热轧带钢卷取塔形的分析和解决措施
热轧卷形原因分析及控制

・
3 6・
江
西
冶
金
2 0 1 4年 2月
一
侧 急剧跑 偏 , 内圈呈现塔 状 ; 层 间塔 形 : 钢卷 中 间部 分 的带 钢 向两 侧 交 叉 跑
1 前言
卷 形是 热连 轧 卷 取 区域 最 重 要 的质 量 指 标 , 卷 形 不 良将 对 生产 和使 用产 生 以下影 响 :
断裂 , 形成 松 卷 ; 5 )松卷 容易 造成 冷轧 过程 中的表 面擦 伤 ;
1 ) 严重的塔形使钢卷对 中困难 和重心偏离 , 容
易 造成 步进 梁运 输过 程 中发 生翻倒 事故 ; 2 ) 钢卷 尾部 溢 出边过 大时 , 需人 工 切割 , 降低 了 成材 率 , 增加 了成 本 ; 3 )内圈及 外 圈 的塔 形 过 大 时 , 在 吊运 过 程 中 ,
l f o w o f t a i l a r e a n a l y z e d f r o m t h e mo d e l c o n t r o 1 .T h e r e a s o n or f c a u s i n g t e l e s c o p e d c o i l a r e a n a l y z e d a s w e l 1 .C o r r e s p o n d i n g me a s u r e s a r e
不锈钢卷取过程分析及卷形改善措施
第16卷第12期2006年12月中国冶金China M eta llur gyVo l.16,N o.12Dec.2006作者简介:卢 斌(1961 ),男,大学本科,高级工程师; E mail:zhuyafang@ ; 修订日期:2006 10 12不锈钢卷取过程分析及卷形改善措施卢 斌1, 王 强2(1.宝钢股份不锈钢分公司技术中心,上海200431;2.宝钢股份不锈钢分公司热轧厂,上海200431)摘 要:详细分析了钢卷的卷取过程;探讨了卷形不良的成因;总结了卷取过程中的部分常见故障及处理方法。
采取改善措施后,钢卷卷形的封锁率显著降低,并取得了良好的经济效益。
关键词:卷取控制;塔形控制;卷取模型;热轧模型中图分类号:T G337.5 文献标识码:A 文章编号:1006 9356(2006)12 0045 04Analysis of Stainless Steel Coiling Process andImprovement of Coil ShapeLU Bin 1, WAN G Qiang 2(1.T echnolog y Center of Stainless Steel Branch,Baosteel Co L td,Shang hai 200431,China;2.H ot Ro lling Plant o f Sta inless Steel Br anch,Baosteel Co L td,Shang hai 200431,China)Abstract:T he coiling pr ocess of stainless steel and t he cause of its telescope defect ar e analyzed,and some tro ubles occurr ed in co iling and tr eating methods for r eso lv ing them are summed up.After adopting these methods the clo s ing o ff ratio of co il is reduced g reatly and gr eat benefit is o btained.Key words:coiling co nt rol;telesco pe contr ol;coiling mo del;hot rolling model热轧板带生产线的产品通常成卷交付用户,卷形是热轧产品外形质量考核的重要指标,不良卷形会给生产运输和后续工序带来诸多问题。
不锈钢卷取过程分析及卷形改善措施
不锈钢卷取过程分析及卷形改善措施摘要:对钢卷的卷取过程进行了解和分析,探究其卷形不良的成因,总结卷取过程中一部分经常出现的故障和相应的处理办法。
针对出现问题采取措施进行改善后,不锈钢钢卷卷形的封锁率明显降低,提升了产品质量,提高了经济效益。
关键词:卷取控制;塔形控制;卷取模型作为产品外形考核的重要标准之一,热轧产品的卷形效果不仅会在外观上影响外形质量,还会对所生产产品的后续运输、使用以及加工带来较大的影响,因此在日常生产过程中,工厂都会选择将产品已成卷的方式交付给客户。
同时为了避免塔形、松卷,特别是扁卷等问题的出现,工作人员要对其产生原因进行具体分析,从根本细致找寻预防的方法,从而减少类似问题的发生。
1.卷取过程具体探讨1.1卷曲过程中的设备应用及控制项输出辊道、侧导板、夹送辊、助卷辊以及卷筒等作为卷取工作中必不可少的设备,严重影响着产品的质量以及生产效率,而相应的控制项目读者可以通过表1进行简单了解。
