电镀镍铬膜厚测试报告
AS11922004电镀镍铬..doc
AS 1192-2004 电镀镍加铬标准1.1 范围此标准包括了铁,锌合金,铜,铜合金,铝,铝合金的电镀镍或镍加铬的要求,也对铁镍合金的最大含铁量25%,铜底涂层做了相应要求,也不排除其他金属物质,金,铜,黄铜等镀镍此标准不适用以下情况:A)螺纹上的镀层(有公差)B)非装配形式的板材,带钢,线材,圈状弹簧的涂层C)工程用的硬铬基底涂层,见AS 2453D)塑料用涂层,见AS 14061.2 参考文件以下是此标准的参考文件:AS1199 属性检验的抽样过程1199.0 ISO 2859抽样系统的介绍1199.1 AQL (合格质量标准)的逐批抽检图解1247 金属涂层——根据防腐测试对测试件的等级评定1406 电镀层—装饰性塑料镀镍铬2331 金属及相关涂层的测试方法2331.1.1 方法1.1 局部膜厚测试—横切面的显微检测2331.1.2 方法1.2 局部膜厚测试—电量测定法2331.3.2 方法3.2 腐蚀及相关性能测试—醋酸盐雾试验(ASS 测试)2331.3.3 方法3.3 腐蚀及相关性能测试—铜催化乙酸盐雾试验(CASS 测试)2331.3.10 方法3.10 腐蚀及相关性能测试—铬层破裂及细孔2331.4.1 方法4.1 物理性测试—粘附性测试2331.4.2 方法4.2 物理性测试—延性试验2331.4.4 方法4.4 物理性测试—喷丸处理密度性评估2453 电镀涂层—工程用铬2483 金属表面处理—计数检查的抽样程序(ISO 4519:1980,MOD)4108 金属表面处理—电镀光泽度及相关工艺4291 碳钢,合金钢制成的紧固件的机械性能4291.1 第一部分:螺栓,螺母,饰钉AS/NZS2312 大气腐蚀环境下钢铁防护指南AS/NZS ISO9001 质量管理体系—要求9004 质量管理体系—质量管理体系业绩改进指南HB 18 第三方认证指南HB 18.28 产品第三方认证体系的一般规则ISO9223 金属和合金的腐蚀性—大气腐蚀性—分类12686 金属和其他无机覆层.镍、自催化镍或镀铬或精整加工前用金属物质的自动控制喷丸处理1.3 定义AS 4108中所给定义,也适用于以下:1.3.1 有效表面要求的涂层表面,或根据双方协定的评估其外观或性能的表面(见附件A)1.4 运行条件表面状态符合“一般要求”是非常重要的,对于运行条件(运行条件3,4,5),采购者需在要求的涂层分类伤标明(见附件A),表面质地和清洁度也是表面处理需达到的要求,对不合理的工艺设计可能会不满足其服务功能,造成材料和费用浪费的,引起客户抱怨表1.1注释:见附件C,参考AS/NZS 2312和ISO 92231.5 涂层分类通过适合的运行条件号,根据表1.2和1.8的涂层系统和最小厚度值,可将涂层进行分类基质的化学符号...................................Fe如适合,底层金属的化学符号...............Cu底层厚度,微米 (20)镍的化学符号(见注释2)....................Ni铬的化学符号........................................Cr铬的类型(见注释4)............................r注释:1.