模具制造工艺流程图(精)
模具工艺制造及注塑成型加工流程

对半精加工后的模具进行精细加工 ,包括研磨、抛光等,使模具达到 最终的精度要求。
组装与调试
将各部分模具组装在一起,进行试 模、调整、优化,确保模具能够正 常工作并满足生产要求。
模具制造的设备与工具
数控加工中心
用于模具的铣削、车 削等粗加工和半精加 工。
磨床
用于模具的磨削和精 加工,提高模具的表 面质量和精度。
翘曲
气泡
翘曲是指塑料制品在冷却过 程中出现弯曲、扭曲等现象, 可以通过调整模具温度和注 射压力来改善。
气泡是指在塑料制品内部或 表面出现的气泡状缺陷,可 以通过调整注射速度和注射 压力来改善。
05
注塑成型加工的设备与工具
注塑机的分类与选择
按塑化方式分类 柱塞式注塑机
预塑式注塑机
注塑机的分类与选择
加工过程监控
对加工过程中的关键环节进行监控,确保加 工质量稳定可靠。
成品检验
对最终的模具成品进行全面检验,包括尺寸、 表面质量、精度等。
04
注塑成型加工流程
注塑成型的基本原理
注塑成型是一种塑料加工方法,通过 将热塑性塑料注入模具型腔,在冷却 和固化后获得所需形状的塑料制品。
注塑成型适用于各种塑料材料,如聚 乙烯、聚丙烯、聚氯乙烯等,广泛应 用于汽车、家电、包装、医疗器械等 领域。
模具工艺制造及注塑成型 加工流程
• 模具工艺制造概述 • 模具设计 • 模具制造 • 注塑成型加工流程 • 注塑成型加工的设备与工具 • 模具工艺制造及注塑成型加工的应用
与发展趋势
01
模具工艺制造概述
模具的定义与分类
模具定义
模具是一种用于制造特定形状和尺寸 零件的工具,通过模具成型可得到所 需的产品。
模具生产工艺流程图(精AA

模具制造工艺流程图 模具名称 模具编号 要求交模日期 计划第一次试模日期 模具设计人 工艺编制 生产计划制订 进度跟踪 生产准备检查 材料 图纸 镶件加工 计划 实际 铜公加工 计划 实际 生产准备检查 材料 图纸 CNC加工 计划 实际 铣方及孔加工 计划 实际 生产准备检查 材料 图纸 综合铣加工 计划 实际 EDM清角 计划 实际 配镶件 计划 实际 EDM加工 计划 实际 抛 光 计划 实际 生产准备检查 材料 图纸 铜公加工 计划 实际 镶件加工 计划 实际 生产准备检查 材料 图纸 生产准备检查 材料 图纸 深孔钻加工水孔 计划 实际 CNC加工 计划 实际 摇臂钻钻孔 计划 实际 EDM加工 计划 实际 配镶件 计划 实际 打磨、抛光 计划 实际 配滑块、配模 计划 实际 钻斜导柱孔,钻攻抽芯螺孔 计划 实际 总装、试模 计划 实际 备检查 材料 图纸 划线,加工吊环孔 计划 实际 凸台、镶件槽CNC加工 计划 实际 EDM清角 计划 实际 钻水孔、螺孔 计划 实际 配镶件 计划 实际 钻镶件槽螺孔 计划 实际 装镶件,配模芯、模板 计划 实际 钻司筒、顶针孔 计划 实际 扩司筒、顶针孔 计划 实际 铰司筒、顶针孔 计划 实际 CNC加工成型面 计划 实际 EDM加工 计划 实际 配模 计划 实际 抛光 计划 实际 铜公加工 计划 实际 生产准备检查 材料 图纸 推方、角铁加工 计划 实际 生产准备检查 材料 图纸 年 月 日 滑块 定模 动模芯 推方角铁 镶 件 铜公 铜公 镶件 铜公 镶件
