马桶盖边缘打磨机设计
马桶盖边缘打磨机设计说明书

需要本设计的CAD图纸,请联系QQ1812865712。
毕业设计(论文)题目: 马桶盖边缘打磨机设计摘要随着高速磨削和强力磨削工艺的发展,进一步提高了磨削的效率。
因此,磨床的使用范围日益扩大,在金属切削机床中占的比重不断上升,在工业发达国家占金属切削机床的13%~27%。
本文介绍了如何用可编程序控制器与磨床结合起来,对3MB2024型半自动轴承套圈内圆磨床的电气系统进行设计,它包括了硬件及软件的设计。
对目前在工业生产中大量使用此类设备都具有很好的参考价值。
关键词:磨削机床轴承可编程序控制器内圆磨床AbstractAlong with our country machine equipments, car industry etc. profession of fast development, also along with our country automation technique of exaltation, automation factory also top a new of step, the PLC be one newly arisen of industry controller, with its physical volume small, the function be well-found, the price be cheap, credibility Gao Deng3, have a special advantage, at the everyone noodles realm acquire extensive of application.This text introduction how put together with programmable controller and grinding machine knot, to 3 MB2024 type half auto bearings set inside of circle circle the electricity system of the grinding machine carry on design, it included hardware and software of design.Rightness a great deal of currently in the industry the production usage this kind the equipments all have good reference value.Key words:PLC bearings grinding machine第1章概述1.1 磨床的简介1.1.1磨床的基本概念磨床是以砂轮周边或端面对工件进行磨削加工的精密机床。
卫浴行业机器人打磨系统设计陈春

卫浴行业机器人打磨系统设计陈春发布时间:2021-08-17T08:15:10.321Z 来源:《电力设备》2021年第6期作者:陈春杨林刘帅[导读] 随着我国经济的不断发展,人们对于生活质量以及产品的需求也在逐渐增加,现如今国内自动化技术水平越来越高,机器人也越来越广泛的应用于各行各业。
目前市面上的很多打磨机都是针对一些传统工具进行加工制造的专用机械设备。
陈春杨林刘帅(沈阳新松机器人自动化股份有限公司辽宁沈阳 110168)摘要:随着我国经济的不断发展,人们对于生活质量以及产品的需求也在逐渐增加,现如今国内自动化技术水平越来越高,机器人也越来越广泛的应用于各行各业。
目前市面上的很多打磨机都是针对一些传统工具进行加工制造的专用机械设备。
其生产效率较低加工产品较为单一,缺少柔性化与智能化,使得这些专用机械设备不能很好地满足用户对功能要求较高的产品设计需求和市场发展前景,在卫浴行业尤其如此,因此就需要开发一款适合于卫浴行业的机器人打磨系统。
本文通过对卫浴行业机器人打磨系统进行分析研究,并提出一些建议,希望能够为卫浴行业机器人打磨系统的发展起到积极促进的作用。
关键词:卫浴行业;机械人打磨系统;设计前言:目前我国建筑材料行业在自动化技术应用方面还不够先进,柔性化、智能化的自动化技术在该领域的应用也比较少,而机器人是实现柔性化与智能化制造的关键,已逐渐成为自动化的重要组成部分。
