半自动曲面丝印机说明书
半自动丝印机操作规程
二.适用范围
本公司半自动印刷机。
4.3
刮刀角度调整
三.半自动印刷机的参数设定及调整
3.1 半自动印刷机运行条件:电源为AC220V 3.2 定位调整 3.2.1 印刷间距调整
50HZ/60HZ;气压为0.5-0.55Mpa
刮刀角度一般保持在45度至60度为宜,在刮刀架上,刮刀内处侧采用单一 螺丝来控制,同时调整螺钉来确定刮刀角度,一般不需经常调整。
电子半自动丝印机作业指导书
拟制 签名 日期
4.2 刮刀高低压力调整
Байду номын сангаас
确认
审核
版本
一.目的
0.2
页次
1
熟悉并掌握锡膏半自动印刷机的调整及正确使用方法。
调刮刀架高低调整螺钉,及刮刀压力,调整螺钉,使刀刃成水平状态 且印刷压力为2kg/c㎡印刷压力,一般要求在印刷时模板开口区域无残留 锡膏为度,印刷压力过大,易造成网板挠曲产生不良及降低网板寿命。
3.3
印刷行程设定
5.3
在完成上述调整后,依据钢网模板大小,分别调整印刷上左右极限--近接开关与右 极限--近接开关位置,确定印刷行程。
一切正常后开始印刷,每印刷5PCS后用无尘纸擦拭钢网反面, 以避免焊膏溢出,或堵塞造成不良品产生。
四.刮刀安转
4.1 刮刀安转
取下刮刀架上,紧固刮刀的螺钉,将不锈钢刀片中心孔与刀架中心孔对准锁紧螺钉即可。
4.4
刮刀速度调整
刮刀速度一般设定为25-150mm/Sec其速度调整见半自动印刷机操作 说明中“八、触摸屏操作说明”。
将PCB钢网模板置于印刷机钢网架的左右臂中间,并锁紧模板,选择钢网上升 下降键,将钢网下降至下始点,同时松开钢网架紧固手柄,调整印刷机顶部“印刷 间距设定手轮”依据PCB板厚度调整间距为0-0.2mm。然后锁紧钢网架的紧固手柄。
TS-500说明书(新)
二、技术参数三、控制面板1、显示屏:模式以及速度显示屏。
2、显示屏:印刷次数显示屏。
3、清零:在任何状态下按此键,计数器清零复位。
4、半/全自动:运行模式键:1)半自动模式(即单次运行)下,每按一下“启动/停止”键,机器运行一周后停止运行;全自动模式下,按“启动/停止”键,机器不停地运行,在此模式可通过“速度”键调节印刷速度。
5、印刷次数:运行时按此键,刮刀开始在网版上返复刮两次,再按一次此键,刮刀将恢复到刮一次的模式。
6、吸气模式:开启吸气开关后,按此键,吸气工作台开始不间断吸气;如再按一次,吸气工作台将随网板的落下而吸气。
7、速度:在全自动运行模式下,可从0至9级由慢到快调节印刷速度。
8、气源:在停机状态下按此键,将关闭滑行头及印头部分的气源,以方便调机。
同时其它键将被锁死,再按此键即可退出调机状态。
9、运行模式:两种模式,1)按此键,印头部分按四方型运行;2)再按一下,印头部分按三角型运行。
10、试印:停机状态下,按一下,升降部分上下移动。
11、试位:停机状态下,按一下,印头部分左右移动。
12、启动/停:按此键,可启动/停止正在运行的动作。
13、电源开关:开启/关闭电源。
14、吸气开关:开启/关闭工作台吸气泵电源。
15、印头升降开关:开启/关闭印头部分升降气缸。
16、调压阀:调整印刮部分的气压,以适应不同工件的需要。
四、丝印机的安装、测试、使用本机适宜于安装在环境清洁,空气流动量不大,无粉尘及温度保持在25度左右的厂房(温度越高油墨越容易挥发)。
1、准备机器摆放的空间,并预留足够位置作检查和维修。
在拆除运输用的木箱等包装时,请立即检查机器在运输中是否有损伤。
机器在运输中受到之任何损伤将不包括在保修范围内,如有发现,请即向运输公司报告或致电本公司查询。
2、开机前准备1)电源:220V 50Hz;2)气源:压缩空气;3)管位:视工件具体形状而专门制作。
3.调节机身平衡在机座的四个脚掌板上分布有平衡调节螺丝,调节时先将配有的脚掌圆饼对准螺丝放在地上,再将螺丝上的螺母旋松,然后将螺丝顺时针旋转,使螺丝压紧脚掌圆饼,再分别调节四颗螺丝的高度,直至机身保持在水平位置后,锁紧上面的螺母,防止松动。
东远半自动丝印机操作指导书
编制
刘正
审核
批准
中科理化新材料技术有限公司
文件编号
版本/次
制订部门
半自动印刷机
操作指导书
制修订日期
2012-12-17
页次
2/3
3.3.3 调整版距和印刷速度,版距应小于2.5mm,将承印物放入平台的规定区域,然后开始半自动印刷;
3.3.4试印刷两片,然后在显微镜下观察印刷状况,并根据实际印刷状况调节印刷参数。
3.4印刷结束
3.4.1将刮胶和网版上的浆料铲回浆料罐中,并拆下网版,清洗,然后将清洗过的网版竖放于规定区域;
3.4.2用蘸有丙酮的无尘布擦拭刮胶及铲刀;
3.4.3将网版降至最低,将印深调至最小,然后关闭印刷机电源开关。然后关闭气路开关。
3.1.3合上电源,拔出急停开关,触摸屏显示屏显示主画面,并对机器进行复位。
3.2 实验前前15分钟准备工作。
3.2.1工具准备:铲刀、浆料、橡胶手套,口罩,网版;
3.2.2调节刮胶水平,调节刮胶印深0点位置;
3.2.3装入网版,并依次对角锁紧网版螺栓。
3.3印刷过程。
3.3.1将浆料手动搅拌10分钟,然后将印刷头移至结束位置,用铲刀轻轻手动上料;
3.5注意事项
3.5.1禁止两个人同时操作丝印机;
3.5.2发生紧急情况,拍下急停按钮或者抬起安全杠;
3.5.3印刷应从图形的开口处开始,网版方向不能装反;
3.5.4印刷过程中,确保印刷平台上无异物以及网版的水平,防止毁坏网版;
3.5.5在刮胶的印刷过程中,禁止手动回料;
3.5.6在印刷机运行过程中,禁止遮挡安全杠传感器;
半自动丝印机作业指导书

03 安全注意事项
操作人员需经过培训合格后方可操作
操作人员必须 经过专业培训, 掌握操作技能
和注意事项
操作过程中, 必须严格按照 操作规程进行
操作
操作人员必须 熟悉设备性能 和操作方法, 确保操作安全
操作人员必须 具备良好的安 全意识和自我 保护意识,确
保自身安全
禁止在丝印机台面上放置杂物
杂物可能导致丝印机故障或损坏 杂物可能影响丝印机的精度和效果 杂物可能导致丝印机操作人员受伤 杂物可能导致丝印机工作环境不整洁,影响生产效率
油墨调制:根据需求调制油 墨,并搅拌均匀
印刷:将承印物放在丝网上, 用刮刀刮压,使油墨转移到
承印物上
清洗丝印机
01
关闭电源,断开电源线
02
