钢铁的发黑处理
钢铁的发黑处理

发黑处理的目的主要有以下三点: 1、对金属表面起防锈作用。 2、增加金属表面的美观及光泽。 3、发黑时间的加热有助于减少工件中应力。
因为发黑处理具有上述作用,而且成本低、质量高,所以在金 属表面处理中和工序间的防锈等得到广泛的应用。
二、氧化膜形成的基本原理
〈N离和生a子铁成一NO,酸磁〉3)亚钠性原溶铁(四理液离氧:N中a子化钢2加Fe与三铁热2O火铁零4,)碱 。件开,和 其在始然氧化很表后化学浓面再剂反的光由起应火受铁作方碱到酸用程(N钠a,式NO与aH生为O的亚H成:)微铁亚和腐酸铁氧蚀钠酸化作进钠剂用一((,步NN析起aaN2出F作Oe2亚O或用2)铁,
氧化处理过程中,温度对氧化膜的形成影响很大。在实际生成 中掌握温度是保证发黑质量的重要一环。钢铁制件的氧化,通常都 在溶液沸腾的温度下进行,而这一温度的高低主要与碱的浓度有关。
温度升高,氧化速度相应加快,氧化膜厚而致密;温度过高时,氧 化松膜,(色泽Fe差3O4。)在温碱度液低里,的氧溶化解不度够提充高分,,这其样颜氧色化较速浅度,减膜慢也,薄膜,层抗疏蚀 能力较差。所以,温度应根据氧化液的成分进行选择,进槽时应取 温度的下限,出槽时应控制在温度的上限。 4、Fe3+影响 响很大氧。化当液溶中液氧中化的铁氧(化Fe铁2O3含)的量含缺量少对时氧,(化特膜别的是生新成配过的程溶及液质)量,影得 到的氧化膜较厚,但结构很疏松,耐磨性能极差,容易剥落和擦去, 这是由于零件表面铁离子析出过多,氧化过剧的缘故。一般正常的 溶液,就碳素钢来讲,约有30%的铁离子构成氧化膜,70%的铁离子 溶解在溶液中。所以一般新配的氧化液,必须预先添加一些氧化铁 (如生铁屑)。
NaOH 400 含量 (g/L)
溶液沸 117.5 点(℃)
钢制件的表面发黑处理

钢制件的表面发黑处理钢制件的表面发黑处理,也有被称之为发蓝的。
发黑处理现在常用的方法有传统的碱性加温发黑和出现较晚的常温发黑两种。
但常温发黑工艺对于低碳钢的效果不太好。
A3钢用碱性发黑好一些。
碱性发黑细分出来,又有一次发黑和两次发黑的区别。
发黑液的主要成分是氢氧化钠和亚硝酸钠。
发黑时所需温度的宽容度较大,大概在135摄氏度到155摄氏度之间都可以得到不错的表面,只是所需时间有些长短而已。
实际操作中,需要注意的是工件发黑前除锈和除油的质量,以及发黑后的钝化浸油。
发黑质量的好坏往往因这些工序而变化。
金属“发蓝”药液采用碱性氧化法或酸性氧化法;使金属表面形成一层氧化膜,以防止金属表面被腐蚀,此处理过程称为“发蓝”。
黑色金属表面经“发蓝”处理后所形成的氧化膜,其外层主要是四氧化三铁,内层为氧化亚铁。
一、碱性氧化法“发蓝”药液1.配方:硝酸钠50~100克氢氧化钠600~700克亚硝酸钠100~200克水1000克2.制法:按配方计量后,在搅拌条件下,依次把各料加入其中,溶解,混合均匀即可。
3.说明:(1)金属表面务必洗净和干燥以后,才能进行“发篮”处理。
(2)金属器件进行“发蓝”处理条件与金属中的含碳量有关,“发蓝”药液温度及金属器件在其中的处理时间可参考下表。
金属中含碳量%工作温度(℃)处理时间(分)开始终止>0.7135-13714310-300.5-0.7135-14015030-50<0.4142-145153-15540-60合金钢142-145153-15560-90(3)每隔一星期左右按期分析溶液中硝酸钠、亚硝酸钠和氢氧化钠的含量,以便及时补充有关成分。
一般使用半年后就应更换全部溶液。
(4)金属“发蓝”处理后,最好用热肥皂水漂洗数分钟,再用冷水冲洗。
然后,又用热水冲洗,吹于。
二、酸性氧化法“发蓝”药液1.配方:磷酸3~10克硝酸钙80~100克过氧化锰10~15克水1000克2.制法:按配方计量后,在不断搅拌条件下,依次把磷酸、过氧化锰和硝酸钙加入其中,溶解,混合均匀即可。
