立式小型注塑机注塑成型参数记录表
注塑生产工艺参数监控记录表
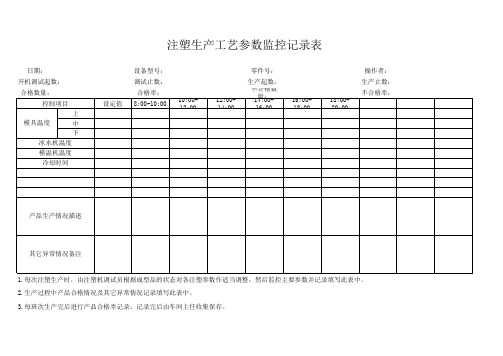
日期: 开机调试起数: 合格数量: 控制项目 模具温度 冰水机温度 模温机温度 冷却时间 上 中 下 设定值 设备型号: 调试止数: 合格率: 零件号: 生产起数: 不合格数量: 操作者: 生产止数: 不合格率:
8:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:Biblioteka 0-18:00 18:00-20:00
产品生产情况描述
其它异常情况备注
1.每次注塑生产时,由注塑机调试员根据成型品的状态对各注塑参数作适当调整,然后监控主要参数并记录填写此表中。 2.生产过程中产品合格情况及其它异常情况记录填写此表中。 3.每班次生产完后进行产品合格率记录,记录完后由车间主任收集保存。
圣邦注塑机参数表

储料/射退设定 储料设定 射前储料 储料设定 储料一段 储料二段 储料三段 项目 行程 储前射退 储后射退 冷却时间 压力 速度 时间 射退设定 位置 压力 速度 背压 位置 压力 速度 时间 关模设定 关模一段 关模二段 关模三段 低压模保 高压锁模 托模设定 托进一段 托进二段 托退一段 托退二段 位置 压力 位置 压力
圣邦注塑工艺参数记录
模号 腔数 产品名称 材料牌号 螺杆直径 生产周期
机器编号 单支产品重量
机器型号 每模总重量 开关模设定
是否氮气增压 水口料重量
射出设定 项目 位置 射出一段 射出二段 射出三段 射出四段 项目 保压设定 保压一段 保压二段 保压三段 保压四段 模具温度与水压 定模开始温度 定模结束温度 定模水温 定模水压 ℃ ℃ ℃ Mpa 时间 保压设定 压力 速度 显示 压力 速度 时间
速度
开模设定 开模一段 开模二段 开模三段 开模四段 开模五段
位置
压力
速度
速度
显示
托模设定 托模方式 托模次数
料管温度 ℃ ℃ ℃ Mpa 1 2 3 4 5 1段 2段 3段 4段 温控箱温度 6 7 8 9 10 11 12 5段 6段
动模开始温度 动模结束温度 动模水温
注塑工艺参数调查表
时间
一段
22s
二段
三段
10
66
260
四段
射退
30
30
9
温度
一段
二段
三段
四段
五段
六段
205
210
210
210
195
165
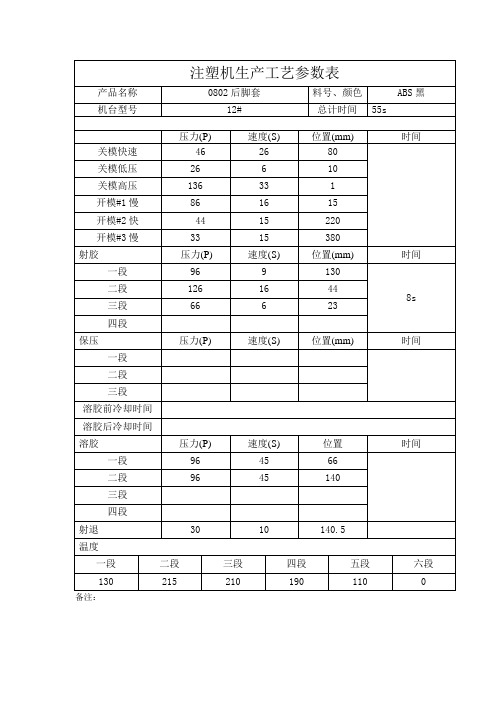
注塑机生产工艺参数表
产品名称
9350电子表上盖
料号、颜色
PS珠光灰
机台型号
7#1kg
总计时间
100s
压力(P)
速度(S)
位置(mm)
时间
关模快速
60
15
200
关模低压
60
15
10
359.9
射胶
压力(P)
速度(S)
位置(mm)
时间
一段
85
35
202
13s
二段
115
55
80
三段
70
6
45
