压力容器验收记录
压力容器试验记录
压力容器试验记录实验日期:XXXX年XX月XX日实验人员:XXX实验地点:XXXX实验室1.实验目的研究压力容器在不同工作条件下的性能和安全性,验证其耐压性能和密封性能,为设计和生产提供参考依据。
2.实验设备与材料2.1压力容器:XXX型号,容积为XXX升,材料为XXX。
2.2压力表:量程为XXX的压力表。
2.3超声波检测仪:用于检测容器的内部缺陷。
3.实验过程3.1准备工作:(1)检查压力容器的使用条件和使用期限是否合适。
(2)清洁压力容器内部和外部表面,确保无杂质。
(3)安装压力表,并校准零点。
(4)使用超声波检测仪对容器内部进行检测,查找是否存在缺陷。
3.2实验步骤:(1)将压力容器放入试验台上,确保其稳定。
(2)连接压力容器和气源管道,并打开气源供应。
(3)逐渐增加气源压力,记录每个压力下容器的压力变化和变形情况。
(4)持续增加压力,直到容器达到额定工作压力,记录此时压力容器的变形变化和变化速率。
(5)关闭气源供应,记录容器压力的缓慢降低过程。
4.实验结果与分析4.1压力变化曲线:(1)将实验过程中记录的压力变化数据绘制成曲线图。
(2)分析压力变化曲线,观察是否存在压力波动、压力迅速增加或突变现象,以及变化率是否达到安全范围。
4.2变形与变化速率:(1)记录容器在不同压力下的变形情况,包括横向和纵向的变形程度。
(2)分析压力变化和变形的关系,观察是否存在异常变形情况。
(3)计算和比较不同压力下的变形速率,判断容器在工作条件下的变形稳定性。
4.3超声波检测结果:(1)分析超声波检测仪所得的数据,判断容器内部是否存在缺陷。
(2)如有缺陷,记录缺陷的位置、大小和类型。
并根据其对容器性能的影响进行评估。
5.实验结论根据实验结果和分析(1)压力容器在规定的工作压力范围内表现良好,符合设计要求。
(2)压力容器在超过额定工作压力时出现较大变形,呈现不稳定性,可能存在安全隐患。
(3)压力容器内部未检测到明显缺陷,具备良好的密封性能。
压力容器验收记录
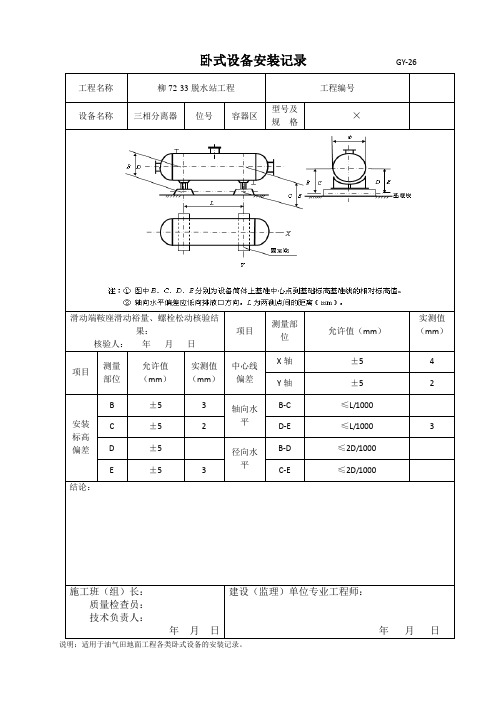
卧式设备安装记录GY-26工程名称柳72-33脱水站工程工程编号设备名称三相分离器位号容器区型号及规格×滑动端鞍座滑动裕量、螺栓松动核验结果:核验人:年月日项目测量部位允许值(mm)实测值(mm)项目测量部位允许值(mm)实测值(mm)中心线偏差X轴±54Y轴±52安装标高偏差B±53轴向水平B-C≤L/1000C±52D-E≤L/10003D±5径向水平B-D≤2D/1000E±53C-E≤2D/1000结论:施工班(组)长:质量检查员:技术负责人:年月日建设(监理)单位专业工程师:年月日说明:适用于油气田地面工程各类卧式设备的安装记录。
设备基础检查验收记录设备安装垫铁隐蔽工程记录T Y-26说明:指机器、设备垫铁安装找正完毕,经建设、监理等单位共同检查确认后,由施工单位填写,各参加单位签字认可设备安装精平记录G Y-22说明:适用于各种设备安装找平。
设备开箱检查记录T Y-22说明:设备材料到工地后,由建设单位组织监理、施工等单位等进行检查、清点并填写记录。
设备清理检查封闭记录TY-19说明:适用于设备安装后进行设备清理、检查、封闭。
石油天然气建设工程施工质量验收规范设备安装工程容器类设备检验批质量验收记录石油天然气建设工程施工质量验收规范设备安装工程容器类设备检验批质量验收记录表附件安装检验批质量验收记录。
压力容器进场验收记录表
压力容器进场验收记录表验收人员
- 验收人员姓名:____________________
- 验收日期:________________________
压力信息
- 压力编号:____________________
- 压力类型:____________________