拆卸丝印机,取出网版 和刮刀
03
使用专用清洗剂清洗网 版和刮刀
04
清洗丝印机机身,使用 湿布擦拭
05
清洗完成后,安装网版 和刮刀,连接电源线
06
打开电源,检查丝印机 是否正常工作
置界面。
根据需要调整丝印 机的速度、压力、
温度等参数。
启动丝印机,开始 作业。
丝印操作
绷网:将丝网绷紧在网框上, 确保平整
曝光:将丝网与底片贴合, 进行曝光,显影后形成图案
刮墨:用刮刀将油墨均匀地 涂布在丝网上
干燥:将印刷好的承印物进 行干燥,完成丝印操作
准备材料:丝网、油墨、刮 刀、承印物等
涂布感光胶:在丝网上涂布 感光胶,干燥后曝光
丝印机运行时禁止触摸机器部件
A
B
C
D
丝印机运行时,禁止触 摸机器部件,以免造成
人身伤害。
操作人员应穿戴防护服 和手套,避免皮肤直接
转盘丝印机操作作业指导书
内部机密,未经许可,不得擅自复印!1.0 目的:规范转盘丝印机操作,提升丝印机生产效率及良品率,保证操作者安全。
2.0 适用范围:适用于本公司所有转盘丝印机操作。
3.0 定义:3.1 丝印:印刷时通过刮板的挤压,使油墨通过图文部分的网孔转移到承印物上,形成与原稿一样的图文。
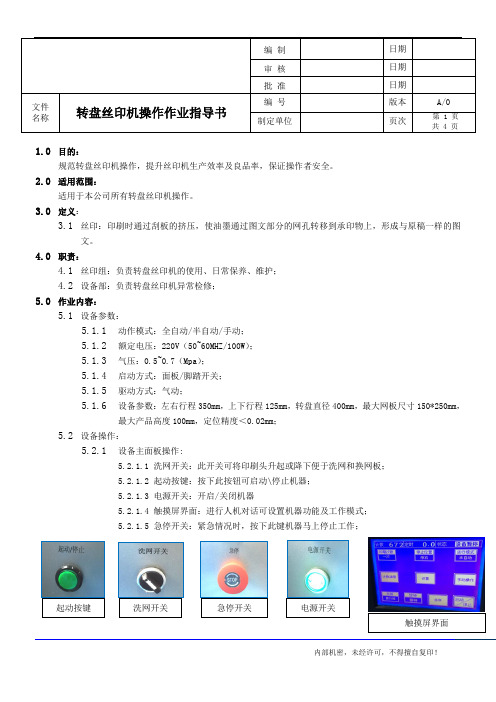
4.0 职责:4.1 丝印组:负责转盘丝印机的使用、日常保养、维护; 4.2 设备部:负责转盘丝印机异常检修;5.0 作业内容:5.1 设备参数:5.1.1 动作模式:全自动/半自动/手动; 5.1.2 额定电压:220V (50~60MHZ/100W ); 5.1.3 气压:0.5~0.7(Mpa );5.1.4 启动方式:面板/脚踏开关; 5.1.5 驱动方式:气动;5.1.6 设备参数:左右行程350mm ,上下行程125mm ,转盘直径400mm ,最大网板尺寸150*250mm ,最大产品高度100mm ,定位精度<0.02mm ;5.2 设备操作:5.2.1 设备主面板操作:5.2.1.1 洗网开关:此开关可将印刷头升起或降下便于洗网和换网板; 5.2.1.2 起动按键:按下此按钮可启动\停止机器; 5.2.1.3 电源开关:开启/关闭机器5.2.1.4 触摸屏界面:进行人机对话可设置机器功能及工作模式; 5.2.1.5 急停开关:紧急情况时,按下此键机器马上停止工作;起动按键洗网开关 急停开关 电源开关5.2.2触摸屏控制(主界面):5.2.2.1触摸屏主界面顶端为设备状态显示栏;5.2.2.2印刷次数调节键:在停机状态下轻触此键可对机器印刷次数进行调节,调节范围为1次~2次连续印刷;5.2.2.3停止位置:停左(印刷完成后刮墨刀停留位置在机台左边(不立即回油)),停右(印刷完成后刮墨刀停留位置在机台右边(立即回油));5.2.2.4运行模式:在停机状态下轻触此键可将机器工作模式进行“手动”、“自动”、“一周停”三种模式进行切换;5.2.2.5计数清零:轻触此键“印刷次数”归零;5.2.2.6设置:按下此键进入“机器参数设置”界面,可对工艺参数进行设置,按确认键返回主界面;5.2.2.7手动操作:轻触此键触摸屏画面将进入到手动操作功能画面;5.2.2.8升降设置:选择“要升降”,每次印刷都升降一次,选择“不升降”,整个印刷过程不升降;5.2.2.9旋转设置:选择“旋转”,每次印刷都旋转,选择“不旋转”,整个印刷过程转盘固定不动;5.2.2.10急停:紧急情况时,按下此键机器马上停止工作;5.2.2.11起动/停止按键:按下此键可启动机器或停止机器;触摸屏主界面机器参数设置界面5.2.3触摸屏控制(手动操作界面):5.2.3.1在触摸屏主界面中,按下手动操作进入“手动操作”界面;5.2.3.2状态栏:显示当前机器状态;5.2.3.3自诊断:设备厂家装配调试机器时使用;5.2.3.4旋转:轻触此键转盘转动一格;5.2.3.5升降:轻触此键网臂上升或下降;5.2.3.6印刷刀:轻触此键印刷刀上下;5.2.3.7 印刷:轻触此键印刷刀进行印刷作业; 5.2.3.8 回油:轻触此键回油刀进行回油; 5.2.3.9 退出:轻触此键退出“手动操作”界面;5.3 开机检查5.3.1 插上电源并开启电源开关后,检查触摸屏界面是否亮灯;5.3.2 检查气管是否损坏、漏气、气压是否正常(气压范围:0.5~0.7Mpa ),如有异常则通知设备部进行检修;5.3.3 检查网臂左右移动是否顺畅,有无异常响声发出;5.3.4 检查工作台升降是否正常,高低位置是否需要调整;5.3.5 开启自动印刷状态,看网臂滑动和工作台升降的速度节奏是否配合,运行过程中是否有异常响声发出。
半自动丝印机作业指导书
1、目的本作业指导书提供一个正确使用半自动丝印机的操作方法,使其长期有效地保持其性能稳定。
2、范围适用于本公司所有半自动丝印机。
3、定义(无)4、职责4.1此工作指引由SMT工程师准备。
4.2生产线人员严格按照此作业指导执行。
5、程序5.1 设备的准备:5.1.1环境要求:机器设备要求环境温度在23°C±5°C,相对湿度40-70% RH;5.1.2检查气源气压是否为0.5±0.05MPa;5.1.3合上电源,触摸屏显示屏显示主画面,包括:“测量监控”和“控制方式”。
5.2 生产前前15分钟准备工作。
5.2.1工具准备:橡胶铲刀、风枪、橡胶手套,口罩。
5.2.2锡膏、对应编号钢网、对应长度刮刀、搅拌刀、和无尘擦拭纸、无水酒精、顶针、治具的准备。
5.2.3 将PCB安装定位,根据生产的产品需确认PCB板底支撑PIN大小选择和摆放位置的确定,双面贴装元件的PCB板PIN的摆放位置必须用专用治具来定位和安装。
5.2.4安装钢网定位,调节左右限位感应器的位置。
5.2.5选择“控制方式”。
5.2.6再选择“自动控制”。
5.2.7根据不同的PCB板工艺要求,可选择“半程控制”和“全程控制”,出厂设定“全程控制”。
5.2.8调节刮刀气压及刮刀速度,根据不同的工艺参数和实际印刷效果进行调整。
5.2.9调节完成后进行半自动印刷,每次将板在定位销上定好后再按准备完成按钮。
5.2.10当钢网下降时,真空吸,当钢网上升时,真空放。
5.2.11检查印刷质量,如有问题, 找技术员解决,直到印刷良好为止。
5.3 印刷质量的监控。
5.3.1 操作员每天生产时自检印刷质量,若发现印刷质量异常,立即通知技术人员调整印刷机。