四段
保压
压力(P)
速度(S)
位置(mm)
时间
一段
二段
三段
溶胶前冷却时间
溶胶后冷却时间
溶胶
压力(P)
速度(S)
位置
时间
一段
90
65
91
二段
95
65
240
三段
四段
射退
50
20
242
温度
一段
二段
三段
四段
溶胶后冷却时间
38s
溶胶
压力(P)
速度(S)
位置
时间
一段
0
0
0
注塑过程监控记录表.pdf
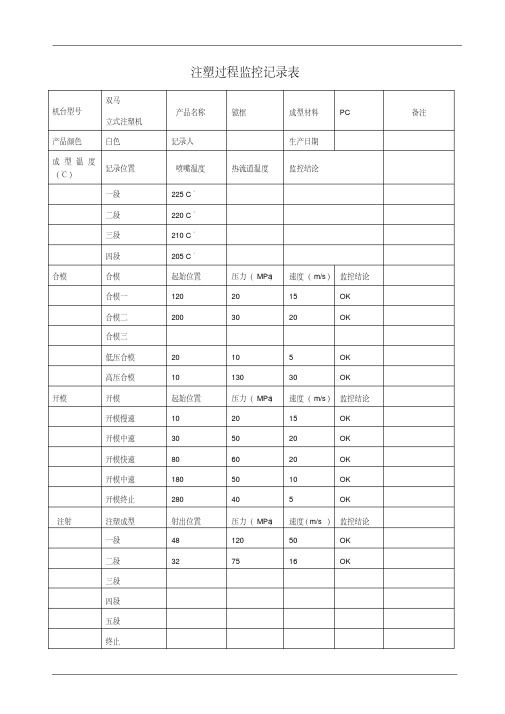
镜框
成型材料
PC
生产日期
热流道温度
监控结论
压力( MPa) 速度( m/s ) 监控结论
20
15
OK
30
20
OK
20 10 起始位置 10 30 80 180 280 射出位置 48 32
10
5
OK
130
30
OK
压力( MPa) 速度( m/s ) 监控结论
20
15
OK
50
20
OK
60
20
OK
50
10
注塑过程监控记录表
机台型号 产品颜色
双马 立式注塑机 白色
成 型温 度 记录位置
(℃) 一段二段 三段源自合模四段 合模合模一
合模二 合模三
低压合模 高压合模
开模
开模
开模慢速 开模中速
开模快速 开模中速 开模终止
注射
注塑成型 一段
二段
三段 四段
五段 终止
产品名称
记录人
喷嘴温度 225 C ° 220 C ° 210 C ° 205 C ° 起始位置 120 200
OK
40
5
OK
压力( MPa) 速度( m/s ) 监控结论
120
50
OK
75
16
OK
备注
保压 其它
保压 一段
保压 压 力 速度( m/s ) 时间( s )
( MPa )
监控结论
5
30
20
OK
二段
三段
四段
预塑压力 / 速 度
射退压力 / 速 冷却( s)
度
总周期( s ) 监控结论
注塑工艺参数表及变更记录表

Written by/date制表/日期:
Fabricate审核:
抽芯进 芯进1 芯进2
模具运水(动) 模具运水(定)
热流道温度<℃> 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70
1、当有产品不良需要关闭此穴时只需调整塑化量,保压切换位置不要调整.螺杆的 残余量控制在 8±2mm.(特殊颜色料化不开的除外) 2、射胶速度调整范围±5 ,注塑压力±10 ,保压压力±5, 时间±0.5s 3、螺杆切换位置调整范围±5.0mm 计量 余料量±1.0mm. 4、周期调整范围在±5 冷却时间调整范围在±1.0s 5、螺杆的转速一般调整范围在±30U/mm.背压参数一般在±5Bar. 6、使用机械手和不使用机械手循环时间相差±2S
编号:
OPERATION FOAM-MOULDING PRARMETERS 注塑工艺参数表
编写: 批准: 页数:
产品名称 模具编号
机台号 模穴数
机台型号 原材料
温度设定 (℃)