铸铁及钢件的发黑处理

铸铁及钢件的发黑处理铸铁及钢件的发黑处理一、发黑技术的种类:钢制件的表面发黑处理,也有被称之为发蓝的。
磷化发黑主要是指中温磷化发黑,也叫特种磷化液,这一工艺是需要加温到55摄氏度左右,适用于铸铁、中碳钢、高碳钢等材料,易于操作,得到黑色或是黑灰色磷化膜。
化学镀黑镍,适用于不锈钢、电镀镍等镀件上的直接镀镍,也适用于铝、铝合金的直接镀镍,目前这种工艺很受市场欢迎。
现在市场上最常用的发黑技术其实是以下两种碱性发黑与常温发黑,传统发黑(既碱性发黑),这种传统的钢铁发黑(发兰)是在135-150摄氏度的碱性溶液中进行的,处理时间长达1-1.5小时,能耗高,效率低,污染重,目前很多企业已经正在换用现在流行的钢铁常温发黑剂,它不仅发黑质量好,无污染,也很节能,大大提高了企业的工作效率。
弥补了传统发黑的缺陷;要注意的是常温发黑工艺对于低碳钢的效果不太好,表面效果也不是很好,但是A3钢用碱性发黑好一些。
还有一种发黑是蒸汽发黑,比较适用于冶金产品。
二、常温发黑工艺的介绍:作用与用途钢铁常温发黑剂具有溶液稳定、发黑时间短色泽适宜、使用工艺方便简单,原材料充足、成本低等优点,特别是发黑膜层的附着力,抗腐蚀能力明显优于原产品。
它具有无污染、省能源、无钢型选择性等特点。
为解决长期存在的碱性高温发黑污染大、耗能高,选择钢性等问题开辟了新的途径,为各厂家钢铁制品发黑处理提供了理想的先进工艺。
本产品广泛用于机械零件、标准件、工艺产品、弹簧等工业部门的钢铁零部件表面发黑装饰及防护处理。
主要特点主要特点:(颜色黑,附着力好,防腐性高,做工时间短)1、节约能源。
发黑完全不需用电,同碱性高温发黑比,节电100%。
2、提高工效。
碱性发黑需40-80分钟,本发黑剂只需1-5分钟。
3、发黑成本低。
设备简单、只需塑料、陶瓷槽、盆即可,而且操作容易。
4、工艺适应性强。
对钢性无选择,含碳量不同和表面加状态不同的钢铁零件均能获得整体表面颜色的一致效果,而且发黑后的工件,既可脱水油封闭;又可热浸油封闭。
钢铁零件的表面发黑(发蓝)处理概述

钢铁零件的表面发黑(发蓝)处理概述
在机械制造企业中,零件在热处理后进行必要的表面处理是不可缺少的工艺流程,发蓝和发黑均是表面氧化处理的方法,它们主要用于碳钢、低合金工具钢和高速工具钢的表面处理。
通常采用的是低温碱性发黑即金属零件在很浓的碱和氧化剂溶液中加热、氧化,使金属表面生成一层带磁性的四氧化三铁薄膜等,能有效阻止内部金属的氧化,该膜的颜色根据钢种的不同有蓝黑色、黑色、红棕色和棕褐色等,组织比较致密,厚度在0.6~0.8μm左右,主要用于一般的机器制造、仪器仪表和日用化工的零部件的表面处理。
对于将钢铁零件在高温下(500~550℃)表面氧化成四氧化三铁,表面呈现天蓝色的表面处理,通常称为发蓝,它主要用于兵器工业、航天等领域,考虑到工艺温度较高,生产效率低,需要专用设备等,因此从某种程度上限制了它的应用范围,本文不作介绍。
发黑和发蓝处理尽管工艺温度、氧化介质等不同,但都同样起到产品防锈和美观的效果,在实际的表面处理工艺的选择上要认真考虑,结合具体的材料、工作要求的使用因素等,采用经济的方法来进行综合思考工艺的应用效果。
零件进行发黑处理的目的:对金属表面起防锈作用;增加金属表面的美观和光泽;消除淬火过程中的应力作用,减小变形等。
考虑到该工艺的成本低、产量高,因此在金属零件的表面处理中得到了较为广泛的应用。
45号钢发黑处理工艺

45号钢发黑处理工艺一、前期准备1.1 材料准备45号钢材,酸洗液,水,碱洗液,氧化剂,发黑剂。
1.2 设备准备酸洗槽、碱洗槽、氧化槽、发黑槽、清洗槽、烤箱等。
二、工艺流程2.1 酸洗处理将45号钢材放入酸洗槽中进行酸洗处理。