镍铁符号(铁含量最大为25%)Ni:Fe2.根据以下情况将镍或镍铁分类b—光亮情况下涂层s—光泽情况下涂层d—两层或三层涂层3.根据采购商和电镀商协议,s类可以替换b类4.铬可以根据以下分类r—普通铬mc—微裂纹铬mp—微孔性铬表1.2 铁上镀镍+铬* 在运行条件号1和2中,d镍和mc 或mp铬可以替代b镍和r铬表1.3 铁上镀铜+镍* 在运行条件号1和2中,d镍和mc 或mp铬可以替代b镍和r铬表1.4 锌合金*的镍+铬*这些涂层适用于底层最小5μm的铜质↑在运行条件号1和2中,d镍和mc 或mp铬可以替代b镍和r铬表1.5 铜和铜合金的镍+铬*在运行条件号1,2和3中,d镍和mc 或mp铬可以替代b镍和r铬表1.6 铝和铝合金的镍+铬*在运行条件号1和2中,d镍和mc 或mp铬可以替代b镍和r铬表1.7 300系列不锈钢*在运行条件号1和2,3中,d镍和mc 或mp铬可以替代b镍和r铬表1.8 400系列不锈钢*在运行条件号1和2中,d镍和mc 或mp铬可以替代b镍和r铬1.6 接触点电气插头或挂架位置由双方协定并在合同中注明(见附件A)第2部分镍、铬的镀层要求2.1 总言电镀项目要求干净无明显损伤和缺陷,而无镀层要求的地方则不允许进行电镀。
电镀铬实验报告
一、实验目的1. 了解电镀铬的基本原理和工艺过程。
2. 掌握电镀铬的操作步骤和注意事项。
3. 熟悉电镀铬溶液的配制和调整方法。
4. 通过实验,提高对电镀工艺的认识和操作技能。
二、实验原理电镀铬是一种利用电流使铬离子在金属表面还原沉积形成一层铬膜的工艺。
电镀铬具有以下优点:1. 耐腐蚀性好,能在金属表面形成一层致密的保护膜。
2. 耐磨损,能提高金属制品的使用寿命。
3. 装饰性好,可赋予金属制品不同的光泽和颜色。
电镀铬的原理基于电解质溶液中的铬离子在阴极上得到电子,还原成金属铬,沉积在金属表面。
三、实验仪器与材料1. 仪器:电镀电源、电镀槽、直流稳压电源、直流电流表、直流电压表、温度计、计时器、玻璃棒、烧杯、滤纸等。
2. 材料:铬酸溶液、硫酸、硝酸、硫酸铜、氯化钠、氢氧化钠、金属铜、金属铁等。
四、实验步骤1. 准备电镀溶液:根据实验要求,将铬酸溶液稀释至一定浓度,并加入适量的硫酸,调节pH值至1.5~2.0。
2. 预处理:将金属工件进行清洗、除油、除锈等预处理,确保工件表面干净、无杂质。
3. 放置工件:将预处理后的工件放置在电镀槽中,注意工件之间保持一定的距离,避免相互接触。
4. 通电:打开电源,调节电流至实验要求的值,通电时间根据工件厚度和铬层要求进行调整。
5. 观察:在通电过程中,观察工件表面铬层的形成情况,及时调整电流和时间。
6. 停电:达到实验要求后,关闭电源,取出工件,用清水冲洗干净。
7. 后处理:将工件进行热水清洗、干燥、封闭等后处理。
五、实验结果与分析1. 铬层厚度:根据实验要求,调整通电时间和电流,控制铬层厚度在0.5~1.0μm之间。
2. 铬层均匀性:通过观察工件表面铬层的分布情况,判断铬层是否均匀。
3. 耐腐蚀性:将电镀后的工件进行盐雾试验,检验铬层的耐腐蚀性能。
4. 耐磨损性:将电镀后的工件进行磨损试验,检验铬层的耐磨性能。