5.3.2 IPQC依据《锡膏厚度检查作业指导书》检测锡浆高度, 若发现有锡浆高度不合格的板,立即通知技术人员调整印刷机。
5.4印刷工艺标准。
5.5 安全注意事项和保养5.5.1清洗钢网和铲除PCB表面的锡膏时禁止使用金属铲刀,以免损坏PCB表面,手动搅拌刀须使用树脂刮刀,避免手动搅拌时产生废物。
全自动曲面丝印机说明书(精)
20--年5月摘要本课题来源于机械工程学院与东莞腾威印刷机械有限公司的产学研究项目,主要工作之一就是为企业完成全自动曲面丝网印刷机等设备的二维、三维设计图纸,大部分工作都是在企业进行的。
本文设计主要完成印刷机构及其主传动系统部分的设计,印刷机构的设计可细分为网版的往复运动机构设计,承印物的回转运动机构设计,以及承印物的夹紧机构设计和自动传送机构设计。
往复运动采用的是曲柄摇杆机构,以滑块为载体,实现网版的往复运动;回转运动选用的是齿轮齿条机构,将滑块的往复运动转化成回转运动,实现了网版和承印物的配合运动,简化了机构。
夹紧机构采用的气缸装置,由可编程控制器控制,实现自动对位、无瓶不印等控制功能。
自动传送机构的设计采用的是曲柄摇杆设计,实现一定角度的回转摆动运动,因而带动承印物的同步传送。
本设计对印刷装置的工作原理作了详细的介绍,并通过设计计算确定其主要参数和结构。
通过对印刷装置的各部件零件做详细的测绘,完成了整机的三维总装图和各部件装配图的绘制。
关键词:丝网印刷,机构设计,全自动ABSTRACTThis subject comes from the research project of Mechanical Engineering College and Dongguan TengWei Printing Machinery Company .One of its main jobs is to finish the design drawning with two-dimension and three-dimension for the Full Automatic Screen Printing Machine for Curved Surface . Most of the above work had done in this company .The design in this paper mainly is to complete the design of Printing Instruction and its part of Main Transmission System . And the Printing Instruction has been divided into Reciprocating Motion Mechanical Design of Screen Frame , Rotary Motion MechanicalDesign of Printing Workpiece , Fixture Mechanical Design of Printing Workpiece and Automatic Conveying Mechanidal design . Reciprocation Motion adopts the Crank Rocker Mechanical Design , with the Silder as the carrier , so as to make the Screen Frame move back and forth ; Rotary Motion adopts the Gear Rock Mechanical Design , chaging the Reciprocation Motion into the Rotary Motion ,so as to achieve the Matching Movement of Screen Frame and Printing Workpiece , which simplifies the Mechanical Industruction . The Fixture Mechanical Design uses the Air Cylinder Equipment , being cotrolled by the PLC , so as to obtain the controlling function of Automatic Counterpoint and No Bottles No Printing . Automatic Conveying Mechanidal Design uses the design of Crank Rocker , achiving the goal of a certain degree of Rotary Motion at ,so as to push the Synchronous Transmission of printing workpiece . This design gives the detailed introduction for working principle of printing equipment . Via design and count , we can confirm its main parameter and instruction . We finish the whole assembly drawing with there-dimension for the whole machine and the assembly drawing for different parts through surveying and drawing in detail for different parts of assembly drawing .Keywords: screen printing, mechanism design, fully aut目录第1章绪论 (11.1 选题的背景、目的及意义 (11.1.1丝网印刷简介 (11.1.2我国丝网印刷行业的发展前景 (11.1.3本课题研究的目的和意义 (21.2 丝网印刷的组成和特点 (31.2.1全自动曲面丝网印刷的组成 (31.2.2丝网印刷的特点 (41.3 