酸洗液的成分为:硫酸浓度为40%~60%,温度为50℃~60℃。
将钢材浸泡在酸液中10~15分钟,取出后用水冲洗干净。
2.2 碱洗处理将经过酸洗处理的钢材放入碱洗槽中进行碱洗处理。
碱性清洁剂的成分为:氢氧化钠浓度为10%~20%,温度为50℃~60℃。
将钢材浸泡在碱性清洁剂中10~15分钟,取出后用水冲洗干净。
2.3 氧化处理将经过碱性清洁的钢材放入氧化槽中进行氧化处理。
氧化剂的成分为:硝酸铜浓度为5%~10%,温度为30℃~40℃。
将钢材浸泡在氧化剂中10~15分钟,取出后用水冲洗干净。
2.4 发黑处理将经过氧化处理的钢材放入发黑槽中进行发黑处理。
发黑剂的成分为:铜盐、磷酸盐、亚硝酸钠等。
将钢材浸泡在发黑剂中10~15分钟,取出后用水冲洗干净。
2.5 清洗处理将经过发黑处理的钢材放入清洗槽中进行清洗处理。
清洗液的成分为:水或者去离子水。
将钢材浸泡在清洗液中10~15分钟,取出后用水冲洗干净。
2.6 烘干处理将经过清洗处理的钢材放入烤箱中进行烘干处理。
烤箱温度为80℃~100℃,时间为30分钟左右。
三、注意事项3.1 操作人员必须佩戴防护手套、口罩等防护用品。
3.2 酸性物质和碱性物质不能混合使用,否则会产生化学反应。
3.3 操作过程中要注意安全,防止发生意外事故。
3.4 操作完毕后要及时清理设备和场地,保持环境清洁整洁。
四、结语通过以上工艺流程的处理,45号钢材可以得到美观、耐腐蚀、防锈等效果。
在实际操作中,应根据具体情况进行调整和改进。
铁件发黑处理方法
铁件发黑处理方法
铁件发黑处理方法
一般来说,铁件发黑处理可以有以下几种方法:
① 电镀:将铁件表面经过特殊工艺处理,在表面形成一层防锈层,有效防止表面受潮湿和氧化;
② 磨光:将铁件通过磨光的方法,提高表面光洁度,以使表面不易沾附其它物质;
③ 热处理:将铁件经过一定温度的热处理,使其表面形成一层让光照射而不受损耗的薄膜。
④ 喷漆:用漆或油漆将铁件涂刷,形成保护膜,防止它受到光照、氧化等等作用破坏,抗氧化性强。
⑤ 磷化:将钢件经过酸洗和磷化,表面形成一层磷化膜,以抑制腐蚀性。
钢制件的表面发黑处理
钢制件的表面发黑处理,也有被称之为发蓝的。
发黑处理现在常用的方法有传统的碱性加温发黑和出现较晚的常温发黑两种。
但常温发黑工艺对于低碳钢的效果不太好。
A3钢用碱性发黑好一些。
碱性发黑细分出来,又有一次发黑和两次发黑的区别。
发黑液的主要成分是氢氧化钠和亚硝酸钠。
发黑时所需温度的宽容度较大,大概在135摄氏度到155摄氏度之间都可以得到不错的表面,只是所需时间有些长短而已。
实际操作中,需要注意的是工件发黑前除锈和除油的质量,以及发黑后的钝化浸油。
发黑质量的好坏往往因这些工序而变化。
金属“发蓝”药液采用碱性氧化法或酸性氧化法;使金属表面形成一层氧化膜,以防止金属表面被腐蚀,此处理过程称为“发蓝”。
黑色金属表面经“发蓝”处理后所形成的氧化膜,其外层主要是四氧化三铁,内层为氧化亚铁。
一、碱性氧化法“发蓝”药液1.配方:硝酸钠50~100克氢氧化钠600~700克亚硝酸钠100~200克水100 0克2.制法:按配方计量后,在搅拌条件下,依次把各料加入其中,溶解,混合均匀即可。
3.说明:(1)金属表面务必洗净和干燥以后,才能进行“发篮”处理。
(2)金属器件进行“发蓝”处理条件与金属中的含碳量有关,“发蓝”药液温度及金属器件在其中的处理时间可参考下表。
金属中含碳量%工作温度(℃)处理时间(分)开始终止>0.7135-13714310-300.5-0.7135-14015030-50<0.4142-145153-15540-60合金钢142-145153-15560-90(3)每隔一星期左右按期分析溶液中硝酸钠、亚硝酸钠和氢氧化钠的含量,以便及时补充有关成分。
一般使用半年后就应更换全部溶液。