模具生产工艺流程
一、接受任务书成型塑料制件的任务书通常由制件设计者提出,其内容如下:1.经过审签的正规制制件图纸,并注明采用塑料的牌号、透明度等。
2. 塑料制件说明书或技术要求。
3. 生产产量。
4. 塑料制件样品。
通常模具设计任务书由塑料制件工艺员根据成型塑料制件的任务书提出,模具设计人员以成型塑料制件任务书、模具设计任务书为依据来设计模具。
二、收集、分析、消化原始资料收集整理有关制件设计、成型工艺、成型设备、机械加工及特殊加工资料,以备设计模具时使用。
1. 消化塑料制件图,了解制件的用途,分析塑料制件的工艺性,尺寸精度等技术要求。
例如塑料制件在外表形状、颜色透明度、使用性能方面的要求是什么,塑件的几何结构、斜度、嵌件等情况是否合理,熔接痕、缩孔等成型缺陷的允许程度,有无涂装、电镀、胶接、钻孔等后加工。
选择塑料制件尺寸精度最高的尺寸进行分析,看看估计成型公差是否低于塑料制件的公差,能否成型出合乎要求的塑料制件来。
此外,还要了解塑料的塑化及成型工艺参数。
2. 消化工艺资料,分析工艺任务书所提出的成型方法、设备型号、材料规格、模具结构类型等要求是否恰当,能否落实。
成型材料应当满足塑料制件的强度要求,具有好的流动性、均匀性和各向同性、热稳定性。
根据塑料制件的用途,成型材料应满足染色、镀金属的条件、装饰性能、必要的弹性和塑性、透明性或者相反的反射性能、胶接性或者焊接性等要求。
3. 确定成型方法采用直压法、铸压法还是注射法。
4、选择成型设备根据成型设备的种类来进行模具,因此必须熟知各种成型设备的性能、规格、特点。
例如对于注射机来说,在规格方面应当了解以下内容:注射容量、锁模压力、注射压力、模具安装尺寸、顶出装置及尺寸、喷嘴孔直径及喷嘴球面半径、浇口套定位圈尺寸、模具最大厚度和最小厚度、模板行程等,具体见相关参数。
要初步估计模具外形尺寸,判断模具能否在所选的注射机上安装和使用。
5. 具体结构方案(一)确定模具类型如压制模(敞开式、半闭合式、闭合式)、铸压模、注射模等。
模具制作工艺流程
模具制作工艺流程
模具制作工艺流程是一个复杂而精密的过程,通常涉及以下主要步骤:
1、设计与审图
设计师根据产品要求进行模具设计,包括确定模具结构、型腔布局、冷却系统等。
审核图纸,确保设计符合产品需求和生产工艺可行性。
2、备料
选择适合的模具钢材或其他材料,按照设计图纸尺寸进行切割下料,为后续加工做准备。
3、粗加工
使用铣床、车床等设备对毛坯料进行初步加工,形成模架的基本形状。
4、热处理
根据模具钢材的特性,进行预热处理(如退火或调质)以改善其机械性能,提高模具的硬度、强度和韧性。
半精加工
经过热处理后,对模具零件进行半精加工,包括模仁(型芯和型腔)的粗加工。
5、电极加工(EDM)
对于复杂形状或者难以通过传统机械方式加工的部分,制作电极并采用电火花线切割(WEDM)或电火花成型(EDM)技术加工出精
细的细节特征。
6、精加工
使用高精度的数控机床(CNC)对模仁及模架进行精加工,确保尺寸精度和表面质量。
7、检验
加工过程中及加工完成后,用三坐标测量机等精密检测工具对模具零件进行尺寸、形位公差以及表面粗糙度的检验,确保达到设计要求。
8、装配
将加工好的各个零部件进行清洗、防锈处理,并按照设计要求进行精确装配,包括嵌入模仁、安装导柱导套、弹簧等组件。