- 最大工作压力:____________________
- 壁厚:________________________
- 材质:________________________
验收项目
1. 外观检查
- 表面有无明显凹陷、腐蚀、损伤等情况:□ 是□ 否
- 涂层完好:□ 是□ 否
- 标识清晰可辨:□ 是□ 否
2. 尺寸和封装检查
- 尺寸是否符合设计要求:□ 是□ 否
- 封装是否完整:□ 是□ 否
3. 安全附件检查
- 安全阀是否安装并可正常使用:□ 是□ 否- 压力表是否安装并可正常使用:□ 是□ 否- 温度计是否安装并可正常使用:□ 是□ 否
4. 材料证明书和检测报告
- 材料证明书是否齐全:□ 是□ 否
- 材料检测报告是否齐全:□ 是□ 否
验收结论
- 验收结论:_______________________
- 不合格项及处理意见:_______________
备注
-
__________________________________________________________ _____________
验收人员签字
- 验收人员签字: _______________________
审批
- 审批人员签字: _______________________。
压力容器验收记录
卧式设备安装记录GY-26
说明:适用于油气田地面工程各类卧式设备的安装记录。
设备基础检查验收记录
共享知识分享快乐
G Y-20
设备安装垫铁隐蔽工程记录T Y-26
说明:指机器、设备垫铁安装找正完毕,经建设、监理等单位共同检查确认后,由施工单位填写,各参加单位签字认可
设备安装精平记录G Y-22
说明:适用于各种设备安装找平。
设备开箱检查记录T Y-22
说明:设备材料到工地后,由建设单位组织监理、施工等单位等进行检查、清点并填写记录。
设备清理检查封闭记录TY-19
说明:适用于设备安装后进行设备清理、检查、封闭。
SY4201.3-2007石油天然气建设工程施工质量验收规范设备安装工程容器类设备检验批质量验收记录
SY4201.3-2007石油天然气建设工程施工质量验收规范设备安装工程容器类设备检验批质量验收记录表B.2 附件安装检验批质量验收记录。
GB150.4压力容器-制造、检验和验收

GB150.4 《压力容器-制造、检验和验收》
主要修订依据: 4.1、 TSG R0004-2009《固定式压力容器安
全技术监察规程》
4.2、 GB 150-1998《钢制压力容器》
4.3、 HG 3129-1998《整体多层夹紧式高压 容器》 4.4、 钢带错绕压力容器相关资料
GB150.4 《压力容器-制造、检验和验收》
本标准条文
1 范围 1.1 本部分规定了GB 150适用范围内的钢制压力容器的 制造、检验与验收要求;其他材料制压力容器的制造、检 验与验收要求按相关标准。 1.2 本部分适用的压力容器结构形式为单层焊接压力容 器、锻焊压力容器和套合容器)。
●1、增加了对容器元件、焊材的要求; ●增加材 ●2、增加了容器制造过程中风险预防 料复验的 规定。 与控制的规定; ★3、增加了对新技术、新工艺和新方 法的使用规定; ★4、增加了容器制造过程中设计修改、 材料代用的规定; ★5、增加信息化管理规定; ▲6、将容器焊接接头分类的规定至 GB150.1,并增加E类接头; ▲7、删去了对质保体系,人员资格的 要求。
GB150.4 《压力容器-制造、检验和验收》
(3) 解决行业关注的突出问题的需要 如给予失效模式的制造、检验,成型受压 元件的性能恢复,无损检测的时间与方法等……
(4) 技术发展的需要
GB 150-1998《钢制压力容器》实施以来, 我国压力容器材料、设计、制造。检验水平大幅 度提高。 ——新材料开发:增加新材料制造、检验、与验 收要求。 ——材料新能提升:减少材料的复验。