主要研究内容及思路 (51.4 预期研究结果 (7第2章印刷部分的总方案设计 (82.1 全自动曲面丝印机的参数 (92.2 全自动曲面丝印机的介绍 (92.2.1丝网印刷的工作原理 (92.2.2全自动曲面丝印机的系统组成 (10 2.3 印刷装置的总方案设计 (112.3.1印刷装置的组成 (112.3.2印刷装置的工作分析 (112.3.3印刷水平往复运动机构方案设计 (12 2.3.4印刷回转运动方案设计 (152.4 传送装置的方案设计 (172.4.1传送装置的组成 (172.4.2传送装置的工作分析 (172.4.3传送送装置的方案设计 (17第3章印刷装置的总体布局 (183.1 承印物的选型 (183.2 支撑机构的设计 (193.2.1支撑机构的功能要求 (193.2.2支撑机构的支撑形式 (203.3 印刷装置的总体布局 (203.4 传动机构的选型 (213.5 主传动系统的选型及计算 (223.5.1确定电动机的型号 (223.5.2初步确定传动比 (233.5.3带传动型号的选择 (243.6 减速器的型号的确定 (24第4章丝印机构的设计 (254.1 印刷回转运动机构设计 (264.1.1选定齿轮类型,精度等级,材料及齿数 (26 4.1.2按齿面接触强度计算 (264.1.3计算 (274.1.4按齿根弯曲强度设计 (284.1.5几何尺寸计算 (294.1.6齿条参数的确定 (294.1.7齿轮齿条设计的总结 (294.2 印刷水平往复运动机构的设计 (30 4.3 印刷传送回转运动机构的设计 (30 第5章浮动樽座的设计 (315.1 浮动樽座的总体布局 (325.2 浮动樽座的方案设计 (325.3 浮动樽座的零件设计 (32第6章执行机构的设计 (336.1 执行机构的操作调整 (336.2 刮墨板的选型 (346.3 网臂的设计 (366.4 螺纹连接的设计 (376.5 上落樽的设计 (376.6 导向机构的设计 (386.7 印刮架的设计 (40结语 (41参考文献 (43致谢 (44附录 (44第1章绪论1.1 选题的背景、目的及意义1.1.1丝网印刷简介丝网印刷在我国的历史悠久,它起源于我国秦汉时期的夹缬印花法,距今已有2000多年的历史,我国现代丝网印刷是进入80年代后,随着改革开放而不断深入发展起来的一门新兴技术。
半自动高精密锡膏印刷机说明书
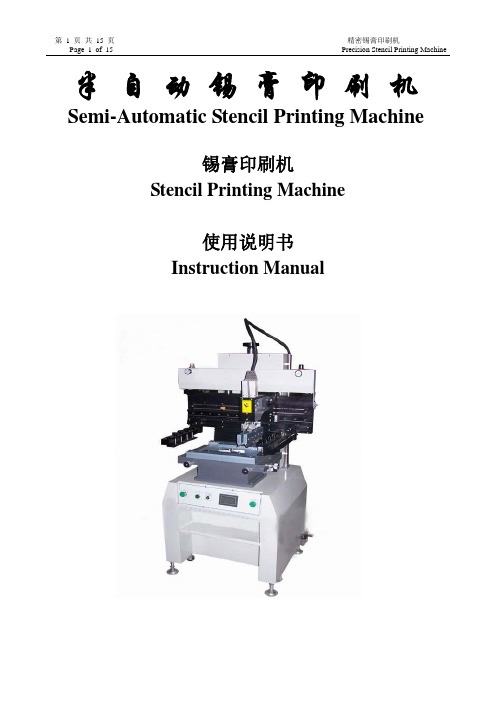
半自动锡膏印刷机Semi-Automatic Stencil Printing Machine锡膏印刷机Stencil Printing Machine使用说明书Instruction Manual电气控制面板K-01 Electrical Control Panel K-011.准备按钮11.Preparation button 12.电源按钮2.Power button3.印刷速度电位器3.Printing speed potentiometer4.触摸屏4.Touch panel5.准备按钮25.Preparation button 2叁:本机操作及控制要领III. Instructio n abo ut Operatio n and C o ntro l o f This Device一.机台原点确认I. Co nfir matio n o f eq uip ment orig in开机后原点自我确认,成立条件(S1,S3)或(S1,S4)The orig in is self co nfirmed after po wering o n, with the tenab le co nd itio n o f (S1, S3) o r (S1, S4).二.归零设定要领II. Instructio n abo ut Zero ing首先钢网模板夹臂8个五星把手螺丝压紧钢网模板,将机体下降至S2下始点.把PC B放于台板上转动印刷机顶部之升降手轮,依PC B厚度调节钢网模板与印刷台板之间距离.(上钢网模板前确认机体下降至S2与印刷台板之间距离>PC B高度,否则会出钢网模板或机台受损;测量方法:目测)F irst, tightly co mpress the 8five-po inted star k nobs o n the clip arm o f thesteel mesh mo ld ing bo ard with the steel mesh mo ld ing bo ard, lo wer the machine b od y to the lo wer init ial po int S2. P lace PC B o n t he bedp late, ro tate the top o f the p rinting machine to lift the hand wheel to ad just the d istance between the steel mesh mo ld ing board and the p rinting b edp late in accordance with the PCB thick ness. (co nfirm that the machine bod y goes do wn to S2 and the d istance with the printin g bedp late >PC B height,o r the steel mesh mo ld ing p late or the bedp late will be d amaged; the measurement method: visual)三.支撑PIN设定方式:III. S upporting P IN Setting Mode本机之定位P IN可移动请依钢网模板之图形概略将支撑PIN放于台板适中位置;The po sitio ning PIN o f this device is mo vab le,p lease p lace the supp orting PIN in a pro per positio n o n the bedp late in accord ance with the sk etchd iagram o f the steel mesh mo ld ing p late.四.对网设定方式IV. Mesh Calibratio n Setting Mod e完成上述动作后,再进行印刷钢网模板与印刷PCB校对方法如下:将PCB放于支撑PIN上,并用定位PIN定位牢固,(至少定位PC B三点),放于钢网模板与PCB对准焊盘,之后移动钢网夹臂将钢网夹牢,再到PC B台板之X、Y调节螺栓进行调校微调.对好位置后再把台板下的锁紧螺丝拧紧.方可进行批量印刷。