添加剂 色号
产品单重(g) 一模重量(g)
回料比例% 循环时间(s) 材料干燥
动模模温
定模模温
喷咀 +/-10
第一段 +/-10
第二段 +/-10
第三段 +/-10
第四段 +/-10
第五段 +/-10 下 料 口 +/-10
关模设定 关模1 关模2 低压 高压 压力(p) 速度(v) 位置(mm) 保压设定 保压3 保压2 保压1 压力(p) 速度(v) 时间(s) 切换位置 mm 压力(p) 速度(v) 位置(mm) 热流道温度<℃> 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 +/-10 29 30 31 32 33 34 35 +/-10 71 72 73 74 75 76 77
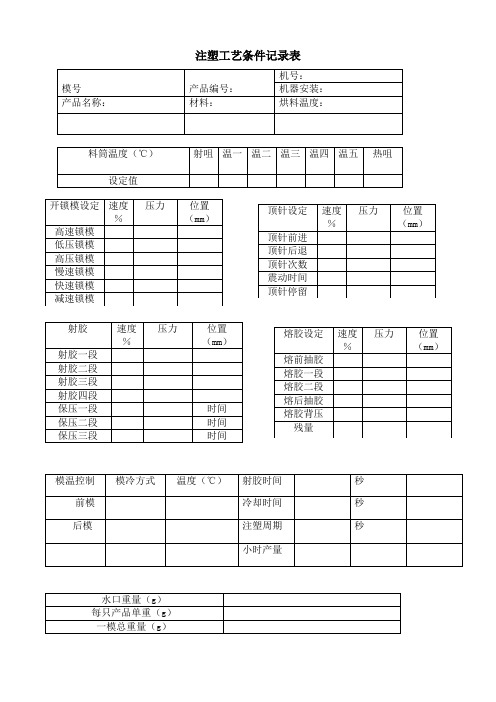
注塑工艺条件记录表
射胶三段
射胶四段
保压一段
时间
保压二段
时间
保压三段
时间
熔胶设定
速度
%
压力
位置
(mm)
熔前抽胶
熔胶一段
熔胶二段
熔后抽胶
熔胶背压
残量
模温控制
模冷方式
温度(℃)
射胶时间
秒
前模
冷却时间
秒
后模
注塑周期
秒
小时产量
水口重量(g)
每只产品单重(g)
一模总重量(g)
注塑工艺条件记录表
模号
产品编号:
பைடு நூலகம்机号:
机器安装:
产品名称:
材料:
烘料温度:
料筒温度(℃)
射咀
温一
温二
温三
温四
温五
热咀
设定值
开锁模设定
速度
%
压力
位置
(mm)
高速锁模
低压锁模
高压锁模
慢速锁模
快速锁模
减速锁模
顶针设定
速度
%
压力
位置
(mm)
顶针前进
顶针后退
顶针次数
震动时间
顶针停留
射胶
速度
%
压力
位置
(mm)
射胶一段
注塑成型参数表

烘料温度(℃) 模温 (周℃期) (sec)
制定日期 修订日期
档编号 制表 审核 批准
制定单位 版本
注塑 A1
xxxxxxxxxxxx公司
产品名 称产:品料 号模:具编 号关:于成型 条件设
速度 (mm/sec)
射胶一 射胶二 射胶三 射胶一
成型参数指示表 机台规 格 螺: 杆规 格 材: 料:
保压
保压一 速度(mm/sec)
保压二 保压一 压力(bar) 保压二
射出
压力(bar) 射胶二 射胶三
保压一 时间(sec)
保压二
射胶一 位置(mm) 射胶二
加料位置 位置(mm)
松退位置
射胶三
加料
加料压力
射胶时间(sec)
加料速度 背压(bar)
部位 射嘴
温度偏差 值
温度设定值
产品图示
温度
第一段 料管温度℃
第二段
第三段
第四段
干燥时间
冷却(sec) 注意事 项1、:停机 10分钟以 2、每天 须套定加期 润清滑 油3、脂停。机 前提前10 洗料管。 4、技师 须可每超日 出仔公 差更,时如 ,因由 领示班书提 修出订 申之请版表 次,进 行5、更品改管。 对书成为型 标条 准,认真 围内.