所以应该加强对建筑材料行业机器人、自动化技术和智能信息化等方面的研究。
1、打磨特点及工序1.1 打磨加工特点打磨是卫浴制造的一道基础工序,传统加工主要依靠人工打磨,劳动强度大,打磨产生的粉尘对人体伤害大,且随着劳动力成本的增加,人工打磨的弊端越来越突出。
为此打磨去人化是大势所趋。
机器人打磨与人工打磨相比较,突出的优点是一致性与连续性,此外机器人打磨的特点是柔性化与智能化,柔性化体现在一套机器人打磨系统能够适应多种产品的加工,且当产品设计发生更改时能够通过更换刀具夹具以及机器人程序迅速转变为新产品的生产。
面向陶瓷洁具打磨机器人恒力打磨装置系统设计
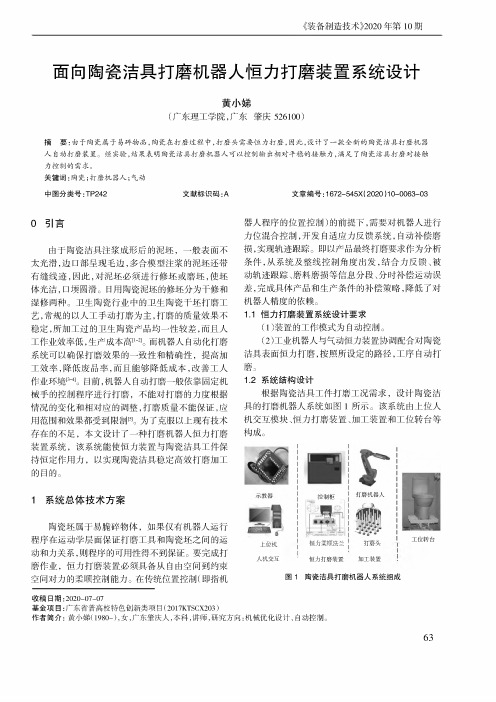
《装备制造技术)2020年第10期面向陶瓷洁具打磨机器人恒力打磨装置系统设计黄小娣(广东理工学院,广东肇庆526100)摘要:由于陶瓷属于易碎物品,陶瓷在打磨过程中,打磨头需要恒力打磨,因此,设计了一款全新的陶瓷洁具打磨机器人自动打磨装置。
经实验,结果表明陶瓷洁具打磨机器人可以控制输出相对平稳的接触力,满足了陶瓷洁具打磨对接触力控制的需求。
关键词:陶瓷;打磨机器人;气动中图分类号:TP242文献标识码:A文章编号:1672-545X(2020)10-0063-030引言由于陶瓷洁具注浆成形后的泥坯,一般表面不太光滑,边口部呈现毛边,多合模型注浆的泥坯还带有缝线迹,因此,对泥坯必须进行修坯或磨坯,使坯体光洁,口堧圆滑。
日用陶瓷泥坯的修坯分为干修和湿修两种。
卫生陶瓷行业中的卫生陶瓷干坯打磨工艺,常规的以人工手动打磨为主,打磨的质量效果不稳定,所加工过的卫生陶瓷产品均一性较差,而且人工作业效率低,生产成本高[1-2]。
而机器人自动化打磨系统可以确保打磨效果的一致性和精确性,提高加工效率,降低废品率,而且能够降低成本,改善工人作业环境[3-4]。
目前,机器人自动打磨一般依靠固定机械手的控制程序进行打磨,不能对打磨的力度根据情况的变化和相对应的调整,打磨质量不能保证,应用范围和效果都受到限制叫为了克服以上现有技术存在的不足,本文设计了一种打磨机器人恒力打磨装置系统,该系统能使恒力装置与陶瓷洁具工件保持恒定作用力,以实现陶瓷洁具稳定高效打磨加工的目的。
1系统总体技术方案陶瓷坯属于易脆碎物体,如果仅有机器人运行程序在运动学层面保证打磨工具和陶瓷坯之间的运动和力关系,则程序的可用性得不到保证。
要完成打磨作业,恒力打磨装置必须具备从自由空间到约束空间对力的柔顺控制能力。
在传统位置控制(即指机器人程序的位置控制)的前提下,需要对机器人进行力位混合控制,开发自适应力反馈系统,自动补偿磨损,实现轨迹跟踪。
即以产品最终打磨要求作为分析条件,从系统及整线控制角度出发,结合力反馈、被动轨迹跟踪、磨料磨损等信息分段、分时补偿运动误差,完成具体产品和生产条件的补偿策略,降低了对机器人精度的依赖。
一种卫浴金属件加工用打磨装置[实用新型专利]
![一种卫浴金属件加工用打磨装置[实用新型专利]](https://img.taocdn.com/s3/m/38e494e676c66137ef061905.png)
专利名称:一种卫浴金属件加工用打磨装置专利类型:实用新型专利
发明人:沈国荣
申请号:CN202020947024.9
申请日:20200529
公开号:CN212578306U
公开日:
20210223
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种卫浴金属件加工用打磨装置,包括打磨装置主体,还包括清理机构,其中所述打磨装置主体的顶部固定安装有打磨台板,且所述打磨台板上固定安装有清理机构,其中所述清理机构包括固定安装在打磨台板顶部中心位置处的清理支架板,且所述清理支架板的内侧固定安装有伺服鼓风机,且所述伺服鼓风机的排风口与对接导管的中心位置固定连接,且所述对接导管的两端对称安装有散风主管;本实用新型中,通过设计安装在打磨台板上的清理机构,实现了对打磨台板上产生金属边料或碎料的吹扫处理,极大的减小了装置的清理难度,且通过斜面散风管斜面式的设计,避免了产生碎料飘飞的情况,增加了装置的功能性。
申请人:沈国荣
地址:232200 安徽省六安市寿县炎刘镇磨湾村北圩队
国籍:CN
代理机构:北京艾皮专利代理有限公司
代理人:刘刚
更多信息请下载全文后查看。
卫浴行业机器人打磨系统的设计