9、试模
装配完成后,在注塑机或压铸机上进行试模,检查模具工作是否正常,产品是否满足品质要求。
10、调试与修整
根据试模结果,可能需要对模具进行微调或修正,以优化产品质量和生产效率。
11、验收与交付
待模具完全合格且稳定产出高质量产品后,进行最终验收并交付给客户投入生产使用。
《冲压模具制造项目教程》项目二(流程图)
凹模3 下模座2
等高垫块
下模组件 3-2
螺钉-螺母 销钉连接
上凸模插入下凹模孔内
卸料板6
拆
凹模3
开
下模座2
螺
钉、 下模 销 主体 钉
连 接
车间有一般通用设备 和线切割机床
凸模和凹模配合精度 要求高 冲裁间隙≤0.132
(使用加工方法)
刨削、车削、淬火热处理、磨削、 线切割、研磨、黏结多凸模
凸模和凹模采用配合加工
统一基准线切割凹模和凸模 型孔和挡(导)料销
将各凸模黏结在固定板上
(顺序或基准)
刨削→钻穿丝孔→淬火热处理 →磨削→线切割→研磨→黏结
根据俯视图剖 切处在其他视 图找相应剖视
图
(1)固定板9和垫板10是用螺钉 -销钉安装在上模座11上 (2)落料凸模1和冲孔凸模20是 黏结在固定板9的孔中。 (3)导正销5是压入落料凸模1 的孔中 (4)橡胶8和卸料板6是用卸料 螺钉7浮动安装在上模
(1)凹模3和导料板17是用螺钉 -销钉安装在下模座2上 (2)固定挡料销4是压入凹模3 孔内 (3)始用挡料销机构21-22-2324设置在前导料板槽内
侧面往左推进
(2)条料刚冲出方孔 右边抵住固定挡料销4
(初始定位)
上模下行
卸料板6 受压向上 压缩橡胶
落料凸模1插入凹模孔 (1)导正销5插入条料已冲出 两孔(精终定位)。 (2)冲裁出制件,留在凹模孔 中,最后从下模底孔排出。 (3)条料套在落料凸模上。
冲孔凸模20插入凹模孔 (1)条料被冲出 两圆孔, 冲孔废料留在凹模孔中,最 后从下模座底孔排出 (2)条料套在冲孔凸模上
注塑模具精加工工艺流程
注塑模具精加工工艺流程一幅模具是由众多的零件组配而成,零件的质量直接影响着模具的质量,而零件的最终质量又是由精加工来完成保证的,因此说控制好精加工关系重大。
在国内大多数的模具制造企业,精加工阶段采用的方法一般是磨削,电加工及钳工处理。
在这个阶段要控制好零件变形,内应力,形状公差及尺寸精度等许多技术参数,在具体的生产实践中,操作困难较多,但仍有许多行之有效的经验方法值得借鉴。
模具零件的加工,根据零件的外观形状不同,大致可把零件分三类:板类、异形零件及轴类,其共同的工艺过程大致为:粗加工——热处理(淬火、调质)——精磨——电加工——钳工(表面处理)——组配加工。
1. 零件热处理零件的热处理工序,在使零件获得要求的硬度的同时,还需对内应力进行控制,保证零件加工时尺寸的稳定性,不同的材质分别有不同的处理方式。
随着近年来模具工业的发展,使用的材料种类增多了,除了Cr12、40Cr、Cr12MoV、硬质合金外,对一些工作强度大,受力苛刻的凸、凹模,可选用新材料粉末合金钢,如V10、ASP23等,此类材质具有较高的热稳定性和良好的组织状态。
针对以Cr12MoV为材质的零件,在粗加工后进行淬火处理,淬火后工件存在很大的存留应力,容易导致精加工或工作中开裂,零件淬火后应趁热回火,消除淬火应力。
