旋转编码器调整方法
增量式旋转编码器的正反置零偏差消除方法及计数方法

增量式旋转编码器的正反置零偏差消除方法及计数方法(原创版4篇)篇1 目录1.增量式旋转编码器的概述2.正反置零偏差消除方法3.计数方法4.应用实例与注意事项篇1正文一、增量式旋转编码器的概述增量式旋转编码器是一种测量旋转角度的传感器,其工作原理是通过旋转编码器内部的光电传感器对通过的透光缝隙进行扫描,产生脉冲信号。
根据脉冲信号的数量和频率,可以精确测量旋转角度。
增量式旋转编码器广泛应用于各种工业控制和测量领域。
二、正反置零偏差消除方法正反置零偏差是指增量式旋转编码器在旋转过程中,由于轴承、轴间距等因素引起的脉冲信号计数误差。
为了消除这种误差,可以采用以下两种方法:1.调整编码器内部参数增量式旋转编码器内部有一个内插细分值,可以通过调整这个值来消除零偏差。
通常编码器内部有多个内插细分值可供选择,如 1、2、4、6、10 等。
选择合适的内插细分值可以有效消除零偏差。
2.使用后处理技术在编码器输出的脉冲信号中,可以通过后处理技术对信号进行修正。
例如,可以采用数字滤波器、卡尔曼滤波器等技术对脉冲信号进行平滑处理,从而消除零偏差。
三、计数方法增量式旋转编码器的计数方法有以下两种:1.双通道工作模式双通道工作模式是指编码器同时输出 A、B 两个通道的脉冲信号。
通过同时读取 A、B 通道的脉冲信号,可以有效提高旋转角度的测量精度。
在双通道工作模式下,每个旋转对应的脉冲数为 A、B 通道脉冲数之和。
2.三通道工作模式三通道工作模式是指编码器同时输出 A、B、Z 三个通道的脉冲信号。
A、B 通道的脉冲信号用于测量旋转角度,Z 通道的脉冲信号用于测量旋转方向。
在三通道工作模式下,每个旋转对应的脉冲数为 A、B 通道脉冲数之和。
四、应用实例与注意事项增量式旋转编码器在工业控制和测量领域有广泛应用,例如用于电机转速控制、机床定位控制等。
在使用过程中,应注意以下几点:1.选择合适的编码器型号和参数,以满足实际应用需求。
2.确保编码器与被测对象之间的连接牢固可靠,避免信号丢失或干扰。
旋转编码器调整方法

四:旋转编码器的调整增量式编码器的相位对齐方式在此讨论中,增量式编码器的输出信号为方波信号,又可以分为带换相信号的增量式编码器和普通的增量式编码器,普通的增量式编码器具备两相正交方波脉冲输出信号A和B,以及零位信号Z;带换相信号的增量式编码器除具备A/B/Z 输出信号外,还具备互差120度的电子换相信号U/V/W,U/V/W各自的每转周期数与电机转子的磁极对数一致。
带换相信号的增量式编码器的U/V/W电子换相信号的相位与转子磁极相位,或曰电角度相位之间的对齐方法如下:1.用一个直流电源给电机的U/V绕组通以小于额定电流的直流电,U入,V出,将电机轴定向至一个平衡位置.2.用示波器观察编码器的U相信号和Z信号.3.调整编码器转轴与电机轴的相对位置.4.一边调整,一边观察编码器U和Z相信号跳变沿,直到Z信号稳定在高电平上(在此默认Z信号的常态为低电平),锁定编码器与电机的相对位置关系。
5.来回扭转电机轴,撒手后,若电机轴每次自由回复到平衡位置时,Z信号都能稳定在高电平上,则对齐有效。
撤掉直流电源后,验证如下:1.用示波器观察编码器的U相信号和电机的U/V线反电势波形。
2.转动电机轴,编码器的U相信号上升沿与电机的U/V线反电势波形由低到高的过零点重合,编码器的Z信号也出现在这个过零点上。
上述验证方法,也可以用作对齐方法。
需要注意的是,此时增量式编码器的U相信号的相位零点即与电机UV线反电势的相位零点对齐,由于电机的U相反电势,与UV线反电势之间相差30度,因而这样对齐后,增量式编码器的U相信号的相位零点与电机U相反电势的-30度相位点对齐,而电机电角度相位与U相反电势波形的相位一致,所以此时增量式编码器的U相信号的相位零点与电机电角度相位的-30度点对齐。