GB150.4 《压力容器-制造、检验和验收》
——“基于风险(失效模式)的压力容器设计、制造与检 验”技术的应用:制造过程中的失效预防与控制。 ——封头成形技术提升:限制褶皱,采用全尺寸样板检 查形状。 ——焊接技术与装备提高:提高焊接工艺评定要求,减 少产品焊接试件数量。 ——检验技术开发:壳体直线度检查、TOFD检测技术、 气液组合压力试验…… ——相关标准修订与进步:NB/T 47014《承压设备焊接 工艺评定》等
钢制压力容器制造检验验收标准

压力试验要求
试验时间:应持续至少30 分钟
试验温度:应不低于设计温 度
试验介质:应使用无腐蚀性 的液体或气体
试验压力:应不低于设计压 力的1.5倍
试验结果:应无泄漏、变形 或其他异常现象
泄漏检测要求
检测方法:采用压力试验、超声 波检测等方法
检测标准:符合相关国家标准和 行业标准
添加标题
添加标题
腐蚀等缺陷
尺寸检查:测量容器的 尺寸是否符合设计要求
材料性能检验:检测容 器所用材料的力学性能、 化学成分等是否符合标
准
焊接质量检验:检查容 器的焊接质量是否符合 标准,包括焊缝外观、
焊缝内部质量等
压力试验:对容器进行 压力试验,检验其承压 能力是否符合设计要求
安全附件检验:检查容 器的安全附件(如安全 阀、压力表等)是否符
添加标题
焊接工艺:采用先进的焊接技术, 保证焊接质量
检验验收:严格按照标准进行检 验验收,确保产品质量
焊接要求
焊接材料:选用符合国家 标准的钢材
焊接方法:采用电Biblioteka 焊、 气焊等方法焊接质量:保证焊缝质量, 无裂纹、气孔等缺陷
焊接检验:进行无损检测, 确保焊接质量合格
检验项目及方法
外观检查:检查容器表 面是否有裂纹、变形、
检验项目:包括外观、尺寸、材质、焊接质量等
检验方法:采用目测、测量、无损检测等方法
检验结果:记录检验结果,包括合格、不合格、待定等
检验结论:根据检验结果,给出检验结论,包括合格、不合格、整改等
检验记录:记录检验时间、地点、人员、设备等信息
检验报告:根据检验记录,编写检验报告,包括检验结果、结论、建议 等
合标准要求
竣工验收:对容器进行 全面检查,确认其符合 设计要求并满足使用条
压力容器材料配件到货检查验收记录

注Remarks:
(1)炉批号标记应逐张、块、件、根(捆)检查核对;Check the furnace No. and batch No. one by one;
(2)表面质量按材料标准每批抽查5%,板材不少于1张,管材不少于2根(捆);零配件逐件检查。Check the materials of the percentage of 5% for proper surface quality and are not less than on for plates and 2 for pipes; check the fittings one by one.
主要尺寸误差情况Dimension deviation
有否表面缺陷Surface defect or none
1
2
3
4
5
6
7
8
9
10
11
合计Total
验收意见Acceptance views:
检验责任人员Responsible personnel of inspection:
材料责任人员Responsible personnel of material:
压力容器材料配件到货检查验收记录Check and acceptance record for material and fitting delivery of pressure vessels
RQ1
材料名称Material name
材质规格Material and size
自编号No.
收料凭证号Acceptance voucher No.
原材质证号Materห้องสมุดไป่ตู้al certificate No.