1.2不锈钢卷取过程中的控制要点1.2.1速度超前控制与速度滞后控制一般来说,带钢头部会在离开F7后继续进入输出辊道,并在原有的速度基础上进行提速,从而达到超前速度,使得钢头的各部分之间产生张力作用,从而对带钢的前进起到指引作用。
如果带钢质量较小且薄,在超前速度下进行工作可以进一步避免带钢因过薄而被堆叠,并在辊道两端的固定导板处于相对自由的情况下,积极改善了输出辊道上的对中状态,提高产品输送速度,进而为工作的顺利进行奠定了良好的基础[1]。
带钢尾部离开F7之后,卷筒做减速度较大的减速运动,但由于此前带钢尾部处于运动状态,即使减速也仍然受惯性影响,因此尾部的带钢并不会立马变为静止状态,依然会保持较大的速度向前运动,且其因离开F7而失去张力作用,因此有向前的趋势,所以此时要对输出辊道采取滞后速度控制的方法:输出辊道转动的速度不能过大,要稍小于卷筒速度,辊道和带钢之间由于摩擦,产生摩擦力,对带尾起到固定作用,便于尾部卷取,使其变得稳定[2]。
热轧质量缺陷及产生原因
带钢质量缺陷种类及处理办法辊印:1.缺陷特征:是一组具有周期性(其周期长度即为产生辊印的辊子的周长及其后再加工的延伸量,大小形状基本一致的凸凹缺陷,并且外观形状不规则。
2.产生原因:一方面由于辊子疲劳或硬度不够,使辊面掉肉呈凹形,另一方面由于辊子表面粘有异物,经轧制或精整加工的钢材表面形成凸凹缺陷。
3.预防及消除方法:(1)正确选择轧辊材质及其热处理工艺,调整轧辊冷却水,使辊身冷却均匀,预防轧辊掉肉;(2)定期检查轧辊表面质量,禁止违章轧钢或异物进入轧辊,预防伤害轧辊表面;(3)定期更换疲劳的轧辊、夹送辊、助卷辊等;(4)如轧钢发现异常如冷卷、卡钢、甩尾等情况时,应及时检查轧辊表面是否损伤;(5)定期检查精整加工线平整辊、矫直辊等表面质量。
氧化铁皮:1.缺陷特征:氧化铁皮一般粘附在钢板表面上,分布于板面局部或全部,铁皮有的疏松易脱落;有的压入板面不易脱落。
根据其外观形态不同可分为:红铁皮、线条状铁皮、木纹状铁皮、流线状铁皮、纺锤状铁皮、拖曳状铁皮或散沙状铁皮等。
2.产生原因:(1)板坯加热制度不合理或加热操作不当生成较厚且较致密的铁皮,除鳞时难以除尽,轧制时被压入钢板表面上;(2)由于高压除鳞水压力低、水咀堵塞、水咀角度安装不合理或操作不当等原因,使钢坯上的铁皮未除尽,轧制时被压入到钢板表面上,(3)氧发生较多,含硅化铁皮在沸腾钢中较高的钢中易产生红铁皮,(4)轧辊表面粗糙也是产生氧化铁皮的一个重要原因。
浪形:1.缺陷特征:沿钢板的轧制方向呈现高低起伏的波浪形的弯曲。
根据分布的部位不同,分为中间浪、单边浪和双边浪。
2.产生原因:(1)辊形曲线不合理,轧辊磨损不均匀;(2)压下量分配不合理;(3)轧辊辊缝调整不良或轧件跑偏;(4)轧辊冷却不均;(5)轧件温度不均;(6)卷取机前的侧导板开口度过小等。
塔形及层错:1.缺陷特征:钢卷端部不齐,呈面包状称塔形。
卷边上下错动称卷边错动。
2.产生原因:(1)卷取机前侧导板、夹送辊、助卷辊调整不当;(2)卷取机张力设定不合理;(3)带钢进卷取机时不对中,带钢跑偏;(4)带钢存在较大的镰刀弯或板型不良;(5)卷取机卸卷时将钢卷头部拽出。
热轧带钢卷取塔形问题分析及控制措施

热轧带钢卷取塔形问题分析及控制措施王克柱【摘要】Based on analysis of production process, the telescoping problem resulted in inner telescoping generated by uneven force of the strip head and outside telescoping caused by tail tension reduction. The side guide ruler parallelism of the coiler and short stroke control sequence were transformed, resolving the inner telescoping. The upper pinch roll crown was 0.75 mm, lower pinch roll crown was 1.5 mm and then the roller type was rationally allocated. At the same time, the pinch roller pressure correction function was developed and the coiler tension setting was optimized. After optimization and improvement, the defective products due to telescoping were reduced by 60%and the comprehensive qualified rate was increased.% 通过对生产过程的分析,卷取塔形主要由带钢头部不均匀受力产生的内塔形及尾部张力减少产生的外塔形导致。