有些伺服企业习惯于将编码器的U相信号零点与电机电角度的零点直接对齐,为达到此目的,可以:1.用3个阻值相等的电阻接成星型,然后将星型连接的3个电阻分别接入电机的UVW三相绕组引线;2.以示波器观察电机U相输入与星型电阻的中点,就可以近似得到电机的U相反电势波形。
电机编码器调整

编码器调整:
下面是正确调整编码器的过程。
1. 关闭机器电源,并从变速箱拆卸电机,使电机稳固并适应任何可能的扭矩情况,必须确保在两个方向上的电机轴自由旋转。
要调整编码器,移去端盖,定子是固定的三个螺丝。
用手松开编码器的螺丝。
2. 连接电机驱动器和笔记本电脑,启动TeraTerm软件,并打开机器的电源。
3. 必须基于下列输入参数值0。
PosCtrl mode 0
Speed 0
Torque Lim. 0
然后,像往常一样打开液压泵。
4. 通过按Alt&A是轴参数图片。
在“resolver offset偏移地址”0值必须输入。
后进入的消息Autophasing启动[Y / N]。
通过确认与Y =是Autophasing将启动。
约1秒后的输入编码器将变成红色和消息Autophasing停止= [方向键]将会显示。
5.此后,用手转动定子旋转+/- 128。
按任意键过程将停止。
在这个过程中的驱动器和电机的负担沉重。
因此,这个过程中,应进行相对较快否则可能会发生效能监察的基础上,关闭发动机。
6.在这个过程中,固定好编码器定子的三个螺丝。
再次检查并启动Autophasing 校验编码器。
现在的编码器值的偏移量应在+ / - 2048范围内。
7. 电机现在可以准备进一步的检查和测试。
8. 变速箱重新组合,调整和测试的电机现在已准备就绪。
要做到这一点,打开本机电源,然后再开始。
电动阀门编码器调零方法
电动阀门编码器调零方法
电动阀门编码器调零方法如下:
1. 确定阀门编码器的零位位置,即阀门关闭状态下的编码器值。
2. 确定电动阀门的正向旋转方向,即阀门打开时编码器数值增加的方向。
3. 打开控制系统,进入编码器调零模式。
4. 将电动阀门旋转至关闭状态,并记录下当前编码器数值。
5. 按照步骤2中确定的旋转方向,将电动阀门旋转至打开状态,直到编码器数值达到预设的最大值。
6. 再将电动阀门旋转至关闭状态,并等待编码器数值稳定。
7. 将编码器数值与步骤4中记录的数值比较,如果两者相等,则表示调零成功;如果不相等,则需要进行进一步调整。
8. 根据调整的结果,重新设置编码器的零位位置。
9. 完成调零后,测试电动阀门的开关动作,确保其按照预设的值进行操作。
请注意,具体的调零方法可能因不同的电动阀门和编码器型号而有所不同,以上仅为一般性的调零步骤。
在实际操作中,请确保按照设备说明书或相关技术资料进行正确操作,并注意安全防护措施。
如有需要,请咨询专业人士进行操作指导。
编码器使用与设置要点

从增量值编码器到绝对值编码器旋转增量值编码器以转动时输出脉冲,通过计数设备来计算其位置,当编码器不动或停电时,依靠计数设备的内部记忆来记住位置。
这样,当停电后,编码器不能有任何的移动,当来电工作时,编码器输出脉冲过程中,也不能有干扰而丢失脉冲,不然,计数设备计算并记忆的零点就会偏移,而且这种偏移的量是无从知道的,只有错误的生产结果出现后才能知道。
解决的方法是增加参考点,编码器每经过参考点,将参考位置修正进计数设备的记忆位置。
在参考点以前,是不能保证位置的准确性的。
为此,在工控中就有每次操作先找参考点,开机找零等方法。
这样的方法对有些工控项目比较麻烦,甚至不允许开机找零(开机后就要知道准确位置),于是就有了绝对编码器的出现。
绝对编码器光码盘上有许多道光通道刻线,每道刻线依次以2线、4线、8线、16线。
编排,这样,在编码器的每一个位置,通过读取每道刻线的通、暗,获得一组从2的零次方到2的n-1次方的唯一的2进制编码(格雷码),这就称为n位绝对编码器。