淬火温度控制在900-1020℃,然后冷却至200-220℃出炉空冷,随后迅速回炉220℃回火,这种方法称为一次硬化工艺,可以获得较高的强度及耐磨性,对于以磨损为主要失效形式的模具效果较好。
生产中遇到一些拐角较多、形状复杂的工件,回火还不足以消除淬火应力,精加工前还需进行去应力退火或多次时效处理,充分释放应力。
针对V10、APS23等粉末合金钢零件,因其能承受高温回火,淬火时可采用二次硬化工艺,1050-1080℃淬火,再用490-520℃高温回火并进行多次,可以获得较高的冲击韧性及稳定性,对以崩刃为主要失效形式的模具很适用。
注塑生产工艺流程图完整版

[此文档可自行编辑修改,如有侵权请告知删除,感谢您的支持,我们会努力把内容做得更好]
模具制造工艺流程实例
模具制造工艺流程实例嘿,咱今儿就来说说模具制造工艺流程这档子事儿!你想啊,模具就像是个神奇的模子,能把各种材料变成咱想要的形状,那它是咋来的呢?先得有个设计吧,就好比盖房子得先有个图纸。
这设计可得精心,要考虑好多因素呢,尺寸啦、形状啦、用途啦,一个不小心,后面可就麻烦咯!然后就是选材啦,这就跟咱做饭选食材似的,得挑好的、合适的。
不同的模具得用不同的材料,得让它结实耐用,能经得住折腾。
材料选好了,就该加工啦。
这可是个技术活,又是切割又是打磨的,就像雕琢一件艺术品。
师傅们得小心翼翼,不能多切一点,也不能少磨一点,得刚刚好。
接着就是热处理啦,这就好比给模具来个“健身”,让它变得更强大、更坚韧。
经过这一遭,模具就更能扛事儿啦。
再然后就是装配啦,把各个零部件都组装到一块儿,就像搭积木似的,得严丝合缝。
最后还得测试呢,看看这模具做出来的东西合不合格,要是不行,那可就得重新来过啦。
你说这模具制造是不是挺有意思的?就像一个小工程,每个环节都不能马虎。
咱就拿做个塑料杯子的模具来说吧,要是设计的时候尺寸错了,那做出来的杯子不是大了就是小了,根本没法用。
要是选材不好,用几次就坏了,那多浪费啊。
要是加工的时候不精细,那杯子可能就坑坑洼洼的,多难看呀。
所以啊,模具制造工艺流程可真是太重要啦!这可关系到产品的质量和成败呢。
咱生活中的好多东西可都离不开模具制造,从小小的零件到大大的汽车外壳,哪个不是模具的功劳?你想想,要是没有模具,咱的生活得变成啥样?那好多东西都没法批量生产,成本得多高啊,咱也不可能享受到这么多物美价廉的好东西啦。
模具制造工艺流程就像是一场精彩的演出,每个步骤都是演员,都得演好自己的角色,才能呈现出一场完美的大戏。
咱可得好好珍惜这些模具,它们背后可凝聚着无数人的心血和智慧呢!。
模具开发流程图
产品测量报告
加工、生 产管理
模具出货检测表 送货单
Ⅰ
ⅠⅡⅢⅣ ⅤⅥⅦ 采购
Ⅱ
Ⅲ
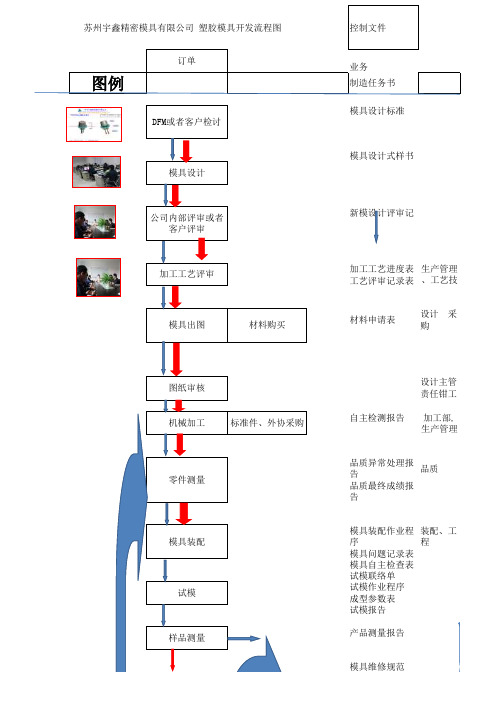
苏州宇鑫精密模具有限公司 塑胶模具开发流具设计
公司内部评审或者 客户评审
加工工艺评审
模具出图
材料购买
控制文件
业务 制造任务书 模具设计标准
模具设计式样书
新模设计评审记
加工工艺进度表 生产管理 工艺评审记录表 、工艺技
材料申请表
设计 采 购
图纸审核
机械加工
标准件、外协采购
零件测量
模具装配 试模
样品测量
设计主管 责任钳工