改造卷取机侧导尺平行度及短行程控制时序,解决了内塔形的问题;上夹送辊凸度为0.75 mm,下夹送辊凸度为1.5 mm,合理配置辊型;同时开发了夹送辊压力修正功能并优化卷取机张力设定。
热镀锌卷尾部塔形缺陷的分析和预防措施
a d Pr v nt e s e n e e i M a ur s ng
Ce o o g n Ya d n
1 热镀 锌 板卷 取塔 形缺 陷及 产 生原 因分 析
在包钢连续热镀锌板 的生产过程中 , 当生产较
大直 径 的镀锌 成 品卷 时 , 易产 生卷 取 尾部 塔形 , 极 形
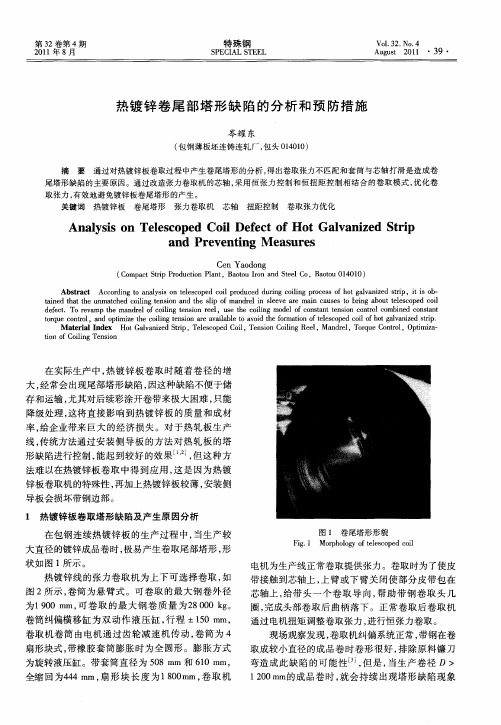
状如 图 1所示 。
图 1 卷尾塔形形貌
F g 1 Mo p oo y o l s o e o l i. r h lg ft e c p d c i e
t r u o to ,a d o t z h o l g tn in ae a alb e t v i h r t n o ls o e olo o av n z d sr . o q e c n rl n pi e t e c i n so r v i l o a od t e f ma i f ee c p d c i fh t la ie ti mi i e a o o t g p
to fColn nso in o ii g Te in
在 实 际生 产 中 , 镀 锌 板 卷 取 时 随 着 卷 径 的 增 热 大 , 常会 出现 尾部 塔形 缺 陷 , 经 因这种 缺 陷不便 于 储 存 和运 输 , 尤其 对后 续彩 涂开 卷带 来极 大 困难 , 能 只
M a e i lI d x Ho l a ie t p,T ls o e ol T n in C i n e l t ra n e t Gav n z d S r i ee c p d C i , e so o l g R e ,Ma d e ,T r u o to ,O tmia i n rl oq eC nrl pi z —
1422热轧卷形出边的原因分析及对策

・
5 8・
梅 山科技
2 0 1 3年 第 2期
磨 损深 度 , 以及 考虑侧 导板 液压 系统 的响 应速度 ,
后张 力转 移到 侧导 板和 辊道上 。
2 夹送 辊的影 响 2 . 1 夹 送辊辊 型 的影 响
所 以真正侧导板接触到带钢时 已经卷上 3~ 4圈 左右 , 这 3~ 4圈处 于 无 法 控 制 的 自由板 状 态 , 这
( Ma n u f a c t u r i n g M a n a g e m e n t D e p a r t me n t o f Me i s h a n I r o n& S t e e l C o . , N a n j i n g 2 1 0 0 3 9 )
侧导板的工作方式有位置控 制和压力控制 。 在等待来钢时, 侧导板工作的位置方式 , 其开 口度 设置 如下 :
W =Ws + B s l +B s 2+C+o f f s e t ( 1 )
备, 对它的控制要求为快速性和稳定性。如果侧 导板 动作 慢 就会 形 成 较 大 的 内圈 出边 , 造 成 内圈
出边 超标 。如果 侧 导 板 移 动 不 够稳 定 , 形 成 大 的 超调 , 对 带 钢 边 部造 成 大 的冲击 , 会损坏边部 , 严
式( 1 ) 中: Ws 为带钢宽度 , B s l=7 0 m m、 B s 2=4 0
m m分 别 为一 次 短 行 程 和 二 次 短 行 程 的 距 离 ; C 为1 0 m m; o f f s e t 为 操 作 员 根 据 实 际 情 况 或 工 作 经验 设 置 的 附 加 值 。 短 行 程 的 目的 是 为 了 带 钢
是导致 内圈 出边 的主要 原 因。所 以 , 针对 此 问题 , 热轧 板厂 开发 出 了上 述新 的第 2次短 行程 动作 方 式, 将 侧导 板 的 纠偏 作 用 提 前 。通 过对 侧 导 板 第 2次短行 程 动 作 方 式 的 优 化 , 内圈 出边 已经 基 本
热轧带钢卷取塔形形成原因及改善分析措施

热轧带钢卷取塔形形成原因及改善分析措施作者:魏明贺来源:《科学与财富》2014年第13期摘要:针对热轧钢卷塔形缺陷,从生产工艺和过程控制方面对其生产的机理进行了分析,并结合现场生产情况提出了改善措施,减少塔形的产生,提高产品卷形质量和经济效益。
关键词:带钢;塔形;改善措施1 概述通钢热连轧机生产线主体设备主要有两座辊道式加热炉、两架粗轧机、五架精轧机架和两台地下卷取机,该生产线以PC交叉、工作辊窜辊、自动宽度控制和自动厚度控制等一系列先进的技术手段为特征,产品质量高,市场竞争力强。
生产主要品种为1.6~12.7mm厚,900~1530mm宽的碳素结构钢、低合金钢、汽车大梁钢、管线钢等。
年产量300万吨。
带钢的卷取是热轧的最后一道关键工序,卷取机是热轧线上必不可少的极为重要的设备。