受压容器压力试验记录

受压容器压力试验记录试验日期:2024年10月1日试验地点:XX工厂试验对象:压力容器A试验目的:1.验证压力容器A是否能够正常承受设计压力,并确保其结构完整性。
2.检测压力容器A的泄漏情况,保证其密封性能。
试验装置:1.高精度数字压力计2.试验水泵3.管道连接器4.试验气瓶5.温度计6.观察窗口试验前准备:1.检查压力容器A及其相关配件是否完好无损。
2.安装好试验装置并进行检测,确保其正常运行且准确度符合要求。
3.清洁压力容器A及其周围环境,确保试验环境整洁。
试验步骤:1.将压力容器A与试验装置连接,确保连接牢固。
2.开启试验水泵,将水注入压力容器A,直到压力达到设计压力的1.5倍。
3.在压力达到1.5倍设计压力后,观察压力容器A是否有明显的泄漏迹象。
4.测量压力容器A壁厚、法兰连接处及观察窗口等关键部位的温度。
5.持续保持试验水泵运行,观察压力容器A在工作压力下的工作状态,检查是否有异常声音或振动。
试验结果:1.压力容器A在压力达到1.5倍设计压力后无明显泄漏现象,结构完整性良好。
2.压力容器A关键部位的温度测量结果符合设计要求,无异常情况。
3.压力容器A在工作压力下稳定运行,无异常声音或振动。
试验结论:根据以上试验结果,压力容器A能够正常承受设计压力,并且具有良好的密封性能。
结构完整性无异常,温度测量结果符合要求。
压力容器A在工作压力下稳定运行,安全可靠。
试验记录编制:编制者:XXX审查者:XXX审核者:XXX签字:_________________日期:_________________签字:_________________日期:_________________。
1锅炉压力容器制造单位监督检查记录表
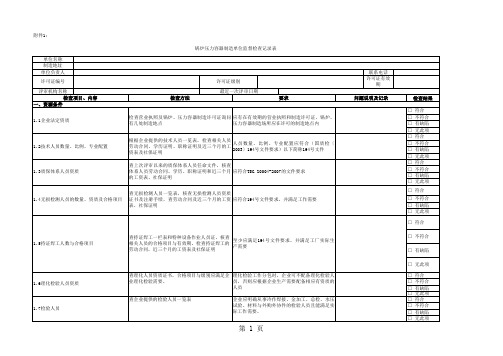
1.9锅炉、压力容器制造车间、厂房
查锅炉制造车间厂房面积和行车起吊高度。具备 应满足194号文件要求 适应压力容器制造需要的生产场地
1.10库房
实地检查各库房的面积及条件是否符合实际需要 应有满足要求的板材库、管材库、半成品库、焊 。 材一、二级库
□ □ □ □ □ □ □ □ □ □ □
符合 不符合 有缺陷 无此项 符合 不符合 有缺陷 无此项 符合 不符合 有缺陷
□ 符合 □ 不符合 □ 有缺陷 □ 无此项 □ 符合 □ 不符合
2.13检验控制
①有相应的检验人员②检查与产品相适应的检验 试验设备仪器及量具③与产品相适应的通用检验 规程及产品检验记录表④进货检验⑤工序检验⑥ 组装、总装检验⑦耐压试验:查一台设备的压力 试验记录表和压力试验报告⑧最终检验记录
①企业应有文件明确专、兼职检验员的分工②仪 器设备及量具应完好,且处于检定的有效期内③ 应有产品通用检验规程,具体产品应有工艺流转 卡、组装、总装工艺卡及零部件检验记录表④检 查一台产品的原材料入厂检验记录表,外购外协 件检验记录,程序应符合企业制度规定,结果应 符合标准规定⑤流转卡上的检验日期应符合工艺 流程顺序,检验结论应符合工艺文件或标准的规 定⑥按组装、总装工艺要求进行检测检验并能正 确填写检测数据和检验结论⑦按设计图样规定的 试验压力进行耐压试验。耐压试验应符合规程要 求,应有压力试验记录和压力试验报告,压力试 验责任人和监检人员应在场监督并在报告上签字 ⑧产品出厂前应对产品外观、法兰密封,包装、 随机附件和产品出厂资料进行检查并记录。
1.7检验人员
□ □ □ □ □ □ □ □
符合 不符合 有缺陷 无此项 符合 不符合 有缺陷 无此项
第 1 页
1.8其他特种设备作业人员的资质
压力容器安装施工验收记录样本
资料内容仅供您学习参考,如有不当之处,请联系改正或者删除。
安装单位施工负责人: 签
建设单位代表:
名
年月日
年月日
基础验收及容器外观、 就位检查记录表 表 3-
序 项目名称
号
允差 ( mm)
纵向
1 基础坐标位置
±20
横向
2
基础标高
+0 -20
基础上平面外形尺寸
±20