这样的编码器是由光电码盘的机械位置决定的,它不受停电、干扰的影响。
绝对编码器由机械位置决定的每个位置是唯一的,它无需记忆,无需找参考点,而且不用一直计数,什么时候需要知道位置,什么时候就去读取它的位置。
这样,编码器的抗干扰特性、数据的可靠性大大提高了。
从单圈绝对值编码器到多圈绝对值编码器旋转单圈绝对值编码器,以转动中测量光电码盘各道刻线,以获取唯一的编码,当转动超过360度时,编码又回到原点,这样就不符合绝对编码唯一的原则,这样的编码只能用于旋转范围360度以内的测量,称为单圈绝对值编码器。
如果要测量旋转超过360度范围,就要用到多圈绝对值编码器。
编码器生产厂家运用钟表齿轮机械的原理,当中心码盘旋转时,通过齿轮传动另一组码盘(或多组齿轮,多组码盘),在单圈编码的基础上再增加圈数的编码,以扩大编码器的测量范围,这样的绝对编码器就称为多圈式绝对编码器,它同样是由机械位置确定编码,每个位置编码唯一不重复,而无需记忆。
旋转编码器使用方法
旋转编码器使用方法
旋转编码器使用方法
使用方法一:修改驱动程序
旋转编码器属于精密仪器,在其使用过程中需通过程序发出指令,才能起到特定的作用,而根据不同环境下的需求,需要设定不同的驱动程序,所以说决定编码器使用效果怎幺样,修改合适的驱动程序是非常重要的。
通常情况下只要直接修改reg文件,同时注册一个表文件,利用添加的方式改写动态链接,在确定动态链接已经修改好的情况下,需要将其添加到内核中;
使用方法二:硬件接口连接
驱动程序修改好之后,下面就是硬件接口连接操作,在连接中,通常有A和B两个集电极输出接口,为确保线路衔接性,需要在3.3V上的电阻上进行操作,将A和B两个接口分别插到CPU上。
在硬件接口连接成功之后,以防万一,须做好测试工作检查电压输出端高低压数值是否正确,比如在按下按钮之后,如果P2端口输出值是高电平的话,说明连接正确;
使用方法三:流接口驱动程序的编写。
旋转编码开关(Rotary Encoder switch)-使用说明及程序
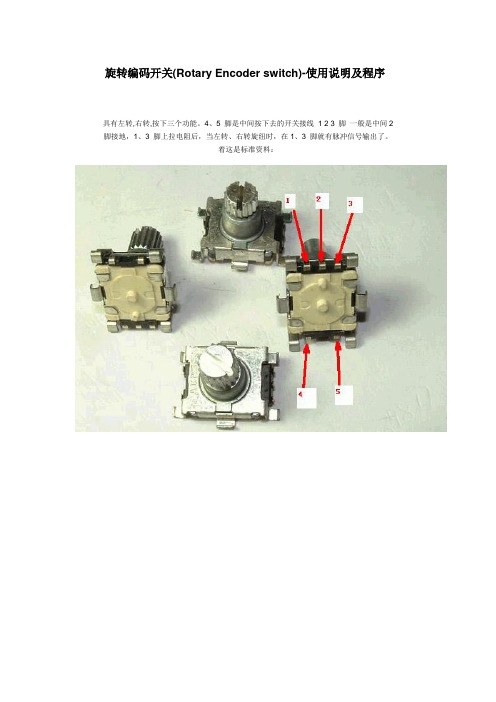
旋转编码开关(Rotary Encoder switch)-使用说明及程序具有左转,右转,按下三个功能。
4、5 脚是中间按下去的开关接线 1 2 3 脚一般是中间2 脚接地,1、3 脚上拉电阻后,当左转、右转旋纽时,在1、3 脚就有脉冲信号输出了。
着这是标准资料:在单片机编程时,左转和右转的判别是难点,用示波器观察这种开关左转和右转时两个输出脚的信号有个相位差,见下图:由此可见,如果输出1 为高电平时,输出2 出现一个高电平,这时开关就是向顺时针旋转; 当输出1 为高电平,输出2 出现一个低电平,这时就一定是逆时针方向旋转.所以,在单片机编程时只需要判断当输出1 为高电平时,输出2 当时的状态就可以判断出是左旋转或是右旋转了。
还有另外一种3 脚的,除了不带按钮开关外,和上面是一样的使用。
参考:#include "reg51.h"#define uint unsigned intsbit CodingsWitch_A=P1_1;sbit CodingsWitch_B=P1_2;uint CodingsWitchPolling()//{static Uchar Aold,Bold; //定义了两个变量用来储蓄上一次调用此方法是编码开关两引脚的电平static Uchar st; //定义了一个变量用来储蓄以前是否出现了两个引脚都为高电平的状态uint tmp = 0;if(CodingsWitch_A&&CodingsWitch_B)st = 1; //if(st) //如果st 为1 执行下面的步骤{if(CodingsWitch_A==0&&CodingsWitch_B==0) //如果当前编码开关的两个引脚都为底电平执行下面的步骤{if(Bold) //为高说明编码开关在向加大的方向转{st = 0;tmp++; //}if(Aold) //为高说明编码开关在向减小的方向转{st = 0;tmp--; //设返回值}}}Aold = CodingsWitch_A; //Bold = CodingsWitch_B; //储return tmp; //}//编码器计数程序void encoder_cnt(void){uchar temp;temp = PIND; //取端口D 管脚信号couch_clr = (temp & 0x08); //取编码器清零信号if(couch_clr != false) //有编码器清零信号{couch_num = 0; //水平床码清零}else{if(encoder_cnt_en == false) //编码器计数模块没有启动{pr_couch_ba = temp & 0x03; //取编码器A、B 相电平信号}else{couch_ba = temp & 0x03; //取编码器A、B 相电平信号if(pr_couch_ba == 0x00){if(couch_ba == 0x01){couch_num++; //水平床码加1}else if(couch_ba == 0x10){couch_num--; //水平床码减1}}else if(pr_couch_ba == 0x01){if(couch_ba == 0x11){couch_num++; //水平床码加1}else if(couch_ba == 0x00){couch_num--; //水平床码减1}}else if(pr_couch_ba == 0x10){if(couch_ba == 0x00){couch_num++; //水平床码加1}else if(couch_ba == 0x11){couch_num--; //水平床码减1}}else if(pr_couch_ba == 0x11){if(couch_ba == 0x10){couch_num++; //水平床码加1}else if(couch_ba == 0x01){couch_num--; //水平床码减1}}}pr_couch_ba = couch_ba;}}编码器及其计数模块原理飘扬的旋转编码器的检测程序(MCS51)//旋转编码器检测程序,A/B信号分别接在了INT0和INT1上//程序作者:BG4UVR//2005 年1 月15 用KEIL编译、硬件测试通过//注意:编码器的信号,程序未做消抖处理。
旋转编码器调整方法

四:旋转编码器的调整增量式编码器的相位对齐方式在此讨论中,增量式编码器的输出信号为方波信号,又可以分为带换相信号的增量式编码器和普通的增量式编码器,普通的增量式编码器具备两相正交方波脉冲输出信号A和B,以及零位信号Z;带换相信号的增量式编码器除具备A/B/Z 输出信号外,还具备互差120度的电子换相信号U/V/W,U/V/W各自的每转周期数与电机转子的磁极对数一致。
带换相信号的增量式编码器的U/V/W电子换相信号的相位与转子磁极相位,或曰电角度相位之间的对齐方法如下:1.用一个直流电源给电机的U/V绕组通以小于额定电流的直流电,U入,V出,将电机轴定向至一个平衡位置.2.用示波器观察编码器的U相信号和Z信号.3.调整编码器转轴与电机轴的相对位置.4.一边调整,一边观察编码器U和Z相信号跳变沿,直到Z信号稳定在高电平上(在此默认Z信号的常态为低电平),锁定编码器与电机的相对位置关系。
5.来回扭转电机轴,撒手后,若电机轴每次自由回复到平衡位置时,Z信号都能稳定在高电平上,则对齐有效。
撤掉直流电源后,验证如下:1.用示波器观察编码器的U相信号和电机的U/V线反电势波形。
2.转动电机轴,编码器的U相信号上升沿与电机的U/V线反电势波形由低到高的过零点重合,编码器的Z信号也出现在这个过零点上。