六、实验结论1. 电镀铬实验成功,达到了预期效果。
2. 通过实验,掌握了电镀铬的基本原理、操作步骤和注意事项。
电镀实验报告模板

电镀实验报告模板摘要电镀是一种能够在物体表面镀上金属表面层的加工方法,具有广泛的应用领域。
本文通过对电镀实验进行的详细描述,总结出电流密度与电镀层厚度的关系,并对电镀过程中的注意事项进行了探讨。
实验目的本实验旨在了解电流密度与电镀层厚度之间的关系,并掌握电镀时需要注意的事项。
实验仪器和试剂实验仪器•电镀槽•直流电源•洋红溶液•样品架•太阳能太阳板实验试剂•镍盐•氰化物•琥珀酸实验步骤1.将电镀槽中的镍盐和氰化物溶液调配至适宜的浓度。
2.预处理样品:先将样品通入超声波清洗液中,再用去离子水冲洗,用石英分子筛除去水分。
3.安放样品到样品架上,并将样品架放入电镀槽中。
4.设置适当的电流密度,并开始电镀过程。
5.在电镀完设定时间后停止电流并取出样品架。
6.将样品用琥珀酸洗涤,并用去离子水将样品冲洗干净。
7.在样品上测量电镀层的厚度。
实验结果与分析•电流密度与电镀层厚度成正比:当电流密度越大时,电镀层的厚度也越大。
•电镀层厚度与电镀时间成正比:在电流密度不变的情况下,电镀时间越长,则电镀层厚度越大。
实验注意事项1.在实验过程中,一定要注意氰化物的防护,避免误食或吸入。
2.电镀时要保持恒定的电流密度,以维持电镀层的均匀厚度。
3.操作电源时,要确保安全,避免触电。
4.在洗涤样品时,一定要使用琥珀酸,以确保样品表面清洁,增加电镀层的粘附力。
结论通过该实验我们了解到了电流密度与电镀层厚度之间的关系,并掌握了电镀过程中需要注意的一些要点。
这对于电镀技术的实践操作与应用都具有一定的参考意义。
实验15_光亮镀锌及化学镀镍实验报告
5.3数据处理(1)电镀锌的电流密度:J=I/S=0.8A/(3.5cm×3.5cm×2)=0.0326A/cm2(2)碱性光亮镀锌的电流效率:实验中锌的实际析出量为:第一次镀锌:113.5mg/(0.8A×10min×60s/min)=0.2364mg/C第二次镀锌:111.0mg/(0.8A×10min×60s/min)=0.2312mg/C锌的理论析出量为0.339 mg/C则镀锌的电流效率为:第一次镀锌:(0.2364 mg/C)/(0.339 mg/C)×100%=69.73%第二次镀锌:(0.2312mg/C)/(0.339 mg/C)×100%=68.20%(3)质量法测得第一次镀锌的镀层厚度:[0.1135g/(7.17g/cm3)/(3.5cm×3.5cm)]/2=6.461×10-4cm质量法测得第二次镀锌的镀层厚度:[0.1110g/(7.17g/cm3)/(3.5cm×3.5cm)]/2=6.319×10-4cm(4)镍磷合金镀层的厚度:(0.0403g/(8.30g/ cm3))/( 3.5cm×3.5cm)=3.964×10-4cm化学镀镍的沉积速度:3.964um/(20min×1/60h/min)=11.892um/h(5) 孔隙率:41/(3.3cm×3.3cm) = 3.76个/cm2(6)评价两种镀层的外观:用镀锌法镀后得到的铁片表面较光滑和有光泽,而且镀层较厚,但均匀度不够高;用化学镀镍法得到的铁片表面光滑,镀层均匀,但光泽不及化学镀锌好,且镀层较薄。
