肉制品工艺流程纲要图.doc
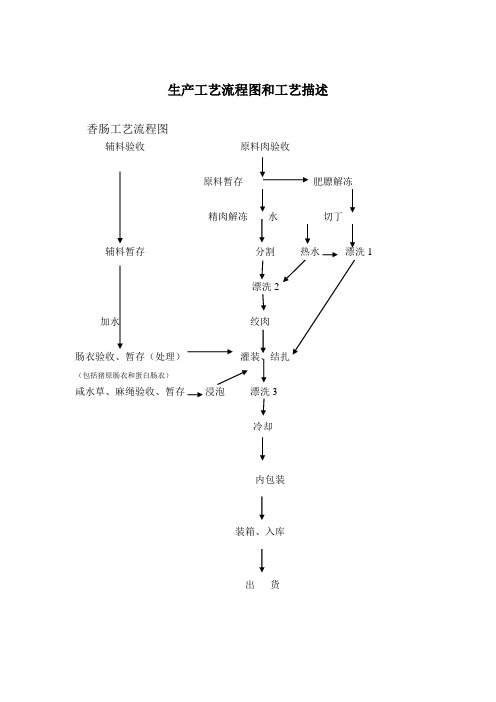
生产工艺流程图和工艺描述
按照原料肉验收程序进行,并要求供应商提供兽药残留达标保证函及兽医检疫检验证明
辅料验收、暂存
化验室、仓库
按验收规程进行验收
肥膘验收、暂存
化验室、仓库
按验收规程进行验收
肠衣验收
化验室
按验收规程进行验收
肠衣处理
腊味加工间
天然猪肠衣加工前需用洁净加工用水冲洗,人造肠衣灌装前需用洁净加工用水润湿
咸水草、麻绳验收
中心温度≦25℃
内包装
真空包装机、热封口机
内包装间
将待包装腊肉去绳后按不同规格称重,装塑料袋、真空包装封口
装产品装彩袋封口,按不同规格装箱、核重、扣扎放入成品库并挂牌标识。
化验室、仓库
按验收程序进行验收
解冻
解冻间
肉类解冻分割间
温度≦18℃、18~20h
分割、修整
分割台、刀具
肉类解冻分割间
挑筋骨、淋巴等杂物,修整边缘。整个操作均在温度≦12℃的条件下进行。
切条
工作台、刀具
肉类解冻分割间
切成原1.5-1.8cm肉条,要求一致,厚薄均匀。温度≦12℃。
漂洗
水池
肉类解冻分割间
生产工艺流程图和工艺描述香肠工艺流程图辅料验收原料肉验收原料暂存肥膘解冻精肉解冻辅料暂存分割热水漂洗加水绞肉肠衣验收暂存处理灌装结扎包括猪原肠衣和蛋白肠衣咸水草麻绳验收暂存浸泡漂洗冷却内包装装箱入库香肠加工工艺说明加工步骤使用设备操作区域加工工艺的描述与说明原料肉验收暂存化验室仓按照原料肉验收程序进行并要求供应商提供兽药残留达标保证函及兽医检疫检验证明辅料验收暂按验收规程进行验收肥膘验收暂按验收规程进行验收肠衣验收化验室按验收规程进行验收肠衣处理腊味加工间天然猪肠衣加工前需用洁净加工用水冲洗人造肠衣灌装前需用洁净加工用水润湿咸水草麻绳验收化验室按验收规程进行验收暂存仓库浸泡腊味加工间咸水草麻绳加工前需用洁净加工用水浸泡使之变软解冻解冻间肉类解冻分181820h恒温解冻间空气解冻分割分割台刀将原料肉筋键淋巴脂肪剔除并分割成约3cm加工步骤使用设备操作区域加工工艺的描述与说明漂洗水池肉类解冻分加工用水漂洗将肉的污血冲洗干净绞肉绞肉机肉类解冻分12以下采用5mm切成05cm长的立方漂洗水池肉类解冻分水温4560洗去表面游离油脂碎灌装结扎灌肠机香肠加工间按产品的不同规格调节肠体长度8001200kgh温度12漂洗水池香肠加工间水温4560清洗肠体表面油脂肉预冷车间12下冷却051小时中心温度25内包装真空机电内包装间将待包装腊肠去绳后按不同规格称重装塑料袋真空包装封口装箱入库外包装间成品仓库将真空包装的产品装彩袋封口按不同规格装箱核重扣扎放入成品库并挂牌标识
肉制品工艺流程图

1000个
用于盛装各种原料
成品用塑料箱
2000个
用于盛装各种产品
操作台案
对面4人操作式
30个
剔骨备料间配制8个,灌制间配制8个,其他根据情况配制酱卤、花样产品间
柱式提升机
140kg/次
5台
用于提升肉泥、肉块等,为搅拌和灌肠机配套使用
各种运输小车
25辆
用于原料、半成品、成品或辅料等运送、专车专用
双层锅
容量200kg/口
10口
用于酱卤制品的煮制,
装在酱卤加工间
煮锅
容量250kg/口
6口
用于煮锅,装在烤、煮、熏间