自主检测报告 加工部, 生产管理
品质异常处理报 告
品质
品质最终成绩报
告
模具装配作业程 装配、工
序
程
模具问题记录表
模具自主检查表
试模联络单
试模作业程序
成型参数表
试模报告
产品测量报告
模具维修规范
模具维修检讨 样品送客户确认
模具出货
试模、装 模具维修报告 配、工程
模具基本结构及其工艺流程

模具基本结构及其工艺流程一模具基本结构零件1.1模柄——凸出于上模座顶面的圆柱形零件,工作时伸入冲床滑块孔中并被夹紧固定,连接冲床滑块与上模座,同时上下活动,但其中心轴线不变。
1.2上模座——上模最上面的板状零件,工作时紧贴冲床滑块,并通过模柄或直接与滑块固定。
1.3下模座——下模底面的板状零件,工作时直接固定在冲床工作台面上或垫板上。
1.4凸(公)模——冷冲模中起直接形成冲件作用的凸形工作零件。
(即以外形作为工作表面)1.5凹(母)模——冷冲模中起直接形成冲件作用的凹形工作零件。
(即以内形作为工作表面)1.6夹板(固定板)——以模具结构类型可分为上,下夹板两种。
是固定凸模用的板状零件。
1.7脱料板——以模具结构类型可分为上下,内外脱料板四种。
是将材料或工件从凸模上卸脱的固定式或活动式板状零件。
1.8垫板——介于夹(固定)板与模座之间淬硬(热处理)的板状零件。
用以减低模座承受的单位压缩应力。
1.9导柱——为上下模座相对运动提供精密导向的圆柱形零件。
多数固定在上夹板中,与下模导套配合使用。
1.10顶杆——以上下动作直接或间接顶出工件或废料的杆状零件。
1.11打板——在空心板内以上下动作直接或间接顶出工件或废料。
1.12固定销——用于固定模板垂直,导正其位置不变或偏移。
1.13螺丝——用于固定模板垂直,限制其处在静止状态。
1.14弹簧——在模具中直接作用力于脱料板的特种零件。
1.15折弯滑块——在模具中改变直线运动方向的楔形零件。
多数是将垂直运动转化为水平运动。
起到产品在折弯工艺中让位,成型后易取的作用。
二模具结构类型2.1在冷冲模具构造中,比较典型的结构类型有复合模,单冲模,折弯成型模,连续模等。
结合图纸,分类说明一下。
2.2复合模通常只适用于落料冲孔,但其表现出的产品精确度比其它结构类型模具要精确得多。
●构成模板:按照标准分为上下模座,公母(凸凹)模,内外脱,上下夹板,空心板,顶程板等八块模板。
模具项目(跟模)流程图Project_guide
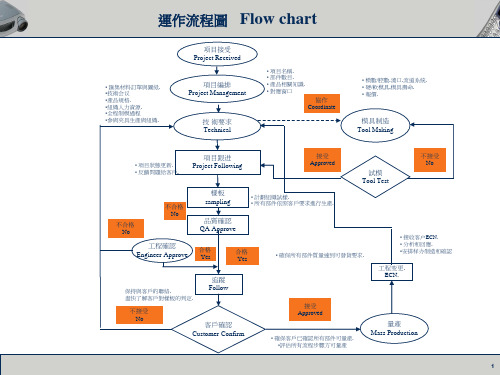
• 匯集材料訂單與圖紙. •技術会议 •產品規格. •組織人力資源. •全程制模過程 •參與夾具生產與組織.
项目接受 Project Received
項目編排 Project Management
技 術要求 Technical
• 項目名稱. • 部件數目. • 產品相關知識. • 對應窗口
正再試作樣板重新送樣. 3. 所有部件確認狀態.
十.量產:Mass Production
1.量產前評估所有流程步驟是否達到要求. 2.量產中定時對模具進行確認.確保生產狀況正常.
4
樣板 sampling
品質確認 QA Approve
• 計劃組織試樣. • 所有部件依照客戶要求進行生產.
合格 Yes
合格 持與客戶的聯絡. 盡快了解客戶對樣板的判定.