(4)金属“发蓝”处理后,最好用热肥皂水漂洗数分钟,再用冷水冲洗。
然后,又用热水冲洗,吹于。
二、酸性氧化法“发蓝”药液1.配方:磷酸3~10克硝酸钙80~100克过氧化锰10~15克水1000克2.制法:按配方计量后,在不断搅拌条件下,依次把磷酸、过氧化锰和硝酸钙加入其中,溶解,混合均匀即可。
钢管钢铁等零件的发黑处理简介.pdf

钢管钢铁等零件的发黑处理简介Via 常州精密钢管博客1 概述:1.1 钢铁制品在空气中与氧接触,表面会形成一层氧化物薄膜。
但自然成膜大多数不够致密完整,因而也不能防止金属继续被氧化腐蚀。
而发黑处理,是人为形成致密氧化膜的化学方法,在钢铁制品的防腐处理中常被应用。
1.2 钢铁氧化处理方法很多,有碱性氧化法、无碱氧化法、高温气体氧化法和电化学氧化法等。
工业上,曾经广泛采用的是碱性氧化法。
1.3 碱性氧化法的特点是,色泽美观、无氢脆、有弹性、膜层厚(0.5-1.5μm),对零件的尺寸和精度无显著影响,对零件残余应力也有一定消除作用。
1.4 发黑处理:是将钢铁金属零件浸没在很浓的碱和氧化剂的溶液中,在一定温度下加热、氧化,使金属表面生成一层均匀致密而且与基体金属表面结合牢固的四氧化三铁薄膜的工艺。
这层薄膜,对金属表面的防腐有很好的作用。
由于实际生产中受各种因素的影响,这层薄膜的颜色有蓝黑色、黑色、蓝色(所以有时又称发蓝)等等。
1.5 发黑处理的目的主要有以下三点:一是对金属表面起防锈作用。
二是增加金属的美观光泽。
三是部分消除工件的残余应力。
2 氧化膜形成的基本原理2.1 原理:钢铁零件在很浓的火碱(NaOH)和氧化剂(亚硝酸钠NaNO2或硝酸钠NaNO3)溶液中加热,开始表面受到NaOH的微腐蚀作用,析出亚铁离子,亚铁离子与火碱和氧化剂起作用,生成亚铁酸钠(Na2FeO2)和铁酸钠(Na2Fe2O4),然后再由铁酸钠与亚铁酸钠进一步起作用,生成四氧化三铁(Fe3O4)。
其化学反应方程式如下:在氧化剂的存在下,铁与碱作用生成亚铁酸钠:3Fe+NaNO2+5NaOH→3Na2FeO2+NH3↑+H2O亚铁酸钠向溶液里扩散与氧化剂相遇,进一步氧化成铁酸钠(Na2Fe2O4):8Na2FeO2+NaNO3+6H2O→4Na2Fe2O4+NH3↑+9NaOH或:6Na2FeO2+NaNO2+5H2O→3Na2Fe2O4+NH3↑+7NaOH铁酸钠与未被氧化的亚铁酸钠作用,生成四氧化三铁(Fe3O4)保护膜:Na2Fe2O4+Na2FeO2+H2O→Fe3O4↓+4NaOH由于某些情况,在形成四氧化三铁膜的同时,有部分铁酸钠水解,生成红色的氧化铁水合物(Fe2O3▪mH2O)沉淀于工件表面上,表现为红锈或棕绣。
铁发黑处理最简单方法
铁发黑处理最简单方法
钢铁发黑,就是将工件置于钢铁发黑剂中,在钢铁表面形成一层四氧化三铁薄膜。
薄膜厚度在0.5-1.0μm之内,均匀且致密并牢固地结合到钢铁表面。
由于,这膜是蓝黑色的,它通常被称为发蓝或发黑。
准备阶段,需要去除工件表面的油,锈,水垢等,表面被氧化成高质量的氧化膜做准备,主要包括化学脱脂,酸洗等。
发黑阶段,将清洗完成后的工件放入发黑槽液中,并放置一段时间,以在工件表面上形成所需的氧化膜层。
如果,是高温型发黑剂,则需要调节入槽的温度和出槽的温度,浸防锈油,其目的是进一步提高氧化膜层的耐腐蚀性,增加润滑性和表面光泽度。
扩展资料:
常温时,铁在干燥的空气里不易与氧、硫、氯等非金属单质起反应,若有杂质,在潮湿的空气中易锈蚀;在有酸、碱或盐的溶液存在的湿空气中生锈更快。
在高温时,则剧烈反应,如铁在氧气中燃烧,生成Fe3O4,赤热的铁和水蒸气起反应也生成Fe3O4。
加热时均能同卤素、硫、硅、碳、磷等化合。
除生成+2和+3价氧化物外,还有复合氧化物Fe3O4(磁铁的主要成分)生成。