外形
3
凸台上平面外形尺寸
表 5-
时间
年
月 日 时至
年
编号
年月日
月
日时
资料内容仅供您学习参考,如有不当之处,请联系改正或者删除。
量程 压
力 精度等级
表 校定日期
MPa
表盘直径
φ
mm
级 压力表数量
只
年月日 年月日
校定部门
设计压力 试验 试验介质 条件 环境温度
降压速度 压
MPa
℃ MPa/ min 液压试验
试验压力
介质温度 升压速度
资料内容仅供您学习参考,如有不当之处,请联系改正或者删除。
压力容器安装
施 工 验 收 记 录
压力容器名称:
共1批 台
建 设 单 位:
安 装 单 位:
目录
序号
名称
页码
1
压力容器安装质量证明书
2
压力容器基本情况表
3
技术资料审查记录表
4
基础验收及容器外观、 就位检查记录表
资料内容仅供您学习参考,如有不当之处,请联系改正或者删除。
静电接地、 夹层真空度测试记录表 表 8-
静电接地测试
压力容器巡检记录
压力容器巡检记录日期:____年___月___日地点:______巡检人员:______压力容器编号:______压力容器名称:______压力容器材料:______压力容器使用压力:______巡检内容:1.外部检查:检查压力容器外观是否有渗漏、裂纹、破损或变形等异常情况。
确保容器表面清洁,无污物积聚。
2.阀门检查:检查压力容器上的各个阀门是否操作灵活,无卡滞或泄漏现象。
3.过压保护装置:检查压力容器的安全阀和爆破片是否完好并有效。
确认安全阀和爆破片的额定压力是否符合要求。
4.清洗设备:检查压力容器的清洗设备是否正常运转,接头和管线是否有渗漏或堵塞现象。
5.液位检测:检查液态压力容器的液位传感器和指示器是否正常工作。
确认液位是否正常。
6.检漏测试:使用合适的检漏仪器对压力容器进行泄漏测试,确保无泄漏现象。
7.定期检验:检查压力容器的定期检验记录,确认是否按时进行了必要的检验和维修工作。
8.管道和阀门:检查与压力容器相连的管道和阀门是否有松动、漏气或异常震动等问题。
巡检记录:时间:____:____至____:____巡检情况:-外部检查:压力容器外观无明显渗漏、裂纹、破损或变形,表面清洁无污物积聚。
-阀门检查:各个阀门操作灵活,无卡滞或泄漏现象。
-过压保护装置:安全阀和爆破片完好有效,额定压力符合要求。
-清洗设备:清洗设备正常运转,接头和管线无渗漏或堵塞现象。
-液位检测:液态压力容器的液位传感器和指示器正常工作,液位正常。
-检漏测试:进行了泄漏测试,未发现泄漏现象。
-定期检验:定期检验记录表明已按时进行了必要的检验和维修工作。
-管道和阀门:与压力容器相连的管道和阀门无松动、漏气或异常震动等问题。
处理情况:巡检中发现的问题及处理情况记录如下:日期问题描述处理情况总结:本次巡检发现的问题得到及时处理,压力容器运行状态良好,符合正常使用要求。
根据巡检结果,将按照规定的周期继续进行巡检工作,确保压力容器的安全运行。
特种设备检查记录

特种设备检查记录一、基础情况:我公司主要特种设备现有:三套装置共有90台压力容器、2台天车。
二、特种设备自查自检情况:经对全厂压力容器进行检查后发现二期天车自查出隐患一处,为天车吊钩向上运行控制不灵敏;处理措施:已更换新的接触器,天车可以正常运行。
三、其他特种附件和警示标志牌自查自检情况:1、警示标牌、全套制度、告知牌等,现已结合安全标准化要求统一制作完毕,悬挂到位。
2、连接法兰、阀门全面检查。
3、安全阀及爆破片全面检查。
四、特种作业人员上岗证件检查情况:全厂特种作业人员共24名,上岗证持有率100%,全部经过主管部门培训合格无证件过期情况。
五、管理责任情况:1、全员安全责任制今年全部签定完毕。
2、节假日期间安排相关人员进行值班,并及时上报节假日的生产运行情况给有关领导及部门。
六、培训教育情况:公司组织召开了全厂范围的特种设备安全培训教育学习会议,会议针对“特种设备安全法”“特种设备安全使用”、“特种作业人员持证上岗”及“冬季交通安全教育”等进行强化学习,并观测学习结果。