追蹤 Follow
不接受 No
客戶確認 Customer Confirm
接受 Approved
四.項目追蹤(相關部門):Project Follow(All Department)
4.相關圖紙的提供與發放(包括產品圖.模具結構圖.打合圖.噴油區域圖.絲印圖.裝配圖). 5.模具制作過程中相關問題及時反饋聯絡客戶.了解客戶最新要求. 五.初步樣板:Pilot Run 1.組織人員試作樣板.由模具部實施樣板的制作. 2.模具試作過程中.對模具的結構.部品成形及周期進行確認.依照客戶要求進行生產. 3.對初步樣板進行全面確認其結構.外觀.尺寸.裝配等是否達到客戶要求. 六.品質確認:QA Approve 1. 將制好的樣板交於品質部.品質部根據客戶提供的圖紙及相關要求進行檢測確認. 經
3
项目指引 Project Guiding
五金模具加工流程_五金模具制作工艺流程及步骤【图文】480
五金模具加工流程_五金模具制作工艺流程及步骤【图文】五金冲压行业的涉及的领域是非常多的,但是对于五金冲压件加工的制作过程一般企业是不会轻易透露的,五金模具的制作不是我们想象中的那么简单,我们必须一步一步的按照流程来做,所以很多朋友想要了解也无从下手,下面深圳机械展的来给大家介绍一下。
五金模具加工流程_五金模具制作工艺流程及步骤一.毛胚材料加工:1.铣六面对角尺(垂直度误差不大于0.1/300),同一付模具材料长宽尺寸一致即可,厚度留0.2mm磨量(需淬火件留0.5mm磨量);棱边倒角。
2.磨上下两平面,(需淬火工件留0.3mm)二.机加工:1.根据图纸分别钻、攻各螺钉牙孔及过孔以及穿丝孔等;2.铣各漏料孔或成形部分;3.热处理后,工件需磨上下两平面及基准边;4.车加工各回转件,公差按图要求。
☆☆所有销钉孔都不能先加工:需热处理的钻穿丝孔,其余都在装配是配钻、铰三.线割:按图纸规定的配合要求线割各个成型部分。
导柱、导套与模架紧配合;冲头与固定板过渡配合;销钉与各孔均为过渡配合。
四.装配:1.先按图装配模架,确保导柱、导套与模架垂直并运动顺畅;2.在模架上先固定凹模,按图纸给定间隙将相应厚度的铜皮均匀地放在凹模周边,再装入凸模,试冲纸片确定四周毛刺均匀后,紧固凸、凹模并配打销钉。
(如果是复合模,还需对好冲头间隙再固定凸、凹模)。
3.之后再装好卸料及顶出机构五.模具整体加工顺序:1.优先加工需要热处理的工件2.其次加工.需要线切割的工件3.然后加工模架部件即上托和底座4.再后加工其它部件。
5.装配、试模五金冲压件加工的制作过程:1、备料:我们首先要根据所在制作的产品选取五金冲压模具钢材物料等,如模柄、脱料板、下模板、上盖板及上公夹、垫板及底板等。
2、进行粗加工:我们用铣床加工平面及侧面加工,一般的加工需要用到公夹板,脱料板,下模板及垫板,底板,上盖板及顶料板等。
3、接着是细加工:细加工是在进行了粗加工后进行的,细加工即用磨床加工平面及四角打直角,细加工是指将公夹板,脱料板,下模板及垫板研磨平面再打直角,再将底板及上盖板研磨平面即可。
模具生产工艺流程图

打磨、抛光
计
计
划
计
划
划
实
实
际
实
际
际
总装、试模
计 划
实 际
生产准备检 查
镶件加工
生产准备检 查
材 料
图 纸
划线,加工吊 环孔
计 划
实 际
凸台、镶件槽 CNC 加工
计 划
实 际
E材DM 清角 料
计 划钻水孔、螺孔
计
实计
划图
际划
纸
实
实
际扩司筒、顶针孔 际铰司筒、顶针孔
配镶件
钻镶件槽螺孔
计
计
划
划
实
实