6 讨论与分析6.1本实验中镀锌用电流0.8A,因为反应速度较快能得到镀层比较好的铁片。
6.2由计算电流效率可知,本实验电流效率偏小,可能是因为电流较大,搅拌速度较快使得镀层较难附着在铁片上。
电镀层分析报告

电镀层分析报告1. 引言本报告旨在对电镀层进行详细分析,以了解其物理性质、化学成分、应用领域以及质量控制方法等相关方面。
电镀层是一种通过电化学方法在物体表面镀上一层金属或合金的工艺,其中包括镀铬、镀锌、镀镍等。
电镀层的应用广泛,涉及汽车制造、家电制造、航空航天等行业。
2. 物理性质•膜厚:电镀层的厚度通常以微米为单位。
电镀层较薄时,可以提供很好的装饰效果;较厚时,则具有更强的耐腐蚀性。
•表面硬度:电镀层的硬度会影响其耐磨性和耐刮擦性。
一般来说,电镀层的硬度较高,具有更好的耐磨性能。
•颜色:电镀层的颜色通常由镀液中的添加剂和镀层的化学成分所决定。
3. 化学成分电镀层的化学成分与所使用的镀液有关。
常见的电镀层化学成分包括金属盐和添加剂。
例如,镀锌时会使用硫酸锌溶液,镀镍时会使用硫酸镍溶液。
添加剂的选择和含量需要根据所需的性能和外观进行调整。
4. 应用领域电镀层具有防腐、装饰、提高硬度等优点,因此在许多领域得到广泛应用: *汽车制造:电镀层在汽车外部部件中发挥着重要作用,可以提供装饰效果以及提高耐腐蚀性。
* 家电制造:电镀层可以增加家电产品的外观质感,同时具有防腐蚀的作用。
* 航空航天:电镀层在航空航天领域中用于提高零件的耐磨性和耐腐蚀性。
5. 质量控制方法为了确保电镀层的质量,需要进行质量控制和检测。
以下是一些常用的质量控制方法: * X射线衍射:通过测量电镀层探测器收集的X射线衍射图谱,可以确定电镀层的化学成分和晶体结构。
* 扫描电子显微镜(SEM):SEM可以观察电镀层的微观形貌和表面特征,帮助判断镀层的质量。
* 电镀层厚度测试仪:这种仪器可以测量电镀层的膜厚,并确保其符合要求。
6. 结论通过对电镀层的分析,我们可以得出以下结论:* 电镀层具有丰富的物理性质,包括膜厚、表面硬度和颜色等。
* 化学成分与所使用的镀液紧密相关,常见的电镀层化学成分包括金属盐和添加剂。
* 电镀层在汽车制造、家电制造和航空航天等领域得到广泛应用。
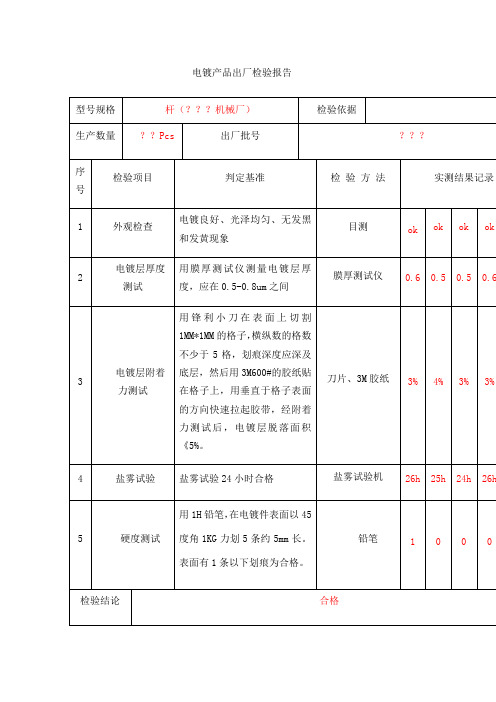
电镀产品出厂检验报告
0.6
3
电镀层附着力测试
用锋利小刀在表面上切割1MM*1MM的格子,横纵数的格数不少于5格,划痕深度应深及底层,然后用3M600#的胶纸贴在格子上,用垂直于格子表面的方向快速拉起胶带,经附着力测试后,电镀层脱落面积《5%。
刀片、3M胶纸
3%
4%
3%
3%
2%
4
盐雾试验
盐雾试验24小时合格
盐雾试验机
26h
25h
24h
26h
24h
5
硬度测试
用1H铅笔,在电镀件表面以45度角1KG力划5条约5mm长。表面有1条以下划痕为合格。
铅笔
1
0
0
0
0
检验结论
合格
检验部门签章
检验人员签字
检验日期
电镀产品出厂检验报告
型号规格
杆(???机械厂)
检验依据
生产数量
??Pcs
出厂批号
???