钢卷塔形是最常见的卷取缺陷,占产品次品总量的30%左右,带来的诸多危险如下:(1)钢卷塔形严重影响产品外观形象,造成经济损失;(2)钢卷塔形易造成带钢边部折边和破裂、降低成才率;(3)钢卷塔形影响产品标号和运输。
针对钢卷塔形的成因进行分析,同时提出改善措施,以提高钢卷卷形质量。
2 塔形形成原因2.1 原料板坯的影响原料板坯存在楔形,易造成钢卷塔形。
板坯楔形不仅包括通常所说的几何楔形,而且还包括温度楔形。
板坯几何楔形是指板坯沿宽度方向上厚度从一侧到另外一侧逐渐增大或减少。
原料板坯存在几何楔形,在轧制过程中轧件将逐渐偏离轧制中心,轧后出现镰刀弯,导致卷取后出现塔形。
板坯温度楔形是指板坯沿宽度方向上温度逐渐增高或降低。
由于板坯温度不均,使得轧件变形抗力不一致,轧制力P发布不均。
根据如下弹跳方程(公式1)可知,轧制力分布不均引起轧件厚度h不均,造成轧制过程不稳定,易出现塔形。
h=S3+■ (公式1)2.2 轧制过程稳定性的影响带坯进入精轧机组时,特别是F1轧机,带坯对中状态将直接决定着轧制过程的稳定性。
为了使带坯能够顺利穿带,必须提高轧机入口侧导板对中精度和设定合理的间隙余量,保证带坯进入轧机时的对中性。
成品带卷塔形的成因及克服
形 分 为 : 塔 、 塔 、 间塔 ; 是 否在 两 个 头 尾 中 按 端 面 上 出 现 , 形 分 为 : 侧 塔 形 、 侧 塔 塔 单 双
形。
中 、 塔 。 轧 来 料 要 经 过 辊 道 的 运 送 进 入 尾 精 卷 取 机 , 要 求 辊 道 必 须 水 平 且 有 合 适 的 这 超 前 速 度 , 则 带 钢 将 在 辊 道 上 跑 偏 或 呈 否 蛇 形 运 送 , 后 的 卷 取 过 程 中若 不 能 完 全 其 消除 , 势必 产生塔形 。 也
切换控制 。
( ) 热 卷 箱 输 入 辊 光 电 管 检 测 到 中 6当 间带坯 尾部 时, 卷 箱卷取 区传 动设备 自 热
动 执 行 尾 部 定 位 速度 。 传 动设 备 速 度 按 一 定 速率递 减直 至为零 , 以便 使 带 钢 尾 部 准 确 定 位 在 合 适 的开 卷 位 置 。 ( ) 卷 箱 开 卷 时 的 速 度 执 行 过 程 同 7热
热 卷 箱 系 统 的 顺 序 控 制 包 括 输 入 辊 的 位置 控 制、 卷器 主臂 的上 升/ 降 控制 、 开 下 开 卷 器 辅 臂 的上 升 / 降 控 制 及 液 压 压 力 下 的 高 压 / 压 压 力 切换 控 制 、 送 辊 的 上 升 低 夹 / 降 控 制 及 液 压 压 力 的 高 压 / 压 压 力 切 下 低 换 控 制 、 辊 的 上 升 、 降 控 制 、 辊 的 上 底 下 导 升 、 降 控 制 及 液 压 压 力 的 高压 / 压 压力 下 低
间带 坯进 行 卷 取 。 ( ) 热 卷 箱 人 口导 板 光 电 管 检 测 到 5当
3 5 顺 序 控 制 及 压 力 控 制 .
பைடு நூலகம்
热轧薄规格带钢塔形产生原因及控制措施
热轧薄规格带钢塔形产生原因及控制措施摘要:针对唐钢热轧薄规格带钢卷取过程中易产生塔形的问题,从卷取区域设备和工艺控制对各种塔形形成原因进行分析,采取相应控制措施,减少带钢塔形,改善钢卷外观质量。
关键词:热轧带钢卷取机塔形侧导板0 前言唐钢1810线为薄板坯连铸连轧生产线,最初整条生产线设计能力为年产300万吨,于2004年7月份投产,其生产线工艺布置图见图1。
随着设备日益磨损和薄规格带钢所占比例不断增加,生产出来的钢卷塔形现象越来越严重,特别是厚度规格≤2.0mm带钢塔形问题更为突出,不仅影响板卷实物质量和成材率,而且严重影响公司利益和形象。
1、钢卷塔形形成的原因影响钢卷塔形形成的直接因素和间接因素很多,主要包括设备原因和工艺控制原因两个方面。
1.1塔形缺陷的种类塔形主要有头部塔形、层间塔形和尾部塔形几大类,同时也有部分是混合塔形。
1.1.1头部塔形头部塔形主要是由于带钢进入卷取机时头部已经偏离中心线,经过卷取侧导板强制性纠偏后,带钢重新回到轧制中心线,形成头部塔形。
1.1.2层间塔形层间塔形主要是由于末架精轧机与卷取之间建立的张力不稳定,造成带钢在辊道上左右摆动。
1.1.3尾部塔形尾部塔形主要是由于在轧制过程中钢带跑偏严重,侧导板强制纠偏,形成弧形路径,在轧制过程中钢带未回到中心线上,末架精轧机抛钢张力消失后,带钢在辊道上左右摆动。
1.2设备原因1.2.1夹送辊上下辊之间不水平夹送辊上下辊之间不水平分为两种情况。
第一,安装新夹送辊时,由于上下辊之间轴线不平行,造成在卷钢过程中容易形成塔形。
第二,使用一段时间后,沿辊身长度方向磨损不均匀,造成上下辊面不水平,在卷钢过程中极易形成塔形。
1.2.2芯轴与助卷辊之间不水平当带钢头部进入卷取机时,头部几圈在助卷辊压力下紧紧缠绕在芯轴上,如果助卷辊与芯轴之间不水平,带钢受到助卷辊压力不一致,造成带钢头部发生横向移动形成塔形[1]。
1.2.3侧导板控制异常侧导板运行速度过快或者运行速度过慢,均会导致带钢对中难以控制,容易出现塔形。
热轧带钢卷取塔形与层错缺陷的分析和改善