铁易溶于稀的无机酸中,生成二价铁盐,并放出氢气。
在常温下遇浓硫酸或浓硝酸时,表面生成一层氧化物保护膜,使铁“钝化”,故可用铁制品盛装冷的浓硫酸或冷的浓硝酸。
钢件表面发蓝(发黑)处理大全
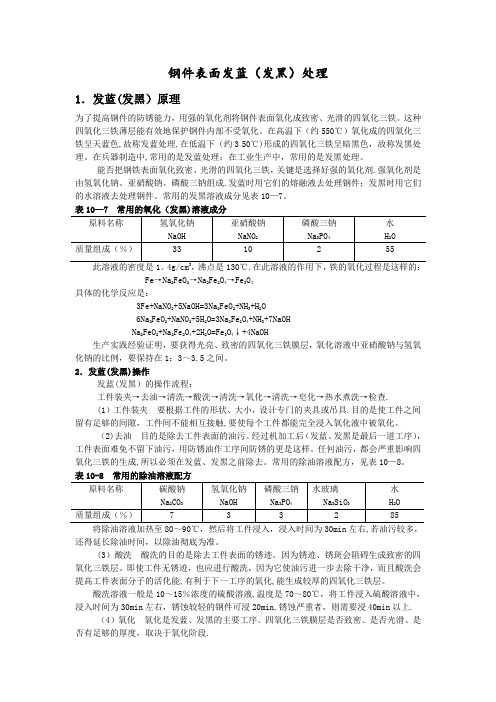
钢件表面发蓝(发黑)处理1.发蓝(发黑)原理为了提高钢件的防锈能力,用强的氧化剂将钢件表面氧化成致密、光滑的四氧化三铁。
这种四氧化三铁薄层能有效地保护钢件内部不受氧化。
在高温下(约550℃)氧化成的四氧化三铁呈天蓝色,故称发蓝处理。
在低温下(约 3 50℃)形成的四氧化三铁呈暗黑色,故称发黑处理。
在兵器制造中,常用的是发蓝处理;在工业生产中,常用的是发黑处理。
能否把钢铁表面氧化致密、光滑的四氧化三铁,关键是选择好强的氧化剂。
强氧化剂是由氢氧化钠、亚硝酸钠、磷酸三钠组成。
发蓝时用它们的熔融液去处理钢件;发黑时用它们的水溶液去处理钢件。
常用的发黑溶液成分见表10-7。
Fe→Na2FeO2→Na2Fe2O4→Fe3O4具体的化学反应是:3Fe+NaNO2+5NaOH=3Na2FeO2+NH3+H2O6Na2FeO2+NaNO2+5H2O=3Na2Fe2O4+NH3+7NaOHNa2FeO2+Na2Fe2O4+2H2O=Fe3O4↓+4NaOH生产实践经验证明,要获得光亮、致密的四氧化三铁膜层,氧化溶液中亚硝酸钠与氢氧化钠的比例,要保持在1:3~3.5之间。
2.发蓝(发黑)操作发蓝(发黑)的操作流程:工件装夹→去油→清洗→酸洗→清洗→氧化→清洗→皂化→热水煮洗→检查。
(1)工件装夹要根据工件的形状、大小,设计专门的夹具或吊具。
目的是使工件之间留有足够的间隙,工件间不能相互接触,要使每个工件都能完全浸入氧化液中被氧化。
(2)去油目的是除去工件表面的油污。
经过机加工后(发蓝、发黑是最后一道工序),工件表面难免不留下油污,用防锈油作工序间防锈的更是这样。
任何油污,都会严重影响四氧化三铁的生成,所以必须在发蓝、发黑之前除去。
常用的除油溶液配方,见表10-8。
将除油溶液加热至80~90℃,然后将工件浸入,浸入时间为30min左右,若油污较多,还得延长除油时间,以除油彻底为准。
(3)酸洗酸洗的目的是除去工件表面的锈迹。
钢铁发黑工艺

钢铁发黑工艺
钢铁是一种重要的工业材料,用于制造汽车,家用电器,医疗器械等产品。
有时为了给产品增添美感,需要对钢铁进行发黑处理,以获得一个漂亮的黑色效果。
钢铁发黑工艺,又称钢铁黑化或发黑处理,是将钢铁表面进行某种热处理以使其表面产生黑色的工艺。
发黑后的钢铁具有表面光洁度好、耐腐蚀性强、美观大方的优点。
一般情况下,钢铁发黑处理可以分为热发黑和化学发黑两种。
其中,热发黑是采用热处理技术把钢铁表面烧焦。
一般情况下,采用火焰发黑和熔融发黑两种方式,火焰发黑是将钢铁放入明火中加热,使钢铁表面产生烧焦焦化层,从而产生黑色表面。
熔融发黑法是将钢铁加热到一定的温度,使其融化,然后把物料倒入熔体中,形成熔坑焦层,使其表面发黑。
另一种方法是用化学物质把钢铁表面发黑,目前有多种化学发黑技术可以使钢铁表面发黑,常见的有过氧乙酸发黑,硝酸和磷酸发黑、氢氧化钾发黑、氰化钠发黑等。
这些物质的作用机理是,通过对钢铁表面的氧化,形成一层氧化膜,从而使钢铁表面发黑。
钢铁发黑后还可以进行抛光处理,以使表面更加光滑。
如果需要准确的色泽,还可以采用着色技术,使其表面呈现不同的颜色,如红色、蓝色、绿色等。
总之,钢铁发黑是一种重要的工艺,广泛用于汽车、家用电器、医疗器械等产品的制造。
钢铁发黑处理后,具有表面光洁度好、耐腐
蚀性强、美观大方的优点,也可以通过抛光和着色技术,使其表面有不同的颜色。
另外,为了使发黑效果更好,有时需要结合化学发黑和热发黑两种技术,才能达到理想的效果。
常温发黑处理工艺