序号
检验项目
判定基准
检 验 方 法
实测结果记录
1
外观检查
电镀良好、光泽均匀、无发黑和发黄现象
目测
ok
ok
ok
ok
ok
2电镀层厚度测试用膜厚 Nhomakorabea试仪测量电镀层厚度,应在0.5-0.8um之间
膜厚测试仪
0.6
0.5
0.5
电镀产品出厂检验报告(简单范本)

检:
膜厚测试仪
3
电镀层附着力测试
用锋利小刀在表面上切割1MM*1MM的格子,横纵数的格数不少于5格,划痕深度应深及底层,然后用3M600#的胶纸贴在格子上,用垂直于格子表面的方向快速拉起胶带,经附着力测试后,电镀层脱落面积《5%。
刀片、3M胶纸
4
盐雾试验
盐雾试验24小时合格
盐雾试验机
5
硬度测试
用1H铅笔,在电镀件表面以45度角1KG力划5条约5mm长。表面有1条以下划痕为合格。
电镀产品检验报告
型号规格
检验依据
生产数量
批号
序号
检验项目
判定基准
检验方法
实测结果记录
1
外观检查
电镀良好、光泽均匀,无常见的表面处理缺陷:气泡、电镀烧伤、云雾、毛面、镀层毛刺、外伤、漏镀、凹点、针眼群、粗糙电镀、污迹、星云状麻点
目测
2
电镀层厚度测试
用膜厚测试仪测量电镀层厚度,应在0.5-0.8um之间
CF镀Cr实验报告
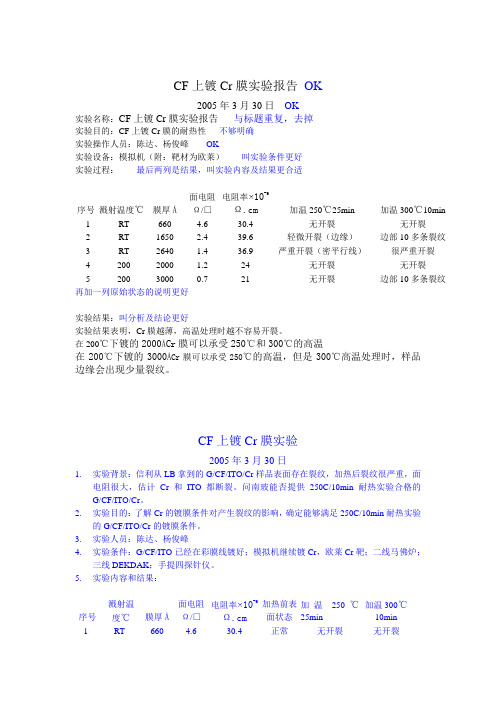
CF上镀Cr膜实验报告OK2005年3月30日OK实验名称:CF上镀Cr膜实验报告与标题重复,去掉实验目的:CF上镀Cr膜的耐热性不够明确实验操作人员:陈达、杨俊峰OK实验设备:模拟机(附:靶材为欧莱)叫实验条件更好实验过程:最后两列是结果,叫实验内容及结果更合适序号溅射温度℃膜厚Å面电阻Ω/□电阻率×10-6Ω.cm 加温250℃25min加温300℃10min1RT660 4.630.4无开裂无开裂2RT1650 2.439.6轻微开裂(边缘)边部10多条裂纹3RT2640 1.436.9严重开裂(密平行线)很严重开裂42002000 1.224无开裂无开裂520030000.721无开裂边部10多条裂纹再加一列原始状态的说明更好实验结果:叫分析及结论更好实验结果表明,Cr膜越薄,高温处理时越不容易开裂。
在200℃下镀的2000ÅCr膜可以承受250℃和300℃的高温在200℃下镀的3000ÅCr膜可以承受250℃的高温,但是300℃高温处理时,样品边缘会出现少量裂纹。
CF上镀Cr膜实验2005年3月30日1.实验背景:信利从LB拿到的G/CF/ITO/Cr样品表面存在裂纹,加热后裂纹很严重,面电阻很大,估计Cr和ITO都断裂。
问南玻能否提供250C/10min耐热实验合格的G/CF/ITO/Cr。
2.实验目的:了解Cr的镀膜条件对产生裂纹的影响,确定能够满足250C/10min耐热实验的G/CF/ITO/Cr的镀膜条件。
3.实验人员:陈达、杨俊峰4.实验条件:G/CF/ITO已经在彩膜线镀好;模拟机继续镀Cr,欧莱Cr靶;二线马佛炉;三线DEKDAK;手提四探针仪。