卫浴行业机器人打磨系统的设计周谦;莫庆龙;刘作钿;谢仲龙【期刊名称】《机床与液压》【年(卷),期】2018(046)009【摘要】为满足企业生产的需求,开发了一套卫浴修胚机器人系统.简述了该机器人打磨系统的应用前景;设计了机器人打磨胚体系统工作站,介绍其系统硬件选型、机器人系统轨迹路径规划以及工艺调试.通过实际应用证明了该机器人系统的性能.%In accordance with the requirements of production in enterprises, the project of a polishing robot system is developed for sanitary ware industry.First of all, the prospects and demand for robotic applications were introduced.Then, the robot system work stations for polishing green body were designed, and the selection of its system hardware, robot path planning and process test were in-troduced.Finally, the practical application proves the performance of the robot system.【总页数】4页(P52-55)【作者】周谦;莫庆龙;刘作钿;谢仲龙【作者单位】广东省智能制造研究所, 广东省现代控制技术重点实验室,广东广州510170;广东省智能制造研究所, 广东省现代控制技术重点实验室,广东广州510170;广东恒洁卫浴有限公司, 广东潮州515646;广东省智能制造研究所, 广东省现代控制技术重点实验室,广东广州510170【正文语种】中文【中图分类】TP242.2【相关文献】1.面向陶瓷洁具打磨机器人恒力打磨装置系统设计 [J], 黄小娣2.基于模糊PID的汽车门框打磨机器人主动柔顺控制系统设计 [J], 陈威;陈新度3.一种工业机器人打磨工作站的控制系统设计 [J], 李皓4.基于双机器人打磨平台控制系统设计 [J], 韩家哺;崔国华;石然;周震5.一种新型风电叶片自动打磨机器人高效自适应打磨头系统设计开发 [J], 颜晨;陈晓亮;李国良;李成良因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
优秀本科毕业设计(论文)毕业设计(论文)题目: 马桶盖边缘打磨机设计摘要随着高速磨削和强力磨削工艺的发展,进一步提高了磨削的效率。
因此,磨床的使用范围日益扩大,在金属切削机床中占的比重不断上升,在工业发达国家占金属切削机床的13%~27%。
本文介绍了如何用可编程序控制器与磨床结合起来,对3MB2024型半自动轴承套圈内圆磨床的电气系统进行设计,它包括了硬件及软件的设计。
对目前在工业生产中大量使用此类设备都具有很好的参考价值。
关键词:磨削机床轴承可编程序控制器内圆磨床AbstractAlong with our country machine equipments, car industry etc. profession of fast development, also along with our country automation technique of exaltation, automation factory also top a new of step, the PLC be one newly arisen of industry controller, with its physical volume small, the function be well-found, the price be cheap, credibility Gao Deng3, have a special advantage, at the everyone noodles realm acquire extensive of application.This text introduction how put together with programmable controller and