立式小型注塑机注塑成型参数记录表
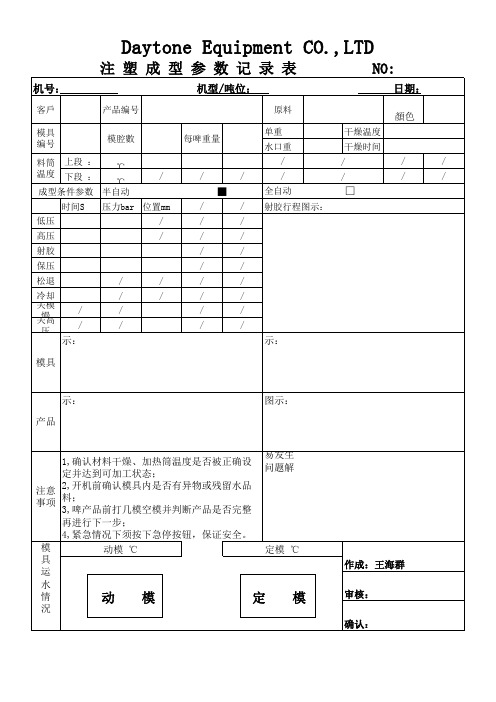
NO:
顏色
干燥温度 干燥时间 / / / / / /
机型/吨位:
原料 单重 水口重 / / 全自动 射胶行程图示:
日期:
□
上模图示: 模具
下模图示:
产品图示: 产品
走水板图示:
1,确认材料干燥、加热筒温度是否被正确设 易发生问题解决办法: 定并达到可加工状态; 注意 2,开机前确认模具内是否有异物或残留水品 事项 料; 3,啤产品前打几模空模并判断产品是否完整 再进行下一步; 4,紧急情况下须按下急停按钮,保证安全。 模 动模 ℃ 定模 ℃ 具 作成:王海群 运 水 审核: 情 动 模 定 模 況 确认:
模具编号温度时间s压力bar位置mm注意事项1确认材料干燥加热筒温度是否被正确设定并达到可加工状2开机前确认模具内是否有异物或残留水品料
Daytone Equipment CO.,LTD
注 塑 成 型 ห้องสมุดไป่ตู้ 数 记 录 表
机号:
客戶 模具 编号 上段 : 料筒 温度 下段 : 成型条件参数 半自动 时间S 低压 高压 射胶 保压 松退 冷却 关模慢 关高压 / / / / / / / / 压力bar 位置mm / / / / / / / / / / / 产品编号 模腔數 ℃ ℃ / / █ / / / / / / / / / / 每啤重量
注塑成型参数表(双色)

机台号:
试模 试产 正常生产
Customer 客户
Material 材料
A:
B:
Mold No. 模号
*Drying
A:
烘料温度±10℃
B:
Model
啤
机型号:
Colour 颜 色
A:
B:
Injecting Parameter 成 形 条 件
sunk back 倒索
压
速
位
压
速
位
力
度
置
力
度
置
备注:1.各机台的参数转换以参照其实际值进行相应的设定。
2.压力转换公式:1bar=0.1mpa 1kg/c㎡=0.91bar 。
设定
名称 中子一进 core in
压力± 10Bar Pressure
中子一退 core out
中子二进 core in
中子二退 core out
式
A:
core
后模
B:
Cavity A:
Tep 前模温
±5℃ B:
A:
CORE Tep 后模温
±5℃ B:
Cavi
Mold ty前
water
A:
lanc 模
conne
ct
drawi
ng
运
水 图
Core 后模
A:
年
产品编号 part.NO.
part releasedby 开机方式
Setting 设定
4st
Position
位置±
Hale Waihona Puke 10mm前进Advance 12
注塑生产记录表

压力 速度 时间 位置 时间ຫໍສະໝຸດ 昆山佰亚高分子科技有限公司
注塑生产记录表
BY-W-F-004 生产单号 注塑件总重(g) 烘料开始时间 模具升温时间 料筒升温时间 机器型号 材料牌号 嵌件总重(g) 烘料温度 模具穴数 调试开始 机器编号 射出 1段 参数 时间 8:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 20:00-22:00 22:00-0:00 0:00-2:00 2:00-4:00 4:00-6:00 6:00-8:00 早班 备注: 晚班 开模数: 合格品数: 次品数: 开模数: 合格品数: 次品数: 2段 末段 时间 压力 速度 位置 压力 速度 位置 压力 速度 位置 产品名称 产品单重(g) 保温开始时间 动模温度(℃) 生产开始 成型周期(S) 保压 1段 储料 3段 MPa 冷却 背压 1段 2段 3段 末段 设定 实际 设定 实际 产品规格 装模时间 烘料确认人 静模温度(℃) 生产日期 生产结束 炮筒温度 模具温度(℃) 动模 静模 记录人
注塑参数表
压力Bar 中子退 螺杆转速 RPM
□粘模 □银斑 □ 熔合线
□ 气纹 □顶白 □脱层
□收缩 □颜色不对 □流痕
□模花 □漏水
审核:
批准:
S )
℃
二慢
保三
出
漏水
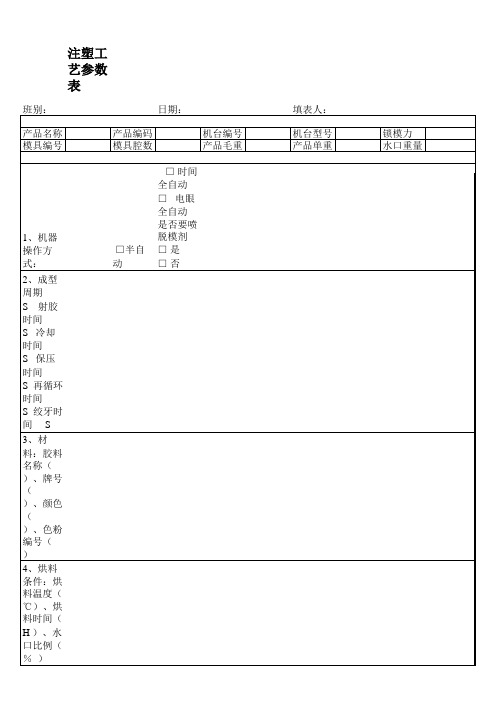
注塑工艺参数表
班别: 产品名称 模具编号 产品编码 模具腔数 日期: 机台编号 产品毛重 填表人: 机台型号 产品单重 锁模力 水口重量