真空解冻设备
2t/h
1台
用于原料冻肉的解冻,装在剔骨备料间
花样产品加工设备
自定
1套
用于各种花色品种,装
在花样产品间
肉松加工设备
自定
1套
用于加工肉松,装在花
样产品间
丸子加工设备
自定
1套
用于加工肉丸子,装在花样产品间
原料用货架(车)
180kg/kg
100辆
用于原料的腌制
成品用货架(车)
210kg/车
50辆
用于成品的挂晾、暂存
叉车
2台
用于各种重物的搬运
制冷设备
627000kJ
1套
冷却间制冷用
配电设备
锅炉
2台
更衣、淋浴设备
高压冲洗设备
6台
用于生产设备和环境的
冲洗
检验设备
空调设备
用于需加空调装置的生
产间
肉制品工艺流程图如下:
设备名称
规格
数量
用途
酱卤、烧烤肉制品- 工艺流程图

CCP1: 1、感官检验 2、供方合格资料
原辅料验收 贮存、领用
解冻清洗 修整
包材验收 包材贮存 内包材消毒
煮制 冷却 内包装
CCP2: 1、按配方要求称量 原辅料 2、记录原辅料的详 细信息
配料
投料
CCP3: 1、按产品配方投料 2、记录物料投放详 细资料
CCP4: 1、温度:100℃ 2、时间:40-50分钟
烧烤 冷却 内包装 成品入库
CCP4: 1、温度:200-220℃ 2、时间:35-45分钟
CCP6: 1、称量设备计量检定 2、净含量不少于标示值 3、封口严密
注: 1、带背景工序为关键工序; 2、产品分类:烧鸭、叉烧、烧肉、烧猪、烧鹅、烧排骨、烧鸡翼、烧大肠 (原辅料明细见附页)
生产工艺流程图(烧烤肉制品)
原辅料验收 贮存、领用
CCP2: 1、按配方要求称量 原辅料 2、记录原辅料的详 细信息
CCP1: 1、感官检验 2、供方合格资料
解冻清洗
配料
修整 腌制 吊挂
投料
CCP3: 1、按产品配方投料 2、记录物料投放详 细资料
包材验收
包材贮存
内包材消毒
CCP5: 1、紫外线消毒 30min以上
பைடு நூலகம்
CCP5: 1、紫外线消毒 30min以上
成品入库
CCP6: 1、称量设备计量检定 2、净含量不少于标示值 3、封口严密
注: 1、带背景工序为关键工序; 2、产品分类: 卤制品类:卤水鸭、卤水鸡、卤水猪肉、卤水大肠、卤水猪耳、卤鸡翼、卤猪 肚、卤牛肚(原辅料明细见附页) 酱制品类:酱油鸭、酱油鸡、酱油猪肉、酱油大肠、酱油猪耳、酱油鸡翼、酱 油猪肚、酱油牛肚(原辅料明细见附页)
D_第二章中式肉制品加工工艺
肉制品分类
腌腊 肉制品
火腿
酱卤 肉制品
熏烧烤 肉制品
干肉制品
肉制品
油炸肉制品
肉类罐头
香肠
其他 肉制品
8
肉制品成为商品的六个特性
Ø外观良好(色泽、形状) Ø风味别致(滋味、香气)
Ø营养易消化 Ø安全卫生 Ø食用方便 Ø耐运贮藏
9
第一节 腌腊肉制品 (Cured Meat Product)
一、概述 (一)定义
氧,潜伏期仅为0.5~1.0h,症状为头晕、恶 心、呕吐、全身无力、心悸、全身皮肤发紫, 严重者呼吸困难、血压下降、昏迷、抽搐。如 不及时抢救会因呼吸衰竭而死亡。
45
2.亚硝酸很容易与肉中蛋白质分解产 物二甲胺作用,生成二甲基亚硝胺。
亚硝胺是目前国际上公认的一种 强致癌物。
46