常温发黑处理工艺
常温发黑工艺流程主要包括前处理、发黑和后处理3个部分。
其工艺流程为:
1. 化学除油:将待清洗的钢铁件浸没在钢铁除油剂槽液中,静置几分钟,取出,将钢铁件表面除油剂残液水洗干净。
2. 热水洗:将钢铁件放入热水中清洗。
3. 冷水洗:将钢铁件放入冷水清洗。
4. 酸洗:将钢铁件放入酸液中清洗。
5. 冷水洗:将钢铁件放入冷水清洗。
6. 冷水洗:将钢铁件放入冷水清洗。
7. 发黑:将钢铁件放入发黑液中,发黑时间需要2-5分钟。
8. 水洗:将钢铁件放入水中清洗。
9. 中和:将钢铁件放入5%的碳酸钠溶液中。
10. 水洗:将钢铁件放入水中清洗。
11. 浸油封闭:将钢铁件放入脱水防锈油中,静置一段时间后取出。
钢件表面发蓝(发黑)处理大全
钢件表面发蓝(发黑)处理1.发蓝(发黑)原理为了提高钢件的防锈能力,用强的氧化剂将钢件表面氧化成致密、光滑的四氧化三铁。
这种四氧化三铁薄层能有效地保护钢件内部不受氧化。
在高温下(约550℃)氧化成的四氧化三铁呈天蓝色,故称发蓝处理.在低温下(约3 50℃)形成的四氧化三铁呈暗黑色,故称发黑处理。
在兵器制造中,常用的是发蓝处理;在工业生产中,常用的是发黑处理。
能否把钢铁表面氧化致密、光滑的四氧化三铁,关键是选择好强的氧化剂.强氧化剂是由氢氧化钠、亚硝酸钠、磷酸三钠组成.发蓝时用它们的熔融液去处理钢件;发黑时用它们的水溶液去处理钢件。
常用的发黑溶液成分见表10—7。
Fe→Na2FeO2→Na2Fe2O4→Fe3O4具体的化学反应是:3Fe+NaNO2+5NaOH=3Na2FeO2+NH3+H2O6Na2FeO2+NaNO2+5H2O=3Na2Fe2O4+NH3+7NaOHNa2FeO2+Na2Fe2O4+2H2O=Fe3O4↓+4NaOH生产实践经验证明,要获得光亮、致密的四氧化三铁膜层,氧化溶液中亚硝酸钠与氢氧化钠的比例,要保持在1:3~3.5之间。
2.发蓝(发黑)操作发蓝(发黑)的操作流程:工件装夹→去油→清洗→酸洗→清洗→氧化→清洗→皂化→热水煮洗→检查.(1)工件装夹要根据工件的形状、大小,设计专门的夹具或吊具.目的是使工件之间留有足够的间隙,工件间不能相互接触,要使每个工件都能完全浸入氧化液中被氧化。
(2)去油目的是除去工件表面的油污。
经过机加工后(发蓝、发黑是最后一道工序),工件表面难免不留下油污,用防锈油作工序间防锈的更是这样。
任何油污,都会严重影响四氧化三铁的生成,所以必须在发蓝、发黑之前除去。
常用的除油溶液配方,见表10—8。
将除油溶液加热至80~90℃,然后将工件浸入,浸入时间为30min左右,若油污较多,还得延长除油时间,以除油彻底为准。
(3)酸洗酸洗的目的是除去工件表面的锈迹。
钢件发黑处理方法

钢件发黑处理方法嘿,你问钢件发黑处理方法啊?这可有不少招呢。
首先啊,可以用化学发黑法哇。
就是把钢件放到一种特殊的化学溶液里泡一泡。
这溶液就像给钢件施了个魔法,能让它变黑。
我记得有一次,我看到一个工厂在做钢件发黑处理,那一大桶化学溶液咕噜咕噜地冒着泡,把钢件放进去一会儿,拿出来就变黑了。
用化学发黑法的时候,要注意溶液的浓度和温度哦。
浓度太高了,钢件可能会变得太黑,不好看;温度太低了,又可能效果不好。
就像做饭放盐一样,得掌握好量。
我有个朋友,他自己在家试着用化学发黑法处理钢件,结果溶液浓度没弄好,钢件变得黑不溜秋的,可难看了。
然后呢,还可以用电化学发黑法。
这就有点像给钢件充电。
把钢件放到一个特殊的设备里,通上电,让电流在钢件上跑一跑,钢件就变黑了。
我有一次看到一个车间里,工人们正在用电化学发黑法处理钢件,那些设备嗡嗡地响着,看着可神奇了。
电化学发黑法也要注意电流和电压的大小哦。
电流太大了,钢件可能会被烧坏;电压太小了,又可能发黑效果不好。
就像给手机充电,电流电压不合适,手机可能会出问题。