特种设备年度检查自评报告2根据集团公司安全[20xx]233号《关于开展特种设备安全监管情况检查的通知》文件的有关要求,油田公司为了进一步加强特种设备安全监管,确保特种设备安全平稳运行。
要求公司所属各单位按照总部的统一要求认真组织开展特种设备安全监管现状调查和自检自评工作。
我院积极响应迅速展开了针对特种设备及特种作业人员的全面自查自纠活动,重点落实特种设备事故隐患的排查整改工作,确保特种作业人员全部持证上岗。
通过本次自查自检活动,学院特种设备事故隐患排查工作基本到位,现将自查情况总结如下:一、基本情况学院主要特种设备:1.电动单梁(悬挂)起重机5吨、3吨、2吨各一台。
安装在教学实训基地使用。
2.电梯四部。
其中二部是客梯(桃李园酒店),另外二部是货梯,分别安装在两栋教学楼中使用。
3.1吨燃气蒸汽锅炉二台,安装在总务处锅炉房,用于食堂、学生浴室、学生开水房及洗衣房供汽。
压力容器验收记录
压力容器验收记录一、验收背景为确保压力容器在使用过程中的安全性,本次进行压力容器的验收工作。
验收的目的是核查压力容器的设计、制造、安装等方面的性能和质量,确保其符合国家相关标准和规定。
二、验收内容1.压力容器的基本信息:包括容器编号、容器类型、容器材质、容器容量等信息。
2.压力容器的设计文件:包括设计图纸、设计规范、设计计算报告等文件。
3.压力容器的制造过程:包括制造工艺、材料质量检验报告、焊接工艺、无损检测等制造相关文件。
4.压力容器的安装情况:包括安装位置、安装方式、阀门连接、附件配置等相关信息。
5.相关证书和资料:包括合格证、报告、检验记录等。
三、验收流程2.验收前的准备:组织代表进行验收前的培训,确保每个代表熟悉验收标准和要求。
3.验收过程(1)预验收:对压力容器的外观、连接件、标志、防腐、涂装等进行检验,确保其符合国家相关标准和规范。
(2)技术验收:对压力容器的压力试验、安全附件、泄漏检测、阀门测试等进行检验。
(3)焊接质量验收:对压力容器的焊接接头进行检验,包括焊缝的质量、外观、尺寸、无损检测等。
(4)功能验收:对压力容器进行功能测试,包括泄漏试验、防爆性能测试等。
(5)文件验收:核查相关文件和证书的真实性、完整性、合法性。
4.验收结果:根据实际情况,结合检查结果,填写验收记录,并评定验收结果。
5.验收总结:对本次验收的过程进行总结,提出不足之处和改进意见。
四、验收结果及建议本次压力容器的验收结果如下:1.设计文件:设计文件齐全,符合国家相关标准和规范。
2.制造过程:制造过程符合相关标准和规范,各项制造工艺和材料质量达到要求。
3.安装情况:压力容器的安装位置、安装方式、阀门连接等均符合设计要求。
4.相关证书和资料:各项证书和资料齐全,真实有效。
根据以上验收结果,对压力容器的使用情况提出以下建议:1.在使用过程中,加强对压力容器的保养和维护,定期进行检查,及时发现和处理问题。
2.配备专业人员进行操作,定期进行技术培训,提高使用人员的安全意识和操作水平。
压力容器验收标准
新建装置压力容器设备验收标准设备到货及安装检验标准一、立式或卧式容器类设备的整体就位安装质量检验(一)设备到货的验收1、检查设备技术文件1.1检查设备是否有竣工图、压力容器产品质量监督检验证书及产品质量证书。
1.2产品质量证书应包括:产品合格证、容器特性、主要零部件材料的化学成份和力学性能、容器热处理状态与禁焊等特殊说明、无损探伤检查结果、焊接质量检查结果、压力试验与气密试验结果、与设计图样不符项目。
1.3对照竣工图与产品质量证书,检查设备本体及主要零部件是否与设计一致。
1.4检查各管口是否配齐配对法兰、螺栓、垫片。
1.5检查设备本体上是否安装设备铭牌。
铭牌上应包括:制造单位名称和制造许可证号码、压力容器名称和产品编号、设计压力、温度及介质、最高工作压力和最大允许工作压力、压力容器类别和监检标记、压力容器净重和制造日期、试验压力。