半自动丝印机操作规程

xxxxxxxxxxxxx有限公司半自动丝印机操作规程文件编号:文件版本:发放号码:受控状态:生效日期:编制:审核:批准:目录一、目的二、适用范围三、应作文件四、介质五、丝印简单流程图六、操作内容七、设备保养八、安全防护1.目的本操作指导书为设备操作人员操作DST720全自动停回转丝网印刷机进行相关的质量检验提供工作指导。
2.适用范围本操作指导书适用于xxxxxxxxxxxx 股份有限公司DST720全自动停回转丝网印刷设备。
3.应用的文件《半自动丝网印刷机使用说明书》 4.介质电压:380V 额定电流:30A 频率:50HZ 气压:≥6kg /c ㎡ 温度: 17ºC —28ºC; 相对温度:45%—65%5.丝印简单生产流程图6、操作内容6.1操作前准备工作A.在开机前准备好生产材料纸张(主料)、洗网水(辅料)。
B.每天开机前,先全机检查一次!C.待一切正常后,才合闸接电源。
D.确定机器无故障,再打开安全保险,按开机按钮。
6.2调机生产6.2.1 开机前,结合气压放气、放水,检查机器紧固件是否牢固。
6.2.2 根据产品需要选用网版、刮印胶条、回墨刀。
6.2.3 网版的固定、调整与校位,网版印刷面与承印物表面间隙在1-6mm。
6.2.4 按施工单的要求,用合适的测试纸调试机器,直到测试样与样品完全一致。
6.3设备的关闭6.3.1 在生产完毕或下班时,先清理、清洗网版及相关设备,然后关停机器所有开关电源。
6.3.2 检查设备状况,做好记录。
6.3.3 清理设备及环境卫生。
7、机器保养7.1 每天上下班时对导向轴加油,并把汽源滤杯的水放掉;7.2 经常观察汽源滤杯的油,不足时一定要加满,并每个月15日、30日对机器的各轴承检查并加满黄油;7.3 使用2500小时后(一季度)对减速机更换润滑油30#。
曲面印刷机主机座及大转印辊说明书
1 引言1.1 全自动曲面印刷机简介全自动曲面印刷机是提供一种多色套印准确、最高速度可达每分钟360件的一次完成印刷的高效率全自动印刷机械,它是一种专用于圆柱形,圆弧形或截锥形物品的全自动多色曲面印刷机,包括有轮转印刷机构、料盘机构、上下料机构和传动机构。
由程控器协调上下料和各部件的同步联动。
以往的曲面印刷机多采用丝网版往复移印或人工对版曲面印刷,生产效率低,成本高、质量差。
而在可自动对版曲面印刷机中,采用了先进的自动对版技术,能够实现多色准确套印,大大提高了对版的精度和速度,提高了生产效率。
全自动曲面印刷机的研制成功,填补了国内空白,缩短了我国包装容器高速彩色印刷技术与发达国家的差距,批量投入市场,取得了较大的经济效益和社会效益。
不论是简单的块色图案,全彩色图案或是具有过度色的图案,都能一次印刷完成,无需制版、无需晒版和重复套色,色彩靓丽,效果逼真,图像防水,防晒,耐磨损附着力强,不褪色,机器操作简易、性能稳定,创造出比传统方式更高的印刷质量,完全满足各行业高强度的批量生产要求,从而显著提高产品的市场竞争能力。
适合于丝印厂、玩具厂、塑胶制品厂、五金厂、印铁厂、五玻璃制品厂、水晶制品厂、有机玻璃工厂为客户批量印刷产品、制作样品、并且制作速度快、图像效果好,深受广大客户喜爱,将为工厂等赢得声誉,接下更多的订单。
快速批量印刷工厂生产的产品,使用范围广,真正做到想印就印的效果,成像速度快、图像清晰效果绝佳。
目前,包装工业的总体发展目标是保证印刷机械的产品质量日益提高。
国内一些中、低档次的印刷设备虽然有少部分己经远销国外,但质量仍不高。
曲面印刷机在中国的包装印刷设备中占有很大的比重。
国内曲面印刷机印刷设备与国际市场上的先进水平相比还存在很大的差距,许多高端设备仍然靠进口。
这样就直接导致曲面印刷机设备出口量少,进口量大,无法保证进出口的平衡。
因此,提高曲面印刷机国内市场上的技术水平、质量水平以及产品性能,争取高技术含量的部分产品也能在国际市场上拥有一席之地是我国曲面印刷机现阶段的主要奋斗目标[1]。
Baccini丝网印刷机中文使用说明书

baccini 丝网印刷中文版Baccini S.p.a. - Via Postumia Ovest, 244. Olmi di S. Biagio di C. Treviso – Italy1. FILE文件1.1. File Open打开文件下图这个界面可以打开工作文件在这个页面可以打开工作文件,其中包含着印刷参数、循环选项、影像系统设置。
在如图中的对话框中选择这需要的工作文件后,点击Open载入文件或点击Cance退出这个窗口。
Web: http:// E-mail: baccini@interbusiness.it Tel. :+39 0422 892101 Fax :+39 0422 892238Baccini S.p.a. - Via Postumia Ovest, 244. Olmi di S. Biagio di C. Treviso – Italy 1.2. File Save保存文件这个命令把机器的实际参数保存在最后载入的文件中。
Web: http:// E-mail: baccini@interbusiness.it Tel. :+39 0422 892101 Fax :+39 0422 892238Baccini S.p.a. - Via Postumia Ovest, 244. Olmi di S. Biagio di C. Treviso – Italy1.3. File Save As文件另存为这个界面可以保存工作文件在这个页面可以选择原有工作文件或输入一个新的文件名,然后保存印刷参数、循环选项、影像系统设置。
在如图中的对话框中选择这需要的文件后,点击Save保存文件或点击Cance退出这个窗口。