C际NC 加 工 成 型 际EDM 加工
实 际
生产准备检查 材料 图纸
深孔钻加工水 CNC 加工 孔
计
计
划
划
实
实
际
际
实 际 摇臂钻钻孔
EDM 加工
计
计
划
划
实
实
际
际
配镶件
计 划
实 际
配镶件
计 划
EDM 加工
计 划
铜公加工
镶 计件 划
抛光
实 际计
划
生产准备检 查
材 料
图 纸
镶件加工 实 际
计 划
生产准备检查
实
实
际
际
材料
实 配际滑块、配模
图纸
钻斜导柱孔, 钻攻抽芯螺孔
面
装镶件,配模 芯、模板
计 划
实配模 际
钻司筒、顶针孔
计 划
实 际抛光
计 划
计划生查 产 准 备 检
塑胶、模具生产工艺流程图

模具制造流程图
文件修订履历表
项 目 制订/修订日期 前版本/版次 最新版本/版次 修订
页次 内 容 摘 要 1 2017-11-10
A0 新制定
批 准
审 核
制 订
部 门
合约评审
图纸、样品及产品资料 市场部接单
模具制造流程图
铜公加工工 粗加工
手板制造
设计评审 产品模具设计
进料检验物料采购
下达生产指令 CNC 、线切割、EDM
精加工型腔、行位、斜顶
合 模 品质检验 品质检验 品质检验 氮 化
电 镀
蚀 纹
品质检验
模具组装 试模 品质检验
客户认可
交模试产
注塑制造流程图
市场部接单
合约评审
下达生产指令单
制作生产排程
领料、生产前准备
上模调机做首件
首件确认
量产
IPQC检验
加工包装。
模具制造工艺流程(2012.01.17修改)
模具(注塑模)制造工艺流程1.接受任务机修车间接到模具制作计划和客户提供的样品或产品图后,由车间主任下达模具制造的《派工单》给负责此次模具制造的模具钳工。
接到派工单后,模具钳工应仔细检测、分析样品的各项尺寸、图案、产品形状等。
2.模具零件的设计由模具钳工根据客户的样品设计绘制产品零件图,然后由车间主任进行复核。
仔细检测所用模架是否符合要求,(包括模板的厚度,孔径,导柱导套的配合性等)保障模具零件达到与模板最佳的配合。
3.模板的加工依据模具的设计要求,对选择好的模架进行镗孔、铣流道、排气槽、钻水道等相关工序。
每道工序完成后,由车间检验员按图纸要求进行检验,并做好相关记录。
水道要进行通水试验,是否通畅,有无漏水,检查型芯板四导柱与推板导柱孔是否配合适宜,拉料针孔是否达到要求等。
检验合格后将推板孔清理干净,做到无油、无灰尘、无毛刺,再将加工合格的锥套均匀的涂上厌氧胶,轻压入推板孔内,确保锥套与推板孔的同轴度,垂直度、无歪斜现象。
待厌氧胶干透定型后(至少8小时),再将锥套的表面磨平,保证板与套在一个平面上,最后清除模板加工后的毛刺,以利于模具零件的装配。
4.车加工车工接到零件加工单后,仔细阅读零件图,熟悉理解零件的尺寸、精度加工要求等,制定车加工工艺,准备好各种刀具、量具、材料和相关的辅助工具。
在车加工过程中,每一道工序都要仔细对照零件图进行测量,使加工的零件完全符合零件图上的尺寸、精度要求。
每一个零件加工完成后都必须自检合格,然后由车间检验员进行检验后才能转入下道工序,并做好检验记录。
5.型腔初抛光将车加工、检验合格后的型腔进行初抛光。
准备好抛光砂布,开始抛光,将聚胺脂棒装夹在钻床的钻夹头上,启动钻床,将120#砂布放入型腔内,扳动钻床手柄,将聚胺脂棒轻压120#砂布轻微摆动钻床主轴对型腔进行抛光,抛光后需看不到车刀纹,然后再用600#水砂纸进行第二次抛光,抛光后,看不到第一次抛光的旋转纹为适宜。
在抛光带有沿边的型腔时,先用沙条进行初抛,再用600#的水砂纸进行精抛。