5.实验内容和结果:序号溅射温度℃膜厚Å面电阻Ω/□电阻率×10-6Ω.cm加热前表面状态加温250℃25min加温300℃10min1RT660 4.630.4正常无开裂无开裂2RT1650 2.439.6正常轻微开裂(边缘)边部10多条裂纹3RT2640 1.436.9正常严重开裂(密平行线)很严重开裂42002000 1.224正常无开裂无开裂520030000.721正常无开裂边部10多条裂纹6.分析及结论:1)对开裂影响最大的因素是镀膜温度,其次是Cr膜厚度。
电镀相关测试报告
2 PASS PASS PASS PASS PASS
3 PASS PASS PASS PASS PASS 不合格
4 PASS PASS PASS PASS PASS
5 PASS PASS PASS PASS PASS
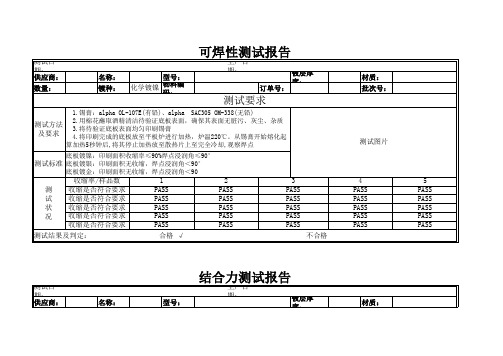
结合力测试报告
测试日期: 供应商: 名称: 型号: 生产日期:
镀层厚度:
材质:
数量:
可焊性测试报告
测试日期: 供应商: 数量: 名称: 镀种: 化学镀镍 型号:
物料编码:
生产日期:
镀层厚度:
材质: 批次号:
订单号:
测பைடு நூலகம்要求
1.锡膏:alpha OL-107E(有铅)、alpha SAC305 OM-338(无铅) 2.用棉花蘸取酒精清洁待验证底板表面,确保其表面无脏污、灰尘、杂质 测试方法 3.将待验证底板表面均匀印刷锡膏 及要求 4.将印刷完成的底板放至平板炉进行加热,炉温220℃。从锡膏开始熔化起 算加热5秒钟后,将其停止加热放至散热片上至完全冷却,观察焊点 底板镀镍:印刷面积收缩率≤90%焊点浸润角≤90°
2 PASS PASS PASS PASS PASS
3 PASS PASS PASS PASS PASS 不合格
4 PASS PASS PASS PASS PASS
5 PASS PASS PASS PASS PASS
膜厚测试报告
测试日期: 供应商: 数量: 镀层种类 名称: 订单号: 膜厚要求 型号: 物料编码: 生产日期: 镀层厚度: 镀层/底材: 材质: 批次号:
镀种:
化学镀镍
物料编码:
订单号:
批次号:
测试要求
1.使用刀口宽度为10~12mm,每格间距为1~1.2mm的百格刀横竖划线形成 10*10的100格正方形,百格刀划下去应可见底材 2.使用毛刷对百格区域内对角线方向各刷五次,清理表面脏污及毛屑 测试方法 3.使用3M Transparent Tape 600胶带贴于百格位置,用手指压下将胶带紧 及要求 密贴附,垂直方向使用瞬间的力道将胶带拉起 4.将零件放入恒温箱中,使其在190±10℃下保持1h,然后立即放入室温冷 水中冷却。
酸性锌镍合金电镀件质量检测报告书

酸性锌镍合金电镀件质量检测报告书
电镀外观
金属光泽皮膜,五彩
合金比率:11%
耐腐蚀性;
3价铬化成处理后封闭,耐盐雾试验1096小时
电镀皮膜的耐热・耐腐蚀性
加热处理后也保持良好的耐腐蚀性。