Web: http:// E-mail: baccini@interbusiness.it Tel. :+39 0422 892101 Fax :+39 0422 892238Baccini S.p.a. - Via Postumia Ovest, 244. Olmi di S. Biagio di C. Treviso – Italy1.4. Exit退出这个命令可以关闭程序并退出到windows2000的桌面,这个选项必须输入高级的口令。
DEK248丝印机操作指导书

1
Name CLEAR
键选择需要编辑的菜单号(Menu 1~35) ,按 ENTER 键确认。
控制面板显示: 248-Ready 2、Menu Name 控制按键: 4.4A.4 利用 ↑ / ↓ ↑ ↓ Mode-Step DEK1 CLEAR ENTER
键选择字符,ENTER 键移动光标,菜单名称(如“DEK1” )编辑完成
上述参数设定完成后,按 CLEAR 4.4B 调出已存在的印刷菜单 4.4B.1 利用 ↑
键保存,并退出参数设置。
键选择“单步”模式(Mode-Step)菜单。
4.4B.2 按一下 ENTER 键,进行菜单编辑。控制面板显示: 248-Ready 1、Menu 控制按键: 4.4B.3 利用 ↑ / ↓ ↑ ↓ Mode-Step Name DEK1 CLEAR ENTER
1
键选择需要编辑的菜单号(Menu ?) ,按 CLEAR 键确认并退出。
DC-02B
深圳顺络电子有限公司
文件名称:
文件状态
丝印机操作指导书
文件编号: 第 6 页 共 8 页 4.5 设置台板位置。
4.5.1 在“单步”模式(Mode Step)下,确认台板锁紧装置吸紧(CLMPON) 。 4.5.2 连按两次 GO 键,印刷台板进入,控制面板显示:
248-Ready Set Contact Height ? 控制按键: 利用 ↑ ↑ ↓ CLEAR
Mode-Step ENTER
键设置对位板与丝网的接触高度(Contact Height) ,目视检查,使对位板
的上表面刚好接触到丝网的下表面,按 ENTER 键确认。 4.5.2 利用 ↓ 键设置印刷高度(Print Height) ,目视检查,使对位板的上表面离开丝网的
丝印机动作说明v1.5(20061019)

丝印机动作说明v1.5一、丝印机的动作:1、上升:印刷头的上升动作2、下降:印刷头的下降动作3、左行:印刷头的左行动作4、右行:印刷头的右行动作5、刮刀:印刷时刮刀下降,刮刀只能在印刷头停止或左行时动作,当印刷头右行时刮刀不能动作。
6、墨刀:覆墨时墨刀下降,墨刀只能在印刷头停止或右行时动作,当印刷头左行时墨刀不能动作。
7、离网:丝网离开被印物的动作,在印刷头右行时离网不动作,此时如墨刀下降则轻压丝网,进行覆墨。
当印刷头左行时,刮刀下降轻压丝网,在印刷头左行的同时打开离网让丝网与被印物分离。
8、吸风电机:打开吸风电机产生吸风。
9、吸风电磁阀:打开吸风电磁阀时,被印物紧贴工作台。
吸风电磁阀只有在吸风电机启动后才有效。
如吸风电机关,则吸风电磁阀不能动作。
(按键按也没用,灯也不会亮)10、洗板:启动洗板,墨刀和刮刀升起与网板产生一段距离,便于操作人员清洗网板。
11、顶针:(不详)(上次不是已经说明了它的动作吗?)12、夹网板:松开或加紧网板。
13、屏蔽墨刀:在任何模式下,屏蔽墨刀后,墨刀均不能动作,此动作便于清洗丝网上残留的墨汁。
二、动作在不同状态下的描述(一)、手动状态在手动状态下可以操作的动作有:上升、下降、左行、右行、刮刀、墨刀、洗板、夹网板、顶针、(吸风电机、吸风电磁阀,吸风不受手动或连动影响)11个动作。
其中:1、上升、下降:翻转动作,上升、下降使用一个按键控制(上/下)。
(1)、当印刷头在上方时,按下(上/下)按键,如顶针在上方,则顶针下降,延时0.5秒后,印刷头下降。
(2)、当印刷头在下方时,按下(上/下)按键,印刷头上升,当印刷头运动到了上限检测开关的位置时,顶针恢复到上一次印刷头在上方时的顶针状态。
(3)、当印刷头既不在上也不在下时,顶针应保持在下降位,按下(上/下)按键,如上一个动作为上升,则印刷头下降,如上一动作为下降,则上升。
(4)、当印刷头上下限位检测开关都有信号时,印刷头不动作,同时指示灯闪烁,并显示Err01错误代码。
半自动锡膏印刷机说明书
GAW - 880半自动锡膏印刷机操作使用说明书深圳市东圣自动化设备有限公司GAW-880半自动锡膏印刷机·壹:机器特性介绍·贰:电气面板说明·叁:机器操作及调整要领·肆:触摸屏操作说明·伍:空压保养说明·陆:简易故障排除壹:本机特性介绍1.采用日制精密马达及线性导轨组立而成,使刮刀座印刷更超稳定。
2.双刮刀之印刷压力可分别利用上气缸后面精密节流阀设定刮刀升降快慢避免共振。
3.印刷座可向上掀举450并固定,同时利于刮刀之装卸及钢版之清洗。
4.印刷座可向前移动固定以配合钢版图样之位置,以取较佳之印刷效果。
5. 印刷座双刮刀之高低设定亦有刻度数字参考。
6. 印刷台板与钢版间距水平,亦有精密微调杆刻度调整设定显示。
7. 机台手臂可分别左右调整适用于470∽750mm不同尺寸。
8. 组合式之印刷台板有沟槽及定位PIN,设定简单、换装迅速,并适用于单面基板及双面基板生产作业。
9. 校版方式采用手臂(钢版)移动配合印刷物(台板)X、Y、Z、校正调整、确实快适。
10. 电气动作采微电脑PLC控制,人机界面触摸控制,亦可自由选择单次/双次刮印及手动、脚动与运动等方式。
贰:电气操作面1.微电脑触摸屏。
2.左印刷电位器。
3.右印刷电位器。
4.紧急按钮。
5.电源控制。
叁:本机操作及调整要领一.机台原点确认:开机后(送电)原点自我确认,成立条件(S1,S3)或(S1,S4)二.归零设定要领:选择(7)钢版座上升下降键,将钢板版座下降至下始点,利用直尺或PCB放于台板与夹座之间成一水平线,同时将间距移动轮作刻度归零设定,依PCB厚度决定印刷间距(一般依板厚加40条)。
三.印刷物设定方式:本机采用可移动式之定位PIN定位,请依钢版之图形概略将PCB放于台板适中位置。
四.对版设定方式:完成上述(二)动作后,在利用人工校正(印刷座下钢版与印刷基板校对)对版要领:先对R、C、L、或成对角定点,寻找目标之后,固定钢版,再利用台板微调校正。
丝印机操作说明书