上述验证方法,也可以用作对齐方法。
需要注意的是,此时增量式编码器的U相信号的相位零点即与电机UV线反电势的相位零点对齐,由于电机的U相反电势,与UV线反电势之间相差30度,因而这样对齐后,增量式编码器的U相信号的相位零点与电机U相反电势的-30度相位点对齐,而电机电角度相位与U相反电势波形的相位一致,所以此时增量式编码器的U相信号的相位零点与电机电角度相位的-30度点对齐。
有些伺服企业习惯于将编码器的U相信号零点与电机电角度的零点直接对齐,为达到此目的,可以:1.用3个阻值相等的电阻接成星型,然后将星型连接的3个电阻分别接入电机的UVW三相绕组引线;2.以示波器观察电机U相输入与星型电阻的中点,就可以近似得到电机的U相反电势波形。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
四:旋转编码器的调整增量式编码器的相位对齐方式在此讨论中,增量式编码器的输出信号为方波信号,又可以分为带换相信号的增量式编码器和普通的增量式编码器,普通的增量式编码器具备两相正交方波脉冲输出信号A和B,以及零位信号Z;带换相信号的增量式编码器除具备A/B/Z 输出信号外,还具备互差120度的电子换相信号U/V/W,U/V/W各自的每转周期数与电机转子的磁极对数一致。
带换相信号的增量式编码器的U/V/W电子换相信号的相位与转子磁极相位,或曰电角度相位之间的对齐方法如下:1.用一个直流电源给电机的U/V绕组通以小于额定电流的直流电,U入,V出,将电机轴定向至一个平衡位置.2.用示波器观察编码器的U相信号和Z信号.3.调整编码器转轴与电机轴的相对位置.4.一边调整,一边观察编码器U和Z相信号跳变沿,直到Z信号稳定在高电平上(在此默认Z信号的常态为低电平),锁定编码器与电机的相对位置关系。
5.来回扭转电机轴,撒手后,若电机轴每次自由回复到平衡位置时,Z信号都能稳定在高电平上,则对齐有效。
撤掉直流电源后,验证如下:1.用示波器观察编码器的U相信号和电机的U/V线反电势波形。
2.转动电机轴,编码器的U相信号上升沿与电机的U/V线反电势波形由低到高的过零点重合,编码器的Z信号也出现在这个过零点上。
上述验证方法,也可以用作对齐方法。
需要注意的是,此时增量式编码器的U相信号的相位零点即与电机UV线反电势的相位零点对齐,由于电机的U相反电势,与UV线反电势之间相差30度,因而这样对齐后,增量式编码器的U相信号的相位零点与电机U相反电势的-30度相位点对齐,而电机电角度相位与U相反电势波形的相位一致,所以此时增量式编码器的U相信号的相位零点与电机电角度相位的-30度点对齐。
有些伺服企业习惯于将编码器的U相信号零点与电机电角度的零点直接对齐,为达到此目的,可以:1.用3个阻值相等的电阻接成星型,然后将星型连接的3个电阻分别接入电机的UVW三相绕组引线;2.以示波器观察电机U相输入与星型电阻的中点,就可以近似得到电机的U相反电势波形。
3.依据操作的方便程度,调整编码器转轴与电机轴的相对位置,或者编码器外壳与电机外壳的相对位置。
4.一边调整,一边观察编码器的U相信号上升沿和电机U相反电势波形由低到高的过零点,最终使上升沿和过零点重合,锁定编码器与电机的相对位置关系,完成对齐。
由于普通增量式编码器不具备U/V/W相位信息,而Z信号也只能反映一圈内的一个点位,不具备直接的相位对齐潜力,因而不作为本讨论的话题。
绝对式编码器的相位对齐方式绝对式编码器的相位对齐对于单圈和多圈而言,差别不大,其实都是在一圈内对齐编码器的检测相位与电机电角度的相位。
早期的绝对式编码器会以单独的引脚给出单圈相位的最高位的电平,利用此电平的0和1的翻转,也可以实现编码器和电机的相位对齐,方法如下:1.用一个直流电源给电机的UV绕组通以小于额定电流的直流电,U入,V出,将电机轴定向至一个平衡位置;2.用示波器观察绝对编码器的最高计数位电平信号;3.调整编码器转轴与电机轴的相对位置;4.一边调整,一边观察最高计数位信号的跳变沿,直到跳变沿准确出现在电机轴的定向平衡位置处,锁定编码器与电机的相对位置关系;5.来回扭转电机轴,撒手后,若电机轴每次自由回复到平衡位置时,跳变沿都能准确复现,则对齐有效。