1.6检查是否有装箱清单,根据竣工图和装箱清单清点验收以下各项:清点箱数、箱号及检查包装情况;核对设备名称、型号及规格;检查接管的规格、方位及数量;核对设备备件、附件的规格尺寸、型号及数量。
注意:必须将所有技术文件收集、保管好,这是设备档案的一部分,压力容器取证也需要这些资料2、检查设备本体2.1检查设备本体的表面质量:设备表面无明显损伤和凹凸不平,接管、法兰及其它焊接件无明显歪斜,法兰密封面无损伤,工夹具的焊疤应清除干净。
2.2设备本体按规定进行刷漆防腐,质量合格。
2.3设备焊缝检查:无十字焊缝、拼接缝应按规定布置和错口,管口应避开焊缝。
焊缝表面不得咬边(深度≤0.5mm,长度≤10%焊缝长度且≤100mm)、裂纹、未焊透、未熔合、表面气孔、弧坑、未填满和肉眼可见的夹渣等缺陷。
焊缝与母材应圆滑过渡;角焊缝或搭接焊缝焊角高度应等于较薄件厚度。
焊缝余高<4mm。
2.4设备本体平直,无弯曲、扭曲。
2.5设备开盖检查:内构件齐全如:进料分配管、出口防涡旋器、破沫网安装符合要求;焊缝错边量<3mm;内构件支承圈水平度:直径小于等于φ1600≤3mm,直径小于等于φ3200≤4mm;内构件安装水平度:直径小于等于φ1600≤3mm,直径小于等于φ3200≤5mm;不锈钢内构件表面进行酸洗钝化;器内无杂物,各开口通畅。
1(全)压力容器安装竣工资料表格

施工号:
建设单位
材料名称
焊 接 材 料 定 额
焊 时间 缝
号
牌号及 规格
焊接材料领用单
工艺编号:
工程名称
牌号
规 格 数量
材质要求
需质量证明书
发
放
记录
需质量证明书 需质量证明书 需质量证明书 需质量证明书
数 公司
回收记录 检验员
领用人 发放人
量 编号
交头 回收 确 认
校核:
编制:
年月日
12
焊缝质量无损检测结果汇总签证表
直流电阻Ω
4 转子绕组 直流电阻Ω
5 定子绕组绝缘 电阻Ω
6 转子绕组绝缘 电阻Ω
7 起动电流 A
负载电流 A 8 保护装置
整定值 10 电机温度 0C
11 室内温度 0C
12 开停机时间
13 试运转情况
14 机体接地线 规格(mm)
施工组长
质检员
年月 日 年月 日
检验负责人 建设单位代表
年月日 年月日
建设单位(公章)
年月日 年月日
26
避雷针带安装检查记录
1.避雷针: 编 号 材质规格 针塔结构型式
外观检查
针高度
连接情况 防腐处理
2.避雷带: 编号 材质规格
长度
敷设方法
连接情况
防腐处理 外观检查
3.引下线 编 号 材质规格
长度
连接情况 断线卡设置高度 防腐处理 接地电阻值
施工班长: 检验负责人:
建设单位
工程项目
吹洗
化学清洗
管线复位(含
管线号
材质
压力 MPa
介质
流速 (m/s)
压力容器安装质量记录
压力容器安装质量记录一、引言压力容器是工业生产过程中常见的设备之一,其质量和安全性直接关系到生产过程的稳定性和人员的生命安全。
为了确保压力容器的安装质量,需要进行详细的质量记录,以备查证和追溯。
本文将以一份压力容器安装质量记录为例,详细介绍记录的内容和要点。
二、质量记录的内容和要点1.安装准备工作该部分主要记录准备工作的内容和验收情况,包括:-安装前的准备工作,如场地清理、基础准备、设备及相关材料的验收等;-工艺文件和计划的编制及审批情况;-安装人员的培训情况。
2.安装工作该部分主要记录压力容器的安装工作及相关的控制措施,包括:-起吊、运输、吊装设备等的使用情况;-安装位置、方向、高度等的测量和调整情况;-容器与管道的连接情况,焊缝、密封件等的检查情况;-容器的支座、补偿装置、防震装置等的安装情况。
3.安装质量检验该部分主要记录安装过程中的质量检验情况,包括:-容器及相关材料的质量合格证明的验收情况;-容器结构的几何尺寸和形状的检查情况;-容器与管道连接的强度和密封性的测试结果;-焊接质量和无损检测的情况;-安全装置、安全阀的调试和试验情况。
4.安装记录该部分主要记录安装过程中的重要数据和发现的问题,包括:-安装工艺参数的记录,如压力、温度、流量等;-安装过程中的关键节点和步骤的记录;-安装过程中出现的问题和处理情况的记录;-对已完成安装工作进行复查和鉴定的记录。