(一)YTX-PV1200丝印机操作规范丝网印刷工艺流程:上料-----背电极印刷-----烘干-----背电场印刷-----烘干-----正电极印刷-----烧结-----下料一、 开启机器1、开机之前检查电源、气源是否正常,清理机器上的物品及杂物,然后按下电源按钮开启机器。
同时开启烤箱加热开关是烤箱升温到设定温度。
2、机器开启后,确保无人员在机器运动部件运动范围内活动。
按下原点复位按钮,启动机器回到原点待机位置。
二、 印刷准备1、调好各项印刷参数2、将装载待印刷硅片的花篮,正确放到6工位发料机搭载台上。
3、正确安装固定对应工序的网版、回墨刀、刮刀。
4、硅片和丝网对位,使图案在硅片中心。
(先对背电场在用背电场的图案对背电极)5、在网版上加适量的酱料。
6、以上工作完成后按自动模式,按启动按钮使机器自动运行。
三、 设备异常处理及紧急情况处理1、设备在自动运行中发生异常,机器会自动停止,同时报警并显示异常信息,操作人员根据异常信息查找异常原因排除故障,按复位按钮清除异常,按启动按钮启动机器自动运行。
如果无法排除故障及时通知设备维护工程师到现场处理。
2、设备在自动运行中对人身、产品、机器照成危害时,请立即按下紧急停止按钮,使机器立刻停止。
确保人身、产品、机器安全后,再解除紧急停止按钮,按原点复位按钮,使机器回到原点待机位置,按自动模式,按启动按钮机器自动运行。
四、 停止、关机1、设备在自动运行中按下停止按钮,机器完成一个循环动作自动停止,再次按启动按钮,恢复自动运行。
2、机器在使用完后先检查生产的产品是否生产流完,按下停止按钮,卸掉刮刀、回墨刀。
回收剩余的酱料,清洗刮刀、回墨刀、丝网,盖好所有机器盖子、门再把电源按钮按下关闭机器。
五、 注意事项1、发料机旋转台在旋转过程中,请勿取放花篮。
2、印刷头开启和关闭必须一只手按住停止按钮,另一只手按人机上的“印刷头开”按钮以防夹伤手。
3、设备在自动运行中禁止设定任何参数,必须按停止按钮使设备处于停止状态才能进行参数设定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要印刷机是印刷文字和图像的机器。
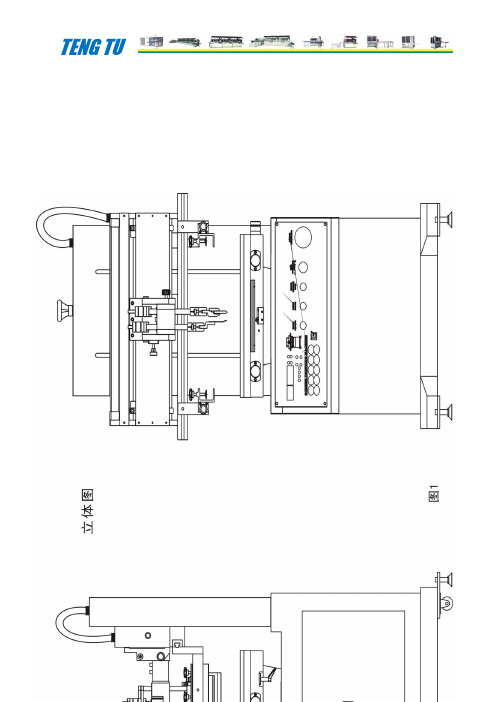
半自动曲面丝印机主要由升降机构、印樽座、网臂、网版、印刷装置、机箱以及相应的传动系统等组成。
丝网印刷机是过滤版(亦称孔版)印刷的一种形式,是四大印刷方法之一。
丝网印刷可以适用于某些特殊的印刷要求。
丝网印刷起源于中国秦汉时期的夹缬印花方法,已有两千多年的应用历史。
由于种种原因,我国的丝印技术发展缓慢,远远落后于欧美各国和日本。
随着科学技术的发展,丝网印刷的应用日益广泛,丝网印制版和印刷工艺水平不断提高,丝网印刷机也在不断改良和完善。
网印刷机属于孔版印刷机中较有代表性的印刷设备,它的印版是一张由真丝等材料编织而成的纵横交错、经纬分明的丝网。
已经生产的有平面、曲面、成形、印染、印刷电路和新型轮转等多种丝网印刷机。
制作丝网的材料除真丝外,还可用尼龙丝、铜丝、钢丝或不锈钢丝等。
丝网印刷机应用的孔版印刷原理起源于古代的模版印刷。
孔版印刷有誊写版、镂空版喷花和丝网印刷等多种形式。
关键词:丝网印刷印刷材料材料力学AbstractPrinting press is the machine printed text and images.Semi-automatic screen printing machine is made elevator,India bottles Block,net arm,net screen, printing device,the chassis and the corresponding transmission and other components. Screen printing is a filter version (also known as hole version) print a form, is one of the four printing. Screen printing can be applied to some special printing requirements. Screen printing originated in China during the Qin and Han Valerian folder printing method, the application of more than two thousand years of history.For various reasons, the slow development of China's printing technology, lags far behind Europe and the United States and Japan.With the development of science and technology, increasingly widespread application of screen printing, screen printing and print technology has improved continuously, screen printing are also constantly improved and perfected. Network printing presses are porous in the more representative the printing equipment, it is a printed version of silk and other materials by the criss-cross woven, warp and weft clear the screen.Has produced a flat, surface, forming, printing, printed circuit, and a new variety of rotary screen printing machine.Key words: screen printing, squeegee printing materials, material mechanics, elastic modulus.