热轧带钢卷取塔形与层错缺陷的分析和改善赵永达1 王猛1 李建国2 周景鑫1(1.河北钢铁股份有限公司承德分公司提钒钢轧二厂;2.河北钢铁股份有限公司承德分公司钒钛工程技术研究中心,河北承德,067102)【摘要】在实际生产中针对出现的塔形卷与层错卷,分析产生原因并制定合理的改善措施,减少不合格卷产生,提高了成材率和产品形象。
【关键词】卷取塔形层错改善1.前言提高钢卷卷形一直是热连轧企业的一个难题,特别是轧制薄规格板带及厚规格的高强度钢。
面对激烈的市场竞争和客户越来越高的要求,卷形已经成为生产过程中的质量指标。
卷形的好坏不但影响着运输及吊运,而且还影响着下道工序的加工和使用。
更重要的是卷形还代表着一个企业的形象,良好的卷形会为企业争取更大的效益。
承钢提钒钢轧二厂1780mm热轧卷取机设备是由一重制造,SIMENS提供电气控制,采用两台地下三辊式卷取机,由8组热输出辊道,1组机上辊道,侧导板,夹送辊,芯轴,助卷辊,和卸卷小车构成,并在卷取机出口设置打包机构。
先期的调试为以后的顺行提供了保障,但随着轧制品种和规格的增加,出现了一些新的问题。
下面针对1780mm热轧卷取存在的一些问题进行分析,并制定措施。
2.生产过程中出现的塔形卷分析塔形卷形式主要是头部塔形与钢卷整体称面包状。
头部塔形超出60mm及被降级,但在实际生产当中,对于轧制h≤3mm的带钢,带钢头部出精轧机架不易控制,致使头部进入侧导板之时有明显跑偏现象,所以必然头部几圈出现塔形,这种塔形在钢卷下线时经过夹钳吊运会减轻或消除。
此情况改善控制主要在侧导板处,现侧导板控制动作时序如下:图1 卷取前导板控制图带钢到达机前HMD时进行短行程动作,进入夹送辊后关闭余量进而进行压力动态控制,所以,在安全范围内减少短行程与余量的值,能够改善薄带钢头部塔形状况。
经验值短行程单侧值可取得安全范围值为30mm~40mm,余量取10mm~15mm。
另外一种现象是面包卷,对于此现象轧制h≤3mm易出现。
热轧钢卷卷取后径向变形分析
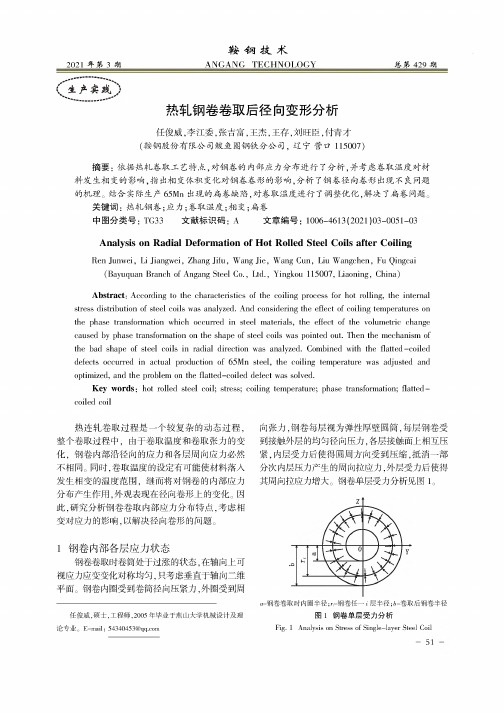
鞍钢技术2021年第3期ANGANG TECHNOLOGY总第429期热轧钢卷卷取后径向变形分析任俊威,李江委,张吉富,王杰,王存,刘旺臣,付青才(鞍钢股份有限公司皱鱼圈钢铁分公司,辽宁营口115007)摘要:依据热轧卷取工艺特点,对钢卷的内部应力分布进行了分析,并考虑卷取温度对材料发生相变的影响,指出相变体积变化对钢卷卷形的影响,分析了钢卷径向卷形出现不良问题的机理。
结合实际生产65Mn出现的扁卷缺陷,对卷取温度进行了调整优化,解决了扁卷问题。
关键词:热轧钢卷;应力;卷取温度;相变;扁卷中图分类号:TG33文献标识码:A文章编号:1006-4613(2021冤03-0051-03Analysis on Radial Deformation of Hot Rolled Steel Coils after CoilingRen Junwei,Li Jiangwei,Zhang Jifu,Wang Jie,Wang Cun,Liu Wangchen,Fu Qingcai (Bayuquan Branch of Angang Steel Co.,Ltd.,Yingkou115007,Liaoning,China)Abstract:According to the characteristics of the coiling process for hot rolling,the internal stress distribution of steel coils was analyzed.And considering the effect of coiling temperatures on the phase transformation which occurred in steel materials,the effect of the volumetric change caused by phase transformation on the shape of steel coils was pointed out.Then the mechanism of the bad shape of steel coils in radial direction was bined with the flatted-coiled defects occurred in actual production of65Mn steel,the coiling temperature was adjusted and optimized,and the problem on the flatted-coiled defect was solved.Key words:hot rolled steel coil;stress;coiling temperature;phase transformation;flatted-coiled coil热连轧卷取过程是一个较复杂的动态过程,整个卷取过程中,由于卷取温度和卷取张力的变化,钢卷内部沿径向的应力和各层周向应力必然不相同。