镀层处理后加热180-200°耐盐雾试验1096小时镀层厚度:8u
电镀速度
根据电镀液中的金属浓度和作业条件、标准电镀组成时、阴极电流密度为
3 A/dm约0.2 μm/min 。
第三方检测
皮膜硬度
维氏硬度为Hv 350~450 、锌和锌系合金中是最硬的,难以被刮伤的皮膜。
第三方检测
电镀的附着性合格(弯曲试验)
再加工性
因为皮膜自身耐腐蚀性良好、经过3价铬或6价铬钝化处理后,弯曲部分也保持高
耐腐蚀性。
备注:
1,电镀锌镍电镀采用槽液:药水提供-富丽特惠州有限公司
镀锌镍合金液体- HF-510酸性锌镍合金工艺(氯化钾型)
电锌镍层的三价铬钝化
PERMA PASS 3098 HC:透明或五彩
封闭剂:专用的ENSEAL 封闭产品更能耐高温或提供扭矩张力控制。
2,电镀锌镍合金标准:
HB 5034 零(组)件镀覆前质量要求,
JB/T 12855-2016 金属覆盖层锌镍合金电镀层
3,电镀锌镍分析方法:企标(酸性锌镍合金镀液中镍、锌和硼酸的分析方法)
4,标准测厚仪
烟台电镀技术研究所
操作检测员:1。
电镀镀层质量检测报告
电镀(镀层)质量检测报告
客户名称: 产品编号: 产品名称: 生产日期:
防腐(盐雾)性能试验
盐雾试样类型
________小时中性 ( NSS )
________小时酸性 ( ASS )
________小时铜加速 ( CASS )
试样数量
依据规范
试样材质
□ABS基体镀镍
□ABS基体镀酸铜
第一值
第二值
第三值
备注
镀层结合力试验
试验方法
检验仪器
试验温度
试样材质
试样数量
保温时间
试验结果
检验员:
日期:
主
□ABS+PC基体镀酸铜
□ABS+PC基体镀铜镍铬
盐雾箱温度
饱和器温度
配制溶液PH值
盐雾沉降量
收集溶液PH值
试验时间
自 年 月 日 时 分
至 年 月 日 时 分
合计 小时连续试验
配制溶液比重
试验结果
镀层厚度试验
检测情况
检测情况
镀层种类
第一值
第二值
第三值
镀层种类
电镀产品出厂检验报告简单范本

型号规格
检验依据
生产数量
批号
序 号
检验项目
判定基准
检验方法
实测结果记录
1
外观检杳
电镀良好、光泽均匀,无常 见的表面处理缺陷:气泡、电 镀烧伤、云雾、毛面、镀层毛刺、 外伤、漏镀、凹点、针眼群、粗 糙电镀、污迹、星云状麻点
目测
2
电镀层厚度
测试
用 度
冃膜厚测试仪测量电镀层厚
史,应在0.5-0.8um之间
用1H铅笔,在电镀件表面以
45度角1KG力划5条约5mm
长。表面有1条以下划痕为 合格。
铅笔
检验结论
检验部门签章
检验人员签字
检验日期
处理意见:
膜厚测试仪
3
电镀层附着
力测试
用锋利小刀在表面上切割1MM*1MM的格子,横纵数 的格数不少于5格,划痕深 度应深及底层,然后用3M600#的胶纸贴在格子上, 用垂直于格子表面的方向快 速拉起胶带,经附着力测试 后,电镀层脱落面积《5%。
刀片、3M胶纸
4Hale Waihona Puke 盐雾试验盐雾试验24小时合格
盐雾试验机
5
硬度测试