1、机器操作方式: □半自动 □ 时间全自动 □ 电眼全自动 是否要喷脱模剂 □是 □否 2、成型周期 S 射胶时间 S 冷却时间 S 保压时间 S 再循环时间 S 绞牙时间 S 3、材料:胶料名称( )、牌号( )、颜色( )、色粉编号( ) 4、烘料条件:烘料温度( ℃)、烘料时间( H )、水口比例( % ) 5、模温要求:前模温度( ℃ )冷却/加热方式: □ 机水 □ 冷水 □ 热水 □热油 □ 发热管 5、 前模温度( ℃ )冷却/加热方式: □ 机水 □ 冷水 □ 热水 □热油 □ 发热管 6、成型温度:射咀 ℃、 一段 ℃、二段 ℃、三段 ℃、四段 ℃、自动保温 ℃ 关 模 设 定 快速 压力Bar 速度% 位置mm 射一 射 出 设 定 储 料 设 定 压力Bar 速度% 位置mm 时间s 储料一 压力Bar 速度% 位置mm 压力Bar 中子进 背压 kg/cm2 注塑工艺常见问题: □ 批锋 □料花 □ 变形 □缺胶 □尺寸不对 □ 顶针不退 备注: 速度% 位置mm 时间s 储料一 射退 射二 射三 射四 保 压 设 定 顶 出 设 定 压力Bar 速度% 位置mm 时间s 顶进 压力Bar 速度% 位置mm 速度% 位置mm 时间s 顶出 慢速 低压 高压 开 模 设 定 一慢 压力Bar 速度% 位置mm 保一 保二 保三 快速 二慢
注塑成型参数表
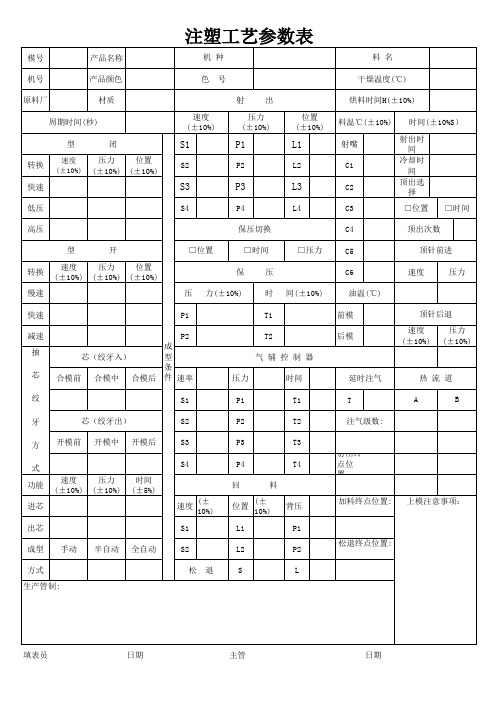
射嘴 C1 C2
射出时 间
冷却时 间
顶出选 择
C3
□位置 □时间
高压
保压切换
C4
顶出次数
型
开
转换
速度 (±10%)
压力 位置 (±10%) (±10%)
慢速
□位置
□时间
□压力
保压
压 力(±10%)
时 间(±10%)
C5 C6 油温(℃)
顶针前进
速度
压力
快速
P1
减速 抽
芯
芯(绞牙入) 合模前 合模中 合模后
P2 成 型 条 件 速率
T1
T2
气辅控制器
压力
时间
前模 后模
顶针后退
速度
压力
(±10%) (±10%)
延时注气
热流道
绞
S1
芯(绞牙出)
S2
P2
T2
注气级数:
方 开模前 开模中 开模后
式
功能
速度 (±10%)
压力 (±10%)
时间 (±5%)
进芯
出芯
成型 手动 半自动 全自动
S3 S4
注塑工艺参数表
模号
产品名称
机种
料名
机号
产品颜色
色号
干燥温度(℃)
原料厂
材质
周期时间(秒)
转换 快速
型
速度 (±10%)
闭
压力 位置 (±10%) (±10%)
低压
速度 (±10%)
S1
S2
S3
S4
射出 压力
(±10%)
P1
P2
P3
P4
位置 (±10%)
注塑成型参数表

广东备 文件编号:LMZD-000000-01产品名称酷Y模具模具编号YH-09006胶原料A PPA180色粉编号见备注注塑周期14.0S±10%机台编号BT150V-11出模穴数8∧7胶原料B 色粉比例见备注制定日期2013/3/6机台吨位 150 Ton 水口比例10%AB比例%回料比例动模射嘴一段版 本A0温度设定(±10℃)200190二段三段四段烘料定模注塑2注塑1设定项目启动180178168快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑3503038位置 (±10mm)280压力(±10bar)303010020位置 (±10mm)01540400903548压力(±10bar)502538速度 (±10%)35速度 (±10%)15205040开模设定保压设定设定项目慢速减速中速3030快速启动注塑时间(±2S) 1.8冷却时间(±2S) 4.03020保压2保压1位置 (±10mm)260压力(±10bar)23050设定项目保压5保压4保压335382065压力(±10bar)203016速度 (±10%)15保压时间(±2S)3545速度 (±10%)加料设定顶针设定设定项目前松退加料1加料2加料3后松退顶进2位置 (±10mm)设定项目顶退1顶进2顶进1503位置 (±10mm)5301545压力(±10bar)30501004540速度 (±10%)35353035中子设定顶针模式50速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 2 )次设定项目80压力(±10bar)30吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式动作时机时 间 (±2S)延 时 (±2S)粉红:B1341 比例:0.57%黄色:B1340 比例:0.6%蓝色:B1342 比例:0.46%备注PP 色粉编号见备注色粉比例见备注产品名称水果模具模具编号YH-09006胶原料A %回料比例注塑周期18.5S±10%机台编号BT150V-11出模穴数8∧8胶原料B 二段三段四段制定日期2013/3/6机台吨位 