带钢重卷机组产品质量问题的原因分析及解决措施
带钢重卷机组产品质量问题的原因分析及解决措施带钢重卷机组是钢铁行业中重要的设备之一,用于对带钢进行卷取和平整,然后进行下一道工序的加工。
在使用过程中,带钢重卷机组可能会出现产品质量问题,如卷取不平整、变形过大等。
接下来将对带钢重卷机组产品质量问题的原因进行分析,并提出相应的解决措施。
带钢重卷机组产品质量问题可能与设备运行状况不良有关。
设备的维护保养不及时或不到位,导致设备运行不稳定,从而影响卷取效果。
解决措施是加强设备维护保养,定期检查设备状态,及时发现并解决问题。
带钢重卷机组产品质量问题可能与工艺参数设置不合理有关。
工艺参数的设置包括卷取速度、张力控制、卷取比例等。
如果这些参数设置不准确,就会导致带钢卷取不平整或变形过大。
解决措施是进行工艺参数优化,根据具体的带钢性质和加工要求合理设置工艺参数。
带钢重卷机组产品质量问题可能与操作技术不熟练有关。
操作人员对于带钢重卷机组操作技术要求较高,需要熟练掌握设备的操作方法。
如果操作不熟练,就会导致产品质量不稳定。
解决措施是加强操作培训,提高操作人员的技术水平。
带钢重卷机组产品质量问题可能与原材料质量有关。
原材料的质量问题,如带钢表面有瑕疵或杂质,就会直接影响到卷取产品的质量。
解决措施是提高原材料的质量要求,加强供应商管理,确保原材料的合格。
带钢重卷机组产品质量问题可能与设备设计不合理有关。
设备设计不合理会导致其功能和性能不稳定,从而影响产品的质量。
解决措施是对设备进行设计优化,提高其功能和性能稳定性,确保产品质量。
带钢重卷机组产品质量问题的原因主要包括设备运行状况不良、工艺参数设置不合理、操作技术不熟练、原材料质量问题以及设备设计不合理。
解决这些问题的措施是加强设备维护保养、优化工艺参数、加强操作培训、提高原材料质量、进行设备设计优化。
只有从这些方面入手,全面提升带钢重卷机组产品的质量,才能满足用户的需求。
唐钢热轧板卷卷形缺陷的原因分析与改进

措施 加 以避 免具 有重 要 的现实 意 义。 1 卷 形 缺 陷 组 成 及 形 貌
头部塔 形起 因是带 头进 入卷 取机 时 已偏 离 中心 线, 被侧导板强制性 纠偏后 , 钢 带 又 重 新 回 到 中心 线, 头 部必 然 出 现 塔 形 。如果 侧 导板 工 作 及 时 也 能 将 塔 形控 制在 正 常 范 围 之 内 , 不 会 出 现塔 形 质 量 问 题 。钢卷 内部 5~1 0圈塔 形 , 塔形 方 向不 固定 , 有 时 偏 工 作侧 、 有 时偏 驱 动 侧 , 塔 形高度一 般在 3 0 mm
( 河 北 钢 铁 集 团 唐钢 公 司 热 轧 部 , 河北 唐山 0 6 3 0 1 6 ) 摘要 : 针对唐钢热轧板卷生产线 产品有时出现的卷形缺 陷 , 描 述 了内塔 、 层 错 和 外 塔 主 要 缺 陷 的 具 体 形
貌 。分 别 从 设 备 和 工 艺 方 面 分 析 缺 陷 产 生 的原 因 , 并 提 出 了设 备 精 度 管 理 、 工 艺 优 化 及 侧 导 板 控 制 等 改
热轧带钢塔形产生原因及预防
( ) 产过 程 中 , 钢 头 部 到 达 夹送 辊 时 , 统 3生 带 系 未能 及 时检测 到带 钢 咬入 夹送 辊 的受 载信 号 ,延 时
发 出侧导 板 寻边指 令 或者 系统 已经 检测 到 带钢 咬人 夹送 辊 的受载 信号 ,但 是 由于 信号 处理 时 问滞 后或
者机 械卡 阻造 成侧 导板 没有 准 时运 动 到位 ,都 有 可 能造 成头 部 塔形 。图 3为侧 导 板 延 时 4 . 开始 寻 4秒
联 系人 : 刘小军 , ,O岁, 男 3 硕士研究生 , 乌鲁木齐 (3 0 2新疆八一钢铁股份有限公 司热轧 厂 802 )
E mall x @bg. mei - i i j yto . :u3 e l
3 6
2 1 年第 4 00 期
新疆钢铁
总 l6 l 期
图 2 卷 简 与 助 卷 辊 水 平 度 测 量 示 意 图
改善。
关键 词 : 热 轧 带 钢 ; 形 ; 导 板 塔 侧
中 图分 类 号 : G 3 .1 T 351
文 献标 识 码 : B
文章 编号 :17 - 4 2 (0 0 0—0 3 —O 6 2 24 2 1 )4 o 6 3
Re s n ay i o ls o eo tRold S rp & IsPr v n ieM e s r s a o sAn lss fTeec p fHo l ti e t e e t a u e v
2 塔 形现 象及 产 生 的 原 因分析
八 钢 15 m 7 0 m热轧 生产线 上有 2台 =助 卷辊 全 = = =
液压地 下 卷取 机 , 带钢头 部接 近卷取 机时 , 过卷取 通 机前 的液 压侧 导 板完 成对 带 钢 头部 的 引导 和对 中 ,
热轧带钢卷取机卸卷塔形的分析与处理

