只有在砂轮架退出后才能松开。
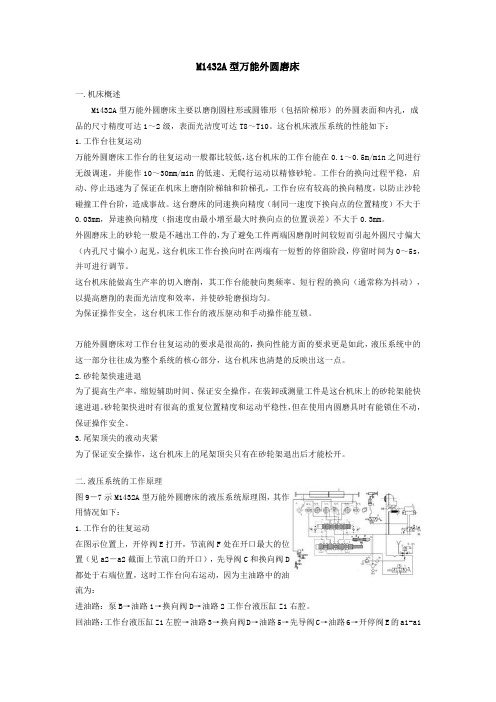
二.液压系统的工作原理图9-7示M1432A型万能外圆磨床的液压系统原理图,其作用情况如下:1.工作台的往复运动在图示位置上,开停阀E打开,节流阀F处在开口最大的位置(见a2-a2截面上节流口的开口),先导阀C和换向阀D都处于右端位置,这时工作台向右运动,因为主油路中的油流为:进油路:泵B→油路1→换向阀D→油路2工作台液压缸Z1右腔。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业论文﹙设计﹚开题报告
学生姓名: 学号:
所在院系: 专业班级: 论文﹙设计﹚题目: M1432A万能外圆磨床头架及液压系统
三维设计
指导教师:
20 年月日
毕业论文(设计)
M1432A万能外圆磨床头架及液压系统三维设计题目
一、选题的目的及研究意义
二、全套图纸,加153893706
机械制造业是国民经济的基础产业,它的发展直接影响到国民经济各部门的发展, 也影响国生和国防力量的加强。
因此,各国都把机械制造业的发展放在首要位置。
装备制造业是国民经济的脊梁,它的各项经济指标占全国工业的比重高达四分之一至五分之一;是高技术的载体及转化为生产力的桥梁和通道,20世纪兴起的信息技术、核技术、空间技术等,无一不是通过装备制造业创造出来的;是产业升级的手段,生产工作母机、提供重大装备;是外贸出口的主力,占全国外贸出口36%以上;是国家安全的重要保障,在高技术和数字化战争时代,武器装备水平在相当程度上决定了战争的胜负。
同时,必须指出的是,装备制造业还是国家的战略产业,它是实现工业化的必备条件,是衡量一个国家国际竞争力的重要标志,是决定我国在国际分工中地位的关键因素。
机床是机械加工中的主要加工设备,在生产实践中有着很重要的作用,机床加工精度,加工效率直接反映着加工的水平。
随着磨削技术的发展,磨床在加工机床中也占有相当大的比例。
据1997年欧洲机床展览会(EMO)的调查数据表明,25%的企业认为磨削是他们应用的最主要的加工技术,车削只占23%,钻削占22%,其它占8%;而磨床在企业中占机床的比例高达42%,车床占23%,铣床占22%,钻床占14%。
我国从1949~1998年,开发生产的通用磨床有1800多种,专用磨床有几百种,磨床的拥有量占金属切削机床总拥有量的13%左右。
可见,磨床及磨削技术在机械制造业中占有极其重要的位置。
它作为金属切削行业的一个重要分支,随着工业的发展,对机械零件的加工精度和表面粗糙度的要求日益提高,磨削加工显得更加重要。
尤其是在汽车、电力、船舶、冶金、军工、航天航空等行业,磨床正在发挥着越来越大的作用。
“十一五”期间,经过调整和整合期后的磨床行业,。