这类绝对式编码器目前已经被采用EnDAT,BiSS,Hiperface等串行协议,以及日系专用串行协议的新型绝对式编码器广泛取代,因而最高位信号就不符存在了,此时对齐编码器和电机相位的方法也有所变化,其中一种非常实用的方法是利用编码器内部的EEPROM,存储编码器随机安装在电机轴上后实测的相位,具体方法如下:1.将编码器随机安装在电机上,即固结编码器转轴与电机轴,以及编码器外壳与电机外壳;2.用一个直流电源给电机的UV绕组通以小于额定电流的直流电,U入,V出,将电机轴定向至一个平衡位置;3.用伺服驱动器读取绝对编码器的单圈位置值,并存入编码器内部记录电机电角度初始相位的EEPROM中;4.对齐过程结束。
由于此时电机轴已定向于电角度相位的-30度方向,因此存入的编码器内部EEPROM中的位置检测值就对应电机电角度的-30度相位。
此后,驱动器将任意时刻的单圈位置检测数据与这个存储值做差,并根据电机极对数进行必要的换算,再加上-30度,就可以得到该时刻的电机电角度相位。
这种对齐方式需要编码器和伺服驱动器的支持和配合方能实现,日系伺服的编码器相位之所以不便于最终用户直接调整的根本原因就在于不肯向用户提供这种对齐方式的功能界面和操作方法。
这种对齐方法的一大好处是,只需向电机绕组提供确定相序和方向的转子定向电流,无需调整编码器和电机轴之间的角度关系,因而编码器可以以任意初始角度直接安装在电机上,且无需精细,甚至简单的调整过程,操作简单,工艺性好。
如果绝对式编码器既没有可供使用的EEPROM,又没有可供检测的最高计数位引脚,则对齐方法会相对复杂。
如果驱动器支持单圈绝对位置信息的读出和显示,则可以考虑:1.用一个直流电源给电机的UV绕组通以小于额定电流的直流电,U入,V出,将电机轴定向至一个平衡位置;2.利用伺服驱动器读取并显示绝对编码器的单圈位置值;3.调整编码器转轴与电机轴的相对位置;4.经过上述调整,使显示的单圈绝对位置值充分接近根据电机的极对数折算出来的电机-30度电角度所应对应的单圈绝对位置点,锁定编码器与电机的相对位置关系;5.来回扭转电机轴,撒手后,若电机轴每次自由回复到平衡位置时,上述折算位置点都能准确复现,则对齐有效。
如果用户连绝对值信息都无法获得,那么就只能借助原厂的专用工装,一边检测绝对位置检测值,一边检测电机电角度相位,利用工装,调整编码器和电机的相对角位置关系,将编码器相位与电机电角度相位相互对齐,然后再锁定。
这样一来,用户就更加无从自行解决编码器的相位对齐问题了。
个人推荐采用在EEPROM中存储初始安装位置的方法,简单,实用,适应性好,便于向用户开放,以便用户自行安装编码器,并完成电机电角度的相位整定。
正余弦编码器的相位对齐方式普通的正余弦编码器具备一对正交的sin,cos 1Vp-p信号,相当于方波信号的增量式编码器的AB正交信号,每圈会重复许许多多个信号周期,比如2048等;以及一个窄幅的对称三角波Index信号,相当于增量式编码器的Z信号,一圈一般出现一个;这种正余弦编码器实质上也是一种增量式编码器。
另一种正余弦编码器除了具备上述正交的sin、cos信号外,还具备一对一圈只出现一个信号周期的相互正交的1Vp-p的正弦型C、D信号,如果以C信号为sin,则D信号为cos,通过sin、cos信号的高倍率细分技术,不仅可以使正余弦编码器获得比原始信号周期更为细密的名义检测分辨率,比如2048线的正余弦编码器经2048细分后,就可以达到每转400多万线的名义检测分辨率,当前很多欧美伺服厂家都提供这类高分辨率的伺服系统,而国内厂家尚不多见;此外带C、D信号的正余弦编码器的C、D信号经过细分后,还可以提供较高的每转绝对位置信息,比如每转2048个绝对位置,因此带C、D信号的正余弦编码器可以视作一种模拟式的单圈绝对编码器。