金属材料与冶金工程METAL MATERIALS AND METALLURGY ENGINEERING热轧带钢卷取机卸卷塔形的分析与处理张结刚(华菱涟源钢铁有限公司,湖南娄底417000)摘要:热轧带钢卷取完成后,在卸卷过程中出现内、外圈抽芯或外圈松圈等现象。
卷形不良轻者,虽可 通过切除不合格圈的方式来修复,但降低了产品合格率和成材率;卷形不良严重者,无法修复则只能报废,提高了生产综合成本,因此解决该质量缺陷成为重点工作之一。
涟钢2250热轧板厂对卸卷塔形问题进行了研究和分析,得出了卸卷小车位置不正确、提升髙度和提升压力设定不合理、芯轴膨胀直径不到位等相关因素。
通过现场某钢种卸卷塔形实例,分析与制定了相应的解决措施,效果明显。
关键词:卷取机;卸卷;塔形中图分类号:TG333.2+4 文献标识码:A文章编号:2095-5014 (2021) 02-0041-05Analysis and Treatment of Uncoiling Telescopeof Hot Strip CoilerZHANG Jiegang(Valin Lianyuan Iron and Steel Co. ,Ltd., Loudi417000, China)A B ST R A C T:After coiling of the hot-rolled strip,inner and outer wraps core pulling or outer wraps loose appear during uncoiling process.Although it can be repaired by cutting the unqualified wraps with bad coil shape in less severe cases,the qualification rate and the yield rate are reduced;in severe cases,it can only be scrapped if it cannot be repaired,which increases the overall production cost,therefore,eliminating this quality defect has become one of the priorities.2250 HSM of Lianyuan Iron and Steel Co.,Ltd.has conducted research and analysis on the telescope defect of hot-rolled strip coils,the results show that the position of the uncoiling car is not correct,the lifting height and lifting pressure are not reasonable,and the expansion diameter of the mandrel is not reached.Through analysis of an uncoiling telescope of a certain grade,corresponding solutions are worked out,which achieved remarkable results.K E Y W O R D S:coiler;uncoiling;telescope热乳卷取机作为热轧产线最后一个重要机组,其作用是将带钢卷取成钢卷的机械设备。
热轧钢带卷取塔形控制方法的研究
图 2. 这时夹送辊的控制由位置控制转换为压力控
制. 两边均衡的压力控制能有效的防止钢带凸度引
起的带头跑偏.
© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved.
卷取带载过程控制不好有两种可能性 :超前或 滞后.
(1) 带载超前 :钢带未进入卷筒 ,提前膨胀 ,会 造成带头无法夹紧 ,内圈松动 ,侧导板动作太早会引 起穿带失败事故.
(2) 带载滞后 ,钢带已进入卷筒 ,膨胀不及时 , 带头没有形成有效的压力 ,带头移动引起滑动头塔 形 ,侧导板工作太晚产生较大的塔形. 31114 侧导板纠偏控制功能的优化
图 3 侧导板控制特性优化
(1) 侧导板的控制特性优化. Y 轴的 X = 0 点 就是卷取带载信号 ,调整特性曲线后见图 3 ,可提前 的时间是 t1. 但不能过大 ,过大就可能引起位置超 调 ,超调对卷取有一定的影响 ,是引起卷取堆钢的因 素之一.
(2) 侧导板纠偏提前. 将侧导板的纠偏提前到 钢带进入夹送辊后就进行控制 ,这就对侧导板的控 制提出了要求. 在改变工作特性曲线的基础上 ,相 当于移动了特性曲线可提前的时间 t2 ,见图 4. 这个 时间是速度的比例函数 ,保证对不同厚度的钢带都 有效.
总第 140 期 2004 年 10 月
南 方 金 属 SOUTHERN METALS
Sum.