150 Ton 水口比例10%AB比例210190版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料210225220快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑353845位置 (±10mm)350压力(±10bar)3015015位置 (±10mm)20605001005064压力(±10bar)454058速度 (±10%)35速度 (±10%)156550开模设定保压设定设定项目慢速减速中速3530快速启动注塑时间(±2S) 2.0冷却时间(±2S) 5.08020保压2保压1位置 (±10mm)380压力(±10bar)360150设定项目保压5保压4保压340453550压力(±10bar)204030速度 (±10%)20保压时间(±2S)4555速度 (±10%)加料设定顶针设定设定项目前松退加料1加料2加料3后松退顶进2位置 (±10mm)设定项目顶退1顶进2顶进1308位置 (±10mm)10201045压力(±10bar)25301005040速度 (±10%)20352025中子设定顶针模式35速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 2 )次设定项目85压力(±10bar)25吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式时 间 (±2S)延 时 (±2S)香蕉模具*2草莓模具*2桃子模具*2梨子模具*2穴位分布黄色:B1358 比例:0.74%品红:B1335 比例:0.33%绿色:B1336 比例:0.6%动作时机备注:位 置(±10mm)设定项目吹气1吹气2吹气3位置 (±10mm)吹气设定压力(±10bar)速度 (±10%)中子设定顶针模式( )单次顶出 ( √ )重复顶出顶针次数( 1 )次设定项目1入1出2入2出3入3出8035速度 (±10%)20201515压力(±10bar)25302030速度 (±10%)压力(±10bar)9540903位置 (±10mm)5201550设定项目顶退1顶进2顶进1顶进2位置 (±10mm)加料设定顶针设定设定项目前松退加料1加料2加料3后松退保压时间(±2S)速度 (±10%)2040453525速度 (±10%)压力(±10bar)2040505080压力(±10bar)位置 (±10mm)33030020010050设定项目保压5保压4保压3保压2保压12530快速启动注塑时间(±2S) 2.2冷却时间(±2S)12.0速度 (±10%)254035开模设定保压设定设定项目慢速减速中速速度 (±10%)154068压力(±10bar)4055500100压力(±10bar)406075位置 (±10mm)300250125终止位置 (±10mm)04560设定项目启动快速慢速低压高压210注塑设定关模设定设定项目注塑5注塑4注塑3注塑2注塑1240245240230温度设定(±10℃)定模动模射嘴一段二段三段四段烘料2013/3/6机台吨位 150 Ton 水口比例10%AB比例回料比例版 本A0机台编号BT150V-11出模穴数4∧40.46%制定日期B1342蓝注塑周期24.0S±10%产品名称推筒模具编号NP0004-06A 1:1胶原料A PP 色粉编号胶原料B HIPS 色粉比例动作时间(±2S)控制模式动作时机时 间 (±2S)延 时 (±2S)广东备注PP 色粉编号B1342蓝 核准:审核:曾文峰 制表:黄勇HIPS 色粉比例0.46%注塑成型参数表 文件编号:LMZD-000000-04产品名称推杆模具编号NP0004-07A 胶原料A 1:1回料比例注塑周期25.0S±10%机台编号BT150V-11出模穴数8∧8胶原料B 二段三段四段制定日期2013/3/6机台吨位 150 Ton 水口比例10%AB比例版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑3位置 (±10mm)压力(±10bar)位置 (±10mm)压力(±10bar)速度 (±10%)速度 (±10%)开模设定保压设定设定项目慢速减速中速快速启动注塑时间(±2S)冷却时间(±2S)保压2保压1位置 (±10mm)压力(±10bar)设定项目保压5保压4保压3压力(±10bar)速度 (±10%)保压时间(±2S)速度 (±10%)加料设定顶针设定设定项目前松退加料1加料2加料3后松退顶进2位置 (±10mm)设定项目顶退1顶进2顶进1位置 (±10mm)压力(±10bar)速度 (±10%)中子设定顶针模式速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 1 )次设定项目压力(±10bar)吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式动作时机时 间 (±2S)延 时 (±2S)广东乐美文具有限公司PP/T03S 色粉编号见备注 核准:审核:曾文峰 制表:黄勇色粉比例见备注注塑成型参数表文件编号:LMZD-000000-05产品名称人形工具模具编号NP0004-05A 胶原料A 回料比例注塑周期22.0S±10%机台编号BT150V-11出模穴数8∧8胶原料B 二段三段四段制定日期2013/3/6机台吨位 150 Ton 水口比例10%AB比例195185版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料205215210快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑353045位置 (±10mm)350压力(±10bar)331508位置 (±10mm)265300803845压力(±10bar)452538速度 (±10%)45速度 (±10%)155545开模设定保压设定设定项目慢速减速中速2025快速启动注塑时间(±2S) 2.2冷却时间(±2S)10.05020保压2保压1位置 (±10mm)380压力(±10bar)360180设定项目保压5保压4保压3455065100压力(±10bar)303530速度 (±10%)20保压时间(±2S)4045速度 (±10%)加料设定顶针设定设定项目前松退加料1加料2加料3后松退顶进2位置 (±10mm)设定项目顶退1顶进2顶进1556位置 (±10mm)5151530压力(±10bar)30351005030速度 (±10%)15201520中子设定顶针模式30速度 (±10%)( )单次顶出 ( √ )重复顶出85压力(±10bar)25备注:广东乐美文具有限公司吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式动作时机时 间 (±2S)延 时 (±2S)桃红:B1371 比例:0.48%穴位分布人形铲*2蓝色:B1342 比例:0.46%人形耙*2黄色:B1358 比例:0.74%人形勺*2人形刀*2见备注注塑周期27.0S±10%动物模具1 核准:审核:曾文峰 制表:黄勇机台编号B4模具编号昆山模具注塑成型参数表文件编号:LMZD-000000-06产品名称胶原料A PP/T03S 色粉编号回料比例胶原料B 色粉比例见备注二段三段四段制定日期2013/3/20机台吨位 150 Ton 出模穴数8∧8AB比例195190版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料210218215快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑3603038位置 (±10mm)320压力(±10bar)2010015位置 (±10mm)250400803845压力(±10bar)501528速度 (±10%)20速度 (±10%)54535开模设定保压设定设定项目慢速减速中速3523快速启动注塑时间(±2S) 2.1冷却时间(±2S)10.05035保压2保压1位置 (±10mm)380压力(±10bar)35080设定项目保压5保压4保压335505080压力(±10bar)20备广东顶进2位置 (±10mm)设定项目顶退1顶进2顶进1547位置 (±10mm)5201030压力(±10bar)30251004540速度 (±10%)101024中子设定顶针模式30速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 1 )次设定项目65压力(±10bar)30吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式时 间 (±2S)延 时 (±2S)产品名称滚筒胶原料A 动作时机PPA180色粉编号见备注蓝色:B1342 比例:0.46%黄色:B1340 比例:0.6%草莓*1鸭子*1螃蟹*1香蕉*1穴位分布饼干人*1鱼*1南瓜*1乌龟*1色粉比例见备注注塑成型参数表 文件编号:LMZD-000000-06 核准:审核:曾文峰 