我有个同事,他在一个工厂上班,有一次他们用电化学发黑法的时候,电压没调好,结果钢件都变形了。
还有啊,可以用高温发黑法。
把钢件加热到很高的温度,然后让它在空气中自然冷却。
在这个过程中,钢件就会变黑。
就像烤红薯一样,把红薯放在火里烤一烤,就变黑了。
我有一次看到一个铁匠铺,师傅正在用高温发黑法处理钢件,那红彤彤的钢件在火里烧得可带劲了。
用高温发黑法的时候,要注意温度的控制哦。
温度太高了,钢件可能会烧坏;温度太低了,又可能发黑效果不好。
而且加热的时间也要掌握好,不能太长也不能太短。
我有个邻居,他自己试着用高温发黑法处理钢件,结果温度没控制好,钢件都烧变形了。
我给你讲个事儿吧。
有一次我去一个工厂参观,看到他们用各种方法处理钢件,发黑处理得可漂亮了。
从那以后,我就觉得钢件发黑处理并不难,只要掌握好方法就行。
所以啊,钢件发黑处理方法有化学发黑法、电化学发黑法、高温发黑法。
钢铁的发黑处理
发黑处理的目的主要有以下三点: 1、对金属表面起防锈作用。 2、增加金属表面的美观及光泽。 3、发黑时间的加热有助于减少工件中应力。
因为发黑处理具有上述作用,而且成本低、质量高,所以在金 属表面处理中和工序间的防锈等得到广泛的应用。
3
二、氧化膜形成的基本原理
〈N离和生a成铁子一NO磁酸,〉3)性钠亚原溶四(理铁液氧离:N中a化子钢2加Fe三铁与热2O铁火零4,)。碱件开,其和在始然化氧很表后学化浓面再反剂的光由应起火受铁方作碱到酸程用(N钠a式,NO与aH为生O的亚H:)成微铁亚和腐酸铁氧蚀钠酸化作进钠剂用一((,步NN析起aaN2出F作Oe2亚O或用2)铁,
发黑液中氧化剂的浓度对膜层厚度也有一定的影响。随着氧化
7
三、发黑溶液中各介质的作用
尽管发黑溶液有着多种不同的配方,但是最基本的组成物总不
外乎是碱和氧化剂。生产中,碱多使用NaOH,而氧化剂则多使用 NaNO3和NaNO2,碱金属的铬酸盐也可作为氧化剂的使用,但使用较少。 为了改善氧化膜的质量和色泽,往往还在发黑液中添加一些磷酸三 钠或草酸盐等其它药品。这些组成物在发黑液中分别起着如下作用:
Na2Fe2O4+Na2FeO2+2H2O→Fe3O4↓+4NaOH
4
由于某些情况,在形成四氧化三铁氧化膜的同时,有部分铁酸钠水 解是力,求生避成免红的色(的这氧种化现铁象的一水般合在物氢(氧Fe化2O3钠.mH含2o量),高沉、积亚在硝2件酸表钠面含上量,低这 时产生。)这种现象的产生,主要是溶液中有红色肢体状氧化铁存 在的缘故。即:
1、在氧化剂的存在下铁+Na2FeO2+H2O
或: 3Fe+NaNO2+5NaOH→3Na2FeO2+NH3↑+H2O 亚铁酸钠朝溶液本体部位扩散同氧化剂相遇并进一步氧化成铁 酸钠Na2Fe2O4:
钢铁的发黑处理
温度升高,氧化速度相应加快,氧化膜厚而致密;温度过高时,氧 化松膜,(色泽Fe差3O4。)在温碱度液低里,的氧溶化解不度够提充高分,,这其样颜氧色化较速浅度,减膜慢也,薄膜,层抗疏蚀 能力较差。所以,温度应根据氧化液的成分进行选择,进槽时应取 温度的下限,出槽时应控制在温度的上限。 4、Fe3+影响 响很大氧。化当液溶中液氧中化的铁氧(化Fe铁2O3含)的量含缺量少对时氧,(化特膜别的是生新成配过的程溶及液质)量,影得 到的氧化膜较厚,但结构很疏松,耐磨性能极差,容易剥落和擦去, 这是由于零件表面铁离子析出过多,氧化过剧的缘故。一般正常的 溶液,就碳素钢来讲,约有30%的铁离子构成氧化膜,70%的铁离子 溶解在溶液中。所以一般新配的氧化液,必须预先添加一些氧化铁 (如生铁屑)。
Na2Fe2O4+Na2FeO2+2H2O→Fe3O4↓+4NaOH