grinding machine knot, to 3 MB2024 type half auto bearings set inside of circle circle the electricity system of the grinding machine carry on design, it included hardware and software of design.Rightness a great deal of currently in the industry the production usage this kind the equipments all have good reference value.Key words:PLC bearings grinding machine第1章概述1.1 磨床的简介1.1.1磨床的基本概念磨床是以砂轮周边或端面对工件进行磨削加工的精密机床。
它不但能加工一般金属材料,而且还能加工一般金属刀具难以加工的硬材料。
利用磨削加工可以获得较高加工精度和光洁度,而且其加工裕量较其他加工方法小得多,所以磨床广泛地应用于零件的精加工。
它也是以磨具(如砂轮、轮带、油石、研磨剂等)作为工具进行切削加工的机床,可加工各种表面(如内外圆柱面和圆锥面、平面、螺旋面),还可以进行切断等。
1.1.2磨床的分类磨床的种类很多,按其工作性质可分为:外围磨床、内圆磨床、平面磨床,工具磨床以及一些专用磨床。
如螺纹磨床、球面磨床、花键磨床、导轨磨床与无心磨床等。
1.1.3.磨床的特点(1)、机床采用可编程序控制器控制自动循环,稳定可靠,并具有故障自诊断能力,操作方便、效率高。
(2)、采用切入式磨削工艺,双磁极电磁无心夹具及宽支点圆弧支承,工件定位稳定可靠,可调性好。
(3)、机床的工作台导轨采用平-V型贴塑导轨,吸振性好,承载能力高,摩擦系数小。
进给导轨采用双V型高精度滚动导轨,直镶条螺钉预紧具有摩擦阻力小,承载能力强,运动精度高,刚性好的特点。
(4)、机床进给采用步进电机通过谐波减速器带动滚珠丝杠螺母实现进给运动,进给和补偿为同一运动链,结构紧凑,整体化。
(5)、机床采用大功率电机拖动砂轮轴,砂轮线速度为50m/s,刚性好。
(6)、机床配用前叉式仪表双点测量,仪表架由油缸驱动,两根导向杆导向,结构紧凑,调整方便。
(7)、机床动作采用多个电磁阀分别控制,在手动调整工作状态时,机床各动作均可单动,因此机床的调整的检查排除故障相当方便。
(8)、机床液压系统采用CB-B40齿轮泵,油箱与床身分离,液压电磁阀都安装在油箱上,便于调整维修。
(9)、机床冷却系统配有大流量高压冷却泵,冷却水量大,冷却充分。
(10)、机床采用可卸式全封闭罩壳,装拆方便,便于维修机床。
第2章机床的基本概述2.1 机床的简介2.1.1机床的概述半自动套圈内圆磨床又称为3MB2024型。
它是由3N~50NZ,380V/220V电源供电。
机床控制电压为交流220V,交流110V,直流24V。
其主控系统采用可编程序控制(PLC),机械振荡机构驱动采用直流电动机,由可控硅调速器无级调节振荡频率。
系统共有电动机六只,总容量约20KW。
2.1.2 机床的主要用途和使用范围1.机床的主要用途本机床用于磨床加工滚动轴承的内径,圆锥,滚子轴承外圈滚道及带挡边的滚子轴承外圈滚道,也主要用于磨削各类大型系列轴承套圈的内孔,特别适用于加工对象的大批量生产。
本产品既可手动上下料,半自动工作,又可通过增加特殊订货部件,实现自动上下料,全自动工作,被加工套圈的内径范围是150~240mm。
2.机床的使用范围它使用于大批量生产的轴承行业,本机床系半自动单机。
其磨削轴承套圈内径时选用仪表测量磨削,磨削滚子轴承外圈滚道时,其尺寸精度要求较低,选用定程磨削。
2.2 机床的性能及结构简介2.2.1PLC控制机床的主要特点机床采用以外圆定位磨削孔径的磨削工艺,采用单极式电磁无心夹具,用多点接触的浮动支承使工件定位进行磨削,这样磨孔精度高,定位稳定可靠,可调性好。
机床工作台往复系统和床头箱进给系统均采用精密的可预紧,具有足够刚性的十字交叉滚子导轨,摩察阻力小,运行平稳,频率高,寿命长,结构紧凑。
机床液压油箱与机身分离,减小了机床的热变形,提高了机床的工作精度。
机床具有定程和电感仪表测量两种控制尺寸精度的测量方式,可以根据需要进行预选使用。