采用这种编码器的伺服电机的初始电角度相位对齐方式如下:1.用一个直流电源给电机的UV绕组通以小于额定电流的直流电,U入,V出,将电机轴定向至一个平衡位置;2.用示波器观察正余弦编码器的C信号波形;3.调整编码器转轴与电机轴的相对位置;4.一边调整,一边观察C信号波形,直到由低到高的过零点准确出现在电机轴的定向平衡位置处,锁定编码器与电机的相对位置关系;5.来回扭转电机轴,撒手后,若电机轴每次自由回复到平衡位置时,过零点都能准确复现,则对齐有效。
撤掉直流电源后,验证如下:1.用示波器观察编码器的C相信号和电机的UV线反电势波形;2.转动电机轴,编码器的C相信号由低到高的过零点与电机的UV线反电势波形由低到高的过零点重合。
这种验证方法,也可以用作对齐方法。
此时C信号的过零点与电机电角度相位的-30度点对齐。
如果想直接和电机电角度的0度点对齐,可以考虑:1.用3个阻值相等的电阻接成星型,然后将星型连接的3个电阻分别接入电机的UVW三相绕组引线;2.以示波器观察电机U相输入与星型电阻的中点,就可以近似得到电机的U相反电势波形;3.调整编码器转轴与电机轴的相对位置;4.一边调整,一边观察编码器的C相信号由低到高的过零点和电机U相反电势波形由低到高的过零点,最终使2个过零点重合,锁定编码器与电机的相对位置关系,完成对齐。
由于普通正余弦编码器不具备一圈之内的相位信息,而Index信号也只能反映一圈内的一个点位,不具备直接的相位对齐潜力,因而在此也不作为讨论的话题。
如果可接入正余弦编码器的伺服驱动器能够为用户提供从C、D中获取的单圈绝对位置信息,则可以考虑:1.用一个直流电源给电机的UV绕组通以小于额定电流的直流电,U入,V出,将电机轴定向至一个平衡位置;2.利用伺服驱动器读取并显示从C、D信号中获取的单圈绝对位置信息;3.调整旋变轴与电机轴的相对位置;4.经过上述调整,使显示的绝对位置值充分接近根据电机的极对数折算出来的电机-30度电角度所应对应的绝对位置点,锁定编码器与电机的相对位置关系;5.来回扭转电机轴,撒手后,若电机轴每次自由回复到平衡位置时,上述折算绝对位置点都能准确复现,则对齐有效。
此后可以在撤掉直流电源后,得到与前面基本相同的对齐验证效果:1.用示波器观察正余弦编码器的C相信号和电机的UV线反电势波形;2.转动电机轴,验证编码器的C相信号由低到高的过零点与电机的UV线反电势波形由低到高的过零点重合。
如果利用驱动器内部的EEPROM等非易失性存储器,也可以存储正余弦编码器随机安装在电机轴上后实测的相位,具体方法如下:1.将正余弦随机安装在电机上,即固结编码器转轴与电机轴,以及编码器外壳与电机外壳;2.用一个直流电源给电机的UV绕组通以小于额定电流的直流电,U入,V出,将电机轴定向至一个平衡位置;3.用伺服驱动器读取由C、D信号解析出来的单圈绝对位置值,并存入驱动器内部记录电机电角度初始安装相位的EEPROM等非易失性存储器中;4.对齐过程结束。
由于此时电机轴已定向于电角度相位的-30度方向,因此存入的驱动器内部EEPROM等非易失性存储器中的位置检测值就对应电机电角度的-30度相位。
此后,驱动器将任意时刻由编码器解析出来的与电角度相关的单圈绝对位置值与这个存储值做差,并根据电机极对数进行必要的换算,再加上-30度,就可以得到该时刻的电机电角度相位。
这种对齐方式需要伺服驱动器的在国内和操作上予以支持和配合方能实现,而且由于记录电机电角度初始相位的EEPROM等非易失性存储器位于伺服驱动器中,因此一旦对齐后,电机就和驱动器事实上绑定了,如果需要更换电机、正余弦编码器、或者驱动器,都需要重新进行初始安装相位的对齐操作,并重新绑定电机和驱动器的配套关系。