由于某些情况,在形成四氧化三铁氧化膜的同时,有部分铁酸钠水 解是,力生求成避红免色的的(氧这化种铁 现的 象水 一合 般物 在( 氢氧Fe化2O3钠.mH含2o量),高沉、积亚在硝2件酸表钠面含上量,低这 时产生。)这种现象的产生,主要是溶液中有红色肢体状氧化铁存 在的缘故。即:
液中根结据晶这析个出理的论,,并钢附上着的在Fe工3O4件晶表体面转上化而膜得是到这的个。氧它化的物结的构过与饱厚和度溶 取决于金属-溶液界面液相区的磁性氧化铁溶液的过饱和。
这个理论没有考虑到对钢的化学氧化机理有着重大影响的某些 方面: 氧的同①时Fe它(O在H)瞬2或时HF间eO便2-转在化有为氧氢的氧存化在铁下(十或分铁不酸稳盐定),。与强烈地吸附
钢铁发黑处理工艺及配方

钢铁发黑处理工艺及配方
钢铁发黑处理工艺和配方与铁制品发黑处理基本类似。
下面是一种常见的钢铁发黑处理工艺及配方:工艺步骤:
1.清洗:将钢铁表面的污垢、油脂等杂质清洗干净。
可以使用溶剂、碱性清洗剂或者机械清洗方法进行清洗。
2.酸洗:使用酸性溶液(如盐酸)对钢铁进行酸洗处理,以去除表面的氧化层和锈蚀。
3.氧化:将钢铁浸泡在含有氧化剂的溶液中,使其表面发生化学反应生成一层黑色的氧化物。
常用的氧化剂有硫酸铜、硫酸亚铁等。
4.中和:将钢铁从氧化剂溶液中取出,用清水冲洗,并在中和液(如碳酸钠溶液)中浸泡,中和残留的酸性物质。
5.清洗和干燥:用清水冲洗钢铁,使其表面干净,并通过干燥的方式使其完全干燥。
配方示例:以下是一个简单的钢铁发黑处理配方示例:
-氧化剂:硫酸铜(CuSO4)或硫酸亚铁(FeSO4)
-酸洗剂:盐酸(HCl)
-中和液:碳酸钠溶液(Na2CO3)
-清洗剂:清水
请注意,处理钢铁需要严格遵守安全操作规程,并根据具体的工艺要求进行调整。
此外,还可以根据特定的需求和处理效果进行配方的优化和调整。
使用本工艺和配方时,请确保了解和遵守当地法规和安全标准,并在安全环境下进行操作。
钢铁件发黑处理

钢铁常温发黑工艺流程表1 、发黑大型零件装筐,在筐内留有间隙,不能重叠在一起,使其发黑均匀 并快一装筐速提高发黑液的工作效率。
2、不同的钢材,按同一类型分别装筐,分别处理。
1、可选用除油除锈活化剂,或按常规工艺除油除锈。
二除油除锈 2、若采用喷砂、喷丸、滚光机械前处理,则不用除油、除锈工 发黑效果优于化学前处理。
五冷水清洗 发黑 使用设备:耐酸槽 六过滤泵 使用产品: 1:1-4 倍水进行稀释水洗、漂洗应进行两道清洗,工件在冷水槽中上下抖务必将残留的液体洗干净。
检查工件表面 PH 值为中性(6〜7)。
1、除油、除锈最关键,只要前处理做好,则发黑很简单。
2、发黑处理的时间通常为2分钟,取出后在空气中停留1〜2分钟,再水 洗。
发黑工作液 PH 值保持 2.3、严格控制发黑的时间,掌握的标准是工件表面有一层均匀略带灰色的黑膜即可,发黑液宜淡勿浓,发黑时间宜短勿长。
温度:常温(10-30C ) 4、24小时后膜层将更黑更均匀更牢固。
七冷水清洗后处理八使用设备 :可排水油槽使用产品 :脱水防锈油封闭剂彻底清洗发黑的残液,水洗漂洗时间为 2 分钟,工件表面 PH 值为中性6〜7.1、后处理最佳的选择是常温浸脱水防锈油,脱水防锈油既脱水又有防锈的 功能,在脱水防锈油槽中最好浸泡 5 分钟以上,以便充分脱水。
艺。
动,2、对于膜层结合力有特殊要求的工作,可以在发黑后用水溶性封闭剂处理,对不能浸油的工件待干燥后浸罩光剂或浸2次封闭剂。
3、发黑经水洗后用无铬钝化液处理后,再浸脱水防锈油,防锈性能更强。
发1、经过反复发黑处理,发黑液的PH值会上升2.5〜3,用0.5〜5.0的精密PH试纸测。
黑2、当PH值超过2.5倍时应加以调整,用原液调整,使槽液恢复到2,即可继续使用。
液3、若PH值超过了3以上就很难调整,所以在处理工件时,要经常测PH 值,以便及时调整。
这样既能保持的发黑工件表面颜色均匀一致,又能使发黑液使用寿命延长。