October
140 2004
文章编号 : 1009 - 9700 (2004) 05 - 0025 - 04
热轧钢带卷取塔形控制方法的研究
这种塔形多半是松卷引起的 , 可参照文献[1] . 另一类是由于侧导板的压力不够 ,卷取的张力超过 了侧导板的压力 ,控制由位置控制变成了压力控制 , 通过调整侧导板的 RFG值 ,两侧导板形成差开 RFG
热轧带钢卷取塔形的分析和解决措施

热 轧 带 钢 卷 取 塔 形 的 分 析 和 解 决 措 施
高 秀 郁
( 首钢 京唐 钢 铁 联合 有 限 责任 公 司 , 河北 唐山 0 6 3 2 0 0)
摘
要 :为 了探 索提 升 热 轧 带 铜 卷型 的 提 升 策略 , 首先, 从 夹 送 辊 下辊 的水 平 度 不足 、 卷 筒 与 助卷 辊 之 间 的轴 线 不平
( 1) 夹 送 辊 下 辊 的 水 平 度 不 足 。夹 送 辊 的 水 平 度 是 影 响 热轧带钢卷 曲塔形 的主要因素 , 如果夹送辊下辊 的水平度存在
问题则必然会导致 带钢在卷 曲过程 中出现塔 形的形象 。 导致夹 送辊 下辊 的水平度 不足 的主要 原因有 以下 几点 : ① 在进行 设 备安装时辊本身就 没有保持水平 , 同时在完成安装之后 也并没
行、 受 载信 息延迟 、 侧 导板 开 口度 过 大 、 寻边 失败 等 方面 对 导致 热轧 带 钢 卷取 塔 形 的原 因进 行 了分析 , 并从 加 强卷 曲设 备 的
管理 与维 护 、 加 强 对侧 导板 的控 制 以及 有 效控 制 卷 曲张 力等 方 面论 述 了具 体 的 解决 对 策 。 关键 词 : 热轧 带 钢 ; 卷 曲塔 形 ; 原因 ; 解 决措 施
中 图分 类号 : T G 3 3 5 . 5
文 献 标识 码 : A
文章 编 号 : 1 1 — 5 O O 4 ( 2 0 1 7 ) 1 l 一 0 1 O 5 — 2
随 着 我 国制 造 业 与 工 业 的 不 断 发 展 ,钢 铁 产 业带 钢 可 以 用 于 管 型 材 料 、栏 杆 等 钢
( 3) 受载信 息延迟 。在实际生产过程 当中带钢的头部会 首 先到 达夹送辊 , 在带 钢头部到达 夹送辊之后 , 系 统会接受到 受 载 信息 , 系统 在收到受 载信息之 后会对 导侧板发 出寻边 指令 。 导侧 板则会进一步动作 。 如果受载 信息出现延迟则导侧板必然
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
热轧带钢卷取塔形的分析和解决措施【摘要】针对热轧带钢卷取过程出现的塔形问题进行了析;简述了卷取塔形产生的原因及采取的措施,从而改善钢卷卷形,提高成材率和经济效益。
【关键词】热轧塔形镰刀弯
一、前言
1580分厂自投产以来头尾塔形较为严重,尤其是薄规格带钢,头尾塔形超标,主要产生以下问题:
塔形卷需要手动切除内圈和外圈,处理后仍然不合格还要上平整进行重卷。
处理塔形卷不仅增加了吨钢成本,而且切除内圈和外圈后还降低了热轧的成材率;塔形卷在吊运过程中问题频现,容易出现破边和吊装困难问题,不仅影响公司形象,而且还增加了质量异议的数量,造成不必要的损失;塔形卷在装运过程中,由于内圈和外圈突出,容易造成打包带断裂,形成松卷;
二、塔形卷的描述及成因
(一)塔形的描述
卷取区域的塔形,根据其发生位置,主要分为以下三种类型:
内塔形:其特征是在钢卷内圈5-10圈的范围,带钢向一侧急剧跑偏,内圈呈现塔状。
起因是带头存在镰刀弯,在头部进入卷取机时已偏离中心线,被侧导板强制性纠偏后,钢带又重新回到中心线,头部必然出现塔形。
层间塔形:其基本形状是钢卷中间部分的带钢向两侧交叉跑偏,整个钢卷侧面不平整。
外塔形:其特征是最外圈的5-10圈范围内,带钢向一侧急剧跑偏,外圈呈现塔状。
尾塔形的产生也是由于尾部镰刀弯,导致钢带尾部偏离中心线,从而出现尾部塔形。
(二)塔形的形成原因
通过对1580塔形卷的跟踪和对其PDA曲线进行分析发现导致内塔和外塔产生的主要有以下几方面原因:
二级设定SG开口度为粗轧出口宽度的最大值+offset值,这个数值基本比带钢目标宽度热态值大了30-40mm,操作侧SG为位置控制,驱动侧SG为压力控制,当SG设定由位置控制转换到压力控制时,OS侧SG保持设定不变,OS侧SG往DS侧挤压带钢,行程都在30mm以上,这种情况下如果带钢头部要是存在偏OS侧镰刀弯时很容易出现OS侧内塔超标;
卷取SG由位置控制转压力控制时调整时间较长基本都在1.5s以上,如果卷取12m/s的,SG调整结束后已经有18m左右(约8圈)的带钢进入卷取机,当带钢头尾存在较大镰刀弯时肯定会出现头部塔形,但是时间太短容易造成SG超调,夹住带钢;
一次二次短行程设定偏大,目前都是用一级数据,操作工设定一次短行程基本在40-50mm,二次短行程40mm,因为1580卷取薄规格较多,带钢头部不可避免出现镰刀弯,为了防止镰刀弯较大SG夹钢,操作工一直没使用二级设定;
带钢头尾镰刀弯,头尾镰刀弯超标容易导致内塔和外塔超标。
三、塔形卷的解决措施
(一)侧导板的短行程时序的修改
卷取机入口侧导板在卷取入口夹送辊前,其作用是对带钢的头部进行对中和卷取过程中都对带钢起着导向的作用,适当的侧导板开口度控制可以避免带钢在卷取入口处左右游动,同时又保证带钢与侧导板之间一定的间距,避免侧导板对带钢边部的擦伤破边现象。
在带钢进入侧导板区域之前,带钢头部两侧处于一种无约束的状态,同时带钢头部也可能存在一定的“镰刀弯”或“跑偏”,因此侧导板开口部不可以设置得太小,但是带钢头部。