制表:黄勇回料比例注塑周期30.0S±10%机台编号B6模具编号NP0005-02A 胶原料B 二段三段四段制定日期2013/3/20机台吨位 150 Ton 出模穴数8∧8AB比例190185版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料200205205快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑3503545位置 (±10mm)300压力(±10bar)152508位置 (±10mm)2554001003545压力(±10bar)502535速度 (±10%)20速度 (±10%)82020开模设定保压设定设定项目慢速减速中速3530快速启动注塑时间(±2S) 2.0冷却时间(±2S)12.05020保压2保压1位置 (±10mm)380压力(±10bar)350150设定项目保压5保压4保压350505080压力(±10bar)20备注:广东乐美文具有限公司顶进2位置 (±10mm)设定项目顶退1顶进2顶进1607.5位置 (±10mm)5201550压力(±10bar)955540速度 (±10%)中子设定顶针模式速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 1 )次设定项目60压力(±10bar)吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式时 间 (±2S)延 时 (±2S)黄色:B1340 比例:0.6%动作时机绿色:B1336 比例:0.6%穴位分布蓝色:B1342 比例:0.46%色粉编号见备注注塑周期18.0S±10% 核准:审核:曾文峰 制表:黄勇机台编号A6模具编号NP0005-01A 注塑成型参数表文件编号:LMZD-000000-06产品名称滚筒手柄胶原料A PS 1:1回料比例胶原料B HIPS 色粉比例见备注二段三段四段制定日期2013/3/20机台吨位 150 Ton 出模穴数4∧4AB比例210190版 本A0温度设定(±10℃)定模动模射嘴一段烘料200230220注塑设定关模设定。
注塑过程监控记录表
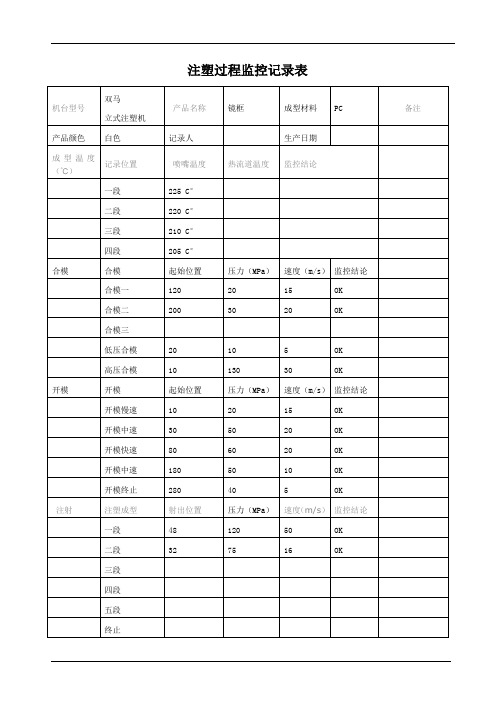
双马
立式注塑机
产品名称
镜框
成型材料
PC
备注
产品颜色
白色
记录人
生产日期
成型温度(℃)
记录位置
喷嘴温度
热流道温度
监控结论
一段
225 C°
二段
220 C°
三段
210 C°
四段
205 C°
合模
合模
起始位置
压力(MPa)
速度(m/s)
监控结论
合模一
120
20
15
OK
合模二
200
30
20
OK
合模三
低压合模
20
10
5
OK
高压合模
10
130
30
OK
开模
开模
起始位置
压力(MPa)
速度(m/s)
监控结论
开模慢速
10
20
15
OK
开模中速
30
50
20
OK
开模快速
80
60
20
OK
开模中速
180
50
10
Hale Waihona Puke OK开模终止280
40
5
OK
注射
注塑成型
射出位置
压力(MPa)
速度(m/s)
监控结论
一段
48
120
50
OK
二段
32
75
16
OK
三段
四段
五段
终止
保压
保压
保压压力(MPa)
速度(m/s)
时间(s)
监控结论
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
NO:
顏色
干燥温度 干燥时间 / / / / / /
机型/吨位:
原料 单重 水口重 / / 全自动 射胶行程图示:
日期:
□
上模图示: 模具
下模图示:
产品图示: 产品
走水板图示:
1,确认材料干燥、加热筒温度是否被正确设 易发生问题解决办法: 定并达到可加工状态; 注意 2,开机前确认模具内是否有异物或残留水品 事项 料; 3,啤产品前打几模空模并判断产品是否完整 再进行下一步; 4,紧急情况下须按下急停按钮,保证安全。 模 动模 ℃ 定模 ℃ 具 作成:王海群 运 水 审核: 情 动 模 定 模 況 确认:
Daytone Equipment CO.,LTD
注 塑 成 型 参 数 记 录 表
机号:
客戶 模具 编号 上段 : 料筒 温度 下段 : 成型条件参数 半自动 时间S 低压 高压 射胶 保压 松退 冷却 关模慢 关高压 / / / / / / / / 压力bar 位置mm / / / / / / / / / / /Байду номын сангаас产品编号 模腔數 ℃ ℃ / / █ / / / / / / / / / / 每啤重量