3.使用量 我国添加剂标准规定: 硝酸钠的最大使用量为500mg/kg; 亚硝酸钠的最大使用量为150mg/kg; 4.残留量:(以亚硝酸钠汁) 肉类罐头不得超过50mg/kg; 肉制品不得超过30mg/kg。
(硝酸盐 (抗坏血酸糖来自亚硝酸盐) 烟酰胺)43
1.发色剂发色作用
还原性细菌
NaNO3
NaNO2
NaNO2
H+
HNO2
3HNO2
HNO3+2NO+H2O
Mb+NO- → →MbNO
44
亚硝酸盐的安全性问题和使用量
1.亚硝酸钠是食品添加剂中急性毒性较强的物质 之一。
摄取多量亚硝酸盐进人血液后,可使正常的Hb 变成高铁Hb,失去携带氧的功能,导致组织缺
食盐除氯化钠外尚有镁盐和钙盐等杂质。
(1)能阻碍食盐的渗透;
(2)降低食盐的溶解度;
肉制品加工3-26 图文

6 发酵成熟
经过腌制、洗晒和校形等工序的火腿,在外形、颜色、气 味、坚实度等方面尚没有达到应有的要求,特别是没有产 生火腿特有的芳香味,与一般咸肉相似。
发酵鲜化就是将火腿贮藏一定时间,使其发生变化,形成 火腿特有的颜色和芳香气味。
金华火腿加工工艺流程图
鲜腿
修胚摊凉
腌制
洗腿
良好的温
湿度条件
成品
堆叠后熟
成熟
晾晒整形
金华火腿操作要点
1 原料:选择金华“两头乌”猪的鲜后腿。以0.53.0cm最好,腿坯重5.5-6.0kg为好。
2 截腿坯:从倒数2-3腰椎间横劈断骨。
3
修整:修后的腿坯形似竹叶,左右对称。用手指挤 出股骨前、后及盆腔壁三个血管中的积血。鲜腿
金华火腿可能存在的微生物安全问题
1
霉菌 --霉菌毒素
Molds ---- molds toxins
2
3
金黄色葡萄球菌 --肠毒素
其它可能存在的致病菌 --如沙门氏菌
Staphylococcus aureus ----enterotoxin
Other possible disease microorganisms ---such as Salmonellae
盐水注射法
混合腌制法
中式火腿
南腿 以金华火腿为正宗; 北腿 以苏北如皋火腿为正宗; 云腿 以云南宣威火腿为正宗。
南腿、北腿的划分以长江为界。
(一) 金华火腿
金华火腿产于浙江省金华地区诸县。金华火腿皮色 黄亮,肉色似火,以“色、香、味、形”四绝为消 费者所称誉。
肉类工艺流程图

灌制生产车间工艺流程:↓↓↓↓↓1、原料的整理和切割将新鲜的猪肉去皮,剔骨,修去结缔组织,淋巴斑痕,淤血等,然后顺着肌肉纤维切成工艺要求的肉块。
2、腌制将整理好的肌肉块加入工艺要求的食盐和灌肠乳化剂,搅拌均匀后装入容器内,在室温10℃左右下,腌制3天,待肉的切面约有80%的面积变成鲜红的色泽,且有坚实的感觉。
即为完毕,脂肪以同样方式腌制3—5天,待脂肪有坚实感,色泽均匀一致即为腌制完毕。
3、绞肉和斩拌将腌制完的肉和肥膘分别送入绞肉机中搅碎,切丁。
4、拌陷将绞好的肉馅放入拌陷机中,加入调料,淀粉糊等其它辅料进行拌和,拌和的肉馅应弹力好,包水性强,没有乳状分离为准。
5、灌制灌制过程包括灌溉,捆住和吊挂,放气等。
6、烘烤烘烤时要求肠衣表面干燥光滑,无流油现象,肉馅色泽红润。
7、煮制将肠送水蒸煮室加热升温,待肠体中心温度达到75℃以上时,用手捏肠体感到硬挺,有弹性。