5.安装验收该部分主要记录工程质量验收和安全验收情况,包括:-安装工程质量验收报告的编制和审核情况;-安装过程中的相关数据和证明材料的归档情况;-安装工作的安全验收报告的编制和审核情况。
6.安装总结该部分主要总结安装工作的情况,包括:-安装工作的时间节点和进度情况的总结;-安装工作的质量控制和管理情况的总结;-安装人员培训和技术水平提升情况的总结;-安装工作中存在的问题和改进措施的总结。
三、质量记录的编写与归档质量记录应严格按照规定的格式进行编写,包括记录表格和文档等。
压力容器进场安全验收记录

压力容器进场安全验收记录
背景
为确保工业设备操作的安全性和可靠性,对压力在进场前进行安全验收是必要的。
本文档记录了对压力的进场安全验收的相关内容。
验收信息
- 压力信息:名称、型号、容量等
- 厂家信息:生产厂家名称、地址、联系方式等
- 进场日期:YYYY年MM月DD日
- 进场方式:运输、搬运等
验收内容
1. 相关证书和文件的查验
- 产品合格证书是否齐全,并与压力相符
- 安全阀证书是否有效,与压力匹配
- 压力制造许可证是否有效
- 其他相关文件的查验,如使用说明书、维护手册等2. 外观检查
- 压力外表是否有损坏、腐蚀、变形等
- 管路连接件是否松动、破损等
- 泄漏检查,包括压力本身以及相关管路
3. 压力相关设备和附件的配套性检查
- 压力表、温度表等设备是否与压力匹配
- 附件安装是否规范,如安全阀、排污阀等
- 自动控制和保护装置的检查
4. 进场安装检查
- 压力的基础和支承的检查
- 安装是否符合相关安全规范和要求
- 接地和接地装置的合规性检查
5. 压力的试压
- 根据相关标准和工艺要求进行试压
- 试压过程中是否出现泄漏、漏气等异常情况
- 试压结果是否符合要求
验收结论
根据以上验收内容和相关标准,经过认真检查和试验,判定该压力进场安全验收结果为:[验收合格/验收不合格]。
- 验收人员:姓名、职务、签名
- 验收日期:YYYY年MM月DD日
以上内容为压力容器进场安全验收记录,供参考使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
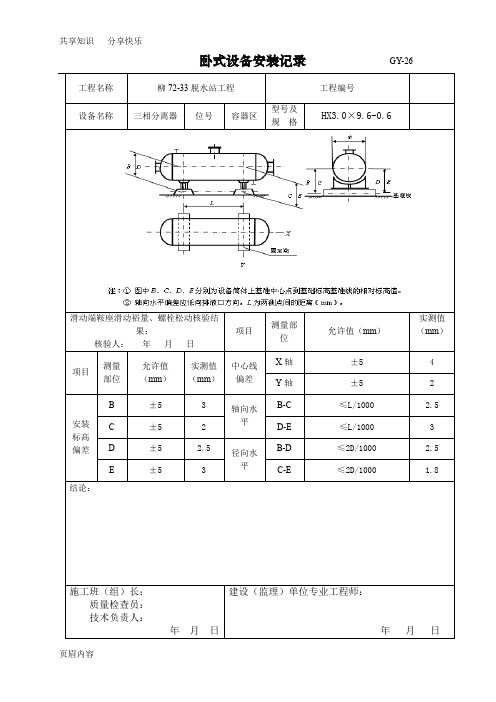
卧式设备安装记录GY-26 工程名称柳72-33脱水站工程工程编号
设备名称三相分离器位号容器区
型号及
规格
HX3.0×9.6-0.6
滑动端鞍座滑动裕量、螺栓松动核验结
果:
核验人:年月日
项目
测量部
位
允许值(mm)
实测值
(mm)项目
测量
部位
允许值
(mm)
实测值
(mm)
中心线
偏差
X轴±5 4
Y轴±5 2
安装
标高
偏差
B ±5 3
轴向水
平
B-C ≤L/1000 2.5
C ±5 2 D-E ≤L/1000 3
D ±5 2.5 径向水
平
B-D ≤2D/1000 2.5
E ±5 3 C-E ≤2D/1000 1.8 结论:
说明:适用于油气田地面工程各类卧式设备的安装记录。
设备基础检查验收记录
设备安装垫铁隐蔽工程记录T Y-26
说明:指机器、设备垫铁安装找正完毕,经建设、监理等单位共同检查确认后,由施工单位填写,各参加单位签字认可
设备安装精平记录G Y-22
说明:适用于各种设备安装找平。
设备开箱检查记录T Y-22
说明:设备材料到工地后,由建设单位组织监理、施工等单位等进行检查、清点并填写记录。
设备清理检查封闭记录TY-19
说明:适用于设备安装后进行设备清理、检查、封闭。
SY4201.3-2007石油天然气建设工程施工质量验收规设备安装工程容器类设备检验批质量验收记录表B.1 整装容器安装检验批质量验收记录
v .. . ..
SY4201.3-2007石油天然气建设工程施工质量验收规设备安装工程容器类设备检验批质量验收记录表B.2 附件安装检验批质量验收记录
. . . 资料. .。