机床动作采用多电磁阀分别控制,在手动调整工作状态时,机床各动作均可单动,且机床又有手摇机构,因此,使机床调整和检查排除液压故障相当方便。
机床采用带传动砂轮轮轴,并具有单独的砂轮轮轴循环冷却系统。
本机床有完善的安全联锁保护,如工件跳离砂轮与工作台退出工件的顺序,工件定位上磁与工件台进入的顺序,以及在机床自动工作进行中突然停电各有关部件的运动等,均具有安全联锁保护,使机床工作安全可靠。
机床采用斜楔杠杆进给机构,进给与补偿传动链分离,在更换砂轮后,不需要进行再调整即可磨削。
与丝杠螺母进给机构相比较,它没有丝杠螺母齿形误差和螺距累积误差对进给定程精度的影响,因此,进给定程精度高,在斜楔杠杆进给机构中又采用了死挡块最终进给位置的装置,以减少精磨结束行程开关讯号误差对定程磨削尺寸精度的影响,提高了定程磨削的尺寸精度。
机床采用了机械振荡的磨削方式,提高了振荡的往复次数,从而提高了磨削效率。
机床采用了(PLC)可编程控制器,行程开关无触点化,使产品性能更趋稳定可靠。
在机床自动工作循环中,采用了两次无磨工步(即粗磨结束后光磨结束和精磨结束后光磨),光磨延时时间可任意预先调整,砂轮修整采用了以修整速度的单程修整。
2.2.2结构简介1.床头箱床头箱体内装有工件主轴,箱体端面装有电磁无心夹具,采用双速电动机带动工件旋转,有六级转速。
床头箱下面底板,可沿进给滑板前后移动,以适应大小工件的位置调整,床头箱在底板还可以作30。
回转。
2.电磁无心夹具电磁无心夹具的浮动支承部分与床头箱体连接,端面支承与床头箱主轴连接。
3.工作台砂轮轴由电动机经多楔橡胶带来带动,更换砂轮轴皮带可获得三种砂轮轴转速。
工作台在正常工作时由工作台油缸带动作快进退运动,由机械振荡机构带动作往复振荡运动。
工作台与床身由可预紧的十字交叉滚柱导轨连接,调整时将工作液压开关搬向“关”位置,摇工作台手摇机构,,通过齿轮齿条付带动工作台移动。
4.仪表架仪表架固定在床头箱上,根据工件宽度需要,仪表架可作纵向调整,内磨测量装置固定仪表架上,根据工件的位置可作横向调整,根据工件直径需要可将测量脚调整螺钉。
压力油箱推动塞右行时,仪表架进入工件,由螺钉定位,活塞左行时仪表架退出工件,由活塞与油缸体定位。
磨削带挡边的滚子轴承和外圈滚道和圆锥滚子轴承外滚道时,需拆除仪表架及内磨测量装置,采用定程磨削,故本部件作为特殊部件,根据用户需要配给。
5.机械振荡机构直流电机通过带轮带动偏心轴旋转,偏心轴上装有偏心套,通过调节偏心套与偏心轴的相对位置得到偏心量0~5mm,在电机运转时通过接架将振荡运动传递给工作台油缸活塞,使工作台产生0~10mm的振幅,振荡的频率通过可控硅调速器改变电机转速,可得到最大频率为500次/min。
2.3机床的传动系统概述2.3.1传动系统的分类本机床的传动系统由机械、液压和电气三部分组成,以实现机床的工作。
1.机械传动系统(1)砂轮的运动砂轮的旋转由带传动砂轮轴带动,砂轮轴由电动机经皮带轮,多楔橡胶带带,砂轮座装在工作台上,作往复运动。
(2)工作台的运动工作台的振荡,由直流电动机经三角皮带传至振荡机构,再由振荡机构传动给工作台,实现工作台的振荡,工作台大行程运动由工作台油缸来实现。
(3)工件的运动工件的旋转,由双速电动机经三角皮带传动,三级轮可得到六级转速。
工件的进给,由斜楔杠杆传动来得到。
工件的补偿,由补偿箱经丝杠达到。
(4)修整的运动砂轮修整器装在进给滑板上,可作倒抬运动,并有尺寸调整机构,以调整尺寸。
2.液压传动(a)液压传动---利用液体压力能实现运动和动力的传动方式。
(b)液压传动系统的概述:液压传动系统简称液压系统,是由液压能源,执行元件,控制元件和辅助元件等组成,以完成一定动作的系统。
(1) 液压用油:本机床液压系统采用普通液压油,油的运动粘度在13.5~50.6mm2 /S之间。
由于环境温度对油的黏度影响较大,因此建议在通常情况下采用YA-N32普通液压油,当环境温度在10。
C以下时采用YA-N15普通液压油。
环境温度在30。
C以上采用YA-46普通液压油。
液压油应保持清洁,无污物、水分等,要定期进行检查和更换新机床的液压油在使用1500h后就需更换,同时清洗油箱和管道。
以后每使用3000h左右更换新油。
加新油时需用滤油车进行过滤后才能使用。
如环境条件较好(温差小,清洁等),可适当延长液压油的使用期,一般可在5000h左右。