8、熏制熏制是在熏烟室内进行的,用锯末和木材使其缓慢燃烧发烟。
9、成品待肠体表面光滑而透出肉部肉馅色,自然冷却,即成品。
包装生产车间工艺流程:↓↓↓↓1、选择PET/AL/CPP 复合膜高温蒸煮袋,每袋装入称重的产品,注意封口处切忌被油污染,以免影响封口质量。
2、真空封口真空度以0.093Mpa为宜。
检查是否漏气。
3、杀菌:蒸煮袋封口后,应尽快杀菌,杀菌过程中,必须以反压进行冷却,以保持杀菌过程中压力平衡,使蒸煮袋不致变形破裂。
4、冷却:杀菌后迅速冷却至37℃以下,小心取出,擦干袋外水分,点数入库,袋子必须平整码放,不得折损。
5、检验:在37℃保温一周后检查有无涨袋,检验合格,即为成品。
禽类熏制制品工艺流程:↓↓↓↓1、宰后处理羽毛拔过后,如果禽类身上有残毛,将会影响商品的价值。
因此要仔细检查,如有残毛,可用煤气灯烧掉,再用新鲜冷水清洗干净。
在摘除内脏时,因肾和肺等很容易依附在胸椎、肠骨等上面,所以在摘除时一定要加以注意。
即使在购入禽类时,已经摘除了内脏,也应注意必须摘除干净。
肉制品工艺流程图
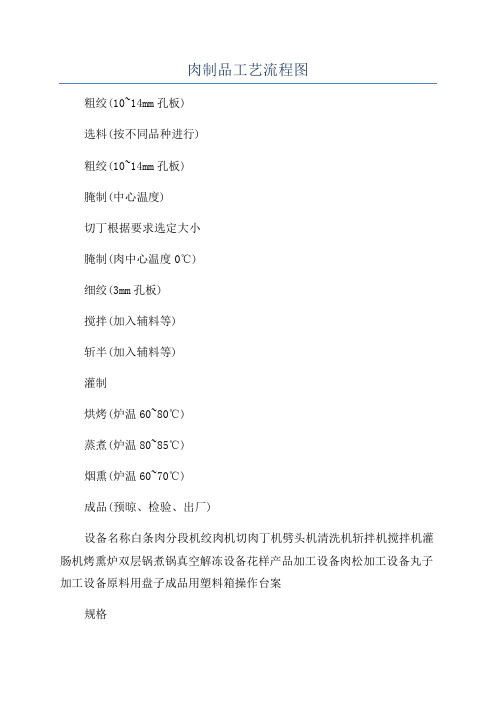
肉制品工艺流程图粗绞(10~14mm孔板)选料(按不同品种进行)粗绞(10~14mm孔板)腌制(中心温度)切丁根据要求选定大小腌制(肉中心温度0℃)细绞(3mm孔板)搅拌(加入辅料等)斩半(加入辅料等)灌制烘烤(炉温60~80℃)蒸煮(炉温80~85℃)烟熏(炉温60~70℃)成品(预晾、检验、出厂)设备名称白条肉分段机绞肉机切肉丁机劈头机清洗机斩拌机搅拌机灌肠机烤熏炉双层锅煮锅真空解冻设备花样产品加工设备肉松加工设备丸子加工设备原料用盘子成品用塑料箱操作台案规格数量1台1000kg/h200kg/h400头/h80kg/次盘容积200L1000kg/h700kg/h容量400kg/间容量200kg/口容量250kg/口2t/h自定自定自定2台1台2台2台2台2台3台15间10口6口1台1套1套1套1000个2000个对面4人操作式30个柱式提升机140kg/次5台用途用于将片肉分割,装在剔骨配料间绞肉、剔骨备料间1台,用于粗绞。
1台装在肠类灌制间用于肥肉切丁,装在剔骨备料间或肠类灌制间将猪头劈开或再去骨,装在副产品整理间用于清洗各种副产品,装在副产品整理间用于斩碎和搅拌肉泥,装在肠类灌制间用于含肉丁肠类或肉丸子的原料搅拌用于灌制肠类,装在肠类灌制间,其中要配置叶片泵灌肠机1台用于烘烤和烟熏灌肠,装在烤、煮、熏间用于酱卤制品的煮制,装在酱卤加工间用于煮锅,装在烤、煮、熏间用于原料冻肉的解冻,装在剔骨备料间用于各种花色品种,装在花样产品间用于加工肉松,装在花样产品间用于加工肉丸子,装在花样产品间用于盛装各种原料用于盛装各种产品剔骨备料间配制8个,灌制间配制8个,其他根据情况配制酱卤、花样产品间用于提升肉泥、肉块等,为搅拌和灌肠机配套使用各种运输小车原料用货架(车)成品用货架(车)叉车制冷设备配电设备锅炉更衣、淋浴设备高压冲洗设备检验设备空调设备180kg/kg210kg/车627000kJ25辆100辆50辆2台1套2台6台用于原料、半成品、成品或辅料等运送、专车专用用于原料的腌制用于成品的挂晾、暂存用于各种重物的搬运冷却间制冷用用于生产设备和环境的冲洗用于需加空调装置的生产间。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