目录第一章绪论 (1)1.1印刷机械的发展 (1)1.1.1印刷机械的发展历程 (1)1.1.2印刷机械的发展现状与趋势 (1)1.2丝网印刷机概述 (2)1.2.1丝网印刷的原理、流程及其基本构成 (2)1.2.2丝网印刷机的分类与主要特点 (2)1.3我国丝网印刷行业的发展前景 (4)1.4设计内容及思路 (4)第二章半自动曲面丝印机的总体设计方案 (5)2.1工作原理及其基本构成 (5)2.2 主要技术参数的确定 (6)2.3总体方案的确定 (6)第三章印刷装置的设计 (8)3.1印头的设计 (8)3.1.1印头气缸的选择 (8)3.1.2胶刮的设计 (10)3.2网臂的设计 (12)3.3网版的设计 (14)3.3.1丝网的确定 (14)3.3.2网框的选确定 (18)3.3.3网距的确定 (19)3.4 印刷装置直线往复运动机构设计 (20)第四章升降机构的设计 (23)4.1气缸的选择 (23)4.2气缸的计算 (24)第五章传动装置的设计 (26)5.1同步机构的设计 (26)5.1.1标准直齿圆柱齿轮的设计 (26)5.1.2齿条参数的确定 (30)5.2齿轮传动轴的设计 (31)结论 (40)参考文献 (41)致谢 (42)附录 (43)第一章绪论使用印版或其他方式将原稿上的图文信息转移到承印物上的工艺技术叫印刷。
印刷时通过刮板的挤压,使油墨通过图文部分的网孔转移到承印物上,形成与原稿一样的图文,这种印刷技术叫做丝网印刷技术;而协助人类完成上述印刷任务的机器就叫印刷机械。
1.1印刷机械的发展印刷机是成熟印刷工艺方法的机械化实现的工具。
因此,早期印刷机的发展要落后于印刷方法。
随着科学技术的发展和渗透,印刷机和印刷方法呈伴随性发展状态,与此同时,在各种成熟的印刷工艺下,印刷机本身也不断得到改进和完善。
[1]1.1.1印刷机械的发展历程印刷与人类活动的密切关系,直接推动了印刷机的快速发展。
1440年古登堡发明第一台垂直手板印刷机,首次用机械方法部分代替了繁重手工劳动。
1796年,德国人塞纳非尔德发明了石印(平印)术,并于次年设计了第一台石印机。
为摆脱笨重的石版,他于1805年试用金属版印刷获得成功,并于1826年,石印机上印制成功第一张彩色印刷品。
然而,此后很长时间,人们并末想到这种间接方法也能用在纸张印刷上。
1905年,美国人威廉·罗培尔在印刷时的不经意发现,才揭开了胶印的发展序幕。
他发现由橡皮布上间接印下来的图文比直接从版上印在粗糙纸上要好很多,于是就在两个滚筒的印刷机上增加了一个包橡皮布的滚筒,产生了胶印机。
凸版印刷机在20世纪胶印年代以前一直是统治地位的工业化印刷工具,而后平版胶印才逐步占据印刷工业的主导地位,胶印机便成为印刷机发展主流。
经过560多年的发展变迁,印刷技术从单一的凸版印刷发展为平版为主,凸、凹、柔、丝、以及数字印刷共同发展的格局,印刷机械也先后经历了由手工到自动,从单一版型(凸)到多版型(平、凸、凹、柔、丝),从有压到无压,从有版到无版,由低速到高速,由单色到多色,由平面到立体的发展历程。
[1]1.1.2印刷机械的发展现状与趋势近年来,平版印刷技术和设备得到空前提升,广泛应用于包装、装饰及广告等方面的丝网印刷以及柔版印刷也得到迅猛发展。
印刷领域呈现出凸版印刷明显收缩,平版印刷主导发展,凹版印刷保持稳定状态,而丝网印刷和柔版印刷则有迅速上升的发展趋势。
印刷机市场上,在各类单机的研发顺应潮流的基础上,出于各种不同的应用需求背景,不断涌现出了多种新的综合性印刷机种。
1)平版印刷引领潮流;2)凸版印刷经久不衰;3)凹版印刷稳定发展;4)丝网印刷空间扩大;5)柔版印刷发展迅速;6)数字印刷挤占市场;7)组合机型不断涌现。
[1]1.2丝网印刷机概述丝网印刷是过滤版(亦称孔版)印刷的一种形式,是四大印刷方法之一。
丝网印刷可以适用于某些特殊的印刷要求。
丝网印刷起源于中国秦汉时期的夹颉印花方法,已有两千多年的应用历史。
由于种种原因,我国的丝印技术发展缓慢,远远落后于欧美各国和日本。
随着科学技术的发展,丝网印刷的应用日益广泛,丝网印制版和印刷工艺水平不断提高,丝网印刷机也在不断改良和完善。
[1]1.2.1丝网印刷的原理、流程及其基本构成一、丝网印刷的原理、流程丝网印刷的基本原理就是将油墨或者其他颜料从印版的孔洞中“漏”到承印物的表面上,因此,也称“漏印”。
其工艺流程包括:1)先将丝织物、合成纤维织物或金属丝网绷紧在网框架上,采用涂布感光胶、曝光、显影、腐蚀等光化学方法,使印版上图文部分的胶体经显影后腐蚀去除,而将非图文部分的网孔堵死(即非图文部分的胶体不去除),制成印版;2)给版框内倒入印刷油墨或颜料;3)利用刮刀的压力将油墨或颜料从图文部分的网孔中漏到承印物上,形成图文。
[1]二、丝网印刷机的基本构成丝网印刷机主要的机构有传动装置、印版装置、印刷装置、支撑平台、干燥装置、控制装置。
[1]1.2.2丝网印刷机的分类与主要特点一、丝网印刷机的分类:1、按压印方式可分为四类①平面丝网印刷机。
使用平面丝网版在平面承印物上印刷,一般是刮墨板压着印版水平移动,通过印版起落更换承印物。
②曲面丝网印刷机。
使用平面丝网版在圆面承印物上印刷,一般是刮墨板固定,印版水平移动,承印物随印版等线速度转动。
③转式丝网印刷机。
使用圆筒丝网版,筒内部装楔状刮墨板或刮墨辊,印版转动和承印物移动的线速度相同。
④静电丝网印刷机。
使用导电性良好的不锈钢丝网版,由正负电极板之间的静电驱使粉墨穿过印版通孔部分附到承印件的表面,是无压印刷。
机器的形状因承印物不同而异,但一般都包括承印物输入部分、印刷部分、油墨固着干燥部分和承印物收集部分。
其中印刷部分由丝网印版、电极板、高压发生装置组成。
/view/2530492.htm2、按照各种丝网印刷机出现的时期和技术水平提高的顺序,可分为四代产品。
①手动式丝网印刷机。
一般由铰链支承、承印平台和丝网版组成,全部动作由手工操作。
有一种多台位手动机,台板和丝网框全都串连在一个固定的中轴上,台板(或网框)可绕中轴旋转,便于进行多色套印,称为旋转式多色手动丝网印刷机。
②半自动丝网印刷机。
印刷时的各种动作实现部分自动,其余仍为手动的丝网印刷机。
一般称刮墨、匀墨和丝网版框自动的为 1/4 自动丝网印刷机,称刮墨、匀墨、丝网版框和承印物吸附都自动的为 1/2自动丝网印刷机。