肉制品生产工艺流程图1、速冻调理肉制品(生制品)工艺流程图注:打 * 号为关键控制点
*原辅料验收 [牛、羊、猪肉、草鱼等验收
按原辅料检验规程验收,严格索证索票,
辅料放置阴凉、干燥、避光、通风处 ; 草鱼必须鲜活;冻羊肉贮存于 -18℃以下的冻
辅料配料 [电子秤(精度0.1g):根据配料表进行配料;速冻肉制品未使用食品添加剂]
前处理 [ 刀具、解冻清洗池、操作台、空调:牛、羊、猪肉、鱼等原料需进行解冻后修整并切片,前处理车间温度控制 20-25 ℃ , 时间 4h;草鱼前处理前需要在吊水池中暂养,生产当天剖杀并进行后续加工。
]
* 调制 [拌料机、空调:拌入辅料混匀腌制4h,腌制间温度控制 20-25 ℃ ]
*包材验收 [ 包装袋按原辅料检验规程验收,内包材供方应提供QS 证复印件和一年期内合格检测报告 ] *内包材消毒 [ 内
包材消毒柜:紫外灯消
毒 30min ;竹签需用
100-200ppm 次氯酸
钠消毒液浸泡后冲
洗干净、沥干使用。
]
*计量、内包装 [电子天平 (0.1g) 、封口机、真空包装
机、空调 :封口温度 180-200℃,净含量偏差按 75 号
令执行;卫生:环境卫生通过班前紫外灯消毒 30min
以上 ,包装设备班前班后进行清洗消毒,包装人员通过
更衣室更换工作服、工作鞋,
洗手消毒后进车间操作,调制羊肉需人工串成串
后进行计量包装 ]
*速冻 [速冻库:将预处理的食品放在-30 ℃~ -40 ℃的装置中,在30 分钟内通过最大冰晶生成带, 使食品中心温度从 -1 ℃降到 -5 ℃,其所形成的冰晶直径小于 100μ m。
速冻后的食品中心温度必须达到 -
18 ℃以下 ]
外包装[ 首先检查产品内包装及净含量是否异常,是否有封口不紧密情况,其次将检查合格的同一
批次产品进行打码、装箱,产品应在20-25℃环境中快速包装;最后将成品抽样送检至化验室进行出
厂检验,并将本批次产品标识待检,待化验室出具合格检验报告,方可办理入库。
]
出厂检验 [速冻肉制品(生制品)出厂检验项目:感官、过氧化值、净含量]
合格不合格
* 成品入库及冷链运输[ 成返工或销毁 [ ①对于仅为感官 ( 不影响等级指标 ) 或净含量及包装外观
品冻库, -18 ℃,温度波动的不符合可进行返工处理;经返工的成品应按规定重新检验,应有明
不超过 2℃;见与运输公司确返工品的生产及检验记录;②对于理化指标一次抽检不合格,允许
签订冷链运输协议 ] 加倍抽样,以复检结果为准,不合格产品应销毁不得出厂。
]
2.腌腊肉制品
选料→修整→配料→腌制→灌装→晾晒→烘烤→包装
注:中国腊肠类需经灌装工序。
3.酱卤肉制品
选料→修整→配料→煮制→(炒松→烘干→)冷却→包装
注:肉松类需经炒松、擦松、跳松和拣松工序;肉干类需经烘干工序
4.熏烧烤肉制品
选料→修整→配料→腌制→熏烤→冷却→包装→二次灭菌→冷却
5.熏煮香肠火腿制品
选料→修整→配料→腌制→灌装(或成型)→熏烤→蒸煮→冷却→包装→二次灭菌
